
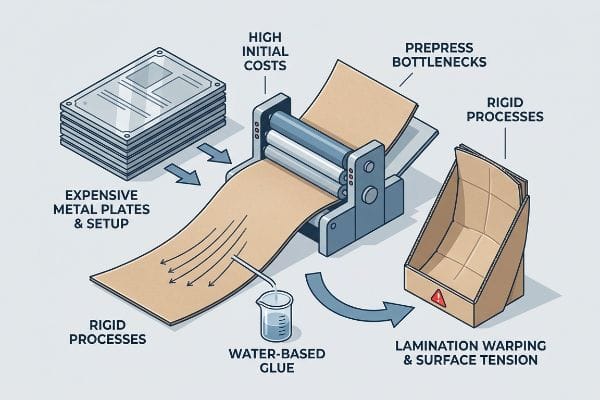
Se você depender exclusivamente da litografia tradicional para displays de varejo, estará expondo sua cadeia de suprimentos a tensões químicas ocultas, gargalos enormes na pré-impressão e custos rígidos de configuração.
As desvantagens da impressão litográfica incluem altos custos iniciais de preparação, chapas metálicas caras e processos obrigatórios de adesão úmida. A laminação litográfica utiliza inerentemente cola à base de água em grandes superfícies de papelão, gerando uma imensa tensão superficial que pode comprometer a integridade estrutural se não for curada meticulosamente sob pesos estáticos precisos na fábrica.
Embora a impressão offset ofereça fidelidade visual inegável, compreender suas limitações físicas é a única maneira de evitar que uma impressão de alta qualidade danifique uma estrutura de papelão resistente.
Quais são as desvantagens da litografia?
A principal vulnerabilidade não é a tinta; é a própria mecânica de unir o papel molhado à estrutura rígida das ranhuras.
As desvantagens da litografia decorrem principalmente de conflitos estruturais de laminação. Como as impressoras litográficas imprimem em uma folha superior separada, é necessário o uso de adesivos de acetato de polivinila à base de água para a montagem em substratos ondulados, expondo toda a placa de exibição à forte absorção de umidade, ao inchaço das fibras e à curvatura mecânica.
Ao se ultrapassar a beleza teórica de uma prova digital, o chão de fábrica revela a brutal realidade química da laminação úmida.
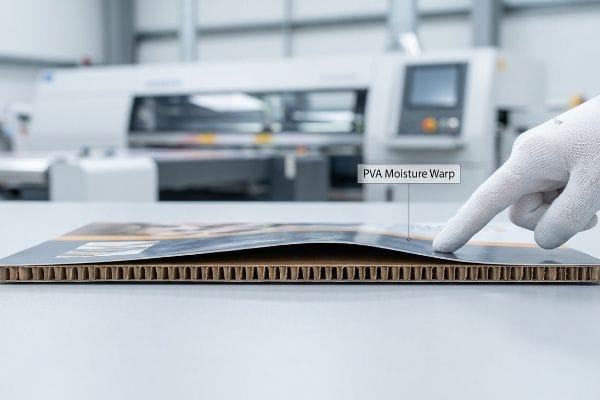
A distorção de urdidura causada pela umidade do PVA
Ao auditar programas de exibição de clientes, vejo constantemente marcas ignorando completamente a realidade química da litografia-laminação. Elas presumem que a montagem de uma folha impressa de alta resolução em uma placa de papelão ondulado rígido resulta em um painel estrutural perfeitamente plano. Esquecem-se de que os processos litográficos tradicionais exigem o uso de adesivos de PVA (acetato de polivinila) à base de água¹ em grandes áreas. Sem o devido planejamento, essa umidade ataca inerentemente a rede de fibras do papel² , comprometendo a rigidez estrutural antes mesmo do início da fase de corte e vinco.
