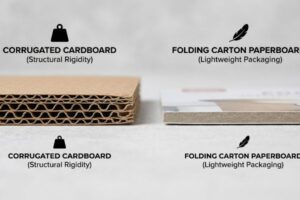
PAS: As texturas das embalagens ficam fenomenais em um monitor, mas não compreender os limites físicos das fibras de papel pode comprometer rapidamente a integridade estrutural da sua exposição no ponto de venda.
As etapas do processo de estampagem em relevo e baixo-relevo envolvem a criação de matrizes metálicas personalizadas (macho e fêmea), a aplicação de pressão calculada no papelão cru e a alteração permanente das fibras de celulose. A estampagem em relevo eleva o material para fora, criando um efeito 3D, enquanto o baixo-relevo comprime o substrato para dentro, adensando as ondulações estruturais.

Conhecer as definições teóricas é uma coisa, mas traduzir essa sensação tátil de luxo para uma prancha de teste resistente sem danificá-la exige uma disciplina mecânica rigorosa.
O que é o processo de estampagem e baixo-relevo?
Muitas equipes de marketing tratam esses dois acabamentos premium como opções estéticas intercambiáveis, ignorando a enorme diferença na forma como manipulam os materiais físicos da embalagem.
Um processo de estampagem e rebaixamento remodela mecanicamente as fibras do papel usando matrizes metálicas específicas. A estampagem estica agressivamente a camada externa do papelão para fora, criando uma saliência, enquanto o rebaixamento pressiona a matriz para baixo no material, densificando fisicamente as ondulações internas em um bloco sólido e comprimido.
A diferença visual é óbvia, mas o impacto físico na estrutura do painel é onde as campanhas promocionais realmente ganham ou perdem.
O custo físico das embalagens táteis
Designers juniores frequentemente adicionam texturas táteis indiscriminadamente em modelos de embalagens padrão. Eles presumem que criar um efeito tridimensional em uma tela de computador se traduz perfeitamente em uma placa de papelão ondulado rígida sem comprometer sua resistência original de suporte de carga1.
Vejo exatamente esse erro quando um cliente exige um relevo externo enorme bem na borda frontal de uma bandeja de exibição de produto ( PDQ - Product Display Quarter). A matriz de metal estica violentamente o revestimento de papel superior para fora² para criar esse pico estético, afinando as fibras brutas até o seu limite de ruptura. Certa vez, vi um funcionário de loja repor frascos pesados de xampu em uma dessas bandejas supostamente premium; a borda afinada e com relevo cedeu imediatamente sob o peso, rasgando com um som alto que arruinou a apresentação da marca. Para corrigir isso, sempre inverto a ferramenta para um baixo-relevo interno nos painéis estruturais principais. Ao pressionar a matriz para baixo, comprimimos as ranhuras internas em um bloco sólido³ , preservando a integridade estrutural do teste ECT (Edge Crush Test) e, ao mesmo tempo, proporcionando uma textura luxuosa que resiste à reposição frequente de produtos.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Relevo em painéis estruturais | Mudar para um rebaixo interno | Impede que os lábios se rompam sob peso4 |
| Ignorando os limites de alongamento da fibra | Comprimir flautas internas | Mantém a classificação ECT original5 |
| Enfraquecer a parte frontal da bandeja | Densar o material nas zonas de impacto6 | Elimina reparos feios com fita adesiva |
Nunca permito alongamentos externos nas zonas estruturais primárias. A densificação da placa por meio de baixo-relevo proporciona aos seus clientes uma interação tátil de alta qualidade sem sacrificar a resistência à compressão necessária para produtos pesados.
🛠️ Mesa do Harvey: Seus elementos táteis 3D estão comprometendo secretamente a capacidade de peso do seu monitor? 👉 Solicite uma Análise Estrutural Gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são as quatro etapas principais em um processo típico de estampagem a quente?
A transição da tinta plana para a folha adesiva aquecida e tátil exige uma sincronização mecânica precisa na linha de produção para evitar o ressecamento completo do papelão.
As quatro etapas principais nos processos típicos de estampagem a quente são: projetar o layout da matriz, aquecer a ferramenta metálica correspondente, alimentar o papelão ondulado e aplicar pressão calculada sobre o substrato. Essa sequência precisa estica as fibras do papel enquanto funde permanentemente uma película decorativa à superfície.

