Você está simplesmente jogando produtos em caixas de papelão na esperança de que vendam? Uma lixeira mal projetada não resiste ao tráfego intenso de pedestres nos fins de semana sem um reforço estrutural adequado.
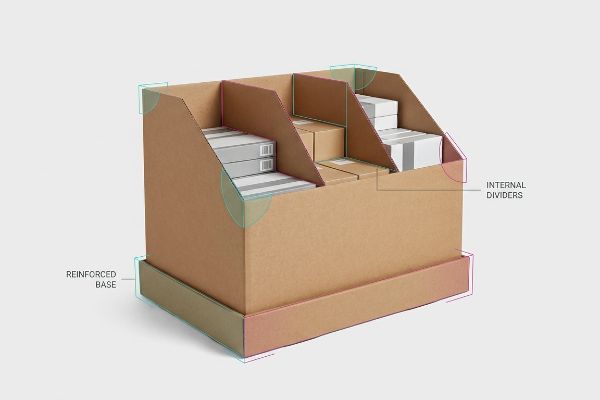
Considerações sobre a integridade estrutural de expositores a granel em pontos de venda são cruciais para a sua durabilidade. É fundamental avaliar rigorosamente os limites de compressão do material, as divisórias internas e a rigidez da base para evitar deformações sob cargas pesadas. Ignorar esses princípios da física da engenharia causa o colapso das laterais durante promoções de grande movimento e, consequentemente, a rejeição imediata dos produtos pelas lojas.
Vamos analisar os princípios físicos desses displays volumosos.
O que é um depósito de produtos a granel no varejo?
Compreender a arquitetura básica é o primeiro passo.
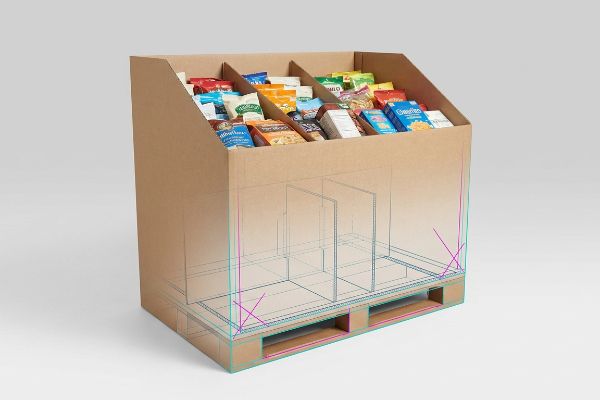
Um expositor de produtos a granel, também conhecido como "display bin", é um expositor independente com a parte superior aberta, projetado para itens soltos e em grande quantidade. Ele utiliza paredes laterais verticais para conter produtos desorganizados, tornando-o altamente eficaz para itens em liquidação, compras por impulso sazonais ou bens duráveis que não exigem um alinhamento estrutural preciso nas prateleiras.

Conhecer a definição é fácil, mas construir uma que não desmorone é onde a maioria das marcas falha.
A ameaça oculta das estruturas de topo aberto
Os compradores frequentemente solicitam essas estruturas abertas para criar um ponto de venda instantâneo e de fácil acesso. Eles presumem que pegar uma caixa de transporte padrão e simplesmente remover as abas superiores funcionará perfeitamente como um expositor independente. Essa abordagem parece lógica porque elimina custos de material e simplifica a lista de materiais da fábrica.
