Ao implementar uma estratégia de vendas no varejo, os displays de papelão ondulado são seus soldados de linha de frente. Mas transformar papelão plano em uma ferramenta de vendas eficaz exige engenharia rigorosa, e não apenas um design bonito.
Um expositor temporário personalizado para ponto de venda é uma estrutura de papelão ondulado projetada para campanhas de varejo de curta duração. Essas unidades, que geralmente duram de quatro a doze semanas, armazenam fisicamente o estoque de produtos, utilizando gráficos de alto contraste e posicionamento estratégico nos corredores para interromper a circulação dos clientes e impulsionar compras por impulso.

Mas conhecer a definição teórica não vai salvar seu negócio quando uma bandeja cheia de produtos desabar no chão úmido de um armazém. Vamos deixar de lado o marketing superficial e analisar a física real das embalagens de varejo.
Qual o custo dos displays para pontos de venda?
Calcular o preço de um display de papelão ondulado não se resume apenas a cotar tinta e papel. O custo real se esconde nos compromissos estruturais feitos para atingir um orçamento artificial.
Depende. O custo dos displays para pontos de venda varia de acordo com a qualidade da madeira utilizada na fabricação, as ferramentas de pré-impressão especializadas e os acabamentos de litografia e laminação. Embora as equipes de compras frequentemente se concentrem no preço unitário bruto, o cálculo financeiro real deve incluir a economia logística subsequente, a eficiência da embalagem automatizada e a proteção absoluta contra cobranças adicionais por danos no transporte.

Mas confiar em uma estimativa teórica de planilha é perigoso quando as máquinas começam a funcionar.
O preço oculto da armadilha do "downgrade da ECT"
As equipes de compras frequentemente tentam compensar o alto custo de acabamentos cosméticos premium, como laminação de folha de cobertura total, reduzindo secretamente a classificação do papelão ondulado base. Parece uma jogada contábil inteligente reduzir de um papelão com ECT (Teste de Compressão de Borda) de 32 para um papelão mais barato de 26 ECT¹para economizar alguns centavos por unidade, supondo que a película de folha espessa fornecerá rigidez estruturalsuficiente².
Isso não é apenas teoria — eu lido com isso na prática. Certa vez, um cliente exigiu uma especificação inferior de 26 ECT para poder pagar por um acabamento fosco de luxo. Inicialmente, presumi que o revestimento mais leve resistiria às condições normais de varejo. Estava completamente enganado. Durante nossa simulação de transporte ISTA 3A (International Safe Transit Association)³, a do teste de compressão de caixa (BCT)⁴ apresentou um valor zero com apenas 85 kg (187,5 lbs). As ranhuras estruturais tinham densidade interna zero, fazendo com que toda a camada inferior se curvasse visivelmente para fora e sofresse uma deformação catastrófica sob o peso simulado do palete. Imediatamente removi a folha de alumínio cara, restaurei matematicamente o material para o padrão original de 32 ECT e substituí o acabamento por um revestimento aquoso brilhante de alto teor de sólidos.
| Solução de Engenharia | Resultado físico | Retorno financeiro do investimento |
|---|---|---|
| Restaurar base 32 ECT5 | Restaura a compressão central da flauta | Elimina danos dispendiosos durante o transporte |
| Remover a laminação da folha | Impede a microfraturação da superfície rígida6 | Cortes no orçamento de matéria-prima |
| Aplicar solução aquosa de alta concentração de sólidos | Mantém o brilho de alto contraste no varejo | Garante total conformidade com a reciclabilidade7 |
Recuso-me a deixar que o excesso de material estético comprometa a integridade estrutural do seu produto. Aprimorar a qualidade da placa e otimizar os revestimentos é a única maneira de garantir que seus displays sobrevivam à brutal cadeia logística sem gerar estornos massivos por parte dos varejistas.
🛠️ Mesa do Harvey: Será que seus displays atuais estão usando, secretamente, um material de teste de qualidade inferior para esconder os altos custos de impressão estética? 👉 Solicite uma auditoria da sua lista de materiais ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Como criar um expositor para ponto de venda?
A fabricação de um expositor de papelão ondulado exige a integração entre a arte digital e a ciência dos materiais físicos. Trata-se de uma sequência precisa de corte estrutural, colagem e dobra.