Executar esses quatro passos isoladamente é simples, mas combiná-los com uma estrutura de exposição robusta para o varejo introduz um atrito físico enorme.
Sincronizando o calor e a integridade estrutural
As gráficas comerciais padrão costumam executar essas quatro etapas de estampagem a quente de forma impecável em caixas dobráveis finas e planas. Elas presumem erroneamente que o mesmo calor intenso, pressão e tempo de impacto7 podem ser aplicados diretamente a embalagens de papelão ondulado.
Eis a realidade que os compradores frequentemente enfrentam ao aprimorar suas artes. Ao aplicar um molde aquecido macho-fêmea em uma placa de papelão ondulado espessa e porosa, você introduz um intenso estresse térmico e físico simultaneamenteumaestampa em relevo quente e espessa diretamente sobre uma dobra de 90 graus. Durante nossa revisão de pré-impressão, percebi imediatamente que aplicar calor extremo e esticar as fibras diretamente sobre uma dobradiça ressecaria o papel agressivamente. Ao ser dobrado, o papelão emitiu um som seco e seco de estalo, expondo completamente as ondulações marrons cruas por baixo. Se sua fábrica não deslocar matematicamente essas zonas de estampagem aquecida para longe das dobras funcionais,sua campanha de foil premium ficará com uma aparência fragmentada antes mesmo de chegar às prateleiras do varejo.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Aquecimento próximo às linhas de vinco | Desloque a zona de impacto em 0,5 polegadas (12,7 mm)10 | Impede o aparecimento de rachaduras visíveis nas bordas |
| Tratar papelão ondulado como se fosse caixa de papelão | Menor pressão de impacto nas flautas11 | Mantém a placa estrutural intacta |
| Esticar fibras de papel seco | Projete uma margem de segurança plana | Garante uma montagem de co-embalagem sem problemas |
Considero as matrizes de estampagem aquecidas como um risco estrutural, não apenas como uma melhoria estética. Ao manter o estresse térmico bem longe das linhas de dobra mecânicas, seus displays sobrevivem à linha de montagem sem nenhum defeito visual.
🛠️ Mesa do Harvey: Está em dúvida se a aplicação da foil quente está muito próxima de uma dobra importante? 👉 Verifique as folgas ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Qual é o processo de estampagem em relevo?
Compreender a realidade mecânica desse processo é fundamental antes de aprovar qualquer orçamento para embalagens de varejo de alta qualidade.
O processo de estampagem remodela os materiais de embalagem brutos, pressionando-os entre um molde macho em relevo e um molde fêmea em rebaixo. Essa intensa ação mecânica força as fibras de celulose a se esticarem na cavidade vazia, criando um perfil tátil tridimensional permanente na superfície do display.

Embora o mecanismo básico pareça simples, controlar como o papel reage sob essa pressão intensa é o verdadeiro desafio de fabricação.
Controlando o estiramento da fibra durante o golpe
Os iniciantes geralmente veem essa operação mecânica simplesmente como estampar uma forma em um pedaço de papel. Eles ignoram a realidade microscópica de que cada logotipo ou textura em relevo estica e puxa fisicamente as fibras de celulose circundantes,- as de seu estado plano natural.
Imagine o revestimento de papel como um elástico apertado; ele só tem uma certa elasticidade antes de se romper violentamente. Na minha fábrica, vejo com frequência cortes planos onde um aglomerado denso de texto texturizado está comprimido. Quando a pesada prensa de aço atinge essa área específica, a tensão localizada se torna insuportável. Certa vez, senti a resistência rígida de um papelão kraft virgem quando um corte mal projetado o atingiu, causando instantaneamente microfraturas na camada de tinta13 porque as fibras não tinham de onde se puxar. Para evitar isso, exijo o uso de canais de matriz polimérica especializada ao redor da zona de impacto14.Isso atua como um amortecedor microscópico, controlando dinamicamente a tensão do papel e permitindo que as fibras se estiquem suavemente sem quebrar a impressão.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Comprimindo texto 3D | Elementos de espaço para permitir a extensão | Previne microfissuras na camada de tinta |
| Ignorando a elasticidade do papel | Utilizar matriz polimérica especializada | Mantém a qualidade gráfica nítida |
| ataques mecânicos descontrolados | Amortecer a pressão da matriz | Evita a rejeição imediata do varejista |
Recuso-me a deixar que a tensão mecânica descontrolada arruine uma impressão de alta qualidade. A implementação de canais de polímero especializados durante a prensagem garante que seus gráficos em relevo permaneçam nítidos, impecáveis e completamente imunes a rasgos na superfície.
