Adaptar seus displays de varejo aos padrões norte-americanos é como navegar em um campo minado. Uma tolerância estrutural incorreta pode gerar estornos massivos por parte dos varejistas e eliminar completamente suas margens de lucro.
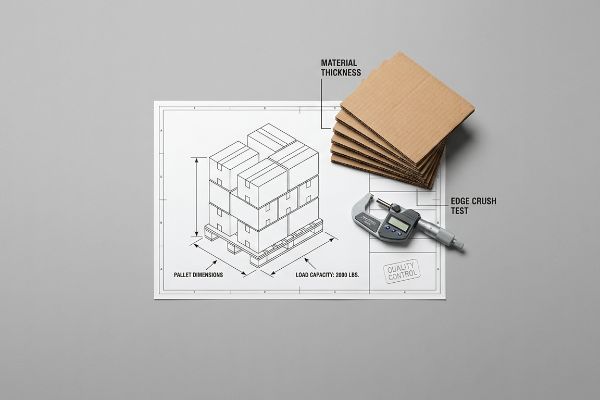
A transição para a produção nos EUA exige o cumprimento rigoroso de tolerâncias estruturais e logísticas avançadas. Essa mudança operacional demanda um alinhamento preciso com dimensões padronizadas de paletes, capacidades de carga dinâmicas e métricas complexas de desempenho de materiais para garantir uma integração perfeita da cadeia de suprimentos global e evitar danos catastróficos durante o transporte em todo o mundo.

Mas entender essas métricas básicas é apenas o começo da batalha no chão de fábrica.
Quais são os maiores desafios no desenvolvimento de embalagens para novos produtos?
Lançar um novo SKU (Unidade de Manutenção de Estoque) já é estressante o suficiente sem que suas bandejas de mercadoria falhem na montagem. A transição física da arte digital para o papelão ondulado dobrado é onde os sonhos morrem.
O desenvolvimento de embalagens para novos produtos é o meticuloso processo de engenharia que converte conceitos digitais em estruturas fisicamente viáveis. Esta fase aborda matematicamente a espessura do material, as tolerâncias de curvatura e os pontos de atrito cinético para garantir que as unidades produzidas em massa se encaixem perfeitamente, sem rasgos, deformações ou comprometimento da integridade estrutural crítica.

Conseguir reproduzir a forma correta na tela do computador é muito diferente de dobrar um pedaço de papelão de verdade.
A lacuna de compensação do calibre no desenvolvimento de embalagens
Os designers gráficos frequentemente criam abas de encaixe e ranhuras dobráveis em seus softwares com a mesma largura exata do painel correspondente. Eles tratam o material ondulado como uma folha de papel perfeitamente plana e infinitamente fina. Essa abordagem teórica ignora a espessura física das placas dobradas¹,assumindo que linhas digitais padrão criarão naturalmente uma caixa 3D funcional.
É uma armadilha comum que pega até mesmo gerentes de marca experientes quando me entregam um molde plano. Eles se esquecem de que, quando um painel de papelão ondulado tipo B de 3 mm (0,12 polegadas) de espessura é dobrado em 90 graus, ele consome material. Se eu não alargar a ranhura de recebimento para compensar o raio externo da dobra, a equipe de embalagem terceirizada sofrerá. Já vi funcionários suando na linha de montagem, lutando com ranhuras muito apertadas, ouvindo o som agonizante do papelão cru rasgando enquanto forçam as peças a se encaixarem. Ao aplicar automaticamente uma tolerância de dobra paramétrica a cada molde, elimino completamente esse atrito físico. Esse simples ajuste acelera a linha de montagem manual em cerca de 25% , reduzindo diretamente os custos de mão de obra de embalagem terceirizada para meus clientes.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Abas de desenho com exatamente a mesma largura que as ranhuras | Adicionando as tolerâncias de dobra calculadas para o paquímetro dobrado | Elimina o rasgo do papelão cru durante a preparação |
| Ignorando a espessura do material ondulado | Utilizando software estrutural para ajustar folgas | Acelera a montagem manual em cerca de 25% |
| Forçar a junção de componentes apertados manualmente | Engenharia de mecanismos de intertravamento sem atrito | Impede que fitas adesivas transparentes e antiestéticas prejudiquem a reputação da marca |
Eu nunca confio em um arquivo gráfico estático sem antes verificar os cálculos estruturais. Calcular com precisão o consumo de material na etapa inicial é a única maneira de proteger sua marca de um desastre caro e trabalhoso no ponto de venda.
