
As marcas investem milhares em marketing no varejo, mas uma única dobra mal feita pode levar a uma rejeição catastrófica na loja. Qualidade não é apenas estética; é a sobrevivência física da sua campanha.
O controle de qualidade durante a produção de displays de papelão é o processo sistemático de validação da integridade da matéria-prima, da precisão da impressão e da capacidade de carga estrutural. Isso garante rigorosamente que cada unidade cortada corresponda matematicamente ao protótipo projetado, resistindo ao transporte em condições adversas e mantendo a consistência visual em toda a área de exposição no ponto de venda.

Mas conhecer a teoria de fabricação dos livros não salva seus paletes quando as máquinas de corte e vinco realmente começam a funcionar. Vamos ver o que acontece na prática.
Como garantir o controle de qualidade durante a produção?
Não se pode gerenciar o que não se mede, especialmente quando impressoras de alta velocidade produzem centenas de folhas de exibição por minuto.
Garantir o controle de qualidade durante a produção exige a utilização de padrões físicos rigorosos e a digitalização por espectrofotômetro para assegurar matematicamente a precisão das cores. Esse processo de diagnóstico contínuo evita desvios significativos no registro e garante que os cortes estruturais permaneçam perfeitamente alinhados antes do início da produção em massa.

No entanto, muitos compradores ainda confiam na pior ferramenta de diagnóstico possível: seus próprios olhos.
A ilusão de ótica do controle de qualidade na produção
Até mesmo designers veteranos muitas vezes ignoram o ponto cego da aprovação visual decores¹. Eles imprimem uma prova comercial padrão, vão até o chão de fábrica e simplesmente a seguram ao lado do primeiro lote de placas de papelão ondulado sob a iluminação padrão do armazém².Eles presumem que, se a cor parecer suficientemente próxima à da tela do smartphone, o restante do lote estará perfeitamente correto.
Vejo isso acontecer constantemente quando designers tentam reproduzir com fidelidade a cor de acabamentos táteis. Certa vez, um cliente aprovou um display com toque suave baseado apenas em uma rápida inspeção visual. Mas quando as luzes da loja incidiram sobre a película de polímero microscópica, a luz se dispersou fisicamente³,escurecendo visivelmente a cor PMS (Pantone Matching System) da marca. Imediatamente, retirei a amostra e usei um espectrofotômetro sob iluminação D50 rigorosa para escanear a amostra física. A dura realidade química é que os olhos humanos são imperfeitos, mas a matemática não. Ao identificar matematicamente uma severa variação Delta-E⁴,inseri um aumento de 10% no ciano no software de pré-impressão, corrigindo instantaneamente o escurecimento óptico e evitando uma rejeição maciça do material impresso para o cliente.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Confiar nas telas dos smartphones para obter cores | Espectrofotômetro D505 | Impede a rejeição da cor da marca |
| Aprovando a primeira execução visualmente | Tolerância matemática Delta-E6 | Garante a consistência do lote |
| Ignorando as condições de iluminação | Perfis de pré-impressão padronizados7 | Elimina o desbotamento da iluminação da loja |
Nunca permito que a percepção subjetiva dite as regras da minha linha de produção. Ao aplicar um rigoroso controle matemático de cores na fábrica, elimino completamente o risco de uma impressão com cores desbotadas, protegendo o valor da sua marca e reduzindo os custos com reimpressões.
🛠️ Mesa do Harvey: Não tem certeza se as cores da sua marca resistirão ao processo de impressão? 👉 Faça uma Análise Prévia de Cores Gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são os controles de qualidade dos materiais de embalagem?
Validar o papelão bruto antes mesmo de ele chegar à impressora é a defesa mais importante contra falhas estruturais catastróficas.
O controle de qualidade dos materiais de embalagem envolve a avaliação científica de substratos de papelão ondulado bruto por meio de rigorosos testes de resistência à compressão das bordas e análise do teor de umidade. Essa etapa crucial verifica a densidade da fibra e a resistência do material, garantindo que o papelão possa suportar fisicamente cargas dinâmicas pesadas típicas do varejo sem sofrer deformações.