🛠️ Harvey's Desk: Suas embalagens com relevo já sofreram com tinta rachada ou logotipos esticados? 👉 Solicite uma Análise da Strike Zone ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
Como fazer relevo para iniciantes?
Para designers iniciantes, executar um acabamento tátil sem destruir a caixa original exige uma disciplina matemática rigorosa.
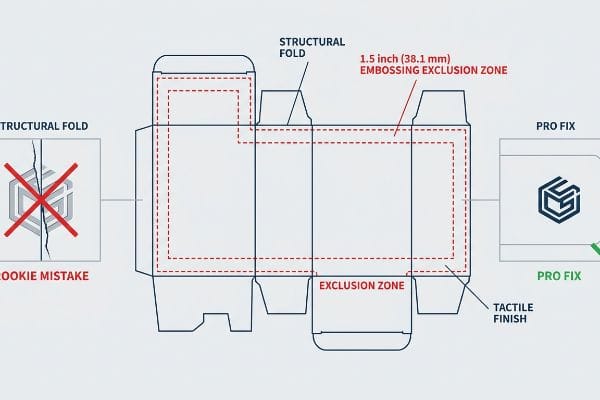
Para iniciantes na técnica de relevo, é fundamental definir matematicamente uma zona de exclusão na matriz de corte, mantendo todas as texturas tridimensionais profundas bem longe das dobras estruturais. Comece consultando seu engenheiro de produção para alinhar sua visão estética com os limites de elasticidade das fibras do papelão ondulado.
Mas conhecer a teoria do design não basta quando as máquinas pesadas começam a funcionar e as forças dinâmicas da cadeia de suprimentos entram em ação.
Por que a estampagem padrão falha na linha de produção?
Uma suposição aparentemente razoável que os novos designers fazem é que um logotipo texturizado pode ser colocado exatamente onde fica esteticamente melhor, muitas vezes centralizando-o bem em cima de uma linha de dobra acentuada. Eles presumem que a fábrica pode magicamente dobrar a textura alterada sem danificar a estrutura de papelão ao redor15.
Na minha empresa, vejo rotineiramente os resultados catastróficos desse trabalho teórico de escritório. Uma marca exige uma forte impressão em relevo 3D bem na dobra principal de uma caixa master. Quando meço a integridade estrutural usando o Teste de Compressão de Borda TAPPI T811, os dados são brutais. Como a textura profunda já esticou e esgotou as fibras do papel até o limite, dobrar aquele canto específico faz com que toda a caixa se rompa. A capacidade de carga dinâmica da caixa cai 42,5%, e o som alto do rasgo ecoa na linha de embalagem. Imediatamente, implemento uma "Zona de Exclusão de Relevo" durante a fase de pré-impressão. Deslocando matematicamente todas as texturas profundas precisamente 38,1 mm (1,5 polegadas) de qualquer dobra estrutural primária, elimino completamente a zona de dupla tensão. Esse microajuste preserva os cantos 32ECT, economizando aos clientes cerca de 30% em atrasos na montagem manual e garantindo que o palete resista ao transporte de carga pesada.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Aplicar textura em uma dobra | Imponha uma zona de exclusão de 1,5 polegadas (38,1 mm)16 | Garante resistência à compressão nos cantos17 |
| Fibras de papel exaustivas | Desloque o desenho para longe das dobras | Elimina rupturas na linha de co-embalagem |
| Ignorando a classificação ECT18 | Separar zonas estéticas de zonas estruturais | Resiste a cargas pesadas empilhadas duplamente |
Impede-se de rupturas estruturais antes mesmo que elas cheguem à mesa de corte. Ao isolar seus elementos táteis pesados dos cantos que suportam carga, asseguro que sua embalagem mantenha sua máxima resistência dinâmica.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Ao imprimir em relevo diretamente sobre uma dobra que suporta carga, as fibras de papel desgastadas se rompem violentamente sob o peso do palete, resultando em rejeição imediata por parte das grandes redes varejistas. Este rigoroso protocolo de zona de exclusão é a especificação exata que meus 10 principais clientes do varejo utilizam para garantir zero rejeições de impressão. Pare de arriscar com os limites de tensão das fibras e deixe-me analisar pessoalmente a arte da sua embalagem com minha Auditoria de Corte e Vinco Gratuita ↗ para eliminar erros estruturais fatais antes do início da produção em massa.