A fabricação de um display para ponto de venda envolve a criação de um molde personalizado, a aplicação de gráficos de alta resolução por meio de litografia e a utilização de fresagem CNC (Controle Numérico Computadorizado) automatizada ou matrizes de corte e vinco em papelão ondulado. Por fim, os componentes estruturais são embalados planos ou pré-montados para uma distribuição eficiente no varejo.
Mas conhecer a teoria não basta quando a umidade ambiente da fábrica começa a interferir na adesão.
A realidade química da urdidura de PVA por umidade
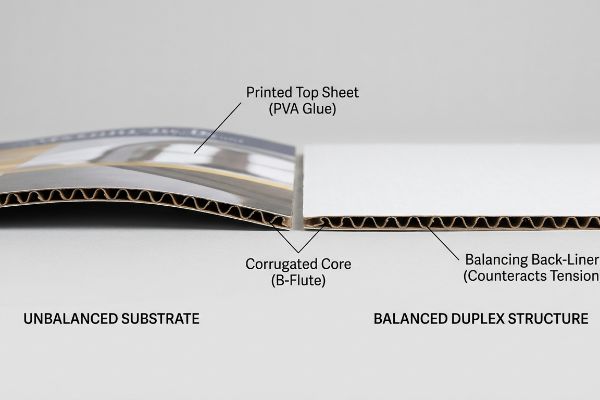
Mesmo designers veteranos muitas vezes presumem que a montagem de uma folha superior impressa de alta qualidade em uma placa rígida de papelão ondulado tipo B resultará naturalmente em um painel de exibição perfeitamente plano. Eles veem o processo de fabricação através de uma lente digital, ignorando a físico-química dos adesivos PVA (acetato de polivinila) à base de água usados durante a litografia-laminação de alta velocidade8.
Isso não é apenas teoria — eu lido com isso na prática. Durante uma grande produção de protótipos para um suporte de chão, aplicamos cola PVA padrão nos painéis laterais de 152,4 cm (60 polegadas). Enquanto a cola úmida secava no ar ambiente da fábrica, eu podia literalmente sentir o cheiro da umidade evaporando. A enorme tensão superficial fez com que todo o substrato se deformassee se curvasse para dentro como uma batata frita, não atendendo à nossa rigorosa tolerância de deflexão de 12,7 mm (0,5 polegadas). Tive que descartar as imagens iniciais da agência e refazer a composição química do zero. Desenvolvi uma estrutura de placa duplex rigorosamente balanceada, adicionando uma fina camada de revestimento traseirono lado oposto para neutralizar perfeitamente a tensão de cura da PVA, puxando matematicamente a placa de volta a um estado perfeitamente plano e aprumado.
| Solução de Engenharia | Resultado físico | ROI da montagem |
|---|---|---|
| Adição de backliner duplex | Neutraliza a tensão adesiva do PVA11 | Impede a rejeição de empenamento do painel |
| Cura controlada de 24 horas12 | Normaliza o teor de umidade da placa | Garante uma montagem perfeitamente reta |
| Troca de cola de alta viscosidade | Reduz as taxas de absorção de água13 | Acelera o tempo de execução da máquina |
Não confio em aplicações adesivas padrão ao projetar painéis de grande formato para o varejo. Ao equilibrar matematicamente a tensão superficial dos substratos, garanto que cada display permaneça perfeitamente reto sob a forte de lojas de atacado .
🛠️ Mesa do Harvey: Suas embalagens litografadas chegam com uma leve curvatura para dentro, comprometendo o alinhamento estrutural? 👉 Solicite uma Simulação de Tensão Estrutural 3D personalizada ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
Qual a diferença entre displays de PDV (Ponto de Venda) e displays de POP (Ponto de Compra)?
Compreender a terminologia do varejo evita falhas catastróficas no layout. Essa distinção determina onde sua unidade se encontra legal e logisticamente dentro do ambiente da loja.