Na minha empresa, vejo rotineiramente equipes de compras exigindo painéis laterais enormes, com 152,4 cm (60 polegadas) de altura, impressos por litografia para obter o máximo impacto gráfico, ignorando completamente a tensão química. Isso não é apenas teoria — vejo isso acontecer na área de testes quando a cola PVA úmida cura no ar ambiente da fábrica. O adesivo encolhe, criando uma imensa tensão superficial³que faz com que um painel de teste padrão de parede simples se curve agressivamente para dentro como uma batata frita, resultando em uma queda devastadora de 4,2% na capacidade de carga vertical⁴durante o Teste de Compressão de Borda TAPPI (Associação Técnica da Indústria de Celulose e Papel) T811. Assim que a equipe de compras me permitiu ajustar sua planilha simplificada demais, implementei um protocolo rigoroso de peso de cura. Empilhei as placas recém-laminadas sob placas de pressão com peso morto preciso por 24 horas para forçar uma cura plana e introduzi uma estrutura de placa duplex balanceada para neutralizar a tensão do polímero. Ao neutralizar essa deformação interna, garanti que os cantos estruturais mantivessem sua total resistência perpendicular, eliminando o risco de tombamento de expositores com o centro de gravidade muito alto e evitando ao cliente taxas de rejeição imediatas por parte dos varejistas, tudo isso mantendo a enorme capacidade logística de embalagens planas, onde um contêiner de papelão ondulado plano e sem deformações substitui quatro contêineres de displays rígidos totalmente montados.
| Métrica/Característica | Abordagem litográfica genérica | Realidade projetada |
|---|---|---|
| Cura adesiva | Cura em temperatura ambiente com secagem ao ar | supino com peso morto de 24 horas5 |
| Tensão superficial | Ignorado, causando curvatura da prancha6 | back-liner duplex balanceado |
| Rendimento de esmagamento de borda | Gotas sob estresse hídrico | Mantém 100% da resistência ECT7 |
Recuso-me a deixar que a química úmida destrua a física. Uma impressão litográfica de alta qualidade é absolutamente inútil se a tensão da cola PVA deformar permanentemente seu expositor de varejo robusto antes mesmo de chegar ao cais de expedição.
🛠️ Mesa do Harvey: Os painéis laterais altos, laminados em relevo, estão se curvando para dentro, comprometendo a capacidade de carga dinâmica da sua mesa? 👉 Solicite uma Avaliação de Planicidade Estrutural Gratuita ↗ — Analiso pessoalmente cada projeto de estrutura em até 24 horas.
O que é melhor, uma impressão ou uma litografia?
A escolha entre impressão digital e litografia tradicional depende inteiramente da escala de volume da sua campanha de varejo e da rapidez com que precisa chegar ao mercado.
A comparação entre impressão padrão e litografia depende da finalidade do processo. A litografia utiliza chapas metálicas gravadas e cilindros offset para oferecer consistência de cores incomparável e de alta fidelidade em grandes tiragens. Por outro lado, a impressão digital direta em placa utiliza polímeros líquidos curados por UV, eliminando o tempo de preparação e oferecendo extrema agilidade para campanhas de tiragem curta.

Para fazer a escolha logística correta, é preciso deixar de lado o jargão de marketing e observar especificamente como a tinta interage fisicamente com o substrato de papelão.
A vantagem da polimerização instantânea versus o padrão de alta fidelidade
Do ponto de vista estritamente de fabricação, a litografia tradicional e a impressão digital UV (ultravioleta) direta na placa resolvem equações mecânicas completamente diferentes. A litografia aplica uma camada extremamente fina de tinta a uma folha superior revestida independente, que é posteriormente colada à estrutura ondulada do papelão, garantindo brilho máximo e consistência absoluta de cor Delta-E em dezenas de milhares de unidades8.No entanto, a impressão digital moderna dispensa completamente a etapa de laminação secundária, aplicando tinta líquida diretamente sobre o papelão ondulado bruto9.