Infelizmente, confiar estritamente em certificados de materiais ecológicos muitas vezes impede que os compradores percebam riscos estruturais ocultos.
O esgotamento oculto das fibras em materiais de embalagem
As equipes de compras que buscam a máxima sustentabilidade muitas vezes exigem testliner 100% reciclado para seus displays de varejo de alta resistência. Elas revisam a ficha técnica básica do fornecedor e presumem que essa alternativa ecológica possui exatamente a mesma integridade de compressão física que o papelão virgem padrão8.
É uma armadilha comum que pega até mesmo equipes de compras experientes. Certa vez, vi uma tampa de ponta de gôndola desmoronar completamente enquanto um funcionário da loja empilhava frascos pesados de xampu na prateleira inferior. O problema não era o design; era a realidade microscópica do processo de repolpação do papel. Cada vez que as fibras de celulose são recicladas, elas encurtam fisicamentee se tornam estruturalmente exauridas. Quando realizei um teste de compressão de borda TAPPI T811na matéria-prima, as ondulações simplesmente se romperam instantaneamente sob pressão com um estalo alto. Imediatamente determinei um protocolo híbrido, injetando exatamente 30% de material kraft virgem diretamente nas ondulações que suportam a carga. Essa introdução estratégica de fibras longas e novas restaurou instantaneamente a resistência à compressão dinâmica necessária para o transporte, eliminando completamente a flacidez na prateleira inferior e, ao mesmo tempo, atendendo às rigorosas cotas de sustentabilidade do varejista.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Exigindo papelão 100% reciclado | Injeção híbrida de kraft virgem11 | Impede o colapso da prateleira inferior |
| Ignorando os limites de comprimento da fibra | Teste de resistência à compressão de borda TAPPI T81112 | Garante capacidade de peso |
| Confiar cegamente nas fichas técnicas | Análise de densidade da matéria-prima13 | Evita danos dispendiosos à carga |
Recuso-me a deixar que regulamentações ecológicas agressivas destruam silenciosamente a estrutura essencial de um expositor. Ao equilibrar cientificamente a resistência de fibras virgens com conteúdo reciclado, garanto que seus expositores resistam aos rigorosos centros de transporte, mantendo intactas suas alegações de sustentabilidade.
🛠️ Mesa do Harvey: Será que suas placas ecológicas estão sofrendo secretamente de esgotamento microscópico das fibras? 👉 Solicite uma Análise de Matéria-Prima ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Quais são as 5 etapas do controle de qualidade?
Um sistema confiável de controle de qualidade não se resume a uma inspeção final no fim da linha de produção; ele requer uma rede de segurança interconectada e multifásica.
As 5 etapas de controle de qualidade são: verificação da matéria-prima, validação estrutural na pré-impressão, calibração de cores em tempo real, simulação cinética de transporte e verificação final das tolerâncias de montagem. Essa estrutura sequencial elimina sistematicamente falhas mecânicas ocultas e garante que o display, quando totalmente carregado, suporte o transporte comercial de longa distância.

A maioria das marcas se destaca nas três primeiras etapas, mas subestima drasticamente a realidade cinética da quarta etapa.
Preenchendo a lacuna nas etapas de controle de qualidade
As equipes de marketing costumam revisar meticulosamente a qualidade das suas matérias-primas de papelão e calibrar perfeitamente a arte final na pré-impressão. Elas se baseiam fortemente em protocolos de teste padrão que medem a capacidade de carga teórica de uma placa de papelão ondulado plana edesmontada¹⁴, assumindo que isso se traduza perfeitamente em uma estrutura 3D finalizada no ponto de venda.
