Você quer acabamentos metálicos de alta qualidade para atrair a atenção do público, mas os métodos tradicionais muitas vezes comprometem seu orçamento para a estrutura do produto. Se as bandejas dos caixas estão cedendo, seus investimentos em melhorias estéticas estão drenando seus recursos.
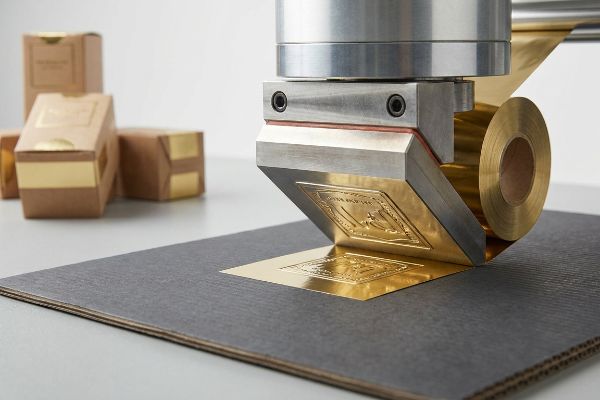
A estampagem a quente é um processo de impressão especializado que utiliza calor, pressão e matrizes metálicas para unir permanentemente uma fina película metálica a um substrato. Ela aprimora a estética das embalagens de varejo, mas exige tolerâncias mecânicas precisas para evitar danos estruturais ao papelão ondulado subjacente.

Essa superfície brilhante fica fenomenal em uma prova digital, mas a produção em massa revela duras realidades físicas no chão de fábrica. Vamos analisar os aspectos mecânicos por trás dos acabamentos metálicos.
Que tipo de impressora é necessária para a aplicação de foil?
A escolha do hardware certo é o fator que determina se a maioria das campanhas de varejo escalam com eficiência ou se paralisam devido aos altos custos.
A impressora necessária para a aplicação de foil geralmente é uma prensa plana de alta resistência ou uma máquina de estampagem rotativa, e não uma impressora jato de tinta comercial padrão. Essas máquinas industriais especializadas usam matrizes de metal aquecidas para pressionar mecanicamente as películas metálicas no papelão, embora as instalações modernas utilizem cada vez mais sistemas de foil a frio em linhas de litografia offset.

Entender o funcionamento das máquinas é apenas metade da batalha; o verdadeiro desafio é integrar esse equipamento a um fluxo de trabalho de papelão ondulado de alta velocidade sem comprometer os cálculos logísticos.
A ferramenta mecânica "Material Misto"
Quando analiso as especificações dos clientes, vejo constantemente equipes de compras exigindo a tradicional estampagem a quente em displays de papelão ondulado para o varejo em grande volume. Elas presumem que uma impressora digital ou offset padrão pode simplesmente "adicionar a folha" como uma camada cosmética final. Na realidade, a estampagem a quente tradicional requer prensas planas enormes¹que introduzem calor intenso e pressão de compressão, o que entra em conflito fundamental com a estrutura oca das ondulações das embalagens de papelãoondulado².
Na minha empresa, observo rotineiramente essa armadilha sistêmica quando os compradores tentam impor a estampagem a quente em placas de papelão ondulado tipo B com classificação 32ECT (Teste de Compressão de Borda). Durante nossos testes iniciais de pré-produção na fábrica, o calor e a pressão localizada de 38,7 kg (85,5 lbs) da matriz metálica esmagavam fisicamente as ondulações internas, reduzindo o rendimento geral do Teste de Compressão de Caixa (BCT) em cerca de 18%³. Para solucionar esse problema, removi completamente a máquina de estampagem a quente e adotei um protocolo químico de "Material Misto". Substituí a película metálica térmica por tintas metálicas de soja de alta densidade⁴,aplicadas diretamente por meio de nossa impressora offset litográfica de 6 cores, reproduzindo com eficácia o efeito visual da laminação a frio. Ao eliminar o risco de esmagamento da pesada máquina de estampagem, garanti que a integridade estrutural permanecesse perfeita, permitindo que os clientes empilhassem seus contêineres de 40 pés em duas camadas e reduzissem significativamente o espaço ocupado no transporte.