A principal diferença de engenharia reside na química de cura e nos requisitos de ferramentas. A litografia offset requer chapas de alumínio personalizadascaras¹⁰ e adesivos PVA úmidos, o que cria um gargalo significativo na pré-impressão, mas reduz drasticamente o custo unitário em grandes produções para o varejo. Em contraste, a impressão digital plana utiliza uma reação de polimerização instantânea¹¹.Cabeças de impressão especializadas aplicam tinta líquida enquanto feixes de luz UV curam instantaneamente essa tinta, transformando-a em um filme de polímero sólido e durável no exato milissegundo em que atinge a placa porosa. Isso impede completamente que a tinta penetre nas fibras do papel, garantindo uma imagem nítida sem a necessidade de uma camada superior revestida. Por eliminar a necessidade de chapas metálicas e longos tempos de secagem do adesivo, esse método de impressão direta na placa oferece agilidade incomparável, permitindo que os engenheiros criem protótipos e executem displays estruturais de tiragem limitada rapidamente, evitando completamente os riscos de deformação química associados à laminação úmida.
| Métrica/Característica | Litografia-Laminação | Mesa digital UV |
|---|---|---|
| Custo das ferramentas | Placas metálicas iniciais de alta qualidade | Custo físico zero da placa12 |
| Processo de substrato | Folha revestida colada à placa | Jateamento direto para a bordo |
| Mecanismo de cura | Secagem por evaporação da umidade13 | Polimerização UV instantânea14 |
Sempre aconselho os compradores a adequarem seu método de impressão diretamente à velocidade de sua cadeia de suprimentos. Use a litografia-laminação para proteger rigorosamente a identidade visual da sua marca em grandes tiragens, mas opte pela impressão digital UV quando a velocidade for essencial.
🛠️ Harvey's Desk: Seu método de impressão atual está aumentando as quantidades mínimas de pedido e prejudicando seus lançamentos promocionais rápidos? 👉 Solicite uma Avaliação Gratuita da Sua Metodologia de Impressão ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
A impressão litográfica é melhor que a digital?
Declarar um método superior ao outro é uma armadilha; a litografia ganha em termos de economia de volume, mas introduz enormes riscos de tolerância mecânica durante a fase física de corte e vinco.
Sim. A litografia é superior à impressão digital exclusivamente para consistência de cores em grandes volumes, mas exige tolerâncias físicas de fabricação significativamente maiores. Como a litografia envolve a colagem física de uma folha impressa separada em papelão ondulado espesso, ela é altamente suscetível a deslocamentos mecânicos de laminação, exigindo margens de sangria rigorosas para evitar bordas expostas.
O que os designers gráficos idealizam em um monitor de computador raramente se traduz perfeitamente para a realidade caótica e de alta velocidade de uma máquina de montagem de litografia e laminação.
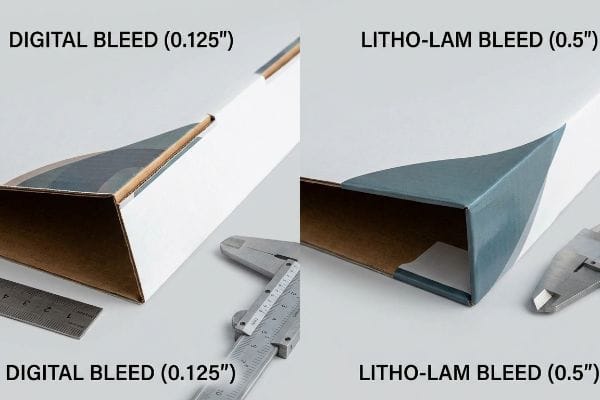
Mandato de Sangria de Deslocamento Litográfico
Ao avaliar arquivos de pré-impressão estrutural, vejo constantemente designers gráficos comerciais aplicando sangrias padrão de impressão digital de 0,125 polegadas (3,17 mm) em cortes de displays de papelão ondulado grosso. Eles presumem que uma folha superior laminada litográfica pode ser cortada com a mesma precisão microscópica que uma impressão digital direta no papelão. Eles compreendem erroneamente que o processo físico de prensar e colar papel úmido em papelão grosso envolve inerentemente máquinas de montagem automatizadas, o que introduz uma tolerância de deriva física muito maior que a impressão digital padrão evita completamente .