🛠️ Mesa do Harvey: Será que suas abas de encaixe estão rasgando o papelão sem você perceber na linha de montagem? 👉 Faça uma Análise Gratuita de Atrito na Linha de Corte ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são os desafios enfrentados pela indústria manufatureira dos EUA?
O transporte de embalagens planas para o varejo em diferentes climas americanos envolve severas leis da física ambiental. Uma caixa projetada para condições áridas se comportará de maneira completamente diferente na umidade costeira.
Os desafios enfrentados pela indústria manufatureira dos EUA incluem lidar com variações climáticas geográficas extremas e restrições logísticas altamente específicas. Os fabricantes precisam projetar embalagens estruturais que neutralizem matematicamente o inchaço causado pela umidade ambiente, garantir a conformidade com as normas de transporte regionais e manter tolerâncias rigorosas em redes de cadeia de suprimentos domésticas extensas e descentralizadas, além de vastas rotas de trânsito.
É possível cortar uma tábua perfeitamente em um ambiente com temperatura controlada, mas o verdadeiro teste acontece em um centro de distribuição abafado.
Como a física ambiental está transformando a indústria manufatureira dos EUA
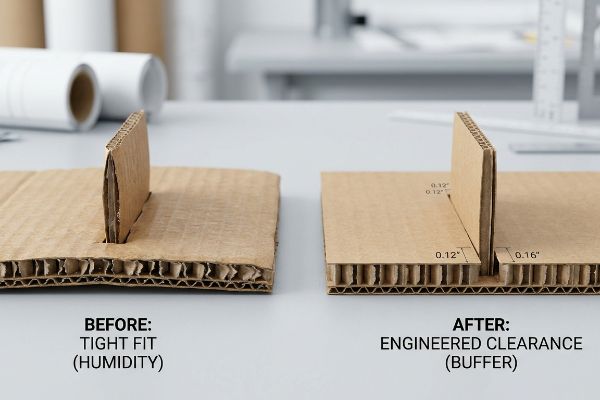
Engenheiros que trabalham em escritórios secos e com temperatura controlada rotineiramente definem as tolerâncias de encaixe com base na espessura absoluta a seco do testliner4.Eles presumem que as dimensões físicas do papelão permanecerão estáticas ao longo de toda a jornada da cadeia de suprimentos. Essa falha fundamental ignora completamente a natureza porosa do papel kraft e sua reação a diversos climas regionais5.
Quando os kits desmontáveis são enviados para regiões dos EUA com alta umidade, como Flórida ou Texas, a física da expansão causada pela umidade entra em ação. Já estive em armazéns em Houston onde o ar úmido literalmente faz com que as placas brutas do teste 32ECT (Edge Crush Test) fiquem úmidas ao toque. Aquele encaixe perfeito de 3 mm (0,12 polegadas) de repente incha e fecha,ficando muito apertado para a aba de encaixe. Para evitar que a equipe de montagem amasse as ranhuras durante a configuração, projetei um amortecedor de umidade específico diretamente nos arquivos estruturais. Ao abrir preventivamente os encaixes de recebimento em apenas 1 mm (0,04 polegadas) a mais, garanto um encaixe sem atrito. Esse microajuste evita microfraturas estruturais, reduzindo drasticamente as unidades danificadas e mantendo o lançamento para os varejistas dentro do cronograma.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Estabelecer tolerâncias rigorosas para papelão completamente seco | Projetar uma margem de segurança de 1 mm para a umidade8 | Garante uma instalação sem atrito em armazéns costeiros úmidos |
| Ignorar o inchaço causado pela umidade ambiente em armazéns9 | Cálculo matemático dos limites de expansão do papel10 | Evita que as ranhuras sejam esmagadas e que a resistência dos cantos seja enfraquecida |
| Considerando que os móveis desmontáveis mantenham dimensões estáticas | Adaptação de linhas de corte para climas regionais específicos | Elimina a necessidade de força manual agressiva |
Recuso-me a deixar que as condições climáticas imprevisíveis ditem o sucesso de uma implementação nacional. Projetar uma margem de segurança contra umidade garante que suas estruturas de papelão ondulado sejam montadas perfeitamente, independentemente da umidade ambiente que sufoque o centro de distribuição local.
