
Lançar um novo produto de consumo embalado é estressante. Você passa meses aperfeiçoando a fórmula, apenas para ver embalagens genéricas e frágeis de papelão destruírem sua visibilidade no varejo e prejudicarem as vendas.
Criar uma apresentação eficaz exige alinhar a mensagem visual da marca com padrões rigorosos de engenharia estrutural. Isso envolve selecionar o tipo de ondulação adequado do papelão, calcular os limites de carga dinâmica dos paletes, aplicar impressão localizada de alta visibilidade e garantir tolerâncias rígidas de umidade para assegurar um desempenho impecável em ambientes de varejo com grande fluxo de pessoas.
Mas conhecer a definição teórica não vai te salvar quando os paletes chegarem à doca de carga. Deixe-me mostrar como projetar unidades que dominem o corredor.
Como criar uma apresentação eficaz?
A verdadeira eficácia não se resume a gráficos chamativos; trata-se de sobreviver à jornada brutal de um contêiner de transporte até a loja física sem se transformar em papel sanfonado amassado.
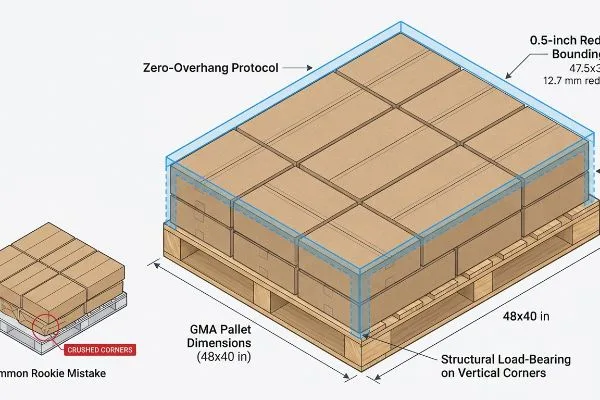
Criar uma apresentação eficaz exige protocolos rigorosos de caixa delimitadora sem saliências. Essa restrição de engenharia reduz a área ocupada pela caixa master em exatamente 12,7 mm (0,5 polegadas) dentro das dimensões padrão de paletes GMA, garantindo que os cantos verticais suportem a carga estrutural e eliminando completamente as falhas por compressão durante o transporte para as marcas.
Você pode ter a obra de arte mais linda do mundo, mas se os pontos estruturais falharem, toda a campanha estará fadada ao fracasso.
A geometria oculta dos paletes de suporte de carga
Muitas equipes de compras acreditam erroneamente que maximizar as dimensões de uma caixa master para acomodar mais unidades resulta automaticamente em maior eficiência no transporte. Elas aprovam caixas superdimensionadas com base unicamente em métricas de resistência do papelão ondulado bruto¹,presumindo que as ondulações reforçadas protegerão os produtos de consumo embalados (CPGs) durante o transporte para varejistas exigentes dos EUA, como Walmart ou Costco.
A armadilha para iniciantes aqui é ignorar como a física do empilhamento de paletes realmente funciona no mundo real. Vejo isso o tempo todo: um cliente empurra uma caixa de transporte apenas alguns milímetros além da borda de madeira do palete GMA (Associação de Fabricantes de Alimentos) para encaixar mais uma fileira. Mas quando esse canto fica saliente sobre o vão, ele não suporta nenhuma carga²,transferindo todo o peso para os painéis centrais mais frágeis. O resultado sensorial é um estalo alto e desagradável do papelão kraft virgem cedendo enquanto a camada inferior se curva visivelmente para fora. Para corrigir isso, sempre aplico uma regra rigorosa de zero saliência no CAD (Projeto Auxiliado por Computador), reduzindo artificialmente a área ocupada para que cada canto estrutural seja totalmente suportado. Esse simples ajuste matemático evita que meus clientes tenham que arcar com custos logísticos exorbitantes e impede semanas de reembalagem manual frustrante.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Borda saliente do palete de madeira | Redução da caixa delimitadora CAD de 0,5 polegadas (12,7 mm)3 | Elimina caixas amassadas na parte inferior |
| Apoiando-se na resistência do material plano | Alinhando todos os 4 cantos verticais estritamente sobre a madeira4 | Impede estornos massivos por parte dos varejistas |
| Estimando os limites da área de abrangência do transporte marítimo | Fixação de projetos em padrões de 48×40 polegadas (121,9×101,6 cm)5 | Agiliza o recebimento de mercadorias nos armazéns |
Eu nunca deixo que o desejo de um cliente por mais meio centímetro comprometa todo o envio do contêiner. Diminuir ligeiramente o tamanho da caixa garante que seus displays cheguem ao ponto de venda sem problemas.
