Você está tentando lançar uma campanha global, mas arquivos estruturais incompatíveis continuam causando atrasos dispendiosos na fábrica. Deixe-me mostrar como projetar embalagens que funcionem em todos os continentes.
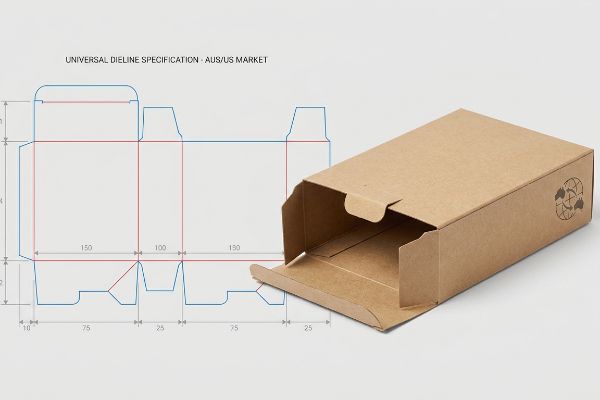
Criar um molde de corte universal exige alinhar a geometria estrutural da embalagem com as tolerâncias de fabricação padrão. Ele serve como o projeto matemático definitivo para máquinas de corte automatizadas, garantindo que seus displays de papelão se dobrem com precisão e mantenham a integridade estrutural em diversos ambientes de varejo globais, sem a necessidade de ajustes mecânicos específicos para cada mercado.
A transição entre um arquivo digital estático e uma estrutura física 3D em uma loja movimentada é o que define o sucesso ou o fracasso catastrófico da maioria das campanhas. Vamos analisar o processo em si.
Como criar linhas de corte?
A elaboração de um arquivo estrutural adequado vai muito além do desenho de contornos básicos em 2D em softwares de ilustração padrão. Trata-se de um exercício matemático de ciência dos materiais.
A criação de matrizes de corte precisas envolve a utilização de software de desenho paramétrico assistido por computador para mapear linhas de corte e vinco exatas. Esse layout projetado determina exatamente como as placas de papelão ondulado brutas são transformadas em estruturas tridimensionais complexas para o varejo, levando em consideração as propriedades físicas do material durante o processo automatizado de dobragem na fábrica.
Conhecer a geometria básica é apenas o ponto de partida; o verdadeiro desafio começa quando essa geometria plana encontra um material corrugado espesso.
Navegando pelas tolerâncias de curvatura e compensação do paquímetro
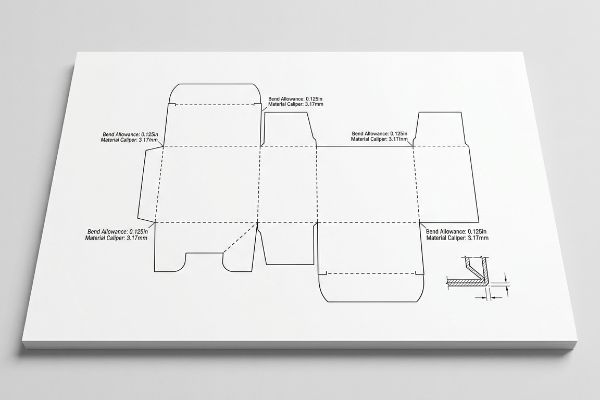
Mesmo designers veteranos muitas vezes presumem que podem construir abas de encaixe e ranhuras dobráveis em software vetorial padrão com a mesma largura exata do painel correspondente. Eles tratam o papelão grosso como se fosse uma folha de papel infinitamente fina e sem peso. Essa abordagem teórica ignora completamente a espessura física do papelão quando ele se dobra1.