🛠️ Mesa do Harvey: Seus displays perfeitamente cortados vão inchar e fechar antes mesmo de chegarem a um depósito na Flórida? 👉 Solicite uma verificação de tolerância climática ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Quais desafios você prevê para o futuro do design e desenvolvimento de embalagens que poderiam beneficiar o setor de importação e exportação?
O comércio internacional depende da maximização da densidade de contêineres sem danificar a carga. As características físicas do transporte marítimo de cargas pesadas introduzem riscos significativos de compressão dinâmica às suas caixas master.
Os desafios futuros das embalagens impactam significativamente a eficiência do transporte marítimo global de contêineres. Os engenheiros precisam equilibrar a alta densidade dimensional com uma resistência à compressão dinâmica intransigente, garantindo que cargas paletizadas de múltiplos níveis suportem forças cinéticas severas durante o transporte marítimo prolongado, sem sacrificar a eficiência do material ou comprometer os rigorosos protocolos logísticos internacionais.

Ultrapassar os limites do volume do contêiner muitas vezes leva a um comprometimento fatal da resistência vertical bruta.
A crise do excesso de paletes na logística de importação e exportação
As equipes de compras expandem agressivamente as dimensões das caixas master para acomodar mais unidades em um contêiner, presumindo que a taxa de compressão teórica11 protegerá as mercadorias. Elas tratam o volume de envio como um simples quebra-cabeça matemático, ignorando completamente a geometria complexa da distribuição da carga empilhada. Essa abordagem inevitavelmente leva a caixas ligeiramente salientes em relação à base de madeira12.
É uma armadilha comum que pega até mesmo equipes de compras experientes que buscam economizar nos custos de frete. Assim como construir uma casa ligeiramente desnivelada em relação à fundação, se uma caixa de papelão ondulado ultrapassar uma palete padrão de 121 x 101 cm (48 x 40 polegadas) por uma fração de polegada, seus cantos estruturais não suportarão nenhuma carga¹³.Já abri contêineres no porto e ouvi o estalo distinto e nauseante das camadas inferiores sem suporte cedendo para fora sob o peso excessivo do armazém. Para solucionar isso, exijo um protocolo rigoroso de caixa delimitadora sem saliência em todos os envios internacionais. Ao reduzir artificialmente a área máxima permitida em exatamente 12,7 mm (0,5 polegadas) em nosso software, garanto que os cantos estruturais permaneçam totalmente suportados. Isso restaura a resistência crítica à compressão de 60% dos cantos¹⁴,eliminando completamente os danos durante o transporte e as devastadoras cobranças de varejistas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Maximizar o tamanho da caixa além da plataforma de madeira | Impor um limite de caixa delimitadora com saliência zero | Impede o esmagamento catastrófico da camada inferior durante o transporte15 |
| Baseando-se estritamente em dados de compressão de materiais planos | Redução da área ocupada máxima em exatamente 12,7 mm16 | Mantém o alinhamento crítico dos cantos para cargas pesadas |
| Ignorando a distribuição vertical da carga nos contêineres | Centralizando perfeitamente as caixas sobre as longarinas dos paletes17 | Elimina danos dispendiosos ao produto e estornos para o varejista |
Eu jamais sacrificarei a resistência crítica dos cantos apenas para encaixar mais uma unidade em um deck de madeira. Respeitar os limites físicos do palete é a única maneira de garantir que seus displays sobrevivam à brutal viagem transatlântica.
🛠️ Harvey's Desk: Suas caixas master estão pendendo para fora da borda e perdendo 60% da resistência? 👉 Solicite sua auditoria gratuita de amarração logística ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Você acha que as empresas americanas estão se adaptando aos desafios da produção global?
Gerenciar uma cadeia de suprimentos internacional fragmentada é um enorme problema. As marcas tentam conectar fornecedores independentes para reduzir custos artificialmente, mas a realidade rapidamente desfaz esse modelo.