Ao remover as abas superiores contínuas para criar um HSC (Half Slotted Container - Contêiner com Meia Fenda), você elimina completamente o fechamento superior de 360 graus. Vejo isso falhar constantemente quando as marcas carregam esses contêineres com mercadorias pesadas e soltas. As paredes verticais perdem a capacidade de distribuir a pressão da carga superior. Um funcionário da loja joga itens pesados no contêiner de forma brusca e, sem os cantos superiores estabilizadores, ouve-se imediatamente o som de amassamento das bordas do papelão ondulado se deformando para fora. As laterais cedem, criando uma caixa feia e deformada que transmite uma sensação de produto barato. Eu resolvo isso alinhando rigorosamente a fibra ondulada perfeitamente na vertical para maximizar a resistência ao esmagamento de borda no teste TAPPI T811¹ , restaurando a estabilidade superior perdida e evitando rejeições imediatas nas lojas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Cortar as abas padrão das caixas | Projetando uma estrutura dedicada ao HSC | Impede que a parede lateral se curve sob peso2 |
| Ignorando a direção da fibra ondulada | Forçar um alinhamento vertical rigoroso dos grãos | Maximiza os limites do teste de esmagamento de borda3 |
| Envio de bases de parede simples não reforçadas | Atualização para painéis inferiores de parede dupla4 | Sobrevive ao carregamento agressivo de estoquistas |
Eu nunca permito que um cliente envie um silo aberto sem antes calcular a carga interna dinâmica. Melhorar a orientação estrutural das fibras garante que as paredes permaneçam rígidas, reduzindo drasticamente as chances de esmagamento durante o transporte e perda de receita.
🛠️ Mesa do Harvey: Suas caixas de armazenamento abertas estão cedendo sob o peso das mercadorias soltas? 👉 Solicite uma Avaliação Estrutural Gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Qual a melhor estratégia para abastecer as prateleiras de uma loja?
A eficiência do estoque determina a velocidade de reposição.
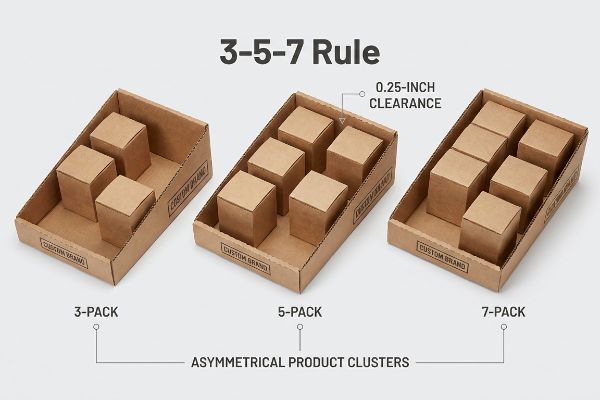
A melhor estratégia para abastecer prateleiras de lojas envolve agrupar as mercadorias em conjuntos assimétricos com números ímpares de itens. Esse método cria a tensão visual necessária para atrair os compradores, ao mesmo tempo que gera espaços físicos entre os produtos, evitando que as caixas de papelão rasguem quando os funcionários da loja repõem as mercadorias com frequência durante os horários de pico.
O espaçamento não se trata apenas de deixar as coisas esteticamente agradáveis; trata-se de espaço físico livre.
A armadilha do atrito no armazenamento simétrico de produtos nas prateleiras
Designers gráficos frequentemente tentam organizar uma grade densa e perfeitamente simétrica de produtos em uma única prateleira de exposição. Eles naturalmente presumem que acomodar o máximo de unidades no menor espaço possível resultará em um maior volume de vendas por metro quadrado. A apresentação fica organizada e matematicamente perfeita nas telas de seus softwares de CAD (Desenho Assistido por Computador).
Mas a perfeição matemática cria um atrito físico enorme no chão da loja. Já vi funcionários suando enquanto tentavam encaixar itens apertados de volta em bandejas durante o movimento intenso do fim de semana. Sem o espaço adequado, o atrito dos itens contra as bordas de retenção de papelão ondulado causa rasgos visíveis e barulhentos. A exposição fica destruída em poucos dias. Para evitar isso, adotei a Regra 3-5-7, projetando divisórias modulares que separam naturalmente as mercadorias em grupos assimétricos. Isso garante um espaço físico obrigatório de 6,35 mm (0,25 polegadas), assegurando uma reposição fácil e sem rasgos, além de atrair visualmente o cliente que passa.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Embalagem de produto sem folga | Adicionando um espaço físico de 0,25 polegadas5 | Elimina lábios de retenção lacerados |
| Grades simétricas de número par | Usando a regra assimétrica 3-5-76 | Cria tensão visual no comprador |
| Com base no espaçamento CAD digital | Testes físicos com produtos reais | Acelera a reposição das prateleiras |
Eu crio uma folga diretamente na linha de corte porque a compactação excessiva sempre resulta em problemas. Dar aos funcionários essa pequena microfolga elimina completamente os danos às bordas de retenção, prolongando o ciclo de vida físico da sua campanha por semanas.
