
O cenário do varejo está mudando, passando de caixas de papelão estáticas para experiências de marca hiperotimizadas e interativas. Se sua estratégia de merchandising permanecer presa ao passado, seu produto se tornará invisível.
O futuro das exposições no varejo combina engenharia sustentável de monomaterial com rápida integração digital para maximizar as conversões por impulso. Essa evolução substitui estruturas volumosas e estáticas por sistemas de merchandising modulares, altamente rastreáveis e interativos, projetados estritamente para otimizar a logística da cadeia de suprimentos e o engajamento dinâmico do consumidor.

Adaptar-se a essas mudanças futuras não se resume apenas à estética; trata-se de sobreviver a uma cadeia de suprimentos de varejo cada vez mais implacável.
Quais são as tendências de exposição de produtos no varejo em 2026?
Para se manter à frente das demandas dos compradores, é preciso abandonar ciclos de fabricação lentos e rígidos e adotar formatos ágeis e ecologicamente conscientes.
As tendências de displays para o varejo em 2026 priorizam a impressão instantânea UV em superfícies planas, revestimentos aquosos líquidos para reciclagem total na coleta seletiva e paletes de tamanho reduzido para se adequarem à diminuição do espaço físico das lojas. Essas tendências emergentes exigem uma integração perfeita da cadeia de suprimentos, forçando as marcas a substituir componentes plásticos pesados por travas de papelão ondulado projetadas para esse fim.

Embora essas tendências pareçam fenomenais em uma apresentação de design, aplicá-las no chão de fábrica exige disciplina rigorosa.
Como lidar com as tendências de exposição no varejo em 2026 sem comprometer as margens de lucro
Muitas equipes de marketing tentam capitalizar novas tendências visuais exigindo gráficos fotorrealistas aplicados diretamente em tecido de teste sustentável. Elas partem do princípio de que os métodos de impressão tradicionais traduzirão perfeitamente sua arte digital para substratos ecológicos sem a necessidade de matrizes de impressãocaras¹. Essa abordagem é muito comum entre startups ágeis que buscam minimizar o investimento inicial ao realizar campanhas promocionais de curto prazo.
Ao tentar imprimir tintas líquidas padrão diretamente em testliner reciclado poroso, as fibras do papel agem como uma esponja. Vejo isso constantemente no chão: o pigmento líquido se espalha, transformando logotipos nítidos em formas borradas e desbotadas. Em vez de lutar contra o substrato, utilizo impressão digital plana UV (ultravioleta). No milésimo de segundo em que a tinta atinge o material, um feixe de luz UV brilhante a cura instantaneamente, transformando-a em uma película de polímero sólida² . É possível sentir fisicamente a textura seca e em relevo da tinta logo após a impressão, com um cheiro idêntico ao de ozônio quente. Essa polimerização instantânea dispensa as caras chapas de litografia³ e reduz a fase de prototipagem para poucas horas, permitindo o lançamento de microcampanhas e a reação imediata às mudanças do mercado.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando tinta líquida em um delineador de teste | Polimerização UV em leito plano4 | Garante visibilidade nítida do logotipo |
| Pagamento de chapas de impressão em metal | Impressão digital direta na placa5 | Reduz o cronograma de lançamento em semanas |
| Sobrecarga com revestimentos pesados | Cura localizada de precisão6 | Economiza peso e custo do material |
Eu nunca permito que meus clientes desperdicem seu orçamento de marketing com chapas de impressão obsoletas para um teste sazonal. Ao migrar para a polimerização digital, elimino o gargalo da pré-impressão e coloco sua campanha em produção mais rapidamente.
🛠️ Mesa do Harvey: Preso esperando semanas por chapas de impressão padrão só para testar uma nova campanha? 👉 Obtenha um protótipo mais rápido ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são os 7 Ps do varejo?
Para estruturar uma campanha bem-sucedida, é necessário alinhar suas estruturas físicas com as principais estruturas comerciais.
Os 7 Ps do varejo representam produto, preço, praça (ou distribuição), promoção, pessoas, evidência física e processo. A implementação dessa estrutura estratégica garante que a disposição física dos produtos esteja alinhada com o público-alvo da loja, otimize a logística do armazém e crie experiências de compra perfeitas para o consumidor em ambientes comerciais altamente competitivos de grandes lojas.

