Criar um design vitrine de loja é ótimo até a fábrica rejeitar seu arquivo. Se você está encarando uma teia caótica de vetores coloridos, posso te ajudar a decifrá-la.
A leitura de um gabarito de corte exige a compreensão da linguagem visual precisa dos modelos de embalagens estruturais. É preciso identificar cores de linha e padrões de traço distintos que instruem as máquinas de fabricação automatizadas exatamente onde cortar, dobrar ou perfurar os materiais, transformando com sucesso a arte gráfica plana em displays tridimensionais funcionais para o varejo.
Saber onde posicionar sua arte é apenas metade da batalha; entender como essas linhas se comportam no chão de fábrica é o que realmente protege suas margens de lucro.
Qual é a aparência das linhas de corte?
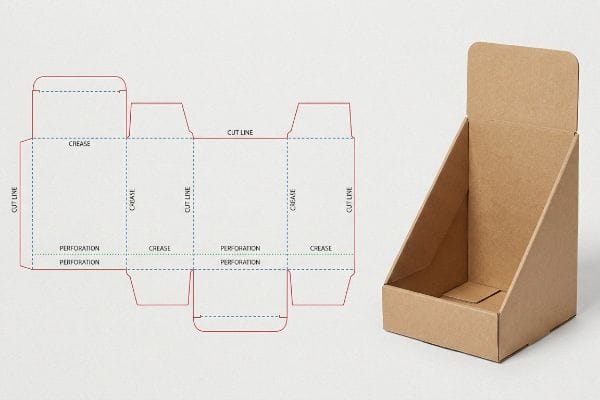
À primeira vista, os arquivos estruturais parecem uma estrutura de arame arquitetônica sobreposta diretamente aos seus gráficos de marca coloridos.
Uma linha de corte se assemelha a uma teia altamente precisa de linhas vetoriais coloridas específicas sobrepostas diretamente à arte da sua embalagem. Normalmente, traços sólidos em magenta representam cortes físicos, enquanto linhas ciano indicam dobras, servindo como um guia matemático obrigatório para mesas de roteamento automatizadas e máquinas industriais de corte e vinco de grande porte.

Visualizar as linhas em uma tela é fácil, mas atribuir a elas a linguagem digital correta é onde a maioria das campanhas trava antes mesmo de começar.
Ferramentas de cores especiais em matrizes de corte
As equipes de design gráfico frequentemente enviam seus arquivos estruturais usando traços pretos padrão CMYK (ciano, magenta, amarelo e preto) para indicar onde o display deve ser cortado. Elas presumem que, como conseguem ver claramente as linhas pretas em seus monitores, as máquinas de corte entenderão esses limites automaticamente. Essa abordagem visual ignora completamente como (Controle Numérico Computadorizado) automatizadasCNC e as gravadoras a laser de placas de corte realmente processam os dados.
Até mesmo designers veteranos frequentemente ignoram esse ponto cego. Constantemente vejo arquivos chegarem onde os caminhos de corte são apenas linhas pretas da arte. O software RIP (Processador de Imagem Raster) lê esse preto CMYK como tinta imprimível²,mesclando a estrutura diretamente na camada da arte. O resultado é uma folha impressa com contornos pretos visíveis, mas sem nenhum corte físico, e o ruído alto de sucção da mesa de corte para quando a máquina trava. Eu resolvo isso verificando rigorosamente os arquivos antes da impressão para garantir que os caminhos estruturais usem cores especiais absolutas³,garantindo que as lâminas entrem em contato com a superfície, mantendo sua arte impressa impecável. Esse simples ajuste na pré-impressão evita um enorme desperdício de impressão, mantendo seu cronograma de produção funcionando perfeitamente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando preto CMYK para linhas de corte | Atribua cores pontuais absolutas4 | Evita o desperdício dispendioso de impressão |
| Fusão de estrutura com obra de arte | Isole as linhas em uma camada separada5 | Garante um encaixe perfeito das lâminas |
| Supondo que as máquinas leiam linhas visuais | Verificação pré-voo no software RIP6 | Mantém os cronogramas de implementação em dia |
Recuso-me a deixar que um simples erro de camada arruine sua impressão. Ao isolar os caminhos estruturais em cores especiais dedicadas, elimino gargalos na pré-impressão e garanto que sua arte seja impressa com perfeição, sem contornos pretos indesejáveis.