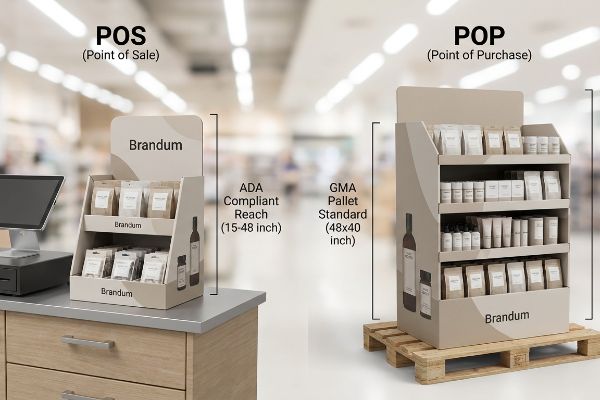
Um display de PDV (Ponto de Venda) fica posicionado diretamente no caixa para capturar microimpulsos imediatos, enquanto um display de PDV (Ponto de Compra) ocupa os corredores padrão do estabelecimento para expor volumes maiores de produtos. A principal diferença reside no espaço físico limitado e na proximidade com o caixa.
No entanto, confundir esses dois conceitos no software CAD (Desenho Auxiliado por Computador) provocará rejeições em massa por questões de conformidade no ponto de venda.
A restrição espacial "ADA vs. GMA"
Muitas empresas comerciais frequentemente apresentam um conceito de design escalável, sugerindo que um grande display de chão para ponto de venda pode ser simplesmente reduzido matematicamente em 50% para servir como um display de balcão de ponto de venda . Elas tratam a engenharia como um simples redimensionamento vetorial digital, ignorando completamente os rígidos limites legais e logísticos que regem essas duas zonas distintas de varejo nos Estados Unidos.
Quando os clientes me perguntam o que essa diferença significa na prática, geralmente aponto para as restrições espaciais mapeadas no meu ambiente de testes. Separo permanentemente os processos de engenharia para unidades de PDV (Ponto de Venda) e PO (Ponto de Venda) porque eles obedecem a diretrizes completamente diferentes. Um arquivo de demonstração de PDV deve estar estritamente alinhado ao limite de 121,9 x 101,6 cm (48 x 40 polegadas) da GMA (Associação de Fabricantes de Alimentos)¹⁵ para suportar a logística do armazém e cargas dinâmicas pesadas. Por outro lado, um arquivo de caixa registradora de PDV é estritamente ditado pela conformidade com a ADA (Lei dos Americanos com Deficiências) em relação ao alcance frontal, exigindo uma janela de acesso altamente específica de 38,1 a 121,9 cm (15 a 48 polegadas)¹⁶. Se eu simplesmente reduzisse um modelo de demonstração para caber em um balcão, o ângulo de interação com o produto violaria as leis de acessibilidade, fazendo com que os gerentes da loja retirassem imediatamente a unidade do caixa.
| Solução de Engenharia | Resultado físico | Retorno sobre o investimento em conformidade |
|---|---|---|
| ancoragem de paletes GMA | Limita a área ocupada no piso a 48×4017 | Garante o recebimento perfeito no armazém |
| Otimização de alcance ADA | Ajusta a altura de interação do balcão18 | Impede rejeições de registro legal |
| Separação rigorosa de dutos | Elimina suposições de escala perigosas | Reduz o tempo de retrabalho do CAD |
Considero os sistemas de PDV (Ponto de Venda) e POP (Ponto de Compra) como ecossistemas matemáticos completamente distintos. Ao projetar seus materiais de merchandising de acordo com as restrições regulatórias específicas desde o início, elimino o risco de rejeições catastróficas no ponto de venda.
🛠️ Harvey's Desk: Seus balcões de caixa estão em conformidade com as mais recentes restrições de altura para alcance frontal da ADA? 👉 Solicite uma Avaliação de Estrutura para Varejo ↗ — Sem gerentes de contas intermediários. Você fala diretamente com engenheiros estruturais.
Quem pode criar displays para sua loja?
Levar o produto até o estabelecimento é apenas metade da batalha. A montagem final geralmente fica a cargo de funcionários apressados da loja, que não têm nenhuma paciência para instruções complexas.
Geralmente, os displays de ponto de venda são montados por funcionários de lojas, empresas terceirizadas de merchandising ou instalações automatizadas de embalagem. Como o ambiente de varejo sofre com alta rotatividade de funcionários e prazos apertados, essas unidades precisam ter mecanismos de encaixe pré-colados e sem atrito, que permitam que pessoas sem experiência criem a estrutura final em segundos.