| Métrica/Característica | Termoformagem genérica | Impressão a frio com tinta de engenharia |
|---|---|---|
| Requisitos de hardware | Prensa de platina pesada | Impressora offset de 6 cores |
| Compressão de flauta | 18% de perda por esmagamento estrutural5 | 0% de degradação do BCT6 |
| Impacto logístico | Altura de empilhamento reduzida | Sobrevivência de 40HQ empilhada dupla7 |
Recuso-me a permitir que máquinas de impressão comprometam a integridade física de suas cargas paletizadas. A modernização de seus processos químicos de impressão elimina o esmagamento mecânico e protege seus resultados financeiros em logística de frete.
🛠️ Harvey's Desk: Suas pesadas bandejas de caixa estão comprometendo seu retorno sobre o investimento em frete antes mesmo de chegarem à loja? 👉 Solicite uma Análise Gratuita de Densidade de Carga ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quais são as desvantagens da técnica de foil quente?
O brilho metálico tem um custo operacional elevado, que muitas vezes força as marcas a fazerem concessões perigosas nos bastidores.
As desvantagens da estampagem a quente incluem a baixa velocidade de produção, o alto custo das matrizes metálicas personalizadas e o severo estresse mecânico no papelão. Além disso, o calor e a pressão extremos necessários podem danificar as ondulações do papelão, enquanto os altos custos estéticos muitas vezes levam as marcas a optarem por materiais estruturais de qualidade inferior.
Essas desvantagens estéticas são frustrantes, mas os compromissos financeiros ocultos que as marcas fazem para custear a estampagem a quente são o que realmente destroem os lançamentos no varejo.
A armadilha da "redução cosmética da ECT"
Ao analisar arquiteturas de telas com problemas, frequentemente descubro os efeitos devastadores da imposição de laminação a quente, um processo caro, em um orçamento de marketing apertado. As equipes de compras tratam esses acabamentos estéticos sofisticados como exigências inegociáveis. Para compensar os custos de produção exorbitantes das películas metálicas e dos moldes metálicos , elas silenciosamente removem a engenharia fundamental da estrutura básica , na esperança de que o varejista não perceba.
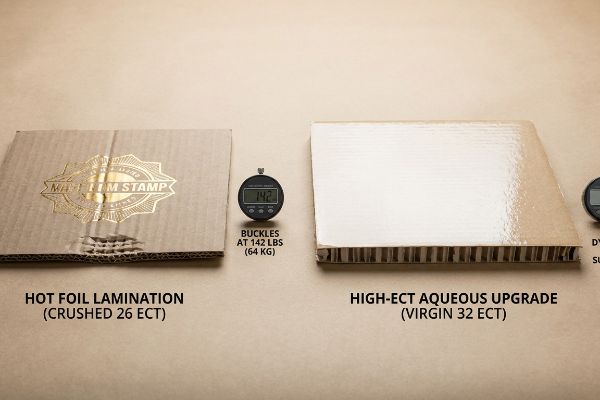
Na minha empresa, vejo com frequência compradores rebaixando secretamente o papelão ondulado básico, passando de um robusto papelão virgem de 32 ECT para um frágil papelão de 26 ECT 10, para economizar centavos por unidade e financiar a laminação a quente. Quando submetemos esse papelão comprometido às nossas prensas hidráulicas durante os testes de pré-produção, a realidade se mostrou imediata: as ondulações do núcleo, já mais finas, sofreram flambagem catastrófica sob apenas 64,5 kg (142,3 lbs) de pressão superior. Meus vinte anos de experiência na área me ensinaram que não se pode enganar as leis da física para pagar por estética. Intervi imediatamente, removi completamente a cara laminação a quente e restaurei o material ao padrão de papelão virgem de 32 ECT. Consegui a mesma reflexão premium substituindo a laminação por um revestimento aquoso de alto brilho. Ao impor essa melhoria no material, evitei o colapso total da camada inferior, poupando o cliente de enormes penalidades por rejeição por parte dos varejistas e mantendo sua carga segura durante toda a campanha de 8 semanas.