🛠️ Mesa do Harvey: Não tem certeza se seus caminhos vetoriais estão mapeados para as cores corretas? 👉 Deixe-me inspecionar seu arquivo ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
O que é um molde de corte em embalagens?
Mais do que um guia visual, este arquivo é a base arquitetônica literal de toda a sua campanha de merchandising no varejo.
Na embalagem, a linha de corte é um modelo matemático preciso que determina exatamente onde o material ondulado será cortado, vincado ou perfurado. Ela funciona como a ponte de engenharia essencial que conecta designs gráficos planos em 2D (bidimensionais) a displays físicos tridimensionais estruturalmente sólidos, capazes de suportar a logística internacional rigorosa e o manuseio em armazéns.

Tratar esse modelo como uma mera sugestão, em vez de um absoluto matemático rígido, é a maneira mais rápida de desencadear um colapso estrutural completo.
Deslocamento da linha de corte da compensação do paquímetro
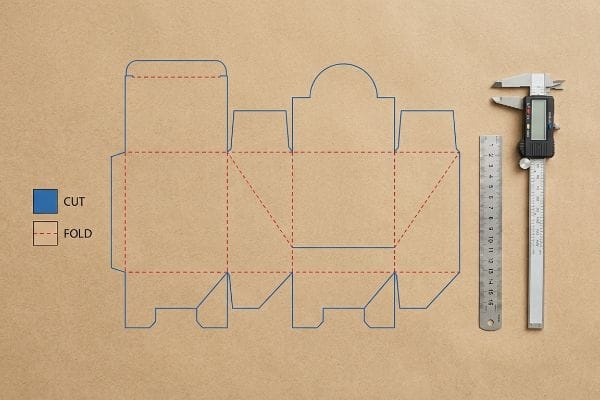
As equipes de marketing frequentemente dependem de softwares básicos de ilustração para desenhar encaixes e ranhuras com a mesma largura exata do painel correspondente. Elas criam esses arquivos digitais isoladamente, presumindo que uma linha perfeitamente plana se traduza perfeitamente em uma caixa perfeitamente dobrada. Esse idealismo digital não leva em consideração a espessura física, ou seja, a espessura do material, da placa realusada na produção.
Ao dobrar uma placa de papelão ondulado tipo B com 0,11 polegadas (2,79 mm/cm) de espessura emum ângulo exato de 90 graus, ocorre consumo físico de material. Se a ranhura de encaixe não for alargada para compensar o raio externo da dobra, a peça ficará severamente curvada. Já vi funcionários de copacker suarem na linha de montagem, lutando contra a resistência rígida do papelão kraft virgem, tentando encaixar uma aba em uma ranhura que, matematicamente, é muito apertada. Utilizo um software de design paramétrico para aplicar automaticamente algoritmos de compensação de curvatura a cada dobra, calculando a tolerância de curvatura exatapara que as bandejas pré-preenchidas se encaixem perfeitamente, economizando cerca de 15% nos custos de mão de obra.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Abas de desenho que se encaixam perfeitamente nos slots | Aplicar tolerâncias matemáticas de curvatura | Impede que a base se curve ou rasgue |
| Ignorando a espessura da placa de material | Compensação paramétrica de paquímetro | Elimina o atrito na linha de montagem |
| Projetar exclusivamente em software | Tolerâncias de construção para canais físicos | Reduz rapidamente os custos com mão de obra manual |
Eu projeto cada arquivo respeitando a realidade física do material. Ajustar as tolerâncias das ranhuras antes do início da fabricação das ferramentas garante uma montagem sem atrito, eliminando completamente a necessidade de fita adesiva transparente e antiestética na área de vendas.