"Investigando o Efeito das Perfurações na Capacidade de Suporte de Carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Um estudo de ciência dos materiais ou engenharia estrutural detalharia como a interrupção do alinhamento vertical das ondulações do papelão ondulado por meio de prensagem mecânica reduz a resistência à compressão da placa]. Papel da evidência: verificação técnica; tipo de fonte: manual de ciência dos materiais. Apoia: a premissa de que acabamentos táteis degradam a capacidade de suporte de carga estrutural. Nota de escopo: aplicável especificamente a materiais de papelão ondulado .
"Efeito da pressão de estampagem nas propriedades mecânicas e de maciez…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Textos de referência em engenharia de papel descrevem como o estiramento mecânico durante a estampagem afina o papelão, o que pode reduzir a resistência ao estouro e aumentar a suscetibilidade a rasgos]. Papel da evidência: validação técnica; tipo de fonte: livro didático de ciência dos materiais. Apoia: a afirmação de que a estampagem enfraquece o material. Nota de escopo: foco em papelão à base de celulose. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Guias de engenharia de embalagens explicam que o rebaixamento colapsa as ondulações preenchidas com ar do papelão ondulado, resultando em uma região de material mais densa e rígida]. Papel da evidência: validação técnica; tipo de fonte: manual da indústria de embalagens. Apoia: a afirmação de que o rebaixamento aumenta a densidade local. Nota de escopo: específico para papelão ondulado .
"Relevo vs. Baixo-relevo: Saiba a diferença e qual é a melhor opção?", https://www.wecustomboxes.com/blog/embossing-vs-debossing/. [A literatura de engenharia de embalagens explica como o baixo-relevo interno elimina a borda saliente criada pelo relevo, que, de outra forma, atuaria como um ponto de falha sob cargas compressivas]. Papel da evidência: validação mecânica; tipo de fonte: manual de engenharia. Fundamentos: a vantagem estrutural do baixo-relevo para painéis de suporte de carga. Nota de escopo: aplica-se a embalagens rígidas e semirrígidas. ↩
"Métodos de teste e efeitos da flambagem entre as ondulações – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Um manual técnico sobre normas para embalagens de papelão ondulado verificaria como o controle do estiramento das fibras e da compressão das ondulações preserva a classificação do Teste de Compressão de Borda (ECT)]. Papel da evidência: verificação técnica; tipo de fonte: norma industrial. Suporta: a integridade estrutural das ondulações comprimidas. Nota de escopo: específico para materiais de papelão ondulado. ↩
"Conversão e seus efeitos nas propriedades de barreira de embalagens revestidas…", https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Pesquisa em ciência dos materiais confirma que o aumento da densidade do material em áreas de alta tensão melhora a resistência ao impacto e a durabilidade da estrutura da embalagem]. Papel da evidência: comprovação em ciência dos materiais; tipo de fonte: periódico revisado por pares. Apoia: a eficácia da densificação do material na prevenção de danos. Nota de escopo: ciência geral de materiais de embalagem. ↩
"O que é estampagem a quente e como funciona? – WeCustomBoxes", https://www.wecustomboxes.com/blog/what-is-foil-stamping/. [Manuais de impressão industrial especificam que a condutividade térmica e os requisitos de compressão do papelão ondulado grosso diferem significativamente dos do cartão fino, exigindo ajustes nas configurações de calor e pressão]. Papel da evidência: verificação técnica; tipo de fonte: manual de impressão industrial. Fundamentos: a afirmação de que os parâmetros para caixas finas não são diretamente transferíveis para materiais ondulados. Nota de escopo: foco em configurações mecânicas específicas do substrato]. ↩
"Modelagem de Material de Filme de PMMA para Processo de Estampagem a Quente – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/. [Documentação técnica de ciência dos materiais explica como o calor e a pressão simultâneos durante a estampagem a quente causam deformação estrutural em substratos porosos]. Papel da evidência: mecanismo técnico; tipo de fonte: artigo de ciência dos materiais. Fundamentos: o impacto físico do processo de estampagem. Nota de escopo: foco em papelão poroso. ↩
"Folhagem e relevo – PREMERKO", https://www.premerko.fi/en/methods/foil-and-emboss/. [As normas de produção de embalagens recomendam deslocamentos específicos entre as matrizes de relevo e as linhas de vinco para evitar fraturas e rachaduras nas fibras]. Papel da evidência: melhores práticas da indústria; tipo de fonte: manual de produção gráfica. Fundamentos: a necessidade de ajuste matemático das zonas de impacto. Nota de escopo: aplicável a papelão ondulado de alta gramatura. ↩