Mas conhecer a teoria não basta quando um funcionário sobrecarregado está tentando rasgar a sua caixa principal.
O risco de folga por "atrito aninhado"
É uma armadilha comum que pega até mesmo equipes de compras experientes: elas projetam caixas de transporte master para corresponder exatamente às dimensões externas de suas bandejas de varejo pré-cheias, em escala 1:1. Elas presumem que um encaixe extremamente justo oferece a máxima proteção durante o transporte, esquecendo-se de que um jovem de 19 anos, funcionário da loja, será o responsável por retirar violentamente o pesado expositor no meio de um corredor lotado.
Isso não é apenas teoria — eu lido com isso na prática. Durante uma auditoria de desembalagem de rotina para um cliente de co-embalagem automatizada, inspecionei fisicamente uma caixa master devolvida. Arranquei a folha superior e senti o atrito intenso da superfície do papelão ondulado cru. A bandeja estava totalmente a vácuo dentro da caixa de transporte de 60,9 cm (24 polegadas). A resistência era tão grande que, quando tentei puxar a unidade para fora, a aba de retenção impressa se rasgou completamente. Imediatamente medi as medidas com o micrômetro e comprovei que não precisávamos de abas de plástico caras; eu só precisava calcular matematicamente uma folga mínima absoluta no perímetro de 6,3 mm (0,25 polegadas)¹⁹. Isso quebrou o bloqueio por atrito e eliminou o excesso de material projetado.
| Solução de Engenharia | Resultado físico | Retorno operacional do investimento |
|---|---|---|
| Deslocamento de perímetro de 0,25 polegadas20 | Quebra o atrito da superfície ondulada | Elimina os rasgos causados pela desembalagem manual |
| Remoção das abas de plástico | Simplifica a lista de materiais de matéria-prima | Reduz o custo unitário imediatamente |
| Tolerância aninhada dinâmica21 | Garante a extração da bandeja sem atrito | Reduz o tempo de montagem dos funcionários |
Eu projeto embalagens pensando na realidade das mãos humanas impacientes. Calculando matematicamente as folgas de extração com precisão, garanto que seu display sairá da caixa e chegará à prateleira em perfeitas condições.
🛠️ Harvey's Desk: Suas bandejas de produtos pré-embaladas estão sendo danificadas por funcionários que as retiram bruscamente das caixas? 👉 Solicite uma Auditoria de Encaixe Dinâmico ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Você pode negociar o preço unitário mais barato do mercado, mas quando sua base ECT de 26 polegadas, de qualidade inferior, cede catastroficamente sob a carga úmida de um armazém, o colapso resultante do palete eliminará completamente a margem de lucro da sua campanha. Esta mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm (0,07 polegadas) em um grande lançamento nacional antes da produção. Pare de desperdiçar seu orçamento de marketing com falhas estruturais invisíveis e deixe-me projetar pessoalmente seu próximo lançamento ↗ para garantir que seus expositores de papelão ondulado sobrevivam à cadeia de suprimentos.
"Entendendo a Resistência das Caixas de Envio – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoo2X9PriNrUTeT-Qp3ArEidKtOpsyITuJuYyZss7Qd_NDwyBeWp. Verificação das classificações do Teste de Compressão de Borda (ECT) padrão da indústria para confirmar as diferenças relativas de resistência e custo entre as classes ECT 32 e 26. Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria de embalagens. Fundamenta: a premissa de que a redução da classificação ECT diminui o custo do material. Nota de escopo: aplica-se ao papelão ondulado padrão .
"Investigando o Efeito das Perfurações na Capacidade de Carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Análise técnica sobre se as laminações superficiais (como a folha metálica) proporcionam reforço estrutural significativo em comparação com a classificação ECT da placa ondulada base. Papel da evidência: validação técnica; tipo de fonte: guia de ciência dos materiais ou engenharia de embalagens. Apoia: a afirmação relativa à rigidez percebida versus a rigidez real das placas laminadas. Nota de escopo: concentra-se nas propriedades mecânicas de filmes de folha metálica .
"Teste de Embalagem ISTA – Intertek", https://www.intertek.com/performance-testing/packaging/ista/ . Confirmação de que a ISTA 3A é o padrão global para simulação de ambientes de transporte e trânsito de mercadorias de varejo. Função da evidência: Validação técnica; tipo de fonte: Norma profissional. Apoia: O uso da ISTA 3A para determinar falhas estruturais. Nota de escopo: Aplica-se à logística baseada em encomendas.