🛠️ Mesa do Harvey: Será que suas caixas master estão cedendo sob o próprio peso durante o transporte marítimo? 👉 Solicite uma auditoria gratuita da sua lista de materiais ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são os 5 passos para criar uma apresentação?
A montagem de uma unidade de merchandising é uma operação altamente sequencial. Ignorar uma única fase de pré-produção acarretará em desalinhamentos massivos no chão de fábrica.
As 5 etapas de criação de um display envolvem o estabelecimento de modelos estruturais de corte, a aprovação de renderizações paramétricas 3D, o teste de protótipos de amostra em branco para capacidade de peso, a finalização da correspondência de cores de pré-impressão em alta resolução e a execução do corte e vinco CNC automatizado para garantir uma produção em massa impecável em lançamentos no varejo para marcas premium.
Embora esse fluxo de trabalho pareça simples no papel, o primeiro passo é onde a maioria dos lançamentos de marcas descarrila completamente.
Por que o modelo de linha de corte controla toda a linha do tempo
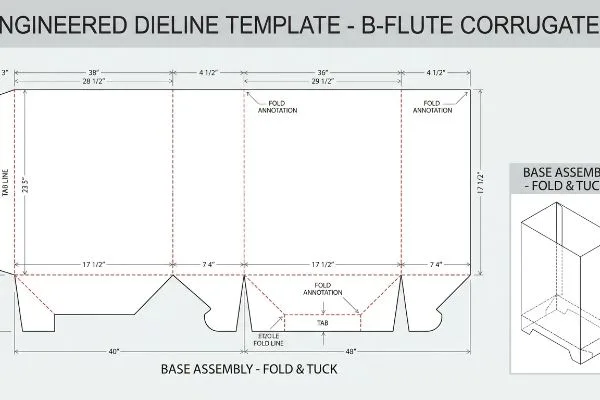
Uma abordagem comum para marcas emergentes é deixar que sua equipe de design gráfico crie primeiro a arte visual, usando tamanhos de tela arbitrários⁶com base no que fica bem na tela. Uma vez que a arte é aprovada, eles enviam esses gráficos planos para uma fábrica, esperando que o engenheiro estrutural dobre magicamente uma estrutura de papelão 3D em torno de suas imagens pré-existentes.
Os compradores frequentemente me perguntam por que suas artes precisam ser completamente redesenhadas, e eu preciso explicar que os gráficos não ditam a estrutura; a física é que dita a estrutura. Se você começar a colorir antes de eu lhe fornecer a planta estrutural, estará pintando uma casa que ainda não foi erguida. Lembro-me de ter visto um balconista de loja com dificuldades para montar um organizador de chão porque o designer gráfico desenhou abas de encaixe completamente desproporcionais à espessura física do papelão, resultando em bordas rasgadas e uma bagunça de fita adesiva transparente feia e pegajosa apenas para manter a base unida. Para evitar isso, o primeiro passo deve sempre ser a obtenção de um modelo de corte padronizado em formato PDFantes mesmo de uma única gota de tinta ser aplicada. Isso garante as tolerâncias exatas de dobrae evita que você pague o dobro por retrabalhos gráficos posteriormente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetar arte antes da aprovação estrutural | Começando com um gabarito em PDF pré-projetado9 | Garante um travamento perfeito das abas |
| Estimando a espessura da dobra | Utilizando software paramétrico de tolerância de curvatura10 | Impede rasgos durante a montagem |
| Envio de arquivos raster via web | Utilizando traços de cores vetoriais adequados11 | Mantém os gráficos impressos perfeitamente alinhados |
Exijo que todos os clientes comecem com meus modelos personalizados. Isso obriga a equipe de criação a respeitar as limitações físicas do papelão ondulado bruto, garantindo o cumprimento do prazo.
