
Você investiu milhares de dólares na sua marca para o varejo, mas se a embalagem chegar parecendo um cubo de papelão marrom comum, os consumidores simplesmente passarão por ela sem nem perceber.
Uma caixa cortada sob medida é uma solução de embalagem fabricada com precisão, criada usando moldes de aço especializados ou mesas industriais automatizadas para estampar formatos personalizados, abas de encaixe e linhas de dobra. Esse processo escalável transforma materiais planos de papelão ondulado em displays de varejo 3D complexos e estruturalmente consistentes.

No entanto, entender a definição básica é apenas o primeiro passo. Para sobreviver à logística brutal do varejo de grandes lojas, você precisa entender como essas estruturas personalizadas são realmente projetadas no chão de fábrica.
O que são caixas cortadas sob medida?
A maioria dos proprietários de marcas presume que uma caixa personalizada seja apenas um papelão dobrado com um logotipo bonito impresso na parte externa.
As caixas de corte especial são estruturas de embalagem altamente personalizáveis, moldadas através da inserção de lâminas de aço afiadas em papelão ondulado. Ao contrário das caixas de papelão padrão, esses recipientes específicos exigem moldes estruturais exclusivos para criar ângulos complexos, janelas personalizadas para o produto e mecanismos de travamento seguros que eliminam a necessidade de fita adesiva externa.
A mágica não acontece na impressora; ela acontece no departamento de engenharia estrutural, onde a matemática encontra a fibra de papel bruta.
A engenharia oculta por trás das embalagens personalizadas
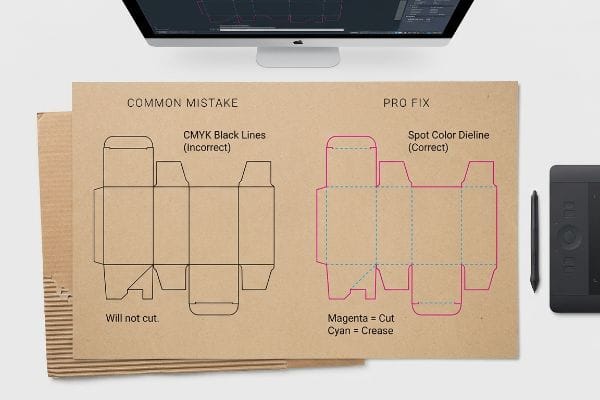
Quando você está começando, é fácil presumir que qualquer linha digital desenhada na tela será automaticamente traduzida em um corte físico. Uma abordagem comum para iniciantes é criar primeiro a bela arte externa e simplesmente adicionar contornos pretos padrão sobre ela para indicar onde a caixa deve dobrar ou encaixar.
Sei que você está olhando para este layout estrutural se sentindo um pouco perdido, porque vejo designers gráficos veteranos cometendo exatamente o mesmo erro toda semana. Você envia um arquivo com linhas pretas padrão CMYK (ciano, magenta, amarelo e preto) mapeando sua caixa personalizada. Mas aqui na fábrica, nossas mesas de corte automatizadas por CAD (Desenho Auxiliado por Computador) não leem tinta preta visual¹.Se você não atribuir esses traços a cores especiais mecânicas absolutas²,a máquina CNC (Controle Numérico Computadorizado) simplesmente mescla suas linhas de corte na camada da arte. O resultado lamentável é receber um lote enorme de papelão lindamente impresso, mas sem nenhum corte físico, obrigando sua equipe de embalagem a procurar desesperadamente por estiletes enquanto o ruído alto e áspero da fresa permanece em segundo plano.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando preto CMYK para linhas de corte | Atribua a cor especial Magenta a 100% | Evita o desperdício de matéria-prima |
| Utilizando linhas tracejadas para representar dobras | Atribua 100% de ciano para vincos | Impede o aparecimento de rachaduras na camada superior |
| Projetar os elementos gráficos antes da estrutura | Fixar o arquivo CAD à camada inferior | Elimina o desalinhamento estrutural |
Sempre intercepto esses arquivos durante a pré-impressão para converter esses traços básicos em cores especiais mecânicas, garantindo que as lâminas da máquina entrem em contato com a superfície e mantendo sua arte impressa impecável.