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Documentação técnica que explica a relação matemática entre o Teste de Compressão de Borda (ECT) e a capacidade de carga do Teste de Compressão de Caixa (BCT). Papel da evidência: Especificação técnica; tipo de fonte: Guia de ciência dos materiais. Fundamentos: A correlação entre a qualidade do papelão e a falha estrutural. Nota de escopo: Dependente das dimensões da caixa. ↩
"Especificações de Papelão Ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificação técnica da classificação do Teste de Compressão de Borda (ECT) e sua correlação com a resistência à compressão do núcleo do papelão ondulado. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Fundamentos: O uso do ECT 32 para manter a integridade estrutural. Nota de escopo: Específico para graus de papelão ondulado .
"Entendendo o que é revestimento aquoso para caixas impressas", https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. Explicação da ciência dos materiais sobre como as laminações rígidas de folha metálica causam microfraturas superficiais em substratos de papelão ondulado, em comparação com alternativas flexíveis. Papel da evidência: Análise de propriedades físicas; tipo de fonte: Artigo técnico. Embasamento: A afirmação de que a remoção da laminação de folha metálica previne microfraturas. Nota de escopo: Foca no estresse mecânico em embalagens .
"[PDF] Norma Voluntária para Repolpação e Reciclagem de Papel Revestido ou Tratado…", https://www.fibrebox.org/assets/2025/07/2025_Voluntary_-Standard.pdf. Verificação de que revestimentos aquosos com alto teor de sólidos atendem aos padrões da indústria e regulamentares para a reciclabilidade do papel, em comparação com laminados à base de plástico. Papel da evidência: Conformidade regulamentar; tipo de fonte: Certificação ambiental. Fundamentos: A relação entre revestimentos aquosos e reciclabilidade. Nota de escopo: Com base nas diretrizes atuais de gestão de resíduos .
"Embalagens com adesivos à base de água", https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html . Diretrizes industriais oficiais comprovam o uso de colas PVA à base de água no processo de litografia-laminação para materiais ondulados. Papel da evidência: verificação factual; tipo de fonte: manual técnico ou artigo científico sobre materiais. Base: a composição química dos adesivos usados em displays de ponto de venda. Nota de escopo: aplicável à laminação padrão de alta velocidade.
"Como estabilizar uma estrutura de papelão? – PopDisplay", https://popdisplay.me/how-to-make-a-cardboard-structure-stable/. Documentação técnica sobre química de adesivos explica como a absorção de umidade e a tensão superficial durante a cura do PVA causam instabilidade dimensional em substratos à base de celulose. Papel da evidência: validação técnica; tipo de fonte: livro didático de ciência dos materiais. Fundamentos: relação causal entre a cura do PVA e a deformação. Nota de escopo: aplica-se especificamente a adesivos à base de água em materiais porosos .
"[PDF] Torção do Papelão Ondulado – Causas e Soluções – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. Manuais de engenharia de embalagens descrevem como a construção balanceada do papelão e a adição de revestimentos equalizam a tensão em superfícies opostas para evitar o enrolamento. Papel da evidência: metodologia de engenharia; tipo de fonte: norma da indústria de embalagens. Apoia: a eficácia do balanceamento estrutural na correção da deformação. Nota de escopo: foca no equilíbrio da tensão mecânica. ↩
"Glossário da Indústria de Embalagens de Papelão Ondulado para Equipes de Controle de Qualidade", https://epssw.com/blog/corrugated-packaging-industry-glossary. Documentação técnica sobre engenharia estrutural de papelão ondulado, demonstrando como a adição de um revestimento duplex equilibra as tensões internas causadas pela secagem do PVA. Função da evidência: validação técnica; tipo de fonte: manual de engenharia. Apoia: o uso de revestimentos duplex para evitar deformações. Nota de escopo: especificamente aplicável a adesivos PVA .