🛠️ Mesa do Harvey: Seus designers gráficos estão criando artes sem um projeto estrutural definido? 👉 Baixe meus modelos de corte padrão ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida.
Como criar expositores de produtos que se destaquem?
Captar a atenção do consumidor em um corredor lotado exige um impacto visual de alto contraste. Mas o que parece vibrante em um monitor retroiluminado muitas vezes não funciona bem nas fibras do papel.
Para criar displays de produtos impactantes, é necessário substituir a mistura óptica de pontos CMYK pela aplicação precisa de cores Pantone. Esse protocolo de impressão específico elimina completamente a granulação do meio-tom em papelão ondulado poroso, maximizando a visibilidade da marca em alto contraste e garantindo que as cores permaneçam incrivelmente vibrantes mesmo sob a forte iluminação fluorescente das lojas.

Para alcançar esse impacto visual de alta qualidade, é necessário compreender a relação química entre a tinta úmida e o papelão seco.
A armadilha de lama em meio-tom sobre papelão ondulado
As equipes de marketing frequentemente exportam seus logotipos corporativos em formatos de processo CMYK padrão (ciano, magenta, amarelo, preto), presumindo que a impressora corresponderá perfeitamente às suas diretrizes de marca digitais. Elas se baseiam na suposição de que as técnicas de impressão comercial padrão funcionam exatamente da mesma maneira em uma embalagem de varejo pesada como em uma capa de revista brilhante12.
Imagine imprimir em CMYK padrão em papelão marrom como tentar pintar uma obra-prima em aquarela em uma toalha de papel seca. A tinta simplesmente borra e fica borrada. Mesmo designers experientes costumam ignorar esse ponto cego, presumindo que a impressora só precisa ser "calibrada". Já fiz testes em que os minúsculos pontos de meio-tom sobrepostos foram absorvidos de forma tão irregular pela ondulação do papelque o logotipo vermelho vibrante da marca parecia uma mancha rosa granulada e desbotada sob as luzes da fábrica. A regra prática aqui é simples: nunca use pontos de processo para o seu logotipo principal. Eu sempre recomendo um protocolo de cor especial com preenchimentototal, misturando um único pigmento PMS (Pantone Matching System) denso que se deposita completamente uniforme no substrato. Isso garante que sua marca se destaque em meio ao ruído visual a 6 metros de distância, aumentando a taxa de compra por impulso, um fator crucial.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando CMYK para os logotipos principais da marca | Exigindo o uso rigoroso de cores PMS (Panela Pantone) em áreas com excesso de tinta15 | Oferece visibilidade nítida a partir de 6 metros (20 pés) |
| Ignorando as taxas de absorção das fibras de papel | Utilizando tintas pigmentadas de alta densidade16 | Impede o desbotamento das cores da marca |
| Baseando-se em provas de cor em tela | Varredura por espectrofotômetro físico17 | Garante consistência em todos os corredores |
Recuso-me a deixar que o lançamento de uma marca premium pareça barato por causa de pontos de meio-tom borrados. Optar por cores especiais é a maneira mais fácil de garantir domínio visual absoluto.
🛠️ Harvey's Desk: Preocupado com a possibilidade da cor da sua marca ficar desbotada e granulada em uma superfície de papelão ondulado? 👉 Solicite uma Prévia de Cores Gratuita ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Qual é a chave para tornar uma vitrine de produtos visualmente atraente?
Manter o apelo visual não se resume apenas à precisão das cores; trata-se de ocultar a estrutura mecânica subjacente para que o consumidor veja apenas uma mensagem de marketing impecável e de alta qualidade.