🛠️ Mesa do Harvey: Não tem certeza se as linhas da sua arte serão impressas em tinta ou cortadas como formas estruturais físicas? 👉 Deixe-me inspecionar seu arquivo ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Qual a diferença entre corte a laser e Cricut?
Muitas marcas emergentes tentam criar protótipos de suas próprias estruturas de varejo internamente, utilizando máquinas de fabricação artesanal de nível consumidor.
A diferença entre o corte por vinco e o Cricut reside principalmente na escala industrial. Enquanto o Cricut funciona como um plotter de mesa leve para materiais finos, o corte por vinco comercial utiliza enorme pressão mecânica ou mesas industriais automatizadas para perfurar agressivamente placas de papelão ondulado de parede dupla e alta gramatura, destinadas à distribuição em massa no varejo.

Criar protótipos na sua mesa é um ótimo exercício criativo, mas expandir essa ideia para uma implementação em 500 lojas exige um tipo de equipamento completamente diferente.
Da oficina de artesanato à produção industrial em massa
É prática comum em startups criar uma versão em miniatura , bonita e reduzida, de seu display usando um plotter de mesa e cartolina leve. Você leva essa miniatura perfeita para a próxima reunião de diretoria, e todos presumem que você está pronto para entrar em produção e começar a fabricar milhares de unidades.
Adoro ver essa energia empreendedora, mas sempre preciso gentilmente trazer os clientes de volta à realidade quando me entregam um protótipo frágil de cartolina. Uma plotter doméstica simplesmente arrasta uma pequena lâmina sobre o papel plano. Na minha empresa, quando precisamos produzir uma amostra branca de 24 horas para um grande varejista , usamos uma enorme mesa de corte digital Kongsberg. Ela não apenas arrasta uma lâmina; utiliza uma ferramenta oscilante de alta frequência que emite um ruído agudo e alto enquanto corta agressivamente as densas ondulações do papelão ondulado 32ECT (Teste de Compressão de Borda). Uma máquina de mesa não consegue calcular matematicamente a tolerância de curvatura de uma placa com 3 mm (0,12 polegadas ) de espessura, e é por isso que a transição de um arquivo de artesanato para um molde industrial muitas vezes exige uma reconstrução estrutural completa.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenho em cartolina fina | Protótipo em linha de teste real6 | Garante a capacidade de peso precisa |
| Ignorando a espessura da tábua | Aplicar tolerâncias de curvatura paramétricas7 | Permite montagem sem atrito |
| Escalar arquivos de modelos 2D diretamente | Reconstruir em software 3D profissional | Impede a deformação estrutural8 |
Sempre testo esses protótipos preliminares primeiro em nossa mesa de amostras industriais, garantindo que o material corrugado espesso realmente dobre e trave com segurança antes de gastar um único dólar em ferramentas de produção em massa.
🛠️ Harvey's Desk: Você está preocupado que o protótipo da sua mesa possa entortar repentinamente quando mudarmos para papelão ondulado industrial reforçado? 👉 Solicite uma amostra branca ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
Por que são chamados de recortes especiais?
A terminologia pode parecer incrivelmente confusa se você nunca entrou em uma gráfica comercial.
São chamadas de peças cortadas por matriz porque o processo de fabricação depende de uma "matriz" física — uma placa de madeira especializada com lâminas de aço afiadas e ranhuras de vinco rombas embutidas. Essa ferramenta personalizada funciona como um enorme cortador de biscoitos, estampando com precisão materiais planos em formas estruturais funcionais sob extrema pressão.

A maioria dos gerentes de marca nunca vê as ferramentas físicas que criam suas embalagens, o que leva a um enorme mal-entendido sobre como essas estruturas são replicadas ao longo do tempo.
A realidade física da matriz de aço
Ao pagar uma taxa única de ferramental para sua campanha de embalagens, é fácil presumir que você está comprando um molde de metal permanente e indestrutível que durará para sempre. Os compradores frequentemente esperam executar o mesmo arquivo estrutural três anos depois, sem qualquer perda de precisão ou velocidade de montagem.