No entanto, avaliar o papel plano é inadequado se a geometria do expositor totalmente montado sofrer alterações dinâmicas durante o manuseio padrão no transporte. Os lançamentos modernos no varejo devem separar os testes básicos de resistência do material da resistência total do sistema, executando simulações rigorosas de vibração multiaxial em unidades totalmente carregadas.Ao tratar a caixa master e o expositor como um sistema cinético unificado, as equipes de marketing podem validar com precisão a resistência logística no mundo real antes do envio. Esse teste abrangente e sequencial preenche a lacuna crítica entre os dados estáticos de laboratório e as condições reais da cadeia de suprimentos, garantindo uma execução consistente no nível da loja e evitando atrasos dispendiosos no recebimento.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Baseando-se exclusivamente em dados ASTM planos | Simulação completa de trânsito ISTA16 | Previne danos durante o transporte cinético |
| Ignorando os testes de vibração multiaxiais | testes de queda de caixas master carregadas17 | Garante o recebimento seguro pelo operador logístico terceirizado (3PL) |
| Ignorando a geometria 3D montada | Teste sequencial em duas fases18 | Elimina pontos cegos estruturais |
Dados estáticos em placas planas oferecem uma falsa sensação de segurança para implementações complexas. Simular o transporte de cargas no mundo real em unidades totalmente montadas garante matematicamente a sobrevivência física da sua campanha, eliminando efetivamente falhas logísticas dispendiosas antes do início da produção em massa.
🛠️ Harvey's Desk: Suas caixas master carregadas são secretamente vulneráveis a danos por vibração multiaxial? 👉 Solicite seu Teste de Tensão Estrutural ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Como se garante o controle de qualidade?
Alcançar uma produção com zero defeitos vai muito além de detectar impressões ruins; requer antecipar as leis invisíveis da física ambiental que atacam a embalagem.
O controle de qualidade é alcançado combinando usinagem CNC (Controle Numérico Computadorizado) precisa com rigorosos limites matemáticos de tolerância ambiental. Os engenheiros manipulam proativamente as tolerâncias de encaixe no CAD (Projeto Auxiliado por Computador) para compensar a expansão física do papelão, garantindo que mecanismos de encaixe complexos sejam montados perfeitamente, independentemente das flutuações extremas de umidade no armazém.
Montar um único expositor em um laboratório de design com ar-condicionado é fácil, mas eis a dura realidade quando se envia 500 deles para um armazém úmido no sul dos Estados Unidos.
Por que as folgas padrão de CAD falham na linha de produção?
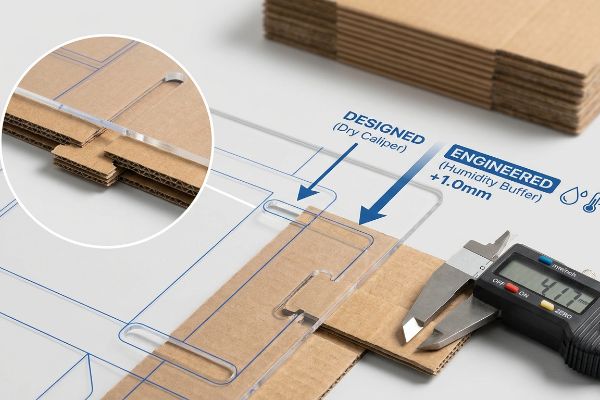
Designers gráficos que trabalham em escritórios com temperatura controlada frequentemente definem as tolerâncias de corte e vinco com base estritamente na espessura absoluta do papelão seco — como travar uma folga de ondulação B exatamente em 0,125 polegadas (3,17 mm)19. Eles presumem que o papelão permanecerá perfeitamente estático desde a máquina de corte e vinco até o destino final do varejo.