Isso não é apenas teoria — aprendi isso da maneira mais difícil no ano passado, quando pedi ao meu engenheiro-chefe de pré-impressão, Mark, para executar um teste de um display de chão complexo e encaixável usando o gabarito digital padrão de um cliente. A falha ocorreu logo na montagem. O projeto dependia de uma margem de sangria comercial microscópica, ignorando completamente o deslizamento mecânico da esteira de laminação automática . Lembro-me especificamente do estalo repetitivo e estridente da lâmina de aço perfurando o papelão grosso, seguido pela constatação imediata de que a folha superior havia se deslocado ligeiramente durante a colagem. O resultado foi uma rebarba severa — bordas feias e cruas do papel marrom expostas perfeitamente ao longo das linhas de dobra de 90 graus altamente visíveis do cabeçalho principal. Para corrigir isso, imediatamente levei o trabalho de volta ao software RIP (Processador de Imagem Raster), recalculei matematicamente o deslocamento mecânico das esteiras de laminação e projetei uma margem de sangria mínima rigorosa de 12,7 mm (0,5 polegadas) além de cada linha de corte física. Essa sangria maciça e obrigatória funciona como uma rede de segurança projetada contra o deslocamento da laminação, garantindo que a impressão gráfica envolva perfeitamente todas as bordas e evitando um defeito visual que teria provocado uma taxa de rejeição de 100% por parte dos varejistas em um lançamento de produtos cosméticos premium .
| Métrica/Característica | Sangramento digital genérico | Realidade Litho-Lam |
|---|---|---|
| Margem de Sangria | 0,125 polegadas (3,17 mm)18 | 0,5 polegadas (12,7 mm) mínimo19 |
| Cobertura de borda | Falha durante a troca de folhas | Envoltório visual de borda de 100% |
| Tolerância da máquina | Microprecisão estática | Deslocamento dinâmico de laminação20 |
Eu perco tempo e dinheiro no meu laboratório de pré-impressão para que você não perca lucros no ponto de venda. É preciso respeitar a variação mecânica da laminadora para evitar falhas visuais catastróficas.
🛠️ Mesa do Harvey: Será que os designers da sua agência estão, sem querer, inserindo o efeito de borda litográfica nos seus displays de grande porte para o varejo? 👉 Solicite uma verificação gratuita da tolerância de corte e vinco na pré-impressão ↗ — Sem intermediários. Você fala diretamente com os engenheiros estruturais.
Quantas vezes você pode usar uma pedra litográfica?
Enquanto a litografia histórica utilizava calcário permanente, a fabricação moderna de papelão ondulado depende de placas de alumínio que se degradam rapidamente e de matrizes de corte de madeira porosas que, de forma alguma, duram para sempre.
Não é possível reutilizar indefinidamente as ferramentas modernas de litografia. Enquanto as pedras históricas eram reutilizáveis, a litografia industrial em papel ondulado utiliza finas chapas de impressão de alumínio e matrizes de aço para impressão em madeira. Essas ferramentas estruturais altamente sensíveis sofrem desgaste microscópico severo, deformação por umidade ambiente e fadiga das lâminas, exigindo ciclos frequentes de substituição para manter a qualidade comercial.

Tentar prolongar a vida útil das suas ferramentas físicas de fabricação para economizar alguns dólares inicialmente é a maneira mais rápida de sabotar o lançamento de um produto em larga escala no varejo.
A armadilha da degradação das ferramentas
Ao analisar contratos de fornecimento de displays de longo prazo, vejo constantemente equipes de compras exigindo que minha fábrica reutilize as mesmas chapas litográficas e matrizes de corte estrutural em vários pedidos sazonais para evitar uma taxa padrão de ferramental. Elas tratam as ferramentas de fabricação como ativos permanentes e indestrutíveis, em vez de componentes físicos que se degradam ativamente. Ignoram a realidade material de que as matrizes de corte de aço padrão são embutidas em compensado bruto21e que as chapas de alumínio offset sofrem arranhões superficiais microscópicos22 durante operações de alimentação de folhas abrasivas em alta velocidade.