🛠️ Mesa do Harvey: As ranhuras estruturais têm largura suficiente para acomodar o raio de uma flauta B dobrada? 👉 Solicite uma verificação de tolerância ↗ — Faça o download com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
Quais são as regras para o corte de linhas?
Criar um modelo funcional exige respeitar limites operacionais rigorosos que ditam como a tinta interage com o papelão cru.
As regras para cortes de impressão exigem a manutenção de margens de sangria específicas, atribuições exatas de cores especiais e compensações precisas de espessura. Seguir rigorosamente essas diretrizes técnicas garante que sua arte impressa se estenda suficientemente além dos caminhos de corte físicos, evitando com sucesso qualquer exposição das bordas do papelão marrom durante a laminação e fabricação automatizadas de alta velocidade.
Você pode pensar que uma margem de impressão comercial padrão é suficiente para sua segurança, mas o papelão ondulado grosso segue regras completamente diferentes.
Mandato de Sangria de Deslocamento Litográfico
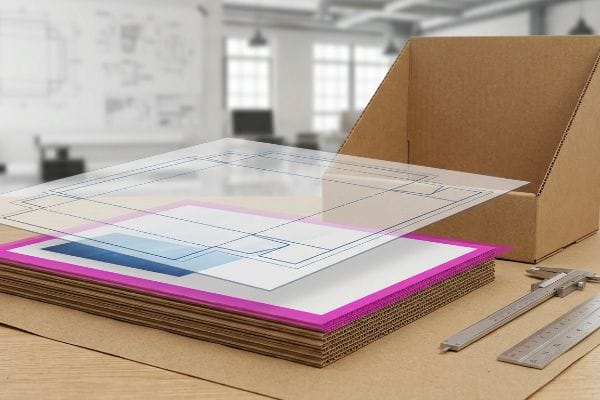
Muitas equipes de compras aprovam arquivos usando configurações padrão de sangria para impressão comercial, geralmente estendendo a arte final cerca de 0,125 polegadas( 3,17 mm/cm) além da margem estrutural. Isso é perfeitamente adequado para cartões de visita finos, então elas logicamente presumem que funciona para embalagens de grande porte. No entanto, isso ignora as rigorosas tolerâncias mecânicas envolvidas na litografia-laminação,onde as folhas impressas são coladas em placas grossas.
A litografia-laminação é um processo físico e trabalhoso. Durante a montagem automatizada, as placas naturalmente se deslocam. Se você usar apenas uma margem padrão, essa sangria mínima é completamente insuficiente para cobrir o deslocamento mecânico, resultando em rebarbas — bordas marrons expostas e feias na tela dobrada final. O impacto visual é gritante; já vi cabeçalhos arruinados porque a cola PVA úmida e pegajosa deslocou a folha superior apenas alguns milímetros do centro. Para evitar isso, eu imponho uma margem de sangria rigorosa de 12,7 mm (0,5 polegadas) além da linha de corte, criando efetivamente uma rede de segurança que envolve completamente todas as bordas expostas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando sangrias comerciais padrão | Imponha uma margem de sangria de 0,5 polegadas | Elimina as bordas marrons e indesejáveis |
| Ignorando o deslocamento da máquina de laminação | Construa uma rede de segurança projetada | Protege a estética de marcas premium |
| Deixar as linhas de contato da obra de arte apertadas | Estenda os planos de fundo para além das fronteiras | Evita rejeições dispendiosas de impressão em lote |
Rejeito arquivos na fase de pré-impressão que não atendem a esse critério básico. Ao obrigar sua equipe a estender os fundos das artes, garanto que sua apresentação ficará impecável de todos os ângulos, protegendo completamente o valor da sua marca.
