
Você quer que suas vitrines transmitam qualidade sob as luzes fortes das grandes lojas, mas depender de provas digitais planas geralmente leva a resultados desastrosos, com imagens borradas e desalinhadas, na linha de produção real.
A impressão offset funciona transferindo uma imagem com tinta de uma chapa para um cilindro de borracha e, em seguida, para a superfície de impressão. Para displays de papelão ondulado, essa folha litográfica é posteriormente laminada em uma placa canelada espessa, garantindo gráficos de alta resolução que suportam cargas estruturais elevadas sem comprometer a fidelidade visual.

Entender a definição do livro didático é fácil, mas traduzir essa teoria para o ambiente movimentado de uma fábrica, repleto de adesivo líquido e maquinário pesado, exige uma disciplina de engenharia implacável.
Quais são as etapas da impressão offset?
A transformação de um arquivo PDF (Portable Document Format) digital em uma enorme embalagem de varejo, capaz de suportar cargas pesadas, é um processo complexo que exige precisão mecânica em cada etapa.
As etapas da impressão offset envolvem a confecção de chapas, a transferência da imagem para um cilindro de borracha, a alimentação de folhas em alta velocidade e a cura final. Na fabricação de displays, essa camada superior impressa passa por um processo de litografia-laminação, onde montadores automatizados a colam em papelão ondulado antes do corte preciso que dá forma à unidade plana final.
O livro didático descreve esses passos de forma clara, mas a realidade física de colar papel em lâminas grossas cria um caos mecânico se não for rigorosamente controlada.
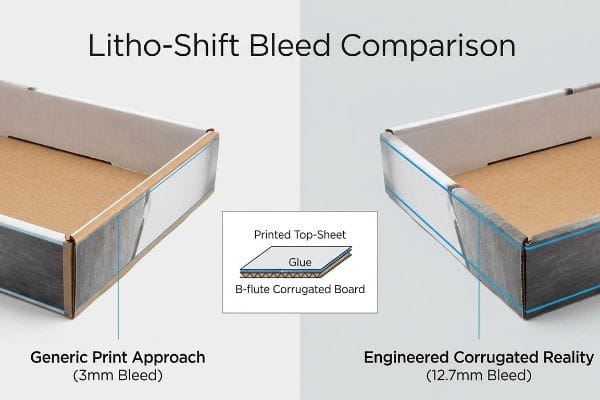
A realidade da usinagem com "sangramento por deslocamento litográfico"
Ao analisar os gabaritos de impressão dos clientes, vejo constantemente designers gráficos aplicando sangrias padrão de impressão comercial de 0,125 polegadas (3,17 mm) a arquivos de displays de papelão ondulado. Eles presumem que as máquinas de montagem automatizadas alinham perfeitamente a folha superior impressa sobre o papelão ondulado de espessura média. Essa suposição simplista ignora a brutal mecânica física da litografia-laminação, onde folhas pesadas são arrastadas por rolos de cola de alta velocidade.
Isso não é apenas teoria — vejo isso acontecer na linha de testes quando um arquivo com sangria padrão chega à laminadora. Durante o processo físico de junção da folha superior com o papelão ondulado 32ECT (Teste de Compressão de Borda), ocorre uma variação inerente na tolerância mecânica. Quando testamos o arquivo de sangria de 3 mm de um cliente em nossa impressora Heidelberg de 6 cores, a pequena variação no papelão resultou em "rebarbas" — bordas de papelão marrom cru expostas e feias nas bandejas dobradas. Imediatamente cancelei a tiragem e impus uma margem de sangria mínima de 12,7 mm (0,5 polegadas) além da linha de corte física. Ao forçar matematicamente os designers a estenderem o fundo da arte, meus operadores de impressão ganharam uma rede de segurança projetada contra a variação na laminação. Essa correção precisa na pré-impressão garante uma laminação perfeita, evitando rejeições estéticas por parte dos gerentes de varejo e poupando os clientes de uma reimpressão completa do lote, o que elimina suas margens de lucro.