A chave para uma apresentação visualmente atraente de produtos é garantir uma margem de sangria rigorosa de 12,7 mm (0,5 polegadas) durante a pré-impressão. Essa sangria generosa funciona como uma rede de segurança contra o deslocamento mecânico na laminação litográfica, garantindo que a impressão envolva completamente todas as bordas expostas, sem falhas.
Se você não levar em conta como as máquinas montam fisicamente as peças, sua bela obra de arte literalmente exporá suas bordas brutas e marrons.
Dominando a litografia para um acabamento impecável
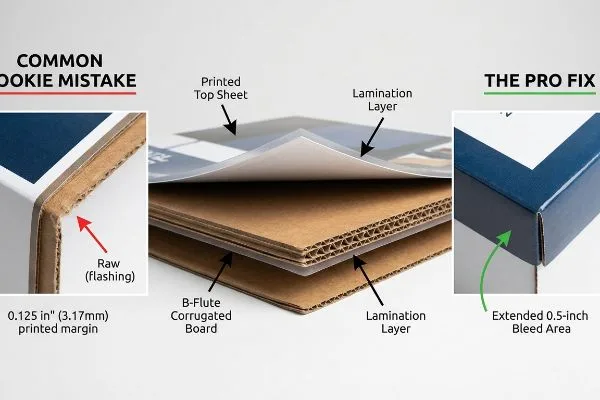
Designers gráficos comerciais padrão geralmente aplicam uma sangria básica de 0,125 polegadas (3,17 mm) a todos os seus arquivos digitais, o que é perfeitamente adequado para cartões de visita planos ou embalagens dobráveis finas. Eles presumem que essa margem padrão seja universalmente suficiente para cobrir quaisquer pequenas variações de corte em todos os tipos de embalagens de varejo nos EUA.
A armadilha oculta aqui é que a litografia-laminação — colar uma folha impressa sobre um cartão ondulado de alta espessura — envolve maquinário pesado que, inerentemente, sofre movimentação. Se você me der apenas 3 milímetros de margem extra para a arte, o processo automatizado de montagem ultrapassará essa margem de segurança. Já vi displays de cosméticos com "rebarbas", onde faixas visíveis de papelão marrom cru e felpudo aparecem nos cantos dobrados porque a arte não foi esticada o suficiente. Meu teste rápido para isso é rejeitar imediatamente arquivos de pré-impressão, a menos que tenham uma sangria mínima de 12,7 mm (0,5 polegadas) além das linhas de corte. Ao forçar a arte a esticar, garanto que, quando o cartão for dobrado em 90 graus, a arte se ajustará perfeitamente, mantendo uma estética impecável que protege o valor da sua marca.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando uma sangria de impressão padrão de 3 mm | Garantir uma margem de 0,5 polegadas (12,7 mm)19 | Esconde as bordas feias do papelão marrom |
| Ignorando o deslocamento mecânico da laminação20 | Adicionando gráficos estruturais envolventes | Mantém um visual premium e impecável |
| Supondo que as cortadoras automatizadas nunca se desviem21 | Estender os padrões de fundo para fora | Elimina as linhas brancas intermitentes desagradáveis |
Eu encontro esse erro milimétrico em quase todos os arquivos de novos clientes. Aumentar a sangria é a melhor garantia para manter sua apresentação visual impecável.
🛠️ Mesa do Harvey: Não tem certeza se o fundo da sua arte é longo o suficiente para resistir à mudança de laminação? 👉 Verifique suas margens de sangria ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
O que torna uma vitrine atraente?
A atratividade depende da simetria estrutural absoluta. Uma unidade que se inclina, se projeta ou se curva instantaneamente desencadeia uma desconfiança subconsciente do consumidor, não importa quão impressionantes sejam os gráficos.
Para tornar um display atraente, é necessário controlar rigorosamente a umidade do adesivo PVA durante a litografia. Utilizando protocolos precisos de peso de cura e especificando estruturas de papelão duplex balanceadas, os engenheiros evitam que o material ondulado bruto absorva água e sofra deformações severas, garantindo que todos os painéis estruturais permaneçam perfeitamente planos e simétricos.