Traduzir essa teoria empresarial de alto nível para uma estrutura física de papelão é onde a maioria das campanhas fracassa completamente.
Consolidando os 7 Ps do Varejo no Espaço Físico
Marcas emergentes frequentemente memorizam modelos comerciais, mas os tratam estritamente como exercícios de marketing digital. Elas presumem que ter um ótimo produto e um preço competitivo é suficiente para forçar uma grande varejista a lhes conceder um espaço privilegiado na loja. Consequentemente, projetam estruturas belíssimas, porém superdimensionadas, que ignoram completamente as realidades físicas da logística operacional da loja.
Vejo equipes de marketing apresentarem displays enormes que atendem a todos os requisitos psicológicos, mas que violam os pilares de posicionamento e processo do varejista específico. Por exemplo, um cliente projeta um expositor de chão, apenas para que o gerente da loja o rejeite fisicamente no recebimento de mercadorias. Por quê? Porque o expositor é largo demais para o corredor. Quando analiso seus arquivos CAD (Desenho Assistido por Computador), ancoro matematicamente a campanha estritamente à área operacional do varejista. Subdividindo o projeto em geometrias exatas de paletes fracionários, como meio palete medindo 121,9 x 50,8 cm (48 x 20 polegadas)⁷, crio um encaixe matematicamente perfeito. É possível ouvir o som satisfatório da empilhadeira encaixando o palete estreito rente à ponta, garantindo a aprovação sem atritos dos gerentes de loja rigorosos.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Ignorando os limites dos corredores da loja | Engenharia de paletes fracionários8 | Garante a aprovação do gerente da loja |
| Projetando bases superdimensionadas | Limites rígidos de 48×20 polegadas9 | Maximiza o espaço premium nas pontas de gôndola |
| Tratar a teoria como algo separado | Mapeamento dos 7 Ps para arquivos CAD10 | Impede rejeições imediatas no cais |
Recuso-me a deixar que uma estratégia de marketing excessivamente teórica destrua o lançamento físico de um produto. Ao direcionar sua campanha para uma logística rigorosa, garanto que seu produto chegue de fato às prateleiras das lojas.
🛠️ Mesa do Harvey: Seus lindos designs estão sendo rejeitados por gerentes de loja rigorosos na área de recebimento? 👉 Solicite uma Análise de Impacto Ambiental ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Qual é o futuro dos displays?
A próxima geração de merchandising abandonará a desordem visual caótica em favor de apresentações de produtos altamente elaboradas e matematicamente espaçadas.
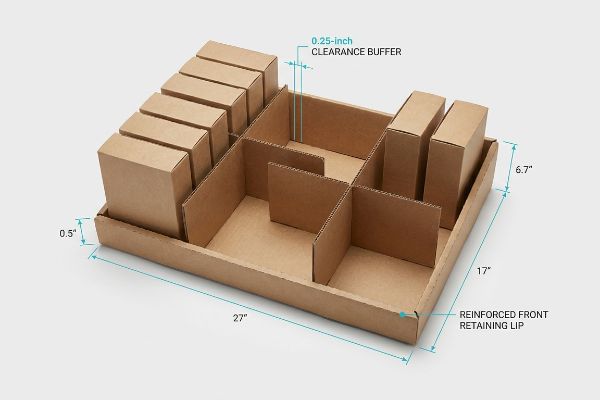
O futuro da exposição de produtos reside na assimetria matemática dos produtos, no espaçamento estrutural modular e na redução da carga cognitiva. Os expositores do futuro eliminam as grades simétricas sobrecarregadas, utilizando divisórias projetadas que guiam naturalmente o rastreamento visual do consumidor, ao mesmo tempo que previnem ativamente o rasgo de materiais durante as operações de reposição rápida no varejo.
Criar essa tensão visual estruturada exige uma engenharia interna precisa, e não apenas uma simples caixa desmontável.