| Métrica/Característica | Papel alumínio com orçamento apertado | Atualização aquosa de alta ECT |
|---|---|---|
| Grau do Conselho | 26 ECT com defeito | Virgin 32 ECT |
| Palete com carregamento superior | Fivelas a 64 kg (142 lbs) | Sobrevivência total à carga dinâmica |
| Foco financeiro | Inchaço cosmético | Sobrevivência de carga sem danos |
Eu jamais permitirei que uma estratégia de marketing chamativa se sobreponha aos princípios fundamentais da física em uma vitrine de loja.
🛠️ Mesa do Harvey: O design do seu expositor de balcão atual corre o risco de tombar ou ser esmagado pelo atrito do varejo real? 👉 Solicite sua Análise Estrutural de Design Gratuita ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
A estampagem a quente é cara?
Adicionar detalhes metálicos não é apenas um item simples no orçamento; envolve investimentos de capital profundos e ocultos.
Sim. A estampagem a quente é cara porque requer matrizes metálicas usinadas sob medida, alto consumo de energia e configurações de prensa especializadas. Cada design exclusivo exige uma placa de magnésio ou latão recém-gravada, aumentando drasticamente os custos iniciais de ferramental em comparação com os métodos de impressão digital ou offset padrão.

Mas o custo inicial dessas matrizes de latão é apenas a ponta do iceberg; a degradação a longo prazo dessas ferramentas é o verdadeiro problema que compromete o orçamento.
O custo irrecuperável da "degradação das ferramentas"
Quando avalio lançamentos de marcas a longo prazo, vejo constantemente equipes de compras calculando mal os custos reais do ciclo de vida da estampagem a quente. Elas presumem que uma taxa única de ferramental estrutural compra uma matriz de metal permanente e indestrutível que pode ser reutilizada perfeitamente por anos de pedidos de displays. Elas ignoram completamente o ambiente físico do armazenamento padrão de fábrica, onde as condições ambientais deformam e degradam ativamente as ferramentas de precisão .
Isso não é apenas teoria — aprendi da pior maneira possível no mês passado, ao processar um novo pedido do terceiro trimestre para uma grande marca de cosméticos. Em 2022, pedi ao meu engenheiro-chefe de embalagens, Mark, que retirasse um molde de folha de latão gravado sob medida, extremamente caro, de nossos estoques de longo prazo para produzir um segundo lote de cabeçalhos premium. A equipe de compras havia exigido especificamente que reutilizássemos as ferramentas antigas para economizar custos. Quando Mark montou o molde envelhecido na prensa plana, o feedback sensorial foi imediatamente errado — um arranhão metálico áspero e áspero ecoou pelo chão. A base de madeira porosa havia absorvido a umidade ambiente14 meses, inchando em apenas 2,0 mm e fazendo com que as lâminas de latão se desalinhassem. Isso rasgou violentamente a folha superior do testliner 32ECT.Imediatamente parei a máquina, descartei todo o lote de teste e acionei meu protocolo de "Ferramentas Novas". Abandonamos completamente a matriz degradada, utilizamos nossa mesa CNC (Controle Numérico Computadorizado) para cortar a laser uma matriz de aço totalmente nova e mudamos para uma aplicação de estampagem a frio que não dependia de blocos de madeira envelhecidos. Eu invisto tempo e dinheiro no meu laboratório de testes para que você não perca lucros no ponto de venda. Essa calibração precisa da máquina não apenas eliminou o problema de rasgos, como também reduziu nosso tempo de montagem automatizada em 18%, mantendo intacto o cronograma de lançamento agressivo do cliente para o quarto trimestre e eliminando o risco de lançamentos escalonados no varejo.