🛠️ Mesa do Harvey: Seus lábios de retenção estão rasgando durante as compras de reposição do fim de semana? 👉 Solicite uma verificação de disponibilidade ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
O que caracteriza uma boa vitrine de loja?
Um comerciante de sucesso controla o espaço físico ao seu redor.
O que torna uma vitrine de varejo eficaz é sua capacidade de despertar o engajamento do consumidor em três distâncias físicas distintas. Ela deve apresentar alto contraste estrutural a 9 metros de distância, alinhamento ergonômico das prateleiras a 90 centímetros e visibilidade desimpedida do produto a 7,5 centímetros.

Se você projetar apenas para visualização de perto, ficará invisível para o resto da loja.
Engenharia da Regra de Engajamento Espacial
As equipes de marketing frequentemente projetam unidades de ponto de venda estritamente para visualização de perto em monitores de computador retroiluminados7.Elas se concentram muito na leitura de textos pequenos e micrográficos, presumindo que o comprador se aproximará da unidade e lerá cada item como se fosse um folheto.
Isso ignora como os humanos navegam fisicamente pelos corredores das lojas. Pense nisso como um outdoor na estrada; se você não consegue lê-lo a 104 km/h, a mensagem é inútil. Frequentemente, intercepto arquivos de arte repletos de textos minúsculos que causam uma sobrecarga cognitiva enorme. Os compradores os ignoram completamente. Você precisa capturá-los a 9,1 m , 0,9 m e 7,6 cm de distância. Eu elimino o texto secundário e priorizo pontos focais 3D grandes e recortados, com uma única cor especial Pantone Matching System. O impacto físico de uma forma nítida e recortada que tira o comprador do transe é muito mais lucrativo do que imprimir um bloco de texto que ele nunca lerá.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Impressão de parágrafos densos de texto | Resumindo em uma mensagem central | Previne a sobrecarga cognitiva do comprador10 |
| Baseando-se em cabeçalhos quadrados planos | Engenharia de formas personalizadas cortadas sob medida | Provoca perturbações visuais à distância11 |
| Bloqueio de rótulos de produtos com lábios altos | Reduzindo a visibilidade do lábio para 85%12 | Aumenta a taxa de preensão por impulso |
Digo a todas as marcas que a poluição visual é inimiga da conversão física. Ao forçar o design a respeitar a rigorosa janela de interação de 3 segundos, transformamos uma caixa de papelão invisível em um poderoso ímã de tráfego.
🛠️ Harvey's Desk: Suas obras de arte estão se perdendo sob a forte iluminação fluorescente das grandes lojas? 👉 Solicite sua avaliação gratuita de obras de arte ↗ — Sem formulários que geram ligações intermináveis de vendedores. Apenas valor puro.
Como organizar as prateleiras de uma loja?
Mercadorias desorganizadas destroem instantaneamente a confiança do consumidor.
A organização de prateleiras e caixas de produtos em lojas depende muito da segmentação estrutural interna. É preciso utilizar divisórias modulares flutuantes ou faixas rígidas para compartimentar itens com quantidades variadas de SKUs, evitando que produtos pesados se desloquem durante o transporte e criem uma pilha desorganizada e difícil de encontrar no piso de vendas.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar…
Por que os recipientes padrão falham no chão de fábrica
As equipes de compras muitas vezes presumem que jogar centenas de produtos soltos em um compartimento gigante e sem divisórias seja a maneira mais barata de gerenciar o estoque em grande quantidade. Elas esperam que as paredes externas de papelão ondulado contenham naturalmente a pressão externada mercadoria, tratando o expositor como uma caixa de plástico rígido em vez de uma estrutura de papel.