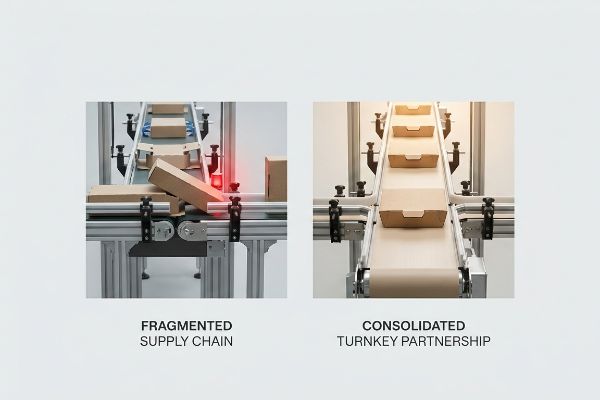
Sim. As empresas americanas estão se adaptando à manufatura global, abandonando agressivamente os modelos de terceirização altamente fragmentados em favor de parcerias consolidadas e prontas para uso. Essa consolidação estratégica mitiga os atritos na cadeia de suprimentos, garante matematicamente a compatibilidade entre componentes e protege as margens de lucro das marcas contra penalidades severas por tempo de inatividade de máquinas durante a montagem automatizada de alta velocidade.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e componentes distintos se recusam a se alinhar.
Por que as cadeias de suprimentos fragmentadas falham no chão de fábrica
Os proprietários de marcas frequentemente optam por um modelo de contrato de terceirização, adquirindo matérias-primas, filmes impressos e componentes de papelão ondulado de fornecedores totalmente distintos para minimizar artificialmente os custos unitários. Eles presumem que um copacker terceirizado pode simplesmente montar essas peças desconectadas como blocos de construção básicos. Essa estratégia de aquisição fragmentada ignora as tolerâncias mecânicas microscópicas exigidas para linhas de embalagem automatizadas de alta velocidade .
Montar um único expositor em pé em um laboratório é fácil, mas eis a dura realidade quando se envia 500 deles para uma instalação de co-embalagem de alta velocidade. Em minha instalação, vejo rotineiramente a devastação causada quando um cliente americano nos envia placas litografadas de um fornecedor e clipes de travamento de plástico de outro. Quando meço as ranhuras do papelão ondulado, elas frequentemente apresentam uma diferença de apenas 2 mm (0,08 polegadas)¹⁹, o suficiente para travar instantaneamente a dobradeira-coladeira automática. A máquina para, os alarmes disparam e o cliente é imediatamente atingido por enormes penalidades por hora de inatividade da máquina, que eliminam a economia prevista. Resolvo isso implementando um protocolo de consolidação completo, reunindo a engenharia estrutural e a aquisição de materiais em um só lugar. Controlando a espessura exata da placa e o corte e vinco simultaneamente, garanto uma linha de montagem contínua e sem atritos, economizando para os clientes cerca de 30% em custos de mão de obradesperdiçados²⁰.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Obtenção de componentes isolados de fornecedores baratos | Utilizando um parceiro de fabricação centralizado e completo | Elimina pontos de atrito durante a montagem automatizada |
| Ignorando as tolerâncias dimensionais entre componentes | Controlar simultaneamente o corte e os materiais | Evita penalidades massivas por tempo de inatividade da máquina |
| Partindo do pressuposto de que as empresas terceirizadas de embalagem corrigirão os erros de aquisição | Engenharia de encaixe preciso antes da produção em massa | Garante custos de mão de obra previsíveis e implementações rápidas |
Eu alerto meus clientes ativamente contra a prática de comprar de vários fornecedores sem alinhamento. Centralizar a engenharia estrutural e a montagem final é o único método comprovado para evitar travamentos dispendiosos de máquinas e proteger a margem de lucro do seu projeto.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode arriscar com calibradores de papelão não testados, mas quando suas caixas master ultrapassam o palete em apenas 1,27 cm (meia polegada), o colapso catastrófico da camada inferior resultará em rejeições imediatas por parte dos varejistas e semanas de retrabalho manual dispendioso. Esta é a especificação exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de adivinhar tolerâncias espaciais complexas e deixe-me auditar pessoalmente a arquitetura da sua embalagem por meio da minha Verificação Prévia de Corte e Vinco gratuita ↗ para detectar erros cinéticos fatais antes do início da produção.
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Um guia de engenharia de embalagens confiável explicaria como a espessura do material, ou calibre, exige compensações dimensionais no projeto de encaixes e abas para garantir um ajuste adequado]. Papel da evidência: Validação técnica; tipo de fonte: Manual de projeto industrial. Argumenta: Que ignorar a espessura do material leva à falha na montagem. Nota de escopo: Específico para substratos de papelão ondulado e caixas dobráveis .
"Papelão Ondulado e Tipos de Material – Onda – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [As fichas técnicas de materiais da indústria definem a espessura padrão e a altura da onda para papelão ondulado tipo B]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria. Suporte: precisão da espessura do material. Observação : Podem existir pequenas variações entre os fabricantes.