"Influência das linhas de vinco analógicas e digitais nas propriedades mecânicas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Normas técnicas de fabricação para estampagem a quente especificam distâncias precisas de deslocamento em relação às linhas de dobra para evitar fadiga do material e rachaduras nas bordas]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia industrial. Fundamentos: distância ideal para evitar rachaduras. Nota de escopo: específico para substratos de papelão. ↩
"Guia para Entender as Ondas em Caixas de Papelão Ondulado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Diretrizes de engenharia de embalagens indicam que a redução da força de compressão nas ondas do papelão ondulado evita o colapso da estrutura interna durante a estampagem térmica]. Papel da evidência: requisito técnico; tipo de fonte: livro didático de ciência de embalagens. Suporte: ajustes de pressão para materiais de papelão ondulado. Nota de escopo: aplica-se a construções de papelão ondulado. ↩
"Alinhamento de fibras por estiramento mecânico e secagem confinada em…", https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314. [Uma fonte confiável sobre física do papel ou tecnologia de impressão descreveria como as fibras de celulose sofrem deformação plástica e estiramento para criar perfis 3D]. Papel da evidência: Verificação técnica; tipo de fonte: Periódico de ciência dos materiais ou manual da indústria. Fundamentos: A realidade mecânica do deslocamento das fibras durante a estampagem. Nota de escopo: Aplicável especificamente a substratos de embalagens à base de celulose .
"Como Recarregar a Tinta da Sua Almofada de Relevo de Secagem Ultralenta – YouTube", https://www.youtube.com/watch?v=aoGlPBdKeN8. [Um estudo de ciência dos materiais sobre a deformação do substrato validaria que a tensão excessiva das fibras durante o relevo causa falhas na camada de tinta]. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais. Fundamentos: causa de rachaduras na tinta. Nota de escopo: aplicável ao relevo mecânico de alta pressão. ↩
"Amortecedores poliméricos fabricados por manufatura aditiva para a indústria automotiva…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/. [A documentação de engenharia industrial sobre o projeto de matrizes verificaria a aplicação de canais de alívio de tensão à base de polímeros para controlar a tensão do papel]. Papel da evidência: verificação do processo; tipo de fonte: manual de engenharia industrial. Suporte: métodos de controle de tensão. Nota de escopo: pode se referir a ferramentas avançadas ou proprietárias. ↩
"Especificar excessivamente o papelão ondulado pode danificar os produtos – LinkedIn", https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O . [As normas da indústria para embalagens de papelão ondulado explicam que o relevo interrompe a orientação e a elasticidade das fibras, levando a falhas estruturais ou rachaduras quando dobradas]. Papel da evidência : validação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: o risco físico do relevo nas dobras. Nota de escopo: Aplicável a papelão ondulado de alta resistência.
"Estilos Básicos de Caixas | Packaging Corporation of America", https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/. [Normas de engenharia da indústria para embalagens de papelão ondulado especificam distâncias mínimas entre texturas em relevo e linhas de dobra para evitar falhas no material]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporte: distância recomendada para zonas em relevo. Observação sobre o escopo: Pode variar de acordo com a gramatura do material. ↩
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. [Testes mecânicos em papelão ondulado demonstram que o relevo em áreas de cantos sujeitas a alta tensão reduz a capacidade de carga vertical da caixa]. Papel da evidência: validação de causa e efeito; tipo de fonte: estudo de engenharia. Fundamentos: benefício estrutural das zonas de exclusão. Nota de escopo: Específico para pressão de empilhamento vertical. ↩
"Caixas de Papelão Ondulado – Teste de Compressão de Borda (ECT) | TheBoxery.com", https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1. [O Teste de Compressão de Borda (ECT) é a métrica padrão da indústria usada para determinar a resistência ao empilhamento e a integridade estrutural de contêineres de papelão ondulado para transporte]. Papel da evidência: definição da métrica; tipo de fonte: norma ASTM/ISO. Apoia: importância do zoneamento estrutural. Nota de escopo: Aplica-se principalmente ao papelão ondulado. ↩