🛠️ Harvey's Desk: As margens de sangria das suas artes são suficientemente amplas para resistir à transição para a litografia? 👉 Faça uma Análise de Sangria na Pré-impressão ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
O que indica uma linha pontilhada em uma matriz de corte?
Ao revisar suas demonstrações estruturais, você notará vários traços tracejados e perfurados que representam a geometria interna.
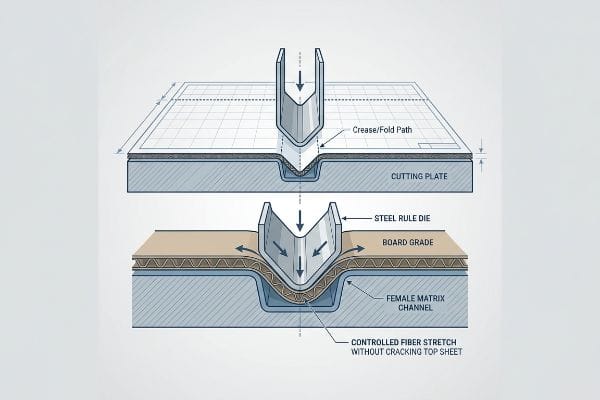
Uma linha pontilhada indica uma dobra ou vinco preciso em um gabarito estrutural. Essas marcações distintas instruem o equipamento industrial de corte e vinco a comprimir e dobrar o material com segurança, sem romper as fibras do papel, permitindo que painéis de papelão ondulado espessos formem estruturas tridimensionais robustas sob a pressão de cargas pesadas em armazéns.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e as fibras de papel realmente começam a se romper sob pressão.
Protocolo de Perfil da Matriz de Dobras
Os compradores frequentemente olham para um PDF digital e presumem que uma simples linha vetorial tracejada garante automaticamente uma dobra limpa e perfeita de 90 graus. Eles confiam completamente na representação do software, esperando que a placa dobre sem esforço como papel de impressora comum. Isso pressupõe que a integridade estrutural da folha superior seja infinita e ignora a enorme física necessária para manipular embalagens de transporte resistentesforça.
Isso não é apenas teoria — vejo isso acontecer na área de testes quando uma matriz de corte de aço atinge agressivamente um testliner 32ECT. Sem o controle adequado da resistência, as ranhuras internas se deformam e racham violentamente a folha impressa, um fenômeno conhecido como trincas litográficas13.Quando meço o dano, é uma realidade brutal: a sensação pulverulenta da poeira do corte misturada com tinta estilhaçada ao longo de cada dobra principal do cabeçalho. Corrijo isso instalando canais de vinco fêmea específicos montados diretamente na placa de corte. Esse canal de polímero atua como uma bigorna, controlando com precisão como as fibras do papel se esticam durante o impacto, reduzindo a taxa de rejeição a zero e economizando para os clientes cerca de 12% em custos de material de reposição14.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Supondo que as linhas se dobrem perfeitamente | Instalar canais de matriz feminina | Elimina fissuras litográficas na camada superior15 |
| Ignorando a resistência das fibras do papel | Controle o golpe da matriz de aço16 | Mantém os gráficos do cabeçalho impecáveis |
| Baseando-se em regras padrão de aço | Perfile o calibre exato da placa | Previne microfraturas estruturais17 |
Eu nunca deixo as tolerâncias de dobra ao acaso. Ao criar um perfil matemático da matriz de vincos que corresponda à qualidade específica da sua prancha, garanto uma dobra limpa e durável, mesmo sob cargas enormes de paletes de lojas de artigos esportivos.
🛠️ Mesa do Harvey: Você sabe se seu fornecedor atual está criando perfis de vinco para evitar rachaduras na tinta? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você gaste seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando a laminação litográfica expõe bordas onduladas sem acabamento em seus cabeçalhos premium, os defeitos visuais resultantes provocam rejeições imediatas por parte dos varejistas, eliminando completamente a margem de lucro do seu projeto. Esta é a ficha técnica exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias mecânicas e deixe-me analisar seus arquivos pessoalmente com minha Auditoria de Corte e Vinco gratuita ↗ para detectar erros estruturais fatais antes do início da produção.