Construindo o futuro das telas através do espaçamento estrutural
Designers juniores frequentemente tratam uma prateleira de merchandising como uma planilha digital, empacotando o máximo possível de SKUs (Unidades de Manutenção de Estoque) em uma grade simétrica e compacta. Eles acreditam que maximizar a densidade de produtos em uma única bandeja se traduz automaticamente em um maior volume de vendas geral. Essa abordagem ignora a realidade do rastreamento visual humano¹¹e o esforço físico das operações naloja¹².
Imagine ler um livro didático sem parágrafos; seus olhos ficam vidrados. Quando você embala itens pesados ombro a ombro, os clientes passam direto pela barreira visual. Pior ainda, durante a reposição rápida de mercadorias, os funcionários costumam empurrar agressivamente os novos produtos na bandeja cheia. Já vi funcionários rasgarem a aba frontal de papelão ondulado, deixando as bordas irregulares e ásperas do papel marrom expostas ao cliente. Para resolver isso, aplico a regra de agrupamento 3-5-7¹³.Desenvolvo divisórias modulares e flutuantes que agrupam naturalmente os produtos em grupos assimétricos. Isso proporciona automaticamente um espaçamento físico exato de 6,35 mm (0,25 polegadas)¹⁴ entre os itens. Esse microespaçamento cria uma tensão visual psicológica que atrai o olhar do cliente, ao mesmo tempo que elimina o atrito físico que danifica a embalagem durante a reposição frenética.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Empilhando prateleiras ombro a ombro | A regra de agrupamento 3-5-715 | Cria interesse visual imediato |
| Ignorando o atrito de reabastecimento | Folga projetada de 0,25 polegadas16 | Impede que o papelão cru rasgue |
| Utilizando grades perfeitamente planas | Divisórias modulares flutuantes | Agiliza a manutenção diária das prateleiras |
Eu sempre determino matematicamente o espaço vazio dentro de uma bandeja. Ao projetar agrupamentos estruturais distintos, protejo a integridade física do papelão e, ao mesmo tempo, impulsiono taxas de conversão de impulsos mais altas.
🛠️ Harvey's Desk: Seus lábios de contenção estão sendo danificados por vendedores agressivos durante a reposição de estoque? 👉 Solicite sua Avaliação Estrutural ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Como será o varejo daqui a 5 anos?
O ambiente comercial do futuro será inteiramente ditado pela eficiência implacável da cadeia de suprimentos e pela tolerância zero à necessidade de transporte de cargas.
O varejo daqui a 5 anos exigirá otimização absoluta da cadeia de suprimentos, caracterizada por engenharia de caixas master sem saliências, capacidades máximas de carga dinâmica e compatibilidade com recebimento automatizado em armazéns. O sucesso dependerá da compressão vertical perfeitamente alinhada nos cantos para suportar vibrações multiaxiais em uma rede global de transporte de cargas cada vez mais agressiva.

Mas conhecer a teoria da logística não basta quando as máquinas começam a funcionar e os contêineres pesados são carregados.
Por que as cargas teóricas de paletes falham no chão de fábrica
As equipes de compras frequentemente tentam maximizar a densidade de seus contêineres, expandindo ligeiramente as dimensões da caixa master para acomodar unidades extras. Elas presumem que o papelão ondulado de alta resistência possui força suficiente para proteger as mercadorias internas, mesmo que as caixas excedam ligeiramente o perímetro da base de madeira. Esse ajuste geométrico aparentemente pequeno cria uma vulnerabilidade catastrófica durante o transportemarítimo.