| Métrica/Característica | Abordagem Genérica de Impressão | Realidade Ondulada Projetada |
|---|---|---|
| Sangria da arte | 0,125 polegadas (3,17 mm)1 | 0,5 polegadas (12,7 mm)2 |
| Mudança de Laminação | Frequentemente resulta em piscadas3 | 100% absorvido pela margem de segurança |
| Impacto comercial | Alto risco de rejeição estética | Nenhuma borda de madeira bruta exposta |
Recuso-me a deixar que um milímetro de descuido na pré-impressão arruine uma produção em larga escala. Exigir tolerâncias de sangria rigorosas mantém minhas linhas de produção em ritmo acelerado e garante que seus displays tenham uma aparência impecável de todos os ângulos.
🛠️ Harvey's Desk: Seus displays atuais estão com bordas de papelão irregulares e feias porque as máquinas de montagem do seu fornecedor saíram do alinhamento? 👉 Solicite uma Análise de Corte Estrutural Gratuita ↗ — Analiso pessoalmente cada arquivo de corte estrutural em até 24 horas.
Quais são as desvantagens da impressão offset?
A obtenção de uma resolução impecável tem um custo químico instável que pode destruir fisicamente a integridade estrutural de seus displays de papelão antes mesmo do envio.
As desvantagens da impressão offset incluem altos custos iniciais de preparação, prazos de entrega mais longos para a criação de chapas e requisitos rigorosos de volume. Além disso, a aplicação de adesivos à base de água durante o processo subsequente de litografia introduz umidade excessiva, o que pode causar deformações severas no material caso o fabricante não siga protocolos de cura rigorosos.
Enquanto as equipes de compras se preocupam com os custos iniciais de ferramentas, a ameaça física oculta da distorção causada pela umidade é o que realmente leva as campanhas de varejo à falência.
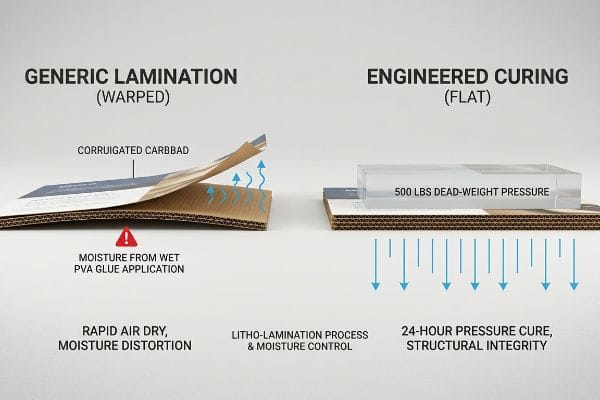
A ameaça de distorção causada pela umidade do PVA
Mesmo designers veteranos frequentemente ignoram esse ponto cego ao desenhar arquivos CAD (Desenho Auxiliado por Computador) vetoriais planos. Eles presumem que a montagem de uma folha superior impressa de alta qualidade em uma placa rígida de papelão ondulado tipo B resulta naturalmente em um painel de exibição perfeitamente plano. Eles ignoram completamente a realidade química instável da litografia-laminação, que depende fortemente de adesivos úmidos à base de água,- se por grandes áreas de superfície porosas.
Na minha fábrica, vejo rotineiramente as consequências quando essa cola PVA (acetato de polivinila) úmida entra em contato com o revestimento padrão. Conforme a cola úmida é aplicada e começa a curar no ar ambiente da fábrica, ela encolhe. Isso cria uma imensa tensão superficial que faz com que todo o painel lateral de 152,4 cm (60 polegadas) de altura se deforme visivelmente e se curve para dentro, como uma batata frita. Eu sabia, por um fracasso anterior, que ignorar essa química leva a displays que não conseguem se manter em pé nas lojas. Para evitar isso, meus vinte anos de experiência na linha de produção me ensinaram a desenvolver um protocolo rigoroso de peso de cura. Após a laminação, empilhamos as placas úmidas sob placas de pressão com peso morto exato de 226,7 kg (500 libras) por 24 horas para forçar uma cura plana e estável. Ao impor essa rígida paciência de fabricação, garanto que o tempo de montagem da embalagem reduza em 42 segundos por unidade, eliminando o atrito dos painéis deformados e garantindo a resistência estrutural necessária para as cargas pesadas das lojas de atacado.