"Cores especiais vs. Cores CMYK: Diferenças essenciais explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Os padrões da indústria para produção de embalagens especificam que os sistemas de corte CNC utilizam atributos de cores especiais ou trajetórias vetoriais específicas, em vez de valores CMYK, para interpretar os caminhos de corte]. Papel da evidência: especificação técnica; tipo de fonte: manual de produção de embalagens. Fundamentos: a necessidade de cores de ferramentas especializadas em vez do preto CMYK padrão. Observação sobre o escopo: limitado ao corte estrutural automatizado. ↩
"CMYK vs. Cores Especiais: Qual Processo é o Melhor | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Um guia confiável sobre software RIP de pré-impressão explicaria que os valores CMYK são interpretados como dados de imagem para deposição de tinta, diferentemente das cores especiais, que podem ser mapeadas para camadas de corte técnico]. Papel da evidência: especificação técnica; tipo de fonte: manual do setor. Argumentos: por que as linhas CMYK não acionam as máquinas de corte. Nota de escopo: aplica-se à maioria dos RIPs de impressão comerciais padrão. ]
"Do Design à Prova: Um Guia para Linhas de Corte de Embalagens", https://admiralpkg.com/post/dielines. [Os padrões da indústria para design de embalagens especificam o uso de cores especiais designadas para diferenciar as linhas de corte técnicas da arte final para impressão em mesas de corte automatizadas]. Papel da evidência: padrão da indústria; tipo de fonte: diretrizes profissionais. Suporte: a exigência de caminhos estruturais não CMYK. Observação sobre o escopo: os nomes de cores específicos podem variar de acordo com a gráfica. ]
"Qual a diferença entre cores especiais (PMS) e CMYK para…", https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Guias técnicos de pré-impressão explicam que as cores especiais são necessárias para que as máquinas de corte e vinco diferenciem os caminhos de corte da arte em CMYK]. Função da evidência: Verificação técnica; tipo de fonte: Manual técnico. Apoio: A necessidade de cores especiais para arquivos estruturais. Nota de escopo: Aplica-se a fluxos de trabalho de impressão offset e digital profissionais.] ↩
"Guia de Preparação de Design de Embalagens: Arquivos de Arte, Linhas de Corte e Sangria", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Os padrões da indústria para embalagens estruturais especificam que as linhas de corte devem estar em camadas dedicadas para evitar sobreposição com os elementos gráficos e garantir a interpretação precisa pela máquina]. Função da evidência: Verificação de melhores práticas; tipo de fonte: Diretriz de design. Baseia-se em: A exigência de isolamento de camadas em arquivos estruturais. Observação sobre o escopo: Prática padrão em softwares Adobe Illustrator e CAD. ]
"Entendendo o RIP – Advanced Textiles Association", https://www.textiles.org/2007/01/01/understanding-rip/. [A documentação do software Raster Image Processor (RIP) detalha como a verificação prévia valida se os marcadores técnicos e as linhas de corte estão mapeados corretamente antes da produção]. Função da evidência: Validação do fluxo de trabalho; tipo de fonte: Documentação do software. Suporta: A função do software RIP na verificação de arquivos estruturais. Nota de escopo: Específico para sistemas industriais de impressão e corte. ]
"O que é um Dieline em Embalagens? Guia, Especificações e Modelos", https://brillpack.com/what-is-dieline-in-printing-packaging/embalagens. Fundamentos: a necessidade de compensação de espessura no projeto do dieline. Nota de escopo: Aplica-se especificamente a papelão ondulado e papelão de gramatura alta. de
"Papelão Ondulado e Tipos de Material – ondulação – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [As especificações da indústria de embalagens fornecem medidas padronizadas para a espessura do papelão ondulado tipo B, garantindo a precisão de engenharia na criação do molde de corte]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria; Suportes: as dimensões do material do papelão ondulado tipo B. Observação: a espessura real pode variar ligeiramente de acordo com o fabricante .