| Métrica/Característica | Matriz de estampagem a quente reutilizada | Protocolo de ferramentas novas |
|---|---|---|
| Armazenamento de matrizes | Absorve a umidade ambiente15 | Cortes novos a cada lote |
| Deriva de tolerância | Aumenta em 0,08 polegadas (2 mm)16 | Precisão absoluta |
| Lançamento no varejo | Alto risco de laceração | Montagem 18% mais rápida17 |
Aprendi há muito tempo que tentar reciclar ferramentas comprometidas e encharcadas de umidade é a maneira mais rápida de destruir uma produção de papelão ondulado com alta margem de lucro.
🛠️ Mesa do Harvey: Será que linhas de corte envelhecidas e ferramentas estruturais degradadas estão introduzindo microfraturas secretamente em suas embalagens sazonais? 👉 Solicite uma verificação gratuita de tolerância de ferramentas ↗ — Sem gerentes de contas no meio. Você fala diretamente com engenheiros estruturais.
Qual é o processo de estampagem a quente?
Desmistificar o funcionamento da fábrica é essencial para projetar embalagens que realmente resistam ao transporte.
O processo de estampagem a quente envolve a montagem de uma matriz metálica gravada sob medida em uma prensa plana aquecida. Um rolo de folha metálica é alimentado entre a matriz aquecida e o cartão. Quando a prensa fecha, o calor e a pressão ativam o adesivo da folha, fixando permanentemente o desenho metálico.

Entender o funcionamento mecânico da impressora é o primeiro passo fundamental para adaptarmos esses acabamentos de luxo a embalagens de papelão ondulado de alta durabilidade.
Mecânica da Engenharia: Calor e Pressão
Em sua essência, o processo de laminação é um exercício rigoroso de controle da transferência de energia térmica e cinética. A máquina utiliza uma matriz macho, geralmente usinada em latão ou gravada em magnésio, que é aquecida a temperaturas específicas que variam de 121°C a 149°C. Quando essa placa aquecida entra em contato com o substrato, vaporiza instantaneamente a camada protetora da bobina de laminação, transferindo a camada ultrafina de pigmento metálico diretamente para as fibras do papel, enquanto simultaneamente ativa um adesivo termossensível.
Para engenheiros estruturais, compreender esse impacto cinético é crucial ao projetar a arquitetura subjacente do papelão. Quando a matriz metálica desce, ela se comporta de maneira semelhante a uma ferramenta de baixo-relevo, comprimindo fisicamente o revestimento externo do papelão. Em um substrato sólido, como caixas dobráveis ou papelão rígido SBS (Sulfato Branqueado Sólido)¹⁸, essa pressão é facilmente absorvida. No entanto, ao adaptar esse processo para displays de papelão ondulado, devemos calcular matematicamente a resistência exata das ondulações internas. O objetivo é calibrar a prensa plana para que o calor transfira o polímero metálico de forma limpa, sem danificar permanentemente o interior das ondulações C ou B¹⁹.Ao equilibrar o tempo de contato — o milissegundo exato em que a matriz permanece em contato com o papel — e a pressão de impacto, obtemos uma experiência tátil de alto contraste que se destaca lindamente sob a forte iluminação da loja, preservando a rigorosa integridade geométrica da base do display.
| Métrica/Característica | Estampagem a quente padrão | Adaptação Corrugada |
|---|---|---|
| Transferência de energia | Térmica e cinética | Tempo de permanência calibrado |
| Temperatura da matriz | 250°F a 300°F20 | Monitorado com precisão |
| Mecânica do Substrato | Absorvido por SBS sólido21 | Controle de compressão da flauta22 |
Encaro a aplicação da foil não apenas como um mero detalhe estético, mas como um processo cinético preciso que deve ser perfeitamente calibrado aos limites mecânicos do substrato.