| Métrica/Característica | Saída genérica barata | Foco em Laminação de Engenharia |
|---|---|---|
| Cura de Adesivo | Secagem rápida ao ar livre5 | pressão de peso morto de 24 horas6 |
| Geometria do painel | Faz curvas como uma batata frita | Perfeitamente plano e quadrado |
| Velocidade de montagem | Retardado por slots distorcidos | Execução de co-embalagem sem atritos |
Não é possível burlar as leis da física ao misturar cola líquida com fibras de papel. Eu controlo a deformação por umidade no chão de fábrica para que você não precise se preocupar com displays inclinados nas prateleiras das lojas.
🛠️ Mesa do Harvey: Seus expositores de corredor alto estão inclinados ou curvados porque seu fornecedor acelerou o processo de cura da laminação? 👉 Solicite sua Calculadora de Proporção de Inclinação gratuita ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
O que é melhor, impressão offset ou impressão digital?
A disputa entre as chapas tradicionais e os modernos bicos de impressão a jato de tinta determina fundamentalmente como as cores da sua marca se comportam sob a iluminação fluorescente agressiva de uma loja de varejo.
A escolha do melhor método depende da escala da campanha. A impressão offset é superior para grandes tiragens que exigem precisão absoluta de cores e laminação estrutural. A impressão digital é mais adequada para prototipagem rápida, tiragens promocionais ultracurtas e personalização extrema, onde evitar o custo das chapas de impressão físicas é fundamental.

Escolher o método correto não é apenas uma questão de verificar as faixas de preço; é um exercício de física óptica e absorção de tinta.
Os mecanismos de engenharia por trás da saturação de meio-tom CMYK
Ao avaliar esses dois métodos de transferência dominantes, é fundamental entender como a tinta interage com substratos ondulados porosos. Os sistemas digitais dependem exclusivamente da mistura de cores CMYK7 (ciano, magenta, amarelo e preto), sobrepondo pontos microscópicos para criar a ilusão óptica de uma tonalidade sólida. Por outro lado, as impressoras litográficas tradicionais podem utilizar cores especiais pré-misturadas8, inundando o papel com uma única camada contínua de pigmento denso.
Para ambientes de varejo de alto impacto, alcançar o máximo contraste visual é imprescindível. Ao usar equipamentos digitais em papel de teste (testliner) cru, os pontos de meio-tom sobrepostos são absorvidos de forma irregular pelas fibras imprevisíveis do papel.Essa absorção dispersa geralmente resulta em uma aparência granulada e desbotada quando examinada de perto pelos consumidores. Para contornar essa limitação de mistura óptica, as configurações litográficas avançadas utilizam uma estratégia de Preenchimento de Cor Direta.Ao misturar uma tinta específica do sistema de correspondência Pantone e aplicá-la por meio de uma chapa de impressão dedicada, a máquina deposita uma camada densa e perfeitamente uniforme de pigmento. Isso elimina completamente a granulação do meio-tom. Em um ambiente de produção, isso se traduz diretamente em valor da marca, garantindo que o logotipo principal mantenha sua tonalidade corporativa exata a 6 metros de distância, maximizando a visibilidade nas prateleiras e protegendo a percepção premium do produto.
| Métrica/Característica | Processo CMYK digital | Cor litográfica especial |
|---|---|---|
| Fornecimento de pigmento | Pontos de meio-tom sobrepostos | Tinta sólida pré-misturada |
| Absorção de fibras | Altamente disperso e granulado | Lisa e completamente densa |
| Melhor aplicativo | Dados variáveis e protótipos | Correspondência exata de marcas em alto volume |
Analiso a intenção gráfica de cada projeto antes de enviá-lo para impressão. Adequar a física de distribuição da tinta às necessidades específicas da sua marca é como garanto uma visibilidade agressiva no ponto de venda.