Conseguir que um protótipo fique perfeitamente em pé em um escritório de design com temperatura controlada é fácil, mas eis a dura realidade quando você envia 500 deles para centros de distribuição úmidos.
Por que a laminação padrão empena no chão de fábrica
Os compradores muitas vezes presumem que a montagem de uma folha superior litográfica de alta qualidade em uma placa de papelão ondulado resultará permanentemente em um painel lateral perfeitamente plano e atraente. Eles se concentram inteiramente na resolução da impressão, ignorando completamente a reação química volátil que ocorre entre os adesivos úmidos22 e as fibras porosas do papel abaixo.
Na minha fábrica, observo rotineiramente os efeitos físicos desastrosos da tensão superficial da umidade descontrolada. Quando aplicamos cola PVA (acetato de polivinila) à base de água em um painel lateral enorme de 152,4 cm (60 polegadas), o revestimento de teste 32ECT (teste de esmagamento de borda) absorve instantaneamente o líquido. À medida que o adesivo cura e encolhe no ar ambiente da fábrica, cria uma imensa tensão superficial. Se não for controlada, já vi esses painéis gigantes se curvarem para dentro em até 35,5 mm (1,4 polegadas), parecendo uma batata frita deformada em vez de uma parede resistente de uma loja. Para corrigir isso, adotei um rigoroso "Protocolo de Peso de Cura", prendendo fisicamente as placas úmidas sob prensas de peso morto calculadas por 24 horas para forçar uma cura matematicamente plana. Além disso, redesenhei a geometria CAD para incluir um revestimento traseiro fino, neutralizando a tensão. Ao impor essa fase de estabilização de 24 horas, garanto que o tempo de montagem da embalagem conjunta diminua em pelo menos 20 segundos por unidade, economizando significativamente para os clientes em custos de mão de obra manual, ao mesmo tempo que entrego uma campanha de varejo visualmente impecável e perfeitamente alinhada.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Ignorando a retração do PVA à base de água23 | Protocolo de cura de peso morto de 24 horas | Garante que as prateleiras fiquem perfeitamente niveladas |
| Utilização de laminação unilateral em paredes grandes24 | Especificando backliners duplex balanceados25 | Impede que painéis grandes se curvem para dentro |
| Produção acelerada diretamente para o corte e vinco | Permitir que a umidade química evapore | Previne o atrito durante a embalagem conjunta |
Confio em química controlada, e não na sorte, para manter grandes estruturas perfeitamente retas. Combater a tensão superficial do adesivo é fundamental para se ter uma presença atraente e de alta qualidade na loja.
🛠️ Mesa do Harvey: Você sabe como seu fornecedor atual lida com a tensão de umidade do adesivo em grandes painéis estruturais? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor baseado apenas no baixo custo unitário, mas quando a umidade descontrolada do adesivo PVA causa uma deformação severa em um painel lateral de 1,5 metro em um armazém úmido, a curvatura estrutural resultante reduzirá a velocidade da sua linha de montagem em cerca de 30% e provocará rejeições imediatas por parte dos varejistas. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais nas etapas iniciais. Pare de adivinhar as tolerâncias mecânicas e deixe-me revisar pessoalmente seus arquivos estruturais por meio da minha Auditoria Prévia de Corte e Vinco gratuita ↗ para identificar erros críticos de laminação e saliência antes que cheguem à linha de produção.
"Previsão do Efeito da Saliência do Palete na Compressão da Caixa…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . As normas técnicas de embalagem explicam que as métricas de resistência do material, como o Teste de Compressão de Borda (ECT), medem a capacidade da matéria-prima, mas não levam em consideração a perda catastrófica de integridade estrutural causada pela saliência do palete.