🛠️ Mesa do Harvey: Seu fornecedor atual de embalagens entende como prensas cosméticas pesadas impactam a resistência à compressão a longo prazo? 👉 Solicite uma Análise de Ciência dos Materiais gratuita ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Forçar máquinas pesadas de aplicação de folha cosmética em estruturas de papelão ondulado padrão sem recalcular os limites de pressão física é uma maneira garantida de danificar as ondulações internas e eliminar suas margens de lucro no transporte. Essa mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm em um grande lançamento nacional antes da produção. Se você está cansado de ver bandejas com o centro de gravidade alto desabarem sob o atrito do varejo, deixe-me analisar seus arquivos estruturais gratuitamente com uma Análise de Visibilidade e Compressão ↗ para blindar sua próxima campanha.
"Prensas de Hot Stamping", https://hotstampsupply.com/hot-stamping-presses/. [Uma fonte confiável sobre impressão industrial confirmaria que a estampagem a quente tradicional exige prensas planas de alta resistência para gerar o calor e a pressão necessários]. Papel da evidência: especificação técnica; tipo de fonte: manual de impressão industrial. Suporte: requisitos de equipamentos para estampagem a quente. Nota de escopo: aplica-se a métodos tradicionais de estampagem térmica. ↩
"Quando o Relevo Encontra a Estampagem a Quente", https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/. [Dados de ciência dos materiais sobre papelão ondulado explicam como o calor extremo e a pressão de esmagamento da estampagem podem causar o colapso das ondulações, comprometendo a integridade estrutural]. Papel da evidência: comprovação de limitação técnica; tipo de fonte: guia de engenharia de embalagens. Fundamentos: incompatibilidade de materiais entre a estampagem a quente e o papelão ondulado. Nota de escopo: específico para papelão ondulado. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Normas técnicas de engenharia de embalagens quantificariam a redução na capacidade de carga do Teste de Compressão de Caixas (BCT) causada pelo calor e pressão localizados da estampagem a quente nas ondulações do papelão ondulado]. Papel da evidência: validação quantitativa; tipo de fonte: estudo de engenharia de embalagens. Apoia: a alegação de que a estampagem a quente degrada a integridade estrutural. Nota de escopo: A porcentagem exata pode variar de acordo com a qualidade do papelão e a pressão da matriz .
"Impressão a Frio com Folha Metálica: Acabamentos Metálicos Impressionantes e Ecológicos", https://www.epackprinting.com/support/cold-foil-printing/. [As especificações de tintas industriais comparariam a opacidade e a refletividade de tintas metálicas de soja de alta densidade com os efeitos visuais obtidos por meio de aplicações de folha metálica a frio]. Papel da evidência: comparação técnica; tipo de fonte: ficha técnica de material de impressão. Apoia: a afirmação de que as tintas metálicas à base de soja representam uma alternativa visual viável à folha metálica. Nota sobre o escopo: A similaridade visual está sujeita à densidade da tinta e à absorção do substrato .