Na minha empresa, vejo rotineiramente essa perfeição teórica se transformar em um pesadelo operacional. Quando embalagens planas de papelão ondulado são enviadas por via marítima ou armazenadas em zonas de alta umidade, como a Flórida, o revestimento poroso 32ECT age como uma esponja<sup>20</sup>, absorvendo a umidade ambiente e inchando fisicamente em frações de milímetro. Uma ranhura que se encaixava perfeitamente na aba no software de repente fica apertada demais. Já vi funcionários frustrados da embalagem literalmente esmagarem as ondulações internas e rasgarem a folha superior apenas tentando forçar essas partes inchadas a se encaixarem. Resolvo isso forçando matematicamente uma margem de segurança contra umidade diretamente na linha de corte estrutural. Ao adicionar intencionalmente 1 mm (0,04 polegadas) de folga precisa<sup>21</sup> a cada ranhura de encaixe, levo em consideração a inevitável expansão da fibra do papel. Esse ajuste CNC de alta precisão garante que a equipe de montagem tenha uma configuração sem atrito e sem rasgos, reduzindo o trabalho de embalagem em cerca de 25 segundos por unidade e mantendo o projeto total dentro do orçamento.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando ranhuras de calibre absolutamente secas | amortecedor de umidade projetado | Acelera o tempo de montagem |
| Ignorando o inchaço da umidade ambiente22 | Deslocamento de folga CAD de 1 mm23 | Impede que as ondulações do papel sejam esmagadas24 |
| Forçar encaixes firmes na montagem | matemática de encaixe sem atrito | Reduz os custos de mão de obra de co-embalagem |
Eu nunca permito que as leis da física ambiental, muitas vezes invisíveis, interfiram nas minhas linhas de montagem. Ao incorporar proativamente essas tolerâncias microscópicas de umidade na geometria CAD original, garanto que sua campanha será montada sem qualquer atrito físico, independentemente do clima geográfico.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando essa placa de baixa espessura inchar em um armazém úmido e esmagar completamente suas abas de encaixe, isso atrasará sua linha de montagem em cerca de 30% e acarretará retrabalho manual caro. Esta é a ficha técnica exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de apostar em folgas teóricas e deixe-me pessoalmente analisar seus arquivos estruturais com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para expor pontos de atrito ocultos antes do início da produção em massa.
"Problema de correspondência de cores | PrintPlanet.com", https://printplanet.com/threads/color-matching-problem.14420/. Os padrões da indústria para gerenciamento de cores detalham por que a percepção visual humana é uma métrica pouco confiável para a consistência de cores em grandes tiragens de produção, em comparação com a medição instrumental. Papel da evidência: Validação técnica; tipo de fonte: Padrão da indústria. Fundamentos: A falta de confiabilidade inerente à aprovação apenas visual. Observação sobre o escopo: Aplica-se à impressão comercial de alto volume .
"O que é metamerismo na correspondência de cores?", https://www.datacolor.com/business-solutions/blog/what-is-metamerism/. Documentação científica sobre iluminação explica como a distribuição espectral de potência de luzes não padronizadas em armazéns causa metamerismo, levando à percepção distorcida das cores. Papel da evidência: Princípio científico; tipo de fonte: Livro didático técnico. Fundamenta: A falha no uso de iluminação industrial para correspondência de cores. Nota de escopo: Foca no Índice de Reprodução de Cores (IRC) .
"Propriedades de dispersão de uma resina composta: influência na cor…", https://pmc.ncbi.nlm.nih.gov/articles/PMC4229760/. Explicação técnica de como a morfologia da superfície e a dispersão da luz em filmes poliméricos alteram a cor percebida de um substrato. Papel da evidência: princípio científico; tipo de fonte: periódico de ciência dos materiais. Apoia: a afirmação de que acabamentos táteis podem escurecer as cores percebidas. Nota de escopo: relaciona-se especificamente à reflexão difusa .
"Como a cor é medida? Calculando o Delta E | ALPOLIC®", https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. Definição de Delta E como a métrica matemática padrão para quantificar a diferença entre duas cores em um espaço de cores. Papel da evidência: definição técnica; tipo de fonte: norma da indústria (ISO/CIE). Aplica-se a: o uso de cálculos matemáticos para correção de cores. Nota de escopo: assume o espaço de cores CIELAB .
"Iluminante padrão", https://en.wikipedia.org/wiki/Standard_illuminant . Explicação técnica do iluminante padrão D50 usado em espectrofotometria para garantir medições de cor consistentes em diferentes ambientes . Papel da evidência: especificação técnica; tipo de fonte: padrão da indústria. Aplica-se a: uso do D50 para verificação de cores de marcas. Nota de escopo: específico para artes gráficas e indústria gráfica.
"Fórmula de Diferença de Cor e ΔE: Padrões CIE e Tolerância de Cor", https://skychemi.com/color-difference-formula-delta-e/. Definição científica da métrica Delta-E (ΔE) usada para quantificar a diferença percebida entre duas cores. Papel da evidência: validação da métrica; tipo de fonte: padrão científico. Apoia: o uso do Delta-E para garantir a consistência entre lotes. Nota de escopo: geralmente se refere ao espaço de cores CIELAB .