Na minha empresa, vejo rotineiramente compradores pressionando por um terceiro ou quarto pedido usando ferramentas com seis meses de uso, completamente alheios às leis da física ambiental de um armazém sem climatização. Isso não é apenas teoria — vejo isso acontecer na área de testes quando pego uma placa de madeira antiga e porosa que absorveu ativamente a umidade ambiente da fábrica por meio ano. A madeira incha e deforma, empurrando as lâminas de vinco de aço23 para fora do alinhamento exato de 90 graus. Quando meço o resultado do primeiro golpe com um micrômetro digital, encontro um desvio catastrófico de 1,01 mm (0,04 polegadas) em uma dobra primária de sustentação24, comprometendo imediatamente a resistência estrutural da placa ao esmagamento. Assim que a equipe de compras me permitiu abandonar sua diretriz obsoleta de redução de custos, instituí um Protocolo Obrigatório de Ferramentas Novas. Determino rigorosamente a gravação a laser de uma matriz de aço totalmente nova e a gravação de novas chapas de offset para cada lote de produção principal. Ao não abrir mão de metal novo, garanto uma precisão de corte absolutamente impecável, assegurando que o tempo final de montagem da embalagem seja reduzido em até 25% devido ao travamento perfeito e sem atrito das abas.
| Métrica/Característica | Ferramentas antigas reutilizadas | Protocolo de ferramentas novas |
|---|---|---|
| Material base do molde | Compensado deformado pela umidade25 | Placa recém-cortada a laser |
| Alinhamento da lâmina | Desvio mecânico grave26 | Desvio absoluto do zero verdadeiro |
| Conjunto de abas | Alto atrito, rasgando | Trava de aba limpa e sem atrito27 |
Jamais permitirei que um pedaço de madeira antiga e empenada determine a sobrevivência estrutural de um expositor robusto. Investir em novas ferramentas de metal é um seguro obrigatório, não uma despesa opcional.
🛠️ Mesa do Harvey: Seu fornecedor atual está reutilizando silenciosamente matrizes de corte deformadas pela umidade e sabotando a velocidade de montagem de seus displays de papelão ondulado? 👉 Solicite uma Auditoria Gratuita de Integridade Estrutural de Ferramentas ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Ignorar as brutais realidades físicas da tensão da umidade do PVA, da deformação mecânica da laminação e da deformação das ferramentas degradadas irá comprometer seriamente o seu retorno sobre o investimento (ROI) no envio, antes mesmo que seus promotores de vendas cheguem à loja. Essa mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm em um grande lançamento nacional, antes da produção. Pare de deixar que tolerâncias invisíveis de fabricação sabotem sua campanha; permita-me analisar seus arquivos estruturais por meio da minha Auditoria Gratuita de Pré-impressão e Ferramentas Litho-Lam ↗ para garantir matematicamente um empacotamento sem atritos e uma execução impecável no varejo.
"Laminação à base de água | Embalagens flexíveis com baixo odor", https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOooKg4cBx0YDUfj315v5U088Gb2s9fknKx50qXgmy2HQ5MJ_APtl. [As normas da indústria para litografia-laminação documentam a necessidade de acetato de polivinila à base de água para a colagem de revestimentos impressos em papelão ondulado]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria de embalagens. Suporte: requisitos químicos da litografia. Nota de escopo: métodos tradicionais de colagem úmida. ↩
"Influência da composição da fibra e das condições de secagem na rigidez à flexão…", https://bioresources.cnr.ncsu.edu/resources/influence-of-fiber-composition-and-drying-conditions-on-the-bending-stiffness-of-paper/. [Estudos de ciência dos materiais explicam como a umidade de adesivos aquosos penetra nas fibras de celulose, causando inchaço e reduzindo a rigidez estrutural]. Papel da evidência: mecanismo causal; tipo de fonte: periódico de ciência dos materiais. Fundamentos: degradação da fibra induzida pela umidade. Nota de escopo: aplica-se a substratos de papel celulósico. ↩
"Eliminando a deformação em papelão ondulado com o uso adequado de…", https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io . [As fichas técnicas de propriedades químicas do acetato de polivinila descrevem o processo de contração durante a evaporação da água, que induz tensão mecânica no substrato]. Papel da evidência: explicação mecânica; tipo de fonte: ficha técnica de propriedades químicas/revista de ciência dos materiais. Argumentos: a causa principal da deformação. Nota de escopo: específico para adesivos à base de água.
"Medições de Campo Completo no Teste de Compressão de Borda de Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. [Relatórios técnicos sobre o desempenho de papelão ondulado validariam a correlação entre a deformação induzida por adesivo e a redução nos valores do Teste de Compressão de Borda (ECT)]. Papel da evidência: verificação quantitativa; tipo de fonte: norma técnica/relatório da indústria. Apoia: o impacto da retração do PVA na resistência estrutural. Nota de escopo: específico para o teste T811 .