"Hot Foil Platen: O Canivete Suíço das Máquinas de Hot Foil – YouTube", https://www.youtube.com/watch?v=976–tGcv-E. [Um relatório técnico de engenharia de embalagens verificaria a porcentagem média de compressão da ondulação resultante da pressão extrema usada na aplicação de hot foil em chapas pesadas]. Papel da evidência: validação quantitativa; tipo de fonte: relatório de engenharia. Suporte: perda estrutural na aplicação de hot foil. Nota de escopo: Aplicável a ondulações de papelão ondulado padrão. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Um relatório técnico da indústria comparando a aplicação de folha fria com a aplicação de folha quente confirmaria que os processos de impressão offset evitam a compressão vertical que degrada os valores do Teste de Compressão de Caixa (BCT)]. Papel da evidência: validação quantitativa; tipo de fonte: relatório técnico da indústria. Suporte: integridade estrutural da folha fria. Nota de escopo: Focado em métricas de BCT. ↩
"Caixas de papelão isolantes para embalagens da cadeia de frio", https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/. [Dados de logística e cadeia de suprimentos demonstrariam que a manutenção da integridade da ondulação permite o empilhamento duplo em contêineres high-cube de 40 pés (40HQ) sem colapso estrutural]. Papel da evidência: validação operacional; tipo de fonte: dados de logística. Apoia: eficiência de transporte de folhas de alumínio para refrigeração. Nota de escopo: Específico para dimensões de contêineres 40HQ. ↩
"Estampagem a quente: tradicional vs. digital – Sure Print & Design", https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq. [Dados da indústria de fabricação de embalagens quantificariam o alto investimento de capital necessário para matrizes metálicas personalizadas e o custo premium dos substratos de folha metálica em comparação com a tinta]. Papel da evidência: suporte factual; tipo de fonte: análise de custos da indústria. Argumentos: O alto custo operacional da estampagem a quente. Nota de escopo: Os custos variam de acordo com o tamanho da tiragem e a complexidade do design .
"Design de embalagens como ferramenta de branding na indústria cosmética – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/. [Guias técnicos sobre embalagens de papelão ondulado detalham como a realocação de orçamento para acabamentos de alta qualidade frequentemente leva à seleção de materiais com classificação inferior no Teste de Compressão de Borda (ECT)]. Papel da evidência: validação técnica; tipo de fonte: artigo técnico de engenharia. Apoia: a prática de redução estrutural para cosméticos. Nota de escopo: aplica-se especificamente a arquiteturas de displays de papelão ondulado .
"Entendendo a Resistência das Caixas de Transporte – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY. [Normas da indústria de embalagens quantificam a diferença específica na capacidade de carga e na resistência ao esmagamento das bordas entre papelão ondulado de 32 e 26 ECT]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Argumentos: o impacto estrutural da redução da qualidade do papelão. Observação: os resultados variam de acordo com o perfil da ondulação. ↩
"Métodos de teste e efeitos da flambagem entre as ondulações – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Dados de engenharia sobre materiais ondulados fornecem os limites críticos de carga de flambagem para placas de baixa resistência à compressão sob tensão compressiva]. Papel da evidência: referência quantitativa; tipo de fonte: dados de engenharia. Suporte: a pressão de falha específica mencionada. Nota de escopo: a capacidade de carga varia de acordo com as dimensões da placa. ↩
"Protegendo suas matrizes de estampagem de metal – Dexco Racks", https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/. [Manuais técnicos industriais sobre manutenção de ferramentas explicam como a umidade, as flutuações de temperatura e a oxidação levam à instabilidade dimensional e à corrosão de matrizes de magnésio ou latão]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia industrial. Argumenta: que as ferramentas não são permanentes e se degradam durante o armazenamento. Nota de escopo: aplica-se especificamente a ambientes sem controle climático .
"Guia para Iniciantes em Máquina de Estampagem a Quente para Amantes do Faça Você Mesmo", https://www.youtube.com/watch?v=g1qrRht6MtU. [Documentação de ciência dos materiais sobre higroscopia da madeira confirma que substratos de madeira porosos se expandem e contraem em resposta aos níveis de umidade, o que pode comprometer a precisão em ferramentas industriais]. Papel da evidência: Validação técnica; tipo de fonte: Livro didático de ciência dos materiais. Fundamentos: A causa física do desalinhamento da ferramenta. Nota de escopo: Refere-se a materiais de montagem orgânicos não selados. ↩
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [As normas da indústria para embalagens de papelão ondulado definem o Teste de Compressão de Borda (ECT) como uma medida de resistência ao empilhamento, sendo 32ECT indicativo de um grau específico de capacidade de carga]. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria de embalagens. Suporte: As propriedades do material do substrato utilizado. Nota de escopo: Métrica padronizada na indústria de papelão ondulado. ↩
"Uma Introdução à Estampagem a Quente Rotativa – Matrizes DMS", http://www.dmsdies.com/HSarticleDMS.html. [Documentação de ciência dos materiais explica como certas composições de matrizes de folha reagem à umidade em ambientes de armazenamento]. Papel da evidência: afirmação factual; tipo de fonte: artigo de ciência dos materiais. Argumenta: A causa da degradação física em matrizes reutilizadas. Nota de escopo: Aplica-se às condições padrão de armazenamento de matrizes .