"Perfis ICC – Photobooth Supply Co", https://support.photoboothsupplyco.com/hc/en-us/articles/37565846718349-ICC-Profiles . Diretrizes profissionais sobre a implementação de perfis ICC e de pré-impressão para manter a integridade das cores sob diferentes condições de iluminação em lojas. Função da evidência: verificação do processo; tipo de fonte: manual profissional. Benefícios: prevenção de desbotamento causado pela iluminação da loja. Observação sobre o escopo: relaciona-se a fluxos de trabalho de gerenciamento de cores.
"Uma visão geral do papel e dos materiais de embalagem de alimentos à base de papel", https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Análise técnica comparando a resistência à compressão e a integridade estrutural do testliner reciclado com a do papelão virgem para identificar lacunas de desempenho. Papel da evidência: verificação técnica; tipo de fonte: periódico de ciência dos materiais; Apoia: a afirmação de que as fibras recicladas podem não ter a mesma resistência que as fibras virgens. Nota de escopo: foco em substratos ondulados. ↩
"Alterações na qualidade do material de fibra reciclada. Parte 1. Fatores…", https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. A literatura científica de referência em ciência dos materiais confirma que a repolpação repetida reduz o comprimento da fibra e degrada as estruturas cristalinas, diminuindo a integridade estrutural. Papel da evidência: validação técnica; tipo de fonte: periódico com revisão por pares. Fundamenta: a causa mecânica da falha estrutural no papelão reciclado. Nota de escopo: Refere-se especificamente ao ciclo de repolpação .
"Métodos de teste de esmagamento de borda e modelagem de compressão de caixas, TAPPI …", https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. A norma TAPPI T811 fornece a metodologia reconhecida pela indústria para medir a resistência ao esmagamento de borda do papelão ondulado, a fim de determinar a capacidade de carga vertical. Papel da evidência: verificação de procedimento; tipo de fonte: documentação de norma da indústria. Suporta: a validade do método de teste utilizado. Nota de escopo: Norma específica para a indústria de embalagens de papelão ondulado. ↩
"Fibras Recicladas para Material Híbrido Sustentável à Base de Fibrocimento", https://pmc.ncbi.nlm.nih.gov/articles/PMC8125422/. Análise técnica da sinergia entre fibras kraft virgens e fibras recicladas no aumento da resistência ao estouro e à compressão do papelão. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais. Fundamentos: O uso de misturas híbridas para prevenir o colapso estrutural. Nota de escopo: A eficácia depende da proporção de conteúdo virgem para conteúdo reciclado .
"Medições de Campo Completo no Teste de Compressão de Borda de Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Documentação padrão da indústria que define a metodologia para o Teste de Compressão de Borda (ECT) para determinar a capacidade de carga de materiais ondulados. Papel da evidência: verificação; tipo de fonte: norma da indústria. Fundamentos: A correlação entre o teste T811 e a capacidade de peso garantida. Nota de escopo: Aplicável principalmente a papelão ondulado canelado .
"Resistência à Compressão de Embalagens de Papelão Ondulado com …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. Diretrizes sobre como as variações na densidade da matéria-prima afetam o módulo de elasticidade geral e a resistência ao empilhamento durante o transporte. Papel da evidência: validação de procedimento; tipo de fonte: manual técnico. Apoio: O papel da análise de densidade na prevenção de danos à carga. Nota de escopo: Foca na consistência entre lotes de produção. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Documentação técnica de entidades do setor, como a TAPPI, confirma o uso de testes padronizados (por exemplo, ECT) para determinar a capacidade de carga de materiais planos de papelão ondulado. Papel da evidência: verificação técnica; tipo de fonte: norma do setor. Fundamentos: existência de testes padronizados para papelão ondulado. Observação sobre o escopo: aplica-se às propriedades do material, não à geometria final .