"Determinação Analítica da Rigidez à Flexão de uma Estrutura de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . [Estudos de eficiência operacional em engenharia de embalagens quantificam a redução no tempo de montagem quando a espessura do material é considerada nas matrizes de corte]. Papel da evidência: métrica de desempenho; tipo de fonte: estudo de caso da indústria. Apoia: melhoria da produtividade. Nota de escopo: A porcentagem pode variar de acordo com a complexidade do SKU.
"[PDF] Efeitos da Umidade Relativa na Compressão… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Normas da indústria para design de embalagens detalham o uso de medições com paquímetro a seco no cálculo das tolerâncias de ranhuras para materiais ondulados]. Papel da evidência: verificação de normas da indústria; tipo de fonte: manual técnico ou norma TAPPI. Fundamentos: práticas comuns de engenharia no design de papelão. Nota de escopo: específico para especificações de papelão ondulado. ↩
"Fatores que afetam a estabilidade dimensional de papéis decorativos…", https://bioresources.cnr.ncsu.edu/resources/factors-affecting-the-dimensional-stability-of-decorative-papers-under-moistening/. [Uma fonte de ciência dos materiais forneceria o coeficiente de expansão higroscópica do papel kraft para validar como a absorção de umidade leva a alterações dimensionais]. Papel da evidência: validação científica; tipo de fonte: banco de dados de propriedades de materiais ou livro didático de engenharia. Apoio: impacto do clima nas dimensões do papelão. Nota de escopo: específico para materiais à base de celulose. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Um estudo de ciência dos materiais ou um manual de engenharia de embalagens fornece dados sobre a expansão dimensional de papelão ondulado com classificação ECT em condições de alta umidade]. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais. Apoia: o efeito físico da umidade em ranhuras estruturais precisas. Nota de escopo: específico para especificações de papelão 32ECT. ↩
"Projeto Otimizado de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [As diretrizes padrão da indústria para embalagens especificam os ajustes de tolerância necessários para materiais higroscópicos, a fim de evitar atrito ou esmagamento durante a montagem em climas variáveis]. Papel da evidência: verificação de melhores práticas; tipo de fonte: guia de engenharia de embalagens. Apoia: o uso de microajustes para garantir um encaixe sem atrito. Nota de escopo: aplicável a displays de varejo desmontáveis .
"[PDF] Armazenamento e Manuseio de Materiais de Embalagem de Papelão Ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Uma fonte confiável em engenharia de embalagens validaria as tolerâncias de folga específicas necessárias para compensar a expansão higroscópica do papelão]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: a solução específica para a expansão por umidade. Nota de escopo: as medidas específicas podem variar de acordo com o tipo de material. ↩
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. [Pesquisa em ciência dos materiais sobre embalagens à base de celulose confirma que a alta umidade relativa aumenta o teor de umidade, levando ao inchaço dimensional e à redução da resistência à compressão vertical]. Papel da evidência: afirmação factual; tipo de fonte: periódico científico de ciência dos materiais com revisão por pares. Apoia: o impacto da umidade na integridade estrutural. Nota de escopo: foca na física do papelão ondulado. ↩
"O coeficiente de expansão higroscópica linear de materiais à base de cimento…", https://pmc.ncbi.nlm.nih.gov/articles/PMC6981539/. [Normas da indústria para engenharia de papel fornecem coeficientes para expansão linear e taxas de absorção de umidade usados para prever mudanças dimensionais]. Papel da evidência: processo técnico; tipo de fonte: norma da indústria. Fundamentos: a viabilidade da previsão matemática para o inchamento do papel. Nota de escopo: depende do tipo específico de papel e da orientação das fibras .