Permita-me levá-lo ao chão de fábrica e mostrar o que realmente acontece quando se tenta reutilizar ferramentas antigas. Sua "matriz" não é de aço maciço; é uma matriz de lâminas de metal marteladas à mão em madeira compensada bruta e porosa.Quando as equipes de compras tentam economizar reutilizando uma matriz que ficou armazenada em um depósito úmido por oito meses, eu assisto ao desastre se desenrolar. A base de madeira absorve umidade e empenamilímetros , fazendo com que as lâminas se desalinhem. Quando o baque pesado e estrondoso da prensa mecânica atinge a madeira, você não obtém um corte limpo. Você obtém bordas de papel irregulares e abas de travamento desalinhadas que fazem com que sua equipe de embalagem leve o dobro do tempo para dobrar, arruinando, em última análise, suas margens de lucro com a mão de obra.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Reutilizando matrizes de corte de madeira antigas | Implementar novo protocolo de ferramentas | Garante bordas afiadas e limpas |
| Armazenar matrizes em zonas úmidas | Matrizes novas gravadas a laser por lote | Impede o desalinhamento das abas |
| Ignorando o desgaste da lâmina | Mandato para lâminas de aço novas | Reduz significativamente o tempo de co-embalagem |
Elimino completamente esse risco de degradação ao exigir um novo protocolo de ferramentas, gravando a laser uma placa de matriz totalmente nova para cada lote de produção em massa, garantindo que suas caixas se dobrem perfeitamente.
🛠️ Harvey's Desk: Seus pedidos antigos de caixas estão rasgando nos cantos ou sua equipe de logística está demorando mais para montar? 👉 Faça uma Auditoria de Ferramentas ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
Qual é a aparência de um corte especial?
É tentador olhar para uma bela renderização digital 3D no seu monitor e presumir que o processo físico de fabricação será igualmente limpo e previsível.
Um recorte especial se assemelha a um grande quebra-cabeça geométrico plano, com perímetros externos contínuos para o corte e canais internos rebaixados para a dobra. Quando visualizado antes da montagem, revela abas de encaixe precisas, ranhuras estrategicamente posicionadas e margens de sangria estendidas que garantem que a arte impressa envolva perfeitamente todas as bordas da estrutura.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e enormes folhas de material começam a se deslocar fisicamente pela esteira transportadora.
Por que as margens de impressão padrão falham na linha de produção
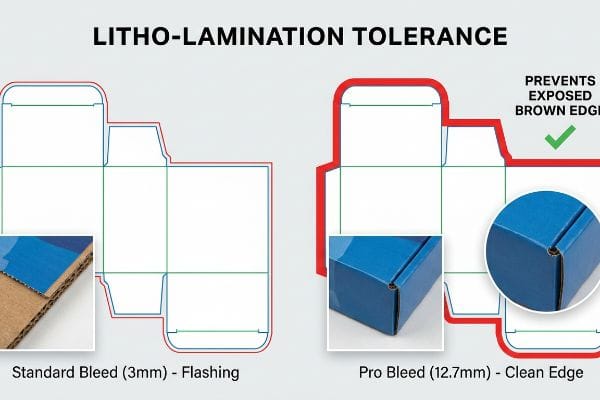
Muitos designers gráficos aplicam margens de sangria padrão para impressão comercial, geralmente em torno de 0,125 polegadas( 3,17 mm), aos seus arquivos de embalagens personalizadas. Eles presumem que as mesmas regras usadas para impressão de cartões de visita ou folhetos finos se aplicam com segurança a estruturas de papelão ondulado mais pesadas para o varejo.
Obter um arquivo de design perfeito em um laboratório digital é fácil, mas eis a dura realidade quando supervisiono a litografia-laminação para um lançamento de 5.000 unidades no varejo. Em minhas instalações, vejo rotineiramente arquivos com design impecável falharem espetacularmente porque os compradores ignoram a tolerância mecânica das máquinas de colagem automatizadas. A litografia-laminação consiste em pegar a folha impressa e colá-la em grossas lâminas de papelão ondulado usando adesivo PVA (acetato de polivinila) úmido. Quando meço o deslocamento físico durante a montagem em alta velocidade, o papel inerentemente se desloca. Uma sangria padrão de 3 mm é totalmente insuficiente. A resistência pegajosa da cola úmida puxa a folha e, repentinamente, a matriz atinge fora da área impressa. O resultado é o "rebarbo" — bordas feias e expostas do papelão marrom cru que envolvem a borda frontal do seu expositor de cosméticos, arruinando instantaneamente a reputação da marca.