"[PDF] Investigação do Efeito de Caixas de Papelão Ondulado na Distribuição de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Normas de engenharia de embalagens quantificam a perda significativa de resistência à compressão vertical que ocorre quando as caixas de papelão ondulado se projetam além das bordas dos paletes, confirmando que cantos sem suporte não podem suportar carga]. Papel da evidência: verificação técnica;de embalagens. Suportes: falha estrutural causada pela saliência do palete. Nota de escopo: refere-se especificamente a contêineres de papelão ondulado para transporte. indústria
"Montagem Fácil – Displays Personalizados para Paletes no Varejo", https://blingblingpackaging.com/pop-displays/pallet-displays/. As normas técnicas de projeto para displays de ponto de venda geralmente exigem uma pequena redução nas dimensões para compensar as tolerâncias de fabricação e evitar saliências. Função da evidência: especificação técnica; tipo de fonte: diretriz de engenharia. Suportes: prevenção do esmagamento da caixa na camada inferior. Nota de escopo: aplicável a displays de papelão ondulado para transporte. ↩
"Expositores em Paletes: Melhores Práticas para Posicionamento de Produtos | TPH Global", https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/positioning-products-on-pallet-displays/. A integridade estrutural em embalagens de papelão ondulado depende da distribuição das cargas de compressão vertical pelos pontos de suporte mais rígidos do palete. Papel da evidência: princípio estrutural; tipo de fonte: manual de embalagem. Benefícios: prevenção de falhas estruturais e cobranças adicionais ao varejista. Nota de escopo: especificamente para expositores de papelão com função de suporte de carga. ↩
"Tamanhos padrão de paletes | Com tabela – Kamps Pallets", https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . O tamanho padrão de paletes da Grocery Manufacturers Association (GMA) é a principal referência logística para o recebimento de mercadorias no varejo e em armazéns na América do Norte. Função da evidência: padrão da indústria; tipo de fonte: regulamentação logística. Benefícios: eficiência das docas de recebimento em armazéns. Observação sobre o escopo: foco principal no mercado norte-americano.
"Guia de Preparação de Design de Embalagens: Arquivos de Arte, Linhas de Corte e Sangria", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide . [Manuais profissionais de produção de embalagens detalham as falhas sistêmicas que ocorrem quando os recursos gráficos são criados antes da linha de corte estrutural]. Papel da evidência: contexto; tipo de fonte: manual do setor. Apoia: a afirmação de que pular a fase da linha de corte causa desalinhamentos na produção. Nota de escopo : Aplica-se à fabricação de displays para varejo e pontos de venda.
"Wordline de Embalagem – Um Guia Abrangente", https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqspRtQh2tlF1kPeZLZeAsVAndgoPBZlpwAeMZZOS9Aj2mEb5sg. [Um guia da indústria ou manual de engenharia de embalagens confirmaria que estabelecer os gabaritos de corte antes do design gráfico evita falhas estruturais e revisões dispendiosas]. Função da evidência: validação do processo; tipo de fonte: manual da indústria. Suporta: Sequenciamento do fluxo de trabalho. Nota de escopo: Aplicável a displays de papelão ondulado e cartão. ↩
"Guia completo de linhas de corte em embalagens e impressões personalizadas", https://gentlever.com/dielines-for-custom-packaging-and-printing/. [Especificações técnicas sobre design de embalagens explicam como as linhas de corte levam em consideração a espessura do material para garantir dobragem e montagem precisas]. Papel da evidência: especificação técnica; tipo de fonte: livro didático de engenharia. Suporte: Integridade estrutural. Nota de escopo: Específico para espessura física do material. ↩
"Visão geral de linhas de corte para embalagens em PDF – Scribd", https://www.scribd.com/document/830418794/Packaging-Dieline-Guide. [Uma fonte confiável sobre engenharia de embalagens explica como as linhas de corte pré-fabricadas garantem a integridade estrutural e o encaixe preciso das abas]. Função da evidência: validação técnica; tipo de fonte: manual da indústria. Suporte: precisão estrutural. Observação sobre o escopo: Específico para displays de papelão ondulado. ↩