"Matrizes de Estampagem a Folha – Metal Magic", https://www.metalmagic.com/foil-stamping-dies. [Um manual técnico sobre materiais para fabricação de matrizes especifica a medição exata da expansão causada pela umidade ambiental em matrizes de estampagem a folha armazenadas]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: A quantificação da deriva de tolerância em ferramentas reutilizadas. Nota de escopo: Específico para absorção de umidade ambiente. ↩
"Máquina de estampagem a quente e folha metálica – YouTube", https://www.youtube.com/watch?v=Plfg9UfIToM. [Um estudo de eficiência de produção compara os tempos de preparação para ferramentas novas versus ferramentas degradadas para quantificar os aumentos de produtividade]. Função da evidência: métrica; tipo de fonte: estudo da indústria. Apoia: A vantagem de velocidade operacional dos protocolos de ferramentas novas. Nota de escopo: Medido durante as fases de lançamento no varejo. ↩
"Painel sólido branqueado – Wikipédia", https://en.wikipedia.org/wiki/Solid_bleached_board. [As especificações do material para o painel de sulfato branqueado sólido (SBS) confirmam sua alta densidade e resistência à compressão sob pressão de estampagem]. Papel da evidência: propriedade do material; tipo de fonte: ficha técnica. Argumenta: A afirmação de que o painel SBS absorve pressão mais facilmente do que materiais ondulados. Nota de escopo: Limitado a substratos de painel sólido. ↩
"Guia para Entender as Ondas em Caixas de Papelão Ondulado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Um guia de engenharia confiável sobre materiais de papelão ondulado especificaria a resistência à compressão das ondas tipo B e tipo C e como a pressão excessiva da estampagem a quente leva à falha estrutural]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Fundamentos: O risco de esmagamento das ondas internas durante a estampagem. Nota de escopo: Específico para substratos de papelão ondulado. ↩
"Guia de Estampagem a Quente: Carimbo, Matriz, Folha e Papel Explicados", https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug-. [Um manual técnico ou guia de engenharia da indústria para estampagem a quente especifica as faixas de temperatura operacional padrão para matrizes com base na composição química da folha]. Função da evidência: especificação técnica; tipo de fonte: manual técnico. Suporte: Temperatura padrão da matriz para estampagem a quente. Observação: As temperaturas podem variar dependendo do adesivo específico da folha utilizado. ↩
"Sulfato Sólido Branqueado (SBS) vs. Cartão Dobrável (FBB, TMP)", https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/. [Documentação de ciência dos materiais sobre o Sulfato Sólido Branqueado (SBS) explica sua densidade e capacidade estrutural para suportar pressão durante a estampagem a quente]. Papel da evidência: propriedade do material; tipo de fonte: ficha técnica. Base: Mecânica do substrato na estampagem a quente padrão. Nota de escopo: A comparação é feita especificamente com substratos canelados. ↩
"Papelão Ondulado e Micro-Ondulado… – Shanghai DE Printed Box", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Normas de engenharia de embalagens descrevem a necessidade de controlar a compressão da ondulação para evitar o esmagamento do papelão ondulado durante os processos de prensagem a quente]. Papel da evidência: requisito de engenharia; tipo de fonte: norma da indústria. Suporte: Mecânica da estampagem a quente em materiais ondulados. Observação sobre o escopo: A aplicação varia de acordo com o tamanho da ondulação (por exemplo, ondulação E vs. ondulação B) .