"Quanto tempo leva para a cola PVA secar em madeira, papel e papelão? | lux-x", https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. Normas da indústria para tempos de cura de adesivos em embalagens de papel para atingir o equilíbrio de umidade e evitar instabilidade dimensional. Função da evidência: validação da especificação; tipo de fonte: norma de fabricação. Baseia-se em: o prazo de cura de 24 horas. Observação: o tempo real pode variar de acordo com a umidade ambiente. ↩
"Preparação de Adesivos para Papelão Ondulado – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Dados de ciência dos materiais comparando diferentes viscosidades de colas PVA e sua profundidade de penetração em substratos celulósicos porosos. Papel da evidência: prova empírica; tipo de fonte: ficha de propriedades químicas. Fundamentos: a correlação entre maior viscosidade e menor absorção de água. Nota de escopo: varia conforme a formulação da cola. ↩
"Displays de Ponto de Venda vs. Displays de Ponto de Compra: A Diferença – TPH Global Solutions", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/retail-pop-vs-pos-displays-what-you-need-to-know/. Verificação dos requisitos regulatórios específicos dos EUA (por exemplo, acessibilidade ADA e espaçamento GMA) que diferenciam as áreas de caixa dos corredores da loja. Papel da evidência: corroboração; tipo de fonte: normas legais/do setor. Apoia: a afirmação de que as áreas de ponto de compra e de ponto de venda têm restrições legais distintas. Nota de escopo: foco na legislação varejista dos EUA .
Paletes GMA "48×40" | Maior fabricante e fornecedor de paletes, https://www.palletone.com/products/gma-pallets/. Verifique as dimensões padrão do setor para paletes GMA para garantir a compatibilidade logística para displays de chão. Função da evidência: especificação técnica; tipo de fonte: padrão do setor. Suporta: o requisito de área de 48×40 polegadas. Observação de escopo: Padrão para logística de varejo na América do Norte .
"Capítulo 9: Elementos Integrados – Access-Board.gov", https://www.access-board.gov/ada/chapter/ch09/. Confirme os requisitos da ADA para alcance frontal, a fim de garantir que as vitrines de varejo sejam acessíveis a pessoas com deficiência. Função da evidência: conformidade legal; tipo de fonte: regulamentação governamental. Suporta: a janela de alcance específica para unidades de PDV. Nota de escopo: Específico para as diretrizes de acessibilidade da ADA dos EUA .
"Quais são as diretrizes da GMA para paletes da indústria alimentícia?", https://www.kampspallets.com/gma-pallet-guidelines/. Verificação das dimensões padrão para paletes da Grocery Manufacturers Association (GMA) para confirmar a área de 48×40 polegadas. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Suporte: Validação da área de contato dos paletes GMA. Observação sobre o escopo: Tamanho padrão de palete norte-americano. ↩
"Requisitos da ADA para Lojas de Varejo: Padrões e Conformidade", https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/ . Confirmação dos requisitos da Lei de Acessibilidade para Americanos com Deficiências (ADA) referentes à altura máxima para balcões de atendimento e transações acessíveis. Função da evidência: Conformidade legal; tipo de fonte: Regulamentação governamental. Suporta: Especificações de otimização de alcance da ADA. Observação sobre o escopo: Específico para a lei federal de acessibilidade dos EUA.
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. A documentação técnica sobre tolerâncias de embalagens de papelão ondulado confirma a folga necessária para evitar atrito e travamento por vácuo durante a extração. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: a medida específica da folga necessária para a remoção sem esforço. Observação: as tolerâncias podem variar de acordo com a espessura do papelão e o teor de umidade .
"Tolerância para a junta do fabricante no RSC – AICC Now", https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. Especificações técnicas de embalagem que confirmam que um deslocamento específico do perímetro minimiza o atrito entre as superfícies em materiais ondulados. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Apoia: a afirmação de que esse deslocamento reduz o atrito entre as superfícies onduladas. Nota de escopo: específico para aplicações em papelão ondulado .
"Bandejas Empilháveis – CoPack Connect", https://copackconnect.com/contract-packaging/nesting-trays/ . Diretrizes de engenharia sobre a aplicação de tolerâncias dinâmicas a componentes empilhados para garantir movimento sem atrito durante a extração. Papel da evidência: princípio de projeto; tipo de fonte: norma da indústria. Apoia: a afirmação de que a tolerância dinâmica garante a extração da bandeja sem atrito. Nota de escopo : foco no design industrial para displays de varejo empilhados.