No mês passado, utilizei os dados de alinhamento da pré-impressão para demonstrar a um cliente que ele não precisava de uma fábrica diferente; bastava uma margem de sangria mínima extremamente rigorosa de 12,7 mm (0,5 polegadas) além da linha de corte física. Ao impor essa extensão de sangria agressiva, eliminei matematicamente o risco de deslocamento da laminação, prevenindo completamente a formação de rebarbas e evitando que o cliente sofresse uma taxa devastadora de rejeição de lotes de 15% durante as inspeções de controle de qualidade.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando sangrias padrão de 3 mm | Impor sangrias mínimas de 12,7 mm. | Esconde papelão marrom exposto |
| Ignorando o turno 13 da máquina de laminação | Estenda a arte para além de todas as linhas de pontuação | Mantém intactos os elementos gráficos da marca |
| Impressão diretamente na borda de corte | Criar redes de segurança projetadas | Elimina rejeições de controle de qualidade no varejo |
Rejeito estritamente arquivos de pré-impressão que não atendam a esse limite de sangria, forçando as equipes de design a esticar seus fundos para que sua campanha sobreviva às limitações físicas da produção automatizada.
🛠️ Mesa do Harvey: Você sabe se o arquivo de arte do seu designer atual tem margem de segurança mecânica suficiente para suportar a laminação litográfica de alta velocidade? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você gaste seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando essa mudança na litografia e laminação expõe bordas onduladas em um expositor de prateleira premium, isso causa um enorme atrito no varejo, atrasando a linha de montagem em cerca de 30% e eliminando instantaneamente a margem de lucro da sua campanha. Esta é a ficha técnica exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias mecânicas e deixe-me analisar pessoalmente seus arquivos estruturais com minha Auditoria de Corte e Vinco gratuita ↗ para detectar erros fatais nas bordas antes do lançamento.
"CMYK vs. Cores Especiais vs. Impressão de Processo Simulado", https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats. [Manuais técnicos de plotters de recorte digital especificam que as máquinas identificam os caminhos de corte por meio de cores especiais designadas, em vez de valores de tinta CMYK]. Papel da evidência: especificação técnica; tipo de fonte: manual de hardware. Argumentos: A incapacidade das tabelas CAD de reconhecerem o preto visual como um comando de corte. Nota de escopo: Específico para sistemas de corte digital automatizados .
"O que significa corte e vinco? Processo de corte e vinco na impressão de rótulos", https://www.bluelabelpackaging.com/blog/die-cut-mean/. [Guias da indústria para design de embalagens estruturais explicam o uso de designações de cores especiais exclusivas para comunicar linhas de corte e vinco para máquinas CNC]. Papel da evidência: norma técnica; tipo de fonte: guia da indústria. Baseia: A exigência de atribuições mecânicas de cores especiais em arquivos de produção. Nota de escopo: Aplica-se a fluxos de trabalho profissionais de impressão e corte. ↩
"DESIGN ESTRUTURAL DE EXPOSITORES PARA VAREJO INTERATIVO…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Guias de design industrial para embalagens frequentemente especificam o uso de protótipos físicos de baixa fidelidade para validação de conceitos em estágios iniciais. Papel da evidência: validação processual; tipo de fonte: manual da indústria. Apoia: o uso de protótipos em escala reduzida para validação do design. Nota de escopo: Aplica-se à fase conceitual do desenvolvimento de expositores para varejo.] ↩
"Kongsberg Ultimate – A solução de corte mais produtiva para…", https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview. [A documentação técnica de fabricantes de equipamentos industriais confirma o uso de ferramentas oscilantes para o corte de substratos ondulados densos.] Papel da evidência: especificação técnica; tipo de fonte: manual do fabricante. Suporte: distinção entre mecanismos de corte para uso doméstico e industrial. Nota de escopo: específico para mesas de corte digitais de alta gama. ↩