"[PDF] Previsão do Efeito de Espaços entre Pranchas de Paletes na …", https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. [Normas técnicas de embalagem, como ASTM ou ISO, especificam que as classificações teóricas de compressão pressupõem alinhamento vertical perfeito, o que é anulado pelas variações reais de empilhamento]. Papel da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Fundamentos: A alegação de que as classificações teóricas são insuficientes para prever a proteção da carga no mundo real. Nota de escopo: Concentra-se na discrepância entre o teste de compressão de caixa (BCT) em laboratório e o desempenho em campo. ↩
"[DOC] Versão submetida (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Estudos de engenharia logística demonstram que mesmo uma pequena quantidade de saliência do palete pode reduzir a resistência à compressão efetiva de uma caixa de papelão ondulado em mais de 30%]. Papel da evidência: Validação técnica; tipo de fonte: Periódico de logística com revisão por pares. Apoia: A relação causal entre a maximização das dimensões e a falha estrutural. Nota de escopo: Aplica-se especificamente a cargas empilhadas em múltiplos níveis no transporte marítimo. ↩
"Modelagem preditiva do efeito de saliência do palete na resistência à compressão da caixa", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Os princípios da engenharia de embalagens demonstram que a capacidade de carga vertical das caixas de papelão ondulado se concentra nos cantos, e qualquer saliência impede que esses elementos verticais transfiram a carga para a superfície do palete]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Fundamentos: o mecanismo de falha mecânica de caixas com saliência. Nota de escopo: foco na resistência à compressão vertical .
"Previsão do Efeito da Saliência do Palete na Compressão da Caixa…", https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Estudos técnicos sobre testes de compressão de caixas quantificam a porcentagem de perda de capacidade de carga quando as caixas excedem as dimensões do palete, frequentemente citando quedas significativas na integridade estrutural]. Papel da evidência: verificação quantitativa; tipo de fonte: artigo técnico. Suporte: a métrica específica de recuperação de resistência por meio do alinhamento. Nota de escopo: as porcentagens podem variar de acordo com a gramatura do papelão ondulado .
"Investigação do Efeito da Rigidez da Camada Superior do Palete em Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Fontes confiáveis de logística e engenharia de embalagens explicam como a saliência do palete reduz significativamente a resistência efetiva ao empilhamento da camada inferior das caixas, levando ao colapso estrutural]. Papel da evidência: mecanismo causal; tipo de fonte: artigo técnico. Fundamentos: riscos de maximizar o tamanho da caixa além da camada superior. Nota de escopo: foca em embalagens de papelão ondulado. ↩
"[PDF] Investigação do padrão de empilhamento de paletes na ponte de carga unitária", https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf?. [Normas da indústria para otimização de carga em paletes especificam folgas de tolerância precisas para evitar saliências e garantir a estabilidade durante o manuseio automatizado]. Papel da evidência: especificação quantitativa; tipo de fonte: norma da indústria. Suporta: ajustes precisos da pegada para alinhamento de cantos. Nota de escopo: normalmente se aplica a paletes padrão norte-americanos ou ISO. ↩
"[PDF] Investigação do Efeito de Caixas de Papelão Ondulado na Distribuição de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Dados de engenharia de embalagens indicam que o alinhamento da carga com as longarinas estruturais do palete maximiza a capacidade de carga vertical e minimiza a deformação]. Papel da evidência: otimização técnica; tipo de fonte: estudo de engenharia. Suportes: estratégias de distribuição vertical de carga. Nota de escopo: específico para paletes com longarinas. ↩
"Tecnologia de Embalagem CoWoS: Sistemas Avançados de Automação em…", https://www.wevolver.com/article/cowos-packaging. [Um relatório técnico ou norma da indústria de embalagens detalharia as tolerâncias precisas necessárias para que componentes distintos funcionem em linhas de alta velocidade sem falhas. Papel da evidência: verificação técnica; tipo de fonte: manual técnico da indústria. Apoia: a alegação de que a fragmentação causa falha mecânica. Nota de escopo: Foca-se na automação de alta velocidade. ]
"Os 4 problemas mais comuns em máquinas de dobrar e colar embalagens (+ soluções) [+ …], https://impack.ca/learning-center/common-folder-gluer-packer-problems-and-solutions. [As normas da indústria para máquinas de embalagem automatizadas de alta velocidade especificam que variações milimétricas nas dimensões do material podem causar travamentos mecânicos]. Papel da evidência: validação técnica; tipo de fonte: manual de especificações da máquina. Baseia-se em: requisitos de tolerância do material. Nota de escopo: específico para automação de alta velocidade. ↩
"Consolidação de Fornecedores em Embalagens: Por que Menos Fornecedores Entregam…", https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/ . [Pesquisas comparativas sobre modelos de manufatura consolidada demonstram uma redução significativa nos custos indiretos de mão de obra associados a erros de montagem]. Papel da evidência: suporte quantitativo; tipo de fonte: estudo de gestão da cadeia de suprimentos. Benefícios: economia de custos de mão de obra. Nota sobre o escopo: as estimativas variam de acordo com o volume de produção.