Na minha empresa, vejo rotineiramente essa suposição teórica causar enormes dores de cabeça logísticas. Quando os compradores ignoram a compartimentação interna para economizar alguns centavos, ocorre o abaulamento do contêiner. Eu testo isso usando prensas hidráulicas de compressão; quando 85,04 kg de produto solto se deslocam durante o transporte de carga fracionada (LTL), toda essa energia cinética se choca contra os painéis centrais sem suporte. As paredes se curvam visivelmente para fora em60,96 mm. Para evitar isso, faço medições com micrômetro e integro um divisor interno em H feito de papelão ondulado tipo B.Essaestrutura interna atua como uma ponte de tensão oculta, puxando as paredes externas para dentro. Ao reforçar essa simples âncora estrutural, garanto que o tempo de montagem da embalagem conjunta diminua e elimine completamente o enorme atrito da carga causado pelo atrito dos contêineres abaulados uns contra os outros dentro do contêiner.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Deixando uma enorme cavidade vazia | Inserindo divisores H de flauta B16 | Organiza SKUs de varejo mistos |
| Supondo que as paredes externas suportem a pressão | Utilizando compassos como pontes de tensão17 | Impede completamente a curvatura da parede lateral |
| Ignorando a vibração do frete LTL | Engenharia de células internas compactas18 | Impede a movimentação caótica de produtos |
Confio na física interna rigorosa, não na sorte, para manter as paredes externas perfeitamente aprumadas. Um divisor em H barato transforma uma caixa frágil e protuberante em um expositor rígido e organizado, que resiste com segurança ao transporte até o ponto de venda.
🛠️ Mesa do Harvey: Você sabe se a estrutura atual do seu contêiner suporta o deslocamento cinético de 68 kg (150 lbs) de produto a granel? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher a caixa de papelão ondulado mais barata do mercado, mas quando essa parede inevitavelmente se curva para fora sob o peso do produto, isso causa um atrito enorme durante o transporte e elimina completamente sua margem de lucro devido às taxas de rejeição imediatas do varejista. Esta é a ficha técnica exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar a física da carga interna e deixe-me avaliar pessoalmente sua arquitetura estrutural por meio da minha Análise de Corte e Vinco gratuita ↗ para detectar pontos fracos fatais antes do início da produção em massa.
"Nova configuração de teste de esmagamento de borda aprimorada com deformação de campo completo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [As normas técnicas da TAPPI especificam que o Teste de Esmagamento de Borda mede a resistência à compressão do papelão ondulado, que é otimizada quando as ondulações estão orientadas verticalmente]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Apoia: a alegação de que o alinhamento vertical das fibras maximiza a resistência estrutural. Nota de escopo: aplica-se especificamente a embalagens de papelão ondulado .