"Dobramento de Chapas Metálicas – Métodos, Dicas de Projeto e Fator K – Fractory", https://fractory.com/sheet-metal-bending/. [Literatura técnica sobre ciência dos materiais e software de dobra detalha como o cálculo da tolerância de dobra previne falhas e rasgos no material]. Papel da evidência: validação técnica; tipo de fonte: livro didático de engenharia. Baseia-se em: durabilidade do material. Nota de escopo: Aplica-se a substratos de alta espessura. ↩
"Raster vs Vetor e Como Converter Imagens Raster para… – YouTube", https://www.youtube.com/watch?v=iWXsxmBXUQ8. [Os padrões da indústria gráfica explicam por que as cores especiais baseadas em vetores evitam alterações de registro e mantêm o alinhamento em comparação com arquivos raster]. Função da evidência: validação técnica; tipo de fonte: guia de padrões de impressão. Suporte: qualidade de impressão. Observação sobre o escopo: Foca-se em impressão comercial de grande formato. ↩
"Revestimentos para Embalagens de Papelão Ondulado – Revista Industrial Print", https://industrialprintmagazine.com/coatings-for-corrugated-packaging-improving-adhesion-and-print-quality/. [Uma fonte confiável sobre substratos de impressão explicaria a disparidade na absorção de tinta e no ganho de ponto entre o papelão ondulado poroso e não revestido e o papel revestido para revistas]. Papel da evidência: contraste técnico; tipo de fonte: manual de produção gráfica. Argumenta: a premissa de que os resultados de impressão variam de acordo com o substrato. Nota de escopo: limitado à interação tinta-substrato. ↩
"[PDF] 1. Ganho de ponto é o aumento do tamanho dos pontos de meio-tom à medida que a tinta é absorvida em…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [A documentação técnica sobre porosidade do substrato explica como as fibras brutas do papelão ondulado causam absorção irregular de tinta e ganho de ponto excessivo na impressão em processo]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria gráfica. Apoia: a afirmação de que os padrões de meio-tom borram no papelão cru. Nota de escopo: aplica-se especificamente a substratos porosos não revestidos. ↩
"PMS vs CMYK para Embalagens: Qual é o Melhor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Os padrões da indústria para gerenciamento de cores especificam que camadas de tinta de cor sólida proporcionam opacidade e cobertura superiores em materiais porosos em comparação com a mistura de pontos CMYK]. Papel da evidência: especificação técnica; tipo de fonte: livro didático de ciência da impressão. Argumentos: a superioridade das cores PMS para marcas de alto contraste. Nota de escopo: limitado ao uso de tintas pigmentadas pré-misturadas. ↩
"CMYK vs. Cores Especiais: Qual Processo é o Melhor | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Guias de impressão oficiais explicam como as cores especiais do Sistema de Cores Pantone (PMS) proporcionam maior saturação e consistência visual em substratos porosos em comparação com as misturas de cores CMYK]. Papel da evidência: verificação técnica; tipo de fonte: norma da indústria gráfica. Apoia: o uso de cores especiais para marcas de alta visibilidade. Nota de escopo: aplica-se especificamente a materiais ondulados e não revestidos. ↩
"O efeito de corantes no teor de metais pesados em papel reciclado…", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Pesquisa em ciência dos materiais descreve como tintas pigmentadas de alta densidade minimizam a penetração no substrato e a absorção de tinta pelas fibras do papel cru, prevenindo a dessaturação da cor]. Papel da evidência: verificação técnica; tipo de fonte: periódico de química de tintas. Fundamentos: prevenção do desbotamento das cores em papelão absorvente. Nota de escopo: específico para substratos de alta absorção. ↩
"Cores que correspondem ao que já existe. Isto é um dispositivo portátil…", https://www.instagram.com/reel/DXYINMFColM/. [As normas de gestão de cores detalham como os espectrofotômetros medem a refletância espectral absoluta para garantir a consistência das cores em diferentes lotes de produção física, superando a variabilidade das provas de cor RGB em tela]. Função da evidência: verificação técnica; tipo de fonte: manual de ciência das cores. Apoia: a necessidade de medição física para a consistência no varejo. Nota de escopo: foco na variação Delta E. ↩