Na minha empresa, vejo rotineiramente campanhas impressas com belíssima qualidade serem destruídas porque o comprador permitiu uma saliência de apenas alguns milímetros. Uma caixa de papelão ondulado obtém até 60% de sua resistência ao teste de compressão de caixa (BCT)¹⁸ diretamente do alinhamento vertical de seus quatro cantos. Quando coloco essas caixas com saliência na minha mesa de teste de vibração da ISTA (International Safe Transit Association), a dura realidade se torna óbvia. Como esse canto saliente não suporta nenhuma carga, o peso concentrado na parte superior se desloca inteiramente para os painéis centrais sem suporte. É possível observar as ondulações centrais se curvando visivelmente para fora sob 85 kg de pressão dinâmica até que toda a camada inferior desabe para dentro. Para evitar isso, aplico um protocolo rigoroso de caixa delimitadora com saliência zero. Ao reduzir artificialmente a área ocupada pela caixa em exatamente 12,7 mm (0,5 polegadas) no software, garanto que os cantos estruturais permaneçam perfeitamente ancorados à base de madeira. Essa correção de tolerância de 12,7 mm impede o empenamento, mantendo a linha de montagem funcionando sem problemas e eliminando custos adicionais significativos por danos no transporte.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Saliente sobre o deck de madeira | Limites CAD de balanço zero rigorosos | Mantém 60% da força vertical19 |
| Baseando-se em avaliações em papel plano | Teste de vibração dinâmica ISTA20 | Comprova a sobrevivência real da carga |
| Caixas expansíveis para densidade | Redução do espaço ocupado em 0,5 polegadas | Elimina o esmagamento da camada inferior21 |
Eu mesmo realizo as medições com micrômetro para garantir que os cantos estruturais fiquem perfeitamente alinhados com a madeira. É a única maneira de garantir que sua carga sobreviva a um transporte marítimo com duas camadas de contêineres empilhados.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor não verificado, mas quando a caixa master ultrapassa a palete em apenas 1,27 cm e sofre um colapso catastrófico por compressão na camada inferior, isso resultará em rejeição imediata por parte do varejista e semanas de retrabalho manual dispendioso. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de arriscar com limites estruturais teóricos e deixe-me auditar pessoalmente sua geometria CAD por meio da minha Auditoria de Dieline Gratuita ↗ para detectar riscos de atrito cinético antes do início da sua produção em massa.
"Revolução da Impressão Digital: Velocidade, Qualidade e Inovação — Bennett", https://bpkc.com/blogs/blog/the-digital-printing-revolution. Uma análise comparativa dos fluxos de trabalho de impressão confirma que os processos tradicionais de offset e flexografia exigem chapas de impressão físicas, enquanto os métodos digitais não. Papel da evidência: verificação técnica; tipo de fonte: guia de impressão industrial. Fundamentos: a necessidade de chapas de impressão para os métodos tradicionais de impressão. Nota de escopo: foca na distinção entre configurações de impressão analógicas e digitais .
"Entendendo o Processo e a Aplicação da Cura UV – ColDesi", https://coldesi.com/uv-printers/understanding-the-uv-curable-process-and-application/. Explicação técnica de como a luz UV ativa fotoiniciadores para polimerizar rapidamente a tinta em uma película durável sobre substratos porosos. Papel da evidência: verificação técnica; tipo de fonte: manual da indústria gráfica. Argumenta: A afirmação de que a cura UV impede o sangramento da tinta em testliner reciclado. Nota de escopo: Específico para a química de tintas curáveis por UV .
"Litografia Laminada vs. Impressão Digital: Um Guia para Compradores Industriais sobre…", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/ . Análise comparativa de fluxos de trabalho de impressão digital versus laminação litográfica tradicional, destacando a eliminação da necessidade de chapas físicas. Papel da evidência: verificação da eficiência do processo; tipo de fonte: white paper da indústria. Argumentos que sustentam: a afirmação de que a impressão UV digital reduz o tempo e o custo de prototipagem. Nota sobre o escopo: a comparação se aplica principalmente à produção de pequenos lotes e protótipos.
"Novos desenvolvimentos e aplicações de tintas curáveis por UV-LED para impressão a jato de tinta", https://www.sciencedirect.com/science/article/pii/S2949822825006859. Validação técnica de que a polimerização UV impede a absorção de tinta em substratos porosos de teste (testliner), garantindo alta nitidez de imagem com alto contraste. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria gráfica. Fundamentos: superioridade da cura UV para a visibilidade do logotipo. Nota de escopo: aplica-se especificamente a substratos de teste (testliner) .
"Os prazos de entrega da impressão offset estão te desanimando? Opte pela impressão digital!", https://blog.fantastapack.com/litho-lead-times-got-you-down. Análise comparativa dos prazos de produção entre a impressão offset com chapas e os processos digitais de impressão direta em papelão. Papel da evidência: métrica de eficiência; tipo de fonte: white paper de manufatura. Benefícios: redução dos prazos de lançamento. Nota de escopo: foca na eliminação do tempo de preparação .