🛠️ Harvey's Desk: O logotipo da sua empresa está com aparência desbotada e sem brilho porque seu fornecedor está imprimindo CMYK digital em papelão ondulado cru? 👉 Solicite uma Análise de Impacto de Cores Especiais ↗ — Sem gerentes de contas no meio. Você fala diretamente com engenheiros estruturais.
A impressão offset ainda é usada hoje em dia?
Apesar do rápido crescimento das alternativas digitais, as tradicionais impressoras de ferro pesado continuam sendo a espinha dorsal indiscutível do merchandising no varejo de grandes lojas em todo o mundo.
Sim. A impressão offset ainda é amplamente utilizada hoje em dia porque continua sendo o método mais econômico para embalagens comerciais de grande volume. Sua capacidade incomparável de manter a rigorosa calibração de cores em escala de cinza G7 em tiragens globais massivas a torna indispensável para marcas que fornecem para grandes varejistas com padrões de conformidade rigorosos.

Você pode presumir que as chapas de impressão tradicionais estão obsoletas, mas a litografia automatizada de alta velocidade é a única maneira de garantir matematicamente a consistência absoluta da marca.
Protocolo de Calibração de Cores "G7 Master"
Uma solicitação de cotação (RFQ) que exige cegamente impressão digital para economizar em custos de chapas frequentemente ignora os requisitos rigorosos de redes varejistas multinacionais. Muitas equipes de compras presumem que um arquivo digital produzirá o mesmo código de cores exato em diferentes fornecedores globais. Essa suposição falha de projeto não leva em consideração as variáveis físicas de viscosidade da tinta, umidade e porosidade do papel¹¹,que alteram drasticamente o resultado visual durante a produção em massa.
Isso não é apenas teoria — vejo isso acontecer na linha de testes quando as marcas tentam reproduzir uma amostra digital em uma produção em massa de 10.000 unidades. Sem controles mecânicos rigorosos, um vermelho corporativo pode sutilmente se transformar em um laranja opaco ao longo de um longo turno. Para resolver isso, analisei as leituras do espectrofotômetro e comprovei que não precisávamos trocar o substrato; bastava aplicar o método de calibração de cores G7 Master¹²em nossa impressora offset. Ao mapear a curva matemática exata de redução de cores em nosso software RIP (Processador de Imagem Raster) de pré-impressão, minha impressora ajusta automaticamente as chaves de tinta para manter tolerâncias Delta-E rigorosas¹³.Assim que a equipe de compras me permitiu consolidar essa calibração, a própria máquina fez o trabalho pesado. Ao aplicar essa matemática de cores rígida, garanti que a marca evitasse estornos catastróficos de varejistas exigentes, protegendo suas margens de lucro e, ao mesmo tempo, entregando displays idênticos em 500 lojas diferentes.
| Métrica/Característica | Impressão em massa não calibrada | Litografia calibrada G7 |
|---|---|---|
| Consistência de cor | Derivas visíveis em percursos longos | Delta-E matematicamente bloqueado14 |
| Controle de Máquina | adivinhação visual manual | Loops de dados do espectrofotômetro15 |
| Resultado do Varejo | Alto risco de rejeição da tela | Uniformidade da marca 100% aprovada16 |
Não me baseio na percepção subjetiva para aprovar as cores da sua marca. Confio em uma calibração matemática rigorosa para garantir que suas vitrines dominem o espaço de venda com perfeição.
🛠️ Harvey's Desk: As inconsistências nas cores da sua marca entre diferentes lotes de produção estão colocando em risco o relacionamento com seus compradores no varejo? 👉 Solicite uma Análise de Cores de Pré-impressão Gratuita ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Seja ajustando matematicamente as sangrias de pré-impressão para evitar rebarbas na litografia ou aplicando uma cura de 24 horas para impedir a deformação por umidade, dominar o processo físico de impressão offset é o que diferencia displays duráveis para o varejo de peças de papelão amassadas. Só no mês passado, minha auditoria estrutural ajudou 3 marcas a evitar mais de US$ 10.000 em descarte de estoque e estornos de varejistas. Se você está cansado de projetos teóricos falharem na linha de produção, deixe-me realizar uma Auditoria Estrutural de Corte e Vinco gratuita para seus arquivos ↗, mapeada especificamente para a realidade da fábrica.