"[PDF] Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Normas de engenharia de embalagens fornecem fórmulas para a tolerância à flexão, levando em consideração a espessura do material durante os processos de dobragem.] Papel da evidência: métrica técnica; tipo de fonte: norma da indústria. Fundamentos: a necessidade de reestruturações na escalabilidade de protótipos para a produção industrial. Nota de escopo: aplicável a materiais de papelão ondulado e de alta resistência. ↩
"Papel Testliner | Inviker", https://inviker.com/en/paper-packaging/testliner-paper/. [As normas da indústria para a fabricação de papelão ondulado especificam que o uso de pesos reais de liner durante a prototipagem é necessário para validar a integridade estrutural e a capacidade de carga]. Papel da evidência: norma da indústria; tipo de fonte: diretriz de fabricação. Apoia: o benefício da prototipagem em materiais de qualidade de produção em comparação com o uso de cartolina. Nota de escopo: Refere-se às camadas externas do papelão ondulado. ↩
"Tutorial SOLIDWORKS – Caixa de Papelão Ondulado Usando Chapa Metálica", https://www.youtube.com/watch?v=OLcQhg5W5IY. [Manuais técnicos de engenharia para embalagens explicam como o cálculo das tolerâncias de dobra com base na espessura do material é essencial para dobras e encaixes precisos]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de tolerâncias paramétricas para garantir uma montagem sem atrito. Nota de escopo: Aplica-se especificamente a substratos rígidos ou semirrígidos. ↩
"Previsão dos comportamentos de flexão, flambagem e vibração livre de estruturas 3D…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/. [Guias de análise estrutural demonstram que a modelagem 3D leva em consideração a tensão do material e as restrições volumétricas que a escala 2D ignora, reduzindo assim o risco de flambagem]. Papel da evidência: justificativa técnica; tipo de fonte: guia de engenharia estrutural. Apoia: a necessidade de reconstruir arquivos 2D em software 3D profissional. Nota de escopo: Foca em estruturas de exibição de varejo com capacidade de carga .
"Matrizes de Corte de Aço 101: Introdução, Usos e Benefícios", https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/. [Um guia técnico sobre produção de corte e vinco explica a construção física das matrizes de corte de aço, incluindo a incorporação das lâminas de aço em madeira compensada]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Suportes: materiais de construção. Nota de escopo: foco em matrizes de corte de aço. ↩
"Desempenho de um adesivo rígido e um flexível em juntas de madeira…", https://research.fs.usda.gov/treesearch/30498. [A literatura de ciência dos materiais confirma que a madeira compensada porosa está sujeita à expansão higroscópica e empenamento quando exposta à umidade]. Papel da evidência: explicação causal; tipo de fonte: livro didático de engenharia. Suporte: efeito da umidade nas ferramentas. Nota de escopo: comportamento genérico da madeira compensada aplicado a matrizes. ↩
"Como posso determinar a sangria ideal?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use . [Manuais de impressão profissional e padrões de design gráfico especificam 0,125 polegadas como sangria básica para projetos de impressão comercial, para compensar variações no corte]. Papel da evidência: padrão da indústria; tipo de fonte: guia técnico. Argumentos: a generalidade da margem de sangria de 0,125 polegadas. Nota de escopo: Padrão para impressões 2D, pode variar para grandes formatos.
"Por que a sangria é tão importante? – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/why-bleed-important-in-printing/. As normas da indústria de embalagens especificam larguras mínimas de sangria para compensar o deslocamento de registro durante o corte e vinco de substratos pesados. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Fundamentos: a recomendação de margens de sangria maiores. Nota de escopo: aplica-se especificamente a displays de papelão de grande formato. ↩
"Registro na Impressão – O que é? Tolerância – Sticky Business", https://www.stickybusiness.com/blog/what-does-registration-shift-mean. A documentação técnica de máquinas de laminação industrial explica a deriva mecânica inerente e o deslocamento do substrato que ocorrem durante a aplicação do filme. Papel da evidência: mecanismo técnico; tipo de fonte: documentação da máquina. Fundamentos: a necessidade de estender a arte final além das linhas de vinco. Nota de escopo: a variação do deslocamento depende da precisão da máquina e da tensão do material .