"Comparação de Métodos de Cura de Revestimentos Industriais", https://shebpaint.com/2024/08/07/industrial-paint-coatings-101-comparing-curing-methods/. Dados industriais demonstrando como a cura localizada reduz o uso total de produtos químicos e o peso total da superfície em comparação com revestimentos de superfície completa. Papel da evidência: análise de custo-benefício; tipo de fonte: estudo de engenharia industrial. Fundamentos: economia de materiais e custos. Nota de escopo: refere-se a processos de acabamento .
"Meia palete: Definição, medidas e principais usos", https://www.interlakemecalux.com/blog/half-pallet. Normas oficiais de logística e transporte confirmam as dimensões padrão para uma meia palete em ambientes de varejo. Função da evidência: Verificação técnica; tipo de fonte: Norma da indústria. Suporte: As medidas físicas específicas utilizadas para garantir a adequação à exposição no varejo. Observação: As dimensões podem variar ligeiramente de acordo com as normas regionais .
"Expositores para lojas de atacado: pontas de gôndola, paletes e mais para mercadorias a granel", https://www.qpack.com/retail-displays/pallet/club-store . Breve explicação do processo técnico de design de paletes menores que os tamanhos padrão para se adequarem aos corredores restritos das lojas. Papel da evidência: definição técnica; tipo de fonte: guia de gestão da cadeia de suprimentos. Fundamentos: o método utilizado para superar as limitações dos corredores da loja. Observação sobre o escopo: aplica-se principalmente ao envio B2B para o varejo.
"Tampas de Ponta para Expositores de Varejo em Gôndolas", https://gondolashelvingstore.com/end-cap. Breve explicação de como as dimensões padrão da indústria para bases de expositores de varejo são estabelecidas para se ajustarem a prateleiras padrão. Função da evidência: verificação; tipo de fonte: manual de logística de varejo. Suporte: o requisito de medição específico para tampas de ponta. Observação: as dimensões podem variar de acordo com as diretrizes específicas do varejista .
"Modelos de Mix de Marketing – 7Ps – SmartDraw", https://www.smartdraw.com/marketing-mix/examples/marketing-mix-7ps/?srsltid=AfmBOorXOJcDgecE6aKUTnpYami5f5vHadlbT1NsSlLRdVbxTnRKOrc1. Breve explicação do fluxo de trabalho profissional onde as estruturas de marketing são traduzidas em especificações arquitetônicas para garantir a conformidade. Papel da evidência: validação do processo; tipo de fonte: padrão de design de varejo. Suporte: o uso de CAD para evitar rejeições logísticas. Observação de escopo: específico para planejamento de espaço comercial. ↩
"Avaliação da Atenção e Excitação do Consumidor por meio do Rastreamento Ocular…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/. Pesquisas em psicologia do consumidor e rastreamento ocular demonstram como a densidade excessiva de produtos aumenta a carga cognitiva e interrompe padrões eficientes de busca visual. Papel da evidência: validação técnica; tipo de fonte: periódico acadêmico/estudo psicológico. Apoia: a afirmação de que grades de alta densidade dificultam o rastreamento visual. Nota de escopo: aplica-se especificamente ao merchandising no varejo .
"Avaliação do levantamento manual de cargas entre trabalhadores de reposição de prateleiras em…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11324367/. Estudos ergonômicos indicam que prateleiras superlotadas aumentam o esforço repetitivo e o risco de lesões musculoesqueléticas durante a reposição em alta velocidade. Papel da evidência: validação operacional; tipo de fonte: relatório de saúde e segurança ocupacional. Apoia: a afirmação de que grades simétricas e compactas aumentam o esforço físico. Nota de escopo: foco em logística e reposição no varejo .
"Serviços e Estratégia de Merchandising Visual | T-ROC Global", https://trocglobal.com/visual-merchandising/. Breve explicação de como a regra de agrupamento 3-5-7 otimiza a varredura visual do consumidor e a carga cognitiva no varejo. Papel da evidência: Validação heurística; tipo de fonte: Manual de merchandising visual. Apoia: A eficácia do agrupamento assimétrico de produtos. Nota de escopo: Pode ser um padrão específico da indústria para displays de alta densidade .