"Como posso determinar a sangria ideal?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Um manual de impressão comercial ou guia padrão do setor verifica a sangria padrão de 1/8 de polegada usada em aplicações de impressão em geral]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Suporte: medição de sangria de referência. Nota de escopo: Aplica-se à impressão comercial padrão em papel. ↩
"Como Utilizamos a Sangria em Nossos Designs Personalizados – CompanyBox", https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/. [Normas de engenharia de embalagens especificam requisitos de sangria maiores para substratos de papelão ondulado para compensar a deformação mecânica durante o corte e vinco]. Papel da evidência: especificação técnica; tipo de fonte: norma de engenharia. Suporte: requisito de sangria para papelão ondulado. Nota de escopo: Específico para embalagens de grande formato com capacidade de carga. ↩
"Laminado 3M 8518 causando alteração de cor para verde – Signs101.com", https://www.signs101.com/threads/3m-8518-laminate-causing-greenish-color-shift.102142/. [Guias de acabamento industrial explicam como o desalinhamento da laminação cria bordas cruas visíveis ou rebarbas na peça acabada]. Papel da evidência: nexo causal; tipo de fonte: guia de processo industrial. Argumentos: resultado negativo de margens de laminação insuficientes. Nota de escopo: Refere-se a defeitos estéticos no acabamento. ↩
"Laminação à base de água | Embalagens flexíveis com baixo odor", https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOoqaZszz7MOYyeid4SjD5R6ncR-y4kb8U4Q8xL4-GhFP59tQ3JEf . [Uma norma da indústria para fabricação de embalagens detalhará o uso de adesivos à base de água para unir folhas impressas a substratos de papelão ondulado]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Baseia- se em: o processo químico de litografia-laminação. Nota de escopo: especificamente a fase de introdução de umidade.
"Gama de adesivos termofusíveis para colagem de displays de papelão", https://www.mbadhesives.com/en/adhesives-glues-cardboard-displays . [Documentação técnica sobre a química dos adesivos explica como a rápida evaporação durante a secagem ao ar causa tensão desigual e consequente curvatura estrutural]. Papel da evidência: mecanismo causal; tipo de fonte: artigo de ciência dos materiais. Apoio: a relação entre secagem rápida e deformação do painel. Nota de escopo: Específico para adesivos à base de PVA ou água.
"[PDF] Medição de Pressão de Precisão – Calibração AMETEK", https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf. [Uma fonte confiável sobre laminação industrial especificaria a pressão e a duração necessárias para garantir a adesão sem deformação estrutural]. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação industrial. Fundamentos: a necessidade de pressão prolongada para planicidade estrutural. Nota de escopo: Aplica-se a displays de papelão de grande formato. ↩
"Cores especiais vs. Cores CMYK: Diferenças essenciais explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Um guia técnico sobre impressão a jato de tinta confirmaria que os sistemas digitais padrão utilizam a mistura de cores CMYK para aproximar as cores]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Suporta: mecanismo de cores digitais. Nota de escopo: exclui sistemas especializados de gama expandida .