"Preparação de Adesivos para Papelão Ondulado – Pkg Solutions", http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. [Os guias técnicos de engenharia para litografia-laminação especificariam a duração e a pressão necessárias para que os adesivos PVA se estabilizem sem deformar]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: processo de cura otimizado para arquitetura de ondulação rígida. Nota de escopo: aplica-se a soluções de papelão ondulado de alta qualidade. ↩
"Identificação de características geométricas do papelão ondulado usando…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/. [A literatura de ciência dos materiais sobre expansão higroscópica descreve como a tensão superficial desequilibrada causada pela aplicação de umidade provoca curvatura em placas compostas]. Papel da evidência: mecanismo causal; tipo de fonte: livro didático acadêmico. Apoio: causa da distorção por empenamento em litografia genérica. Nota de escopo: específico para aplicação de papel úmido em mídias caneladas .
"Estimativa da resistência ao esmagamento de borda de papelão ondulado usando…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Dados de testes padronizados da TAPPI ou ASTM forneceriam parâmetros de referência para a retenção da resistência ao esmagamento de borda (ECT) sob diversas condições de cura do adesivo]. Papel da evidência: métrica de desempenho; tipo de fonte: norma técnica. Aplica-se a: integridade estrutural de papelão ondulado de engenharia. Nota de escopo: refere-se especificamente à métrica do Teste de Esmagamento de Borda .
"Impressão Digital vs. Litográfica: Qual a Diferença? – Solopress", https://www.solopress.com/blog/print-inspiration/digital-vs-lithographic-printing-whats-the-difference/ . [Um manual técnico da indústria ou um artigo científico sobre cores comprovaria que a litografia mantém uma variação Delta-E menor em produções de alto volume do que as alternativas digitais]. Papel da evidência: validação técnica; tipo de fonte: norma técnica. Argumentos: superioridade da litografia em termos de consistência de cores. Nota de escopo: Aplica-se especificamente a tiragens industriais em larga escala.
"Qual o melhor processo de impressão para embalagens de papelão ondulado?", https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging . [Especificações técnicas de fabricantes de impressoras digitais confirmam que a impressão UV direta no papelão elimina a necessidade de uma camada superior revestida separada]. Papel da evidência: verificação do processo; tipo de fonte: especificação técnica do fabricante. Apoia: a eficiência dos fluxos de trabalho de impressão digital. Nota de escopo: limitado à tecnologia UV de impressão direta no papelão.
"Como são as chapas para impressão offset? – Rotatek", https://rotatek.com/plates-offset-printing/. [Uma fonte confiável sobre tecnologia de impressão detalharia os materiais específicos das chapas e o processo de corrosão química usado na litografia offset]. Papel da evidência: verificação factual; tipo de fonte: manual do setor. Argumentos: o alto custo de pré-impressão e a complexidade da litografia. Nota de escopo: refere-se aos padrões tradicionais de impressão offset .
"Progresso da pesquisa de polímero autorreparador para cura ultravioleta…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10748115/. [A documentação técnica sobre tintas curáveis por UV explicaria a reação fotoquímica na qual monômeros líquidos são convertidos em um filme de polímero sólido após exposição à luz UV]. Papel da evidência: mecanismo técnico; tipo de fonte: periódico de ciência dos materiais. Apoia: a velocidade e a durabilidade da impressão direta em placas. Nota de escopo: específico para sistemas digitais de cura UV. ↩
"Entendendo as Diferenças de Custo entre Impressão Digital e Offset", https://www.pdi.co.uk/insights/understanding-the-cost-differences-between-digital-and-litho-printing. [Comparações entre impressão digital e offset confirmam que os fluxos de trabalho digitais eliminam a necessidade de chapas físicas, reduzindo os custos de preparação]. Papel da evidência: fato econômico; tipo de fonte: análise de custos de impressão. Argumentos: eficiência de custos da impressão digital. Nota de escopo: Refere-se a ferramentas de pré-impressão .