"Planejamento de Embalagem e Logística para Expositores de Varejo – Frank Mayer", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Breve explicação de como amortecedores de folga física específicos reduzem o atrito e evitam falhas em materiais de papelão ondulado durante o reabastecimento. Papel da evidência: Especificação técnica; tipo de fonte: Estudo de engenharia de embalagens. Sustenta: A afirmação de que o microespaçamento preciso protege a integridade da embalagem. Nota de escopo: Específico para ambientes de reabastecimento de varejo de alta velocidade .
"Aproveitando o Merchandising Visual: 3 Dicas para Conectar e Capturar a Atenção dos Clientes…", https://spc-retail.com/3-tips-to-connect-and-capture-shoppers-attention/. Explicação do princípio de merchandising visual referente ao agrupamento em números ímpares para melhorar o engajamento do cliente e o interesse visual. Papel da evidência: padrão da indústria; tipo de fonte: manual de merchandising. Apoia: a eficácia da regra de agrupamento 3-5-7. Nota de escopo: normalmente aplicada a layouts de lojas de varejo de luxo e boutiques .
"5 Requisitos para Embalagens Prontas para Exposição", https://greatnorthernpackaging.com/2025/11/19/5-requirements-for-shelf-ready-packaging/ . Especificação técnica para o espaço mínimo necessário entre os produtos para reduzir o atrito e evitar danos à embalagem durante a reposição. Papel da evidência: especificação técnica; tipo de fonte: manual de design industrial. Suporta : a métrica de folga de 0,25 polegadas. Nota de escopo: aplicável a ambientes de varejo de alto volume.
"Modelagem preditiva do efeito da saliência do palete na resistência à compressão da caixa", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3 . Dados técnicos que demonstram perda significativa na resistência à compressão da caixa quando as embalagens se projetam além das bordas do palete. Papel da evidência: mecanismo causal; tipo de fonte: manual de engenharia de embalagens. Apoia: a afirmação de que a saliência do palete cria vulnerabilidade estrutural. Nota de escopo: específico para papelão ondulado.
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . Validação técnica da porcentagem de resistência à compressão derivada do alinhamento vertical dos cantos em embalagens de papelão ondulado. Papel da evidência: verificação quantitativa; tipo de fonte: manual de engenharia de embalagens. Fundamentos: A alegação de que a saliência reduz drasticamente a integridade estrutural. Nota de escopo: Pode variar de acordo com a qualidade do papelão e o perfil da ondulação.
"Previsão do efeito da saliência do palete na compressão da caixa…", https://www.researchgate.net/publication/372349298_Predicting_the_effect_of_pallet_overhang_on_the_box_compression_strength . Dados de engenharia que ilustram a redução significativa na resistência à compressão quando as cargas do palete se projetam além da plataforma de madeira. Papel da evidência: prova quantitativa; tipo de fonte: estudo de engenharia logística. Apoia: o benefício dos limites de projeção zero em CAD. Nota de escopo: Aplica-se principalmente a configurações padrão de paletes de madeira.
"Procedimentos de Teste", https://ista.org/test_procedures.php . Documentação técnica das normas da International Safe Transit Association (ISTA) para simulação de vibrações durante o transporte, visando verificar a integridade das embalagens. Função como evidência: referência do setor; tipo de fonte: norma técnica. Apoia : a eficácia dos testes dinâmicos em comparação com as avaliações estáticas. Nota de escopo: Específico para protocolos globais de transporte e embalagem.
"Reduzindo a ocorrência de colapso de paletes: Parte I", https://www.packworld.com/home/article/13372640/reducing-the-occurrence-of-collapsing-pallet-loads-part-i. Pesquisa logística sobre como ajustes precisos na área ocupada pela embalagem previnem o deslocamento da carga e a falha por compressão da embalagem inferior. Papel da evidência: explicação causal; tipo de fonte: manual da cadeia de suprimentos. Fundamentos: o benefício de reduzir a área ocupada pela embalagem. Nota de escopo: A eficácia depende da resistência do material das caixas .