"[PDF] Rigidez à flexão de papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Manuais técnicos de engenharia para substratos dobráveis explicam o cálculo matemático da tolerância à flexão para levar em conta a compressão e expansão do material]. Papel da evidência: princípio de engenharia; tipo de fonte: manual técnico; Suporte: o uso de algoritmos de compensação de calibre no projeto estrutural. Nota de escopo: Específico para materiais com espessura significativa em relação ao raio de dobra. ↩
"Entendendo Sangria, Margens e Corte na Produção Gráfica", https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/. [Guias de impressão do setor confirmam que 0,125 polegadas é o padrão convencional para margens de sangria na impressão comercial]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Baseia-se em: padrões gerais de sangria do setor. Nota de escopo: aplica-se a trabalhos de impressão comercial padrão. ↩
"Laminação litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc. [As especificações técnicas para litografia-laminação detalham como a colagem das folhas superiores ao papelão ondulado cria alterações estruturais que exigem margens de sangria maiores]. Papel da evidência: explicação técnica; tipo de fonte: especificação de fabricação. Fundamentos: necessidade de regras de corte especializadas em litografia-laminação. Nota de escopo: específico para conjuntos de papelão grosso. ↩
"[PDF] VINCOS E DOBRAS – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Documentação técnica sobre o processamento de papelão ondulado descreve a pressão e a força específicas necessárias para obter vincos estruturais em materiais de alta resistência]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia de embalagens. Suporte: a realidade física da manipulação do material. Nota de escopo: Os detalhes dependem do tamanho da ondulação e da qualidade do papelão. ↩
"Por que as caixas de papelão ondulado racham ao serem dobradas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [A documentação técnica sobre falhas em papelão ondulado define a fissuração litográfica como a fratura da tinta e das fibras da superfície durante o processo de dobra]. Papel da evidência: definição técnica; tipo de fonte: manual de engenharia de embalagens. Suporte: identificação de danos na superfície. Nota de escopo: específico para substratos de papelão ondulado impressos. ↩
"Um breve guia sobre matrizes de vinco – Ultracrease Ltd.", https://www.ultracrease.com/guide-on-crease-matrix/. [Estudos de caso industriais sobre redução de desperdício por meio de corte e vinco de precisão devem verificar a porcentagem típica de economia resultante da redução da rejeição de material]. Papel da evidência: verificação quantitativa; tipo de fonte: relatório econômico do setor. Fundamentos: impacto financeiro do vinco preciso. Observação: a economia pode variar de acordo com a espessura e o volume do material .
"Impressão de embalagens com sólidos e revestimento UV apresenta problemas de fissuras", https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/. [Um guia de embalagens estruturais explicaria como os canais fêmea da matriz distribuem a pressão para evitar o estiramento e fissuras da tinta no revestimento externo]. Papel da evidência: Validação técnica; tipo de fonte: Manual da indústria. Argumentos: Benefício dos canais fêmea da matriz. Nota de escopo: Específico para substratos litografados. ↩
"Um Guia Completo para Etiquetas Autoadesivas para Embalagens", https://millionpack.com/pressure-sensitive-labels/. [A literatura técnica sobre fabricação de matrizes descreve como a calibração da força de impacto controla a resistência das fibras do papel para evitar o esmagamento da placa]. Papel da evidência: Explicação do mecanismo físico; tipo de fonte: Manual técnico. Suporte: Controle da resistência das fibras. Nota de escopo: Foca na calibração da prensa de impressão. ↩
"Um estudo sobre os efeitos das especificações de revestimento de cobre em circuitos impressos…", https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/embalagens. Suporta: Perfilagem de precisão com paquímetro. Nota de escopo: Aplica-se a materiais de placa de alta densidade. de