"Efeitos da Umidade no Processo de Laminação – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Documentação da indústria gráfica descreve o processo em que solventes ou água evaporam da tinta para secar a folha litográfica]. Papel da evidência: especificação técnica; tipo de fonte: livro didático sobre impressão. Suporte: Mecanismo de secagem em litografia. Nota de escopo: Específico para processos offset/litográficos tradicionais. ↩
"Princípio de funcionamento da impressora UV de mesa plana: da cabeça de impressão à cura UV", https://seniorprinter.com/uv-flatbed-printer-working-principle-from-print-head-to-curing/. [Um manual técnico ou guia da indústria sobre cura UV explica como a luz ultravioleta desencadeia uma reação química para solidificar instantaneamente a tinta]. Função da evidência: especificação técnica; tipo de fonte: white paper da indústria. Suporta: velocidade de cura digital UV. Nota de escopo: aplica-se a tintas curáveis por UV. ↩
"Litografia Laminada vs. Impressão Digital: Um Guia para Compradores Industriais sobre…", https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [As especificações técnicas para máquinas de montagem de papelão ondulado quantificariam a variação mecânica (desvio) inerente ao processo de laminação em comparação com o registro fixo da impressão digital direta]. Papel da evidência: verificação técnica; tipo de fonte: manual de especificações da máquina. Apoia: a afirmação de que a litografia laminada requer margens de sangria maiores. Nota de escopo: aplicável à fabricação de displays de papelão ondulado de alta gramatura. ↩
"Máquinas de laminação litográfica – Lamina System", https://www.laminasystem.com/machines/litho-laminating-machines. [Manuais técnicos sobre a produção de embalagens de papelão ondulado detalham como as variações mecânicas nas correias de laminação causam desalinhamento entre a folha impressa e o papelão ondulado]. Papel da evidência: Explicação técnica; tipo de fonte: Manual técnico da indústria. Fundamentos: O mecanismo causal do deslocamento da laminação. Nota de escopo: O grau de deslizamento varia de acordo com a idade e a manutenção do equipamento .
"Entendendo a importância da sangria no design de embalagens", https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOopEhRIjk_vPUk4MuHKQT3yxE9luMUHkDpFPwvsEb-m6w_L6m6lg. [As diretrizes de engenharia de pré-impressão para litografia-laminação de alto volume especificam margens de sangria estendidas para compensar a deriva de registro físico durante o processo de colagem]. Papel da evidência: Especificação técnica; tipo de fonte: Diretrizes de pré-impressão. Suportes: A métrica específica usada para evitar rebarbas. Observação sobre o escopo: As margens específicas podem variar de acordo com a complexidade do corte e vinco. ↩
"Impressão com Sangria 101: O que é e como é usada – Binders, Inc.", https://www.bindersinc.com/resources/what-is-bleed-printing. [As diretrizes de impressão padrão do setor confirmam 0,125 polegadas como o requisito básico de sangria para produção em impressoras digitais]. Papel da evidência: verificação factual; tipo de fonte: padrão do setor; suporte: normas de sangria digital. Nota de escopo: Padrão para a maioria das impressões digitais comerciais .