"Como projetar caixas expositoras resistentes para o varejo em 7 etapas fáceis", https://www.clawscustomboxes.com/structural-secrets-designing-sturdy-high-impact-retail-display-boxes/. [Normas da indústria para materiais de papelão ondulado de alta resistência (HSC) descrevem como a engenharia estrutural especializada reduz a deflexão lateral e o arqueamento em caixas abertas]. Papel da evidência: propriedade técnica; tipo de fonte: norma da indústria de embalagens. Argumentos: o benefício das estruturas HSC em relação às caixas padrão. Nota de escopo: aplica-se a expositores de varejo com capacidade de carga. ↩
"[PDF] Especificações de Papelão Ondulado – Associação Fibre Box", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Fontes confiáveis de engenharia de embalagens confirmam que o alinhamento vertical das ondulações do papelão ondulado otimiza a classificação do Teste de Compressão de Borda (ECT) para máxima capacidade de carga vertical]. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Argumentos: o impacto do alinhamento das fibras na resistência estrutural. Nota de escopo: específico para materiais de papelão ondulado. ↩
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Fichas técnicas de materiais demonstram que o papelão ondulado de parede dupla oferece resistência à compressão e ao estouro significativamente maior do que as alternativas de parede simples para suportes de base]. Papel da evidência: especificação técnica; tipo de fonte: ficha técnica de material. Suportes: integridade estrutural sob cargas agressivas. Nota de escopo: concentra-se no painel inferior da estrutura. ↩
"Otimize as prateleiras da sua loja com o conjunto Skinny Reacher – TikTok", https://www.tiktok.com/@saw_trax/video/7538828180002491661. [Guias técnicos de prateleiras e manuais de instalação especificam as folgas necessárias para evitar tensão mecânica nos componentes das prateleiras]. Função da evidência: especificação técnica; tipo de fonte: manual da indústria. Benefícios: prevenção de danos ao equipamento. Observação sobre o escopo: aplica-se a sistemas rígidos de fixação de prateleiras. ↩
"Serviços e Estratégia de Merchandising Visual | T-ROC Global", https://trocglobal.com/visual-merchandising/. [Os padrões profissionais de merchandising visual detalham o uso de agrupamentos de produtos com números ímpares para criar interesse visual e foco]. Papel da evidência: princípio de design; tipo de fonte: manual profissional. Apoia: criação de tensão visual no comprador. Nota de escopo: concentra-se na psicologia do consumidor e no design de layout. ↩
"Ponto de Venda: Como os Varejistas Podem Influenciar os Consumidores no…", https://blog.intouch.com/posts/points-of-purchase-displays. [Padrões de design da indústria ou estudos de UX em ambientes de varejo demonstram a discrepância entre protótipos digitais e a visibilidade no mundo real]. Papel da evidência: Corroborar a tendência da indústria; tipo de fonte: Artigo técnico sobre design de varejo. Apoia: A afirmação de que os designers otimizam para visualização em tela em vez de engajamento espacial. Nota de escopo: Aplica-se principalmente a fluxos de trabalho de design com foco no digital. ↩
"Os Melhores Tipos de Expositores para Marketing de Posicionamento de Produtos no Varejo", https://popdisplay.me/the-best-types-of-displays-for-product-placement-marketing-in-retail/. [Padrões da indústria para merchandising visual no varejo definem limites de distância específicos para atrair, engajar e converter compradores]. Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria. Suporta: a regra de engajamento espacial. Nota de escopo: O padrão se aplica ao varejo de grande formato. ↩
"Soluções de Exibição no Ponto de Venda – GEODIS", https://geodis.com/us-en/warehousing-and-value-added-logistics/customized-and-value-added-services/retail-display-packaging. [Pesquisas sobre captura de atenção indicam que interrupções estruturais tridimensionais são mais eficazes para quebrar os hábitos de navegação do consumidor do que gráficos planos]. Papel da evidência: afirmação empírica; tipo de fonte: estudo de comportamento do consumidor. Argumentos: o uso do impacto físico em detrimento do texto. Nota de escopo: Específico para merchandising visual .
"Simples ou complexo? Resposta do consumidor a displays de ponto de venda", https://journals.shareok.org/ijsw/article/view/67 . Estudos revisados por pares em psicologia do consumidor mostram que reduzir a densidade de informações em displays de ponto de venda previne a sobrecarga cognitiva e melhora a velocidade de decisão. Papel da evidência: validação teórica; tipo de fonte: periódico acadêmico. Fundamentos: benefício de sintetizar as mensagens principais. Nota de escopo: foco em ambientes de varejo de alto fluxo de pessoas.
"Como as embalagens com corte especial são uma opção melhor? – Vocal Media", https://vocal.media/journal/how-die-cut-packaging-is-a-better-option. Pesquisas sobre saliência visual indicam que formas irregulares quebram o padrão visual esperado de um ambiente de varejo, atraindo a atenção de forma mais eficaz do que retângulos padrão. Papel da evidência: validação empírica; tipo de fonte: pesquisa de marketing. Fundamentos: uso de formatos personalizados com corte especial. Observação sobre o escopo: a eficácia depende do nível de poluição visual do ambiente .