"Como posso determinar a sangria ideal?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Os padrões da indústria de impressão comercial geralmente estabelecem 0,125 polegadas como a sangria padrão para materiais impressos comuns, como cartões de visita e brochuras. Papel da evidência: referência do setor; tipo de fonte: especificação técnica de impressão. Apoia: a afirmação de que essa é a margem padrão usada por designers. Observação sobre o escopo: aplica-se principalmente a substratos planos ou finos. ]
"Design com Sangria Total: Como Projetar Corretamente para Impressão com Sangria Total", https://www.printivity.com/insights/full-bleed-design-how-to-properly-design-bleeds. Os padrões da indústria gráfica especificam a largura de margem necessária para compensar as variações de dobra e corte em substratos de papelão. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria gráfica. Suportes: margens necessárias para ocultação de bordas. Nota de escopo: especificamente para materiais ondulados de grande formato. ↩
"O Papel da Laminação no Processo de Filmes de Embalagem Flexíveis", https://www.packagingstrategies.com/articles/98661-the-role-of-laminating-in-the-flexible-packaging-film-process. Guias técnicos de fabricação explicam o fenômeno em que substratos impressos se deslocam durante a aplicação de filmes de laminação, levando ao desalinhamento. Papel da evidência: definição conceitual; tipo de fonte: guia de fabricação. Suporte: causa de falhas no acabamento sem emendas. Nota de escopo: aplica-se tanto à laminação térmica quanto à laminação sensível à pressão. ↩
"Tolerância de Corte para Impressão | Suporte – Smartpress", https://smartpress.com/support/printing-basics/cutting-tolerance-for-print?srsltid=AfmBOoqdJMNRdLMYzUJigPJPySThj3sIH4jNDQKQFB9Cwj3fm-Szwtnd. As especificações técnicas para máquinas de corte automatizadas documentam as tolerâncias inerentes e o potencial de desvio mecânico durante o processo de corte e vinco. Papel da evidência: verificação factual; tipo de fonte: documento técnico. Apoia: a necessidade de estender os padrões de fundo. Nota de escopo: o desvio varia de acordo com a precisão da máquina e a estabilidade do substrato. ↩
"[PDF] Adesivos com Materiais de Madeira - Formação e Desempenho da Ligação", https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr190/chapter_10.pdf. [Uma fonte técnica sobre adesivos para embalagens explicaria a reação higroscópica, na qual a água do adesivo faz com que as fibras de celulose inchem e contraiam de forma irregular]. Papel da evidência: explicação técnica; tipo de fonte: periódico de ciência dos materiais. Fundamentos: o mecanismo de empenamento estrutural. Nota de escopo: limitado a sistemas adesivos à base de água, como o PVA. ↩
"Adesivo à base de água – Web Picture Frames", https://www.webpictureframes.com/glossary/water-based-adhesive. [A documentação técnica sobre adesivos confirma que o acetato de polivinila (PVA) à base de água encolhe à medida que a umidade evapora, criando tensão que deforma os substratos]. Papel da evidência: Validação técnica; tipo de fonte: Manual de ciência dos materiais. Argumentos: Causa da instabilidade estrutural em unidades de exibição. Nota de escopo: Aplica-se especificamente a adesivos à base de água .
"Laminação unilateral faça você mesmo – YouTube", https://www.youtube.com/watch?v=l4QgITDLDHI. [Fontes de engenharia mecânica explicam que a laminação assimétrica cria tensão superficial desigual, forçando o substrato a curvar-se ou arquear-se em direção ao lado laminado]. Papel da evidência: Verificação de lei física; tipo de fonte: Especificação de fabricação. Suporte: A explicação para o arqueamento em telas de grande formato. Nota de escopo: Focado em substratos de grande formato. ↩
"Papelão Duplex vs. Papelão Dobrável: Comparação Detalhada", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [As normas da indústria para fabricação de impressão e displays especificam o uso de liners balanceados para equalizar a tensão em um painel e garantir a planicidade]. Função da evidência: Verificação da solução; tipo de fonte: Melhores práticas da indústria. Suportes: O método para evitar curvatura estrutural. Nota de escopo: Padrão para displays de varejo de alta qualidade. ↩