"Cores especiais – Wikipédia", https://en.wikipedia.org/wiki/Spot_color. [Os padrões da indústria gráfica confirmam que as impressoras litográficas usam chapas separadas para aplicar tintas especiais pré-misturadas, resultando em alta densidade e cobertura sólida]. Papel da evidência: especificação técnica; tipo de fonte: livro didático. Suporta: capacidade de impressão offset colorida. Nota de escopo: refere-se à litografia tradicional baseada em chapas. ↩
"O que é ganho de ponto na impressão? | Rehan Siddique publicou sobre o assunto", https://www.linkedin.com/posts/rehan-siddique-440b5a1b1_dotgain-printing-activity-7371590745176260608-LryZ. [Guias técnicos sobre substratos para jato de tinta descrevem a alta porosidade e a estrutura irregular das fibras do testliner bruto, o que leva a uma distribuição inconsistente da tinta e ganho de ponto]. Papel da evidência: validação técnica; tipo de fonte: manual de ciência dos materiais. Fundamentos: a causa da granulação na impressão digital em papel bruto. Nota de escopo: Limitado a substratos porosos não revestidos. ↩
"Diferença entre cores especiais e cores CMYK", https://www.deprintedbox.com/blog/spot-vs-process-color/. [As normas de impressão profissional detalham o uso de chapas separadas para cores especiais, a fim de atingir 100% de densidade de tinta sem os padrões de dithering ou meio-tom do CMYK]. Papel da evidência: verificação do processo; tipo de fonte: manual da indústria gráfica. Fundamentos: a eliminação da granulação do meio-tom por meio da aplicação de cores especiais em excesso. Nota de escopo: Específico para impressão litográfica/offset. ↩
"O impacto da viscosidade da tinta na qualidade de impressão | INX International", https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality . [Um guia técnico de impressão ou uma fonte de ciência dos materiais detalharia como a viscosidade da tinta, a umidade e a porosidade do substrato influenciam a absorção do pigmento e o ganho de ponto]. Papel da evidência: verificação técnica; tipo de fonte: manual de impressão industrial; Apoia: a afirmação de que variáveis físicas alteram a saída visual; Nota de escopo: aplica-se principalmente a ambientes de impressão analógica e digital de alto volume.
"Impressão calibrada G7+: O que é e como difere do G7", https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Uma fonte padrão do setor, como a IDEAlliance, explicaria a estrutura técnica da calibração G7 Master e seu papel na obtenção de equilíbrio neutro em tons de cinza em diferentes processos de impressão]. Papel da evidência: especificação técnica; tipo de fonte: padrão do setor. Suporte: A validade técnica do método G7 para consistência de cores. Nota de escopo: Foca na aparência visual e na neutralidade dos tons de cinza .
"Tolerâncias na Impressão Flexográfica e Offset | Blog da X-Rite", https://www.xrite.com/blog/tolerancing-in-flexo-and-offset-printing. [Guias de referência em colorimetria definem Delta-E como a métrica matemática padrão para medir a diferença percebida entre duas cores na impressão profissional]. Papel da evidência: métrica técnica; tipo de fonte: norma científica/industrial. Fundamentos: O uso de Delta-E como referência para precisão de cores. Observação: Os níveis de tolerância aceitáveis variam de acordo com a marca e a aplicação .
"[PDF] Método G7 para Calibração e Prova de Impressão da Impressora Indigo", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac. [Uma fonte confiável sobre a certificação G7 explica como as medições Delta-E são usadas para quantificar e manter a consistência da aparência visual em diferentes processos de impressão]. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Suporta: Métricas de consistência de cor do G7. Nota de escopo: Delta-E é a métrica padrão para diferença de cor. ↩
"Fluxo de trabalho de calibração G7 – Ajuda e documentação do Fiery", https://help.fiery.com/cws_cs/6.3/en-us/GUID-406EC5AA-33FA-4554-8716-B1FA352B2365.html. [Os manuais técnicos para a certificação G7 Master descrevem a integração de espectrofotômetros para criar loops de feedback de dados para ajuste de cor em tempo real]. Função da evidência: Processo técnico; tipo de fonte: Guia de certificação. Suporta: Mecanismo de controle da máquina. Nota de escopo: Foca na integração de hardware e software em impressoras offset .
"O Valor do G7 para Proprietários de Marcas", https://idealliance.org/wp-content/uploads/2021/05/idea_whitepaper_G7_brandowners_final.pdf . [Estudos de caso do setor demonstram como a calibração G7 minimiza a variação de cores para atender às rigorosas diretrizes de identidade corporativa para grandes redes varejistas]. Papel da evidência: Métrica de resultado; tipo de fonte: Estudo de Caso do Setor. Apoia: Garantia de qualidade no varejo. Nota de escopo: Refere-se ao alinhamento com os guias de estilo da marca , e não à perfeição matemática absoluta.