"Elementos de Exibição no Varejo que Impulsionam Compras por Impulso – LinkedIn", https://www.linkedin.com/top-content/retail-merchandising/visual-standards-for-retail-displays/retail-display-elements-that-drive-impulse-buys/. Os padrões de merchandising no varejo quantificam a relação entre a visibilidade da etiqueta do produto e a frequência de compras por impulso. Papel da evidência: referência técnica; tipo de fonte: manual de padrões da indústria. Baseia: altura ideal da borda para visibilidade do produto. Nota de escopo: refere-se especificamente ao design da borda da prateleira ou da borda do expositor .
"Embalagens de papelão ondulado com design inovador para maior durabilidade…", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Uma fonte confiável em engenharia de embalagens explicaria a diferença na resistência à tração e à compressão entre estruturas de papelão ondulado e polímeros rígidos quando submetidos a força lateral interna]. Papel da evidência: verificação técnica; tipo de fonte: ciência dos materiais ou norma da indústria de embalagens. Apoia: a afirmação de que estruturas à base de papel falham sob pressão externa. Nota de escopo: foca em contêineres de transporte a granel .
"Modelagem do Comportamento Mecânico de Contêineres e Octabins… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8124728/. [Dados de engenharia estrutural sobre papelão ondulado comprovam medições específicas de deformação sob condições de carga lateral típicas do transporte de mercadorias]. Papel da evidência: Validação técnica; tipo de fonte: Estudo de engenharia de embalagens. Comprova: A alegação de falha estrutural sob carga. Nota de escopo: Os resultados dependem da qualidade do papelão e da umidade .
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [As especificações técnicas para papelão ondulado tipo B comprovam sua adequação para reforço estrutural interno devido ao equilíbrio entre espessura e resistência ao esmagamento]. Função da evidência: Validação do material; tipo de fonte: Norma de fabricação industrial. Suporte: A eficácia dos divisores em H na manutenção do formato da caixa. Observação: O desempenho varia de acordo com a gramatura do revestimento. ↩
"Divisórias de Caixa Personalizadas: Mantenha Seus Produtos Organizados com Perfeição. | cefBox", https://www.cefbox.com/packageEnhancement/dividers. [As especificações técnicas da embalagem confirmariam as propriedades estruturais do papelão ondulado tipo B e a utilidade das divisórias em H para segmentar SKUs mistos]. Papel da evidência: especificação técnica; tipo de fonte: guia de engenharia de embalagens. Apoio: Uso de divisórias em H de papelão ondulado tipo B para organização. Nota de escopo: Específico para embalagens de papelão ondulado. ↩
"Descubra os benefícios dos divisores de papelão ondulado para o seu negócio", https://www.estic-maillot.com/en/corrugated-box-dividers/ . [Pesquisa em ciência dos materiais sobre papelão ondulado demonstra como os divisores internos funcionam como pontes de tensão para resistir à pressão lateral externa]. Papel da evidência: análise estrutural; tipo de fonte: periódico de ciência dos materiais. Benefícios: prevenção de curvatura das laterais. Nota de escopo: aplicável a reforços internos de caixas.
"Melhores Práticas de Embalagem e Rotulagem para Transporte de Carga Parcial", https://www.myfreightworld.com/packaging-and-labeling-best-practices-for-ltl-shipping/. [Normas de logística e transporte validam que minimizar o espaço vazio por meio de compartimentos internos compactos reduz a energia cinética e o deslocamento durante o transporte de carga parcial]. Papel da evidência: métrica de desempenho; tipo de fonte: norma do setor de logística. Benefícios: Prevenção do deslocamento do produto. Observação sobre o escopo: Focado em ambientes de frete de carga parcial .