"Vibração multiaxial – International Safe Transit Association", https://ista.org/news_manager.php?page=16942. Normas de embalagem reconhecidas, como ISTA ou ASTM, detalham a necessidade de testes de vibração em unidades totalmente carregadas para simular o estresse real do transporte. Papel da evidência: validação técnica; tipo de fonte: norma da indústria. Fundamentos: a necessidade de testes de resistência dinâmica em vez de verificações estáticas de materiais. Nota de escopo: específico para durabilidade de embalagens de papelão ondulado para transporte e logística .
"Testes de Embalagem ISTA – Intertek", https://www.intertek.com/performance-testing/packaging/ista/. Explicação de como os protocolos da International Safe Transit Association (ISTA) simulam condições reais de transporte para mitigar danos cinéticos. Papel da evidência: validação técnica; tipo de fonte: norma da indústria. Comprova: a superioridade das simulações ISTA em relação aos dados estáticos. Nota de escopo: aplica-se a embalagens de transporte .
"Teste de Queda de Embalagens", https://unitload.vt.edu/facilities/distribution-packaging-lab/package-drop-testing.html. Verificação de que a simulação de quedas de caixas master totalmente carregadas é um procedimento padrão para garantir a integridade do produto durante o manuseio por operadores logísticos terceirizados (3PL). Papel da evidência: validação de procedimento; tipo de fonte: diretriz logística. Apoia: a relação entre testes de queda e recebimento seguro por operadores logísticos terceirizados. Nota de escopo: foca na integridade da embalagem externa .
"Projeto sequencial adaptativo de dois estágios para ensaios clínicos", https://pubmed.ncbi.nlm.nih.gov/38704845/ . Documentação de metodologias de teste que aplicam tensões em fases sequenciais para identificar pontos cegos estruturais em geometria 3D. Papel da evidência: verificação da metodologia; tipo de fonte: manual de engenharia. Apoia : a afirmação de que o teste sequencial elimina pontos cegos estruturais. Nota de escopo: específico para geometrias complexas montadas.
"[PDF] Especificações de Papelão Ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Verificação das dimensões nominais padrão e tolerâncias iniciais comuns para papelão ondulado tipo B em matrizes CAD. Papel da evidência: especificação técnica; tipo de fonte: normas de embalagem da indústria. Suporte: O uso de medições absolutas com paquímetro a seco como base para ajustes de folga. Nota de escopo: As tolerâncias reais podem variar de acordo com a qualidade do papelão e o fabricante. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão da caixa: FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Documentação técnica sobre a natureza higroscópica do papelão para revestimento 32ECT e sua tendência a inchar em ambientes de alta umidade. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia de embalagens. Argumenta: que certos tipos de papelão se expandem devido à umidade. Nota: as taxas de inchamento podem variar de acordo com os revestimentos .
"Projeto Ótimo de Embalagens de Papelão Ondulado de Parede Dupla – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Padrões da indústria para margens de tolerância em matrizes CAD para mitigar a expansão do material em zonas de transporte com alta umidade. Papel da evidência: validação de referência; tipo de fonte: especificação de fabricação. Suporte: a medida específica de 1 mm usada para as margens de tolerância ambiental. Nota de escopo: aplicável à montagem de papelão ondulado em alta umidade. ↩
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. Dados de ciência dos materiais que explicam como embalagens à base de celulose absorvem a umidade atmosférica, levando à instabilidade dimensional. Papel da evidência: princípio físico; tipo de fonte: periódico de ciência dos materiais. Apoia: a relação causal entre o ambiente e a deformação da embalagem. Nota de escopo: Foca em materiais à base de celulose .
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Especificação técnica que confirma a tolerância padrão exigida no projeto CAD para compensar a expansão do material em embalagens de papelão ondulado. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suportes: a medição específica usada para evitar falhas de encaixe. Nota de escopo: Aplicável a ondulações de papelão ondulado padrão. ↩
"Guia para Entender as Ondulações em Caixas de Papelão Ondulado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/ . Análise de como a força compressiva excessiva resultante de tolerâncias de montagem apertadas leva ao colapso do papelão ondulado, reduzindo a integridade estrutural. Papel da evidência: análise do modo de falha; tipo de fonte: norma da indústria de embalagens. Apoio: o risco associado a ranhuras de calibre seco absoluto. Nota de escopo: Refere-se à compressão vertical das ondulações.