"Laminação litográfica", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopP56SqmwO_MOU1TaNgmDy9eNK5CC3S973mfDw_HfP0PlI7QEip. [Especificações técnicas de engenheiros de embalagens confirmam que a litografia-laminação requer margens de sangria significativamente maiores para compensar o deslocamento mecânico]. Papel da evidência: especificação técnica; tipo de fonte: manual técnico; Suporte: requisitos de sangria para litografia-laminação. Nota de escopo: Específico para processos de litografia-laminação. ↩
"Abordando a Deriva Total de Sobreposição em Substratos de CI Avançados (AICS…)", https://semiengineering.com/addressing-total-overlay-drift-in-advanced-ic-substrate-aics-packaging/. [Documentação de engenharia sobre processos de laminação explica a variação física e o movimento do material que ocorrem ao unir folhas impressas a substratos]. Papel da evidência: explicação técnica; tipo de fonte: livro didático de engenharia; Suporte: riscos de tolerância da máquina de litografia e laminação. Nota de escopo: Refere-se à fase de colagem física da produção. ↩
"Fabricação de Matrizes de Corte a Laser para Papelão Ondulado – Processo Passo a Passo", https://www.ytdiemaker.com/news/step-by-step-guide-to-the-flatbed-laser-die-template-manufacturing-process.html. [As especificações técnicas das ferramentas industriais de corte e vinco confirmam que as lâminas de aço são normalmente fixadas em uma base de madeira compensada ou MDF para suporte estrutural]. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação industrial. Suportes: composição do material das matrizes estruturais. Nota de escopo: típico para aplicações de embalagens de papelão ondulado. ↩
"[PDF] Litografia em Chapa de Alumínio | Arte na WSU", https://art.wsu.edu/documents/2023/08/aluminum-plate-lithography.pdf/. [Dados de ciência dos materiais sobre a degradação de chapas de alumínio na impressão offset documentarão o impacto da alimentação abrasiva da folha e do atrito da tinta na longevidade da chapa]. Papel da evidência: mecanismo causal; tipo de fonte: artigo técnico da indústria gráfica. Fundamentos: mecanismo de desgaste de chapas de impressão. Nota de escopo: específico para ambientes de impressão industrial de alta velocidade. ↩
"Corte em Condições Extremas: Otimizando o Desempenho da Lâmina", https://bladesdirect.net/blogs/news/cutting-in-extreme-conditions?srsltid=AfmBOorqhHeE-md92Q8y4ya3Di1m–NNYJpozTWXr8ZjqTtFJ1C-MAHr . [Guias de referência sobre fabricação de matrizes explicam como a natureza higroscópica de substratos de madeira leva à instabilidade dimensional em alta umidade, causando o deslocamento das lâminas de aço embutidas]. Papel da evidência: validação técnica; tipo de fonte: manual de ciência dos materiais. Fundamentos: o mecanismo de desalinhamento da lâmina devido à deformação da madeira. Nota de escopo : aplicável a ambientes industriais sem controle climático.
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [As normas de engenharia de embalagens definem os limites de tolerância para a precisão da dobra e como os desvios além de métricas específicas comprometem a resistência ao esmagamento vertical do papelão ondulado]. Papel da evidência: especificação técnica; tipo de fonte: norma de engenharia. Fundamentos: a relação entre o desvio da dobra e a falha estrutural. Nota de escopo: foco em dobras que suportam carga em embalagens industriais .
"Minha tábua de corte vai empenar? Seis razões pelas quais a resposta é 'não'", https://treeboard.com/blog/will-my-cutting-board-warp/?srsltid=AfmBOooELRp4Yp74jDWDQ_dIsibsTK3ol6aKfzm3Hhf0ICCnxqNWbdyG. [Uma fonte de ciência dos materiais ou engenharia industrial explicaria como a natureza higroscópica da madeira compensada leva à instabilidade dimensional e ao empenamento em bases de corte e vinco]. Papel da evidência: especificação técnica; tipo de fonte: manual de ciência dos materiais. Suporte: degradação do material de ferramentas antigas. Nota de escopo: concentra-se em substratos à base de madeira. ↩
"Solução de problemas de desalinhamento em cortes e vincos", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [As normas de fabricação para corte e vinco quantificam o desvio mecânico e o desalinhamento que ocorrem nas lâminas após ciclos repetidos de uso]. Papel da evidência: verificação métrica; tipo de fonte: norma de fabricação. Suporte: degradação do alinhamento da lâmina em ferramentas reutilizadas. Nota de escopo: desvio medido em mícrons ou milímetros. ↩
"Dobramento de Embalagens Rígidas: Vincos, Linhas de Dobra e …", https://eliterigidboxes.com/blog/rigid-packaging-folding-creasing-fold-lines-and-assembly-best-practices/. [Guias de projeto de embalagens industriais definiriam os coeficientes de atrito e as tolerâncias específicas necessárias para obter um encaixe perfeito das abas durante a montagem]. Papel da evidência: especificação de referência; tipo de fonte: manual de projeto industrial. Suporte: padrões de desempenho para novas ferramentas. Observação sobre o escopo: depende da qualidade e espessura específicas do papelão. ↩