Vejo esse ponto cego constantemente quando as marcas tentam usar ferramentas básicas de 2D para estruturas rígidas de varejo. Quando uma placa de papelão ondulado tipo B — com aproximadamente 3,17 mm (0,125 polegadas) de espessura²—dobra90 graus, ela consome material fisicamente³.Certa vez, vi uma equipe de embalagem trabalhando arduamente por horas, tentando encaixar uma bandeja pré-montada, porque a abertura de recebimento não havia sido alargada para compensar o raio de curvatura externo. A resistência da placa de kraft virgem era tão grande que eles acabaram amassando as ondulações e rasgando a folha superior impressa apenas para que as abas se encaixassem. Para eliminar esse atrito severo na montagem, sempre uso software CAD paramétrico (Desenho Auxiliado por Computador) para aplicar automaticamente um algoritmo de compensação de espessura rigoroso a cada dobra, reduzindo drasticamente o tempo de trabalho na montagem.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Desenhe ranhuras na largura exata da aba | Adicionando tolerância de dobra do calibre do material4 | Economiza 45 segundos de atrito na montagem por unidade5 |
| Utilizando ferramentas básicas de design web 2D | Engenharia em software 3D paramétrico | Garante prateleiras perfeitamente quadradas e sem oscilações |
| Ignorando a espessura da ondulação da chapa ondulada | Cálculo preciso dos raios externos das dobras6 | Evita que a folha de papel superior rasgue de forma antiestética |
Nunca deixo uma lima plana chegar à área de corte sem antes calcular com precisão o deslocamento do material. Cálculos precisos evitam dores de cabeça com trabalho manual, mantendo seus fornecedores de embalagem trabalhando com agilidade e suas margens de lucro intactas.
🛠️ Mesa do Harvey: Não tem certeza se suas abas de encaixe levam em conta a espessura física da placa? 👉 Solicite uma Análise de Corte e Vinco ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Quais são as diretrizes para o corte de corte?
Estabelecer regras rígidas para a preparação de arquivos é a única maneira de evitar que um belo conceito digital se transforme em uma bagunça física na linha de produção.
As diretrizes de corte e vinco definem os limites técnicos rigorosos necessários para uma produção em massa perfeita. Essas regras estabelecem traços com código de cores obrigatórios, margens de segurança críticas e áreas específicas de sangria da arte, garantindo que as impressoras automatizadas e as mesas de corte processem os arquivos gráficos sem causar desalinhamento mecânico ou expor as bordas do substrato.
Seguir essas regras básicas de layout é útil, mas o processo físico de laminação exige uma rede de segurança ainda maior para sobreviver à produção em massa.
Regra obrigatória de sangramento para litolaminado
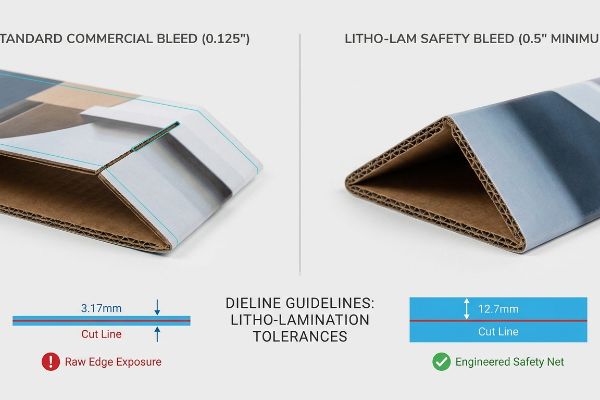
Uma suposição comum entre designers experientes de agências é que as margens de sangria padrão para impressão comercial são suficientes para displays de papelão ondulado. Frequentemente, eles enviam arquivos com uma extensão padrão de 0,125 polegadas (3,17 mm) além da linha de corte7, esperando que a arte final cubra perfeitamente as bordas finais.
O problema é que a litografia-laminação — o processo físico de colar uma folha impressa sobre um papelão ondulado espesso — envolve, inerentemente, tolerâncias mecânicas maiores durante a montagem automatizada de alta velocidade. Uma sangria comercial padrão é simplesmente estreita demais para cobrir o inevitável deslocamento do papelão. Aprendi isso logo no início, quando um grande lançamento no varejo sofreu com rebarbas, onde as bordas do papelão marrom cru apareciam através dos painéis dobrados porque a folha impressa se deslocava ligeiramente. A viscosidade da cola PVA úmida na máquina de montagemsignifica que você nunca pode garantir um alinhamento microscópico. Hoje, eu imponho uma margem de sangria mínima rigorosa de 12,7 mm (0,5 polegadas)além de cada linha de corte física. Essa enorme rede de segurança projetada elimina completamente as bordas expostas, evitando rejeições desagradáveis dos varejistas e protegendo a imagem premium da sua marca.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando margens de impressão comerciais padrão | Garantir uma folga de segurança mínima de 0,5 polegadas (10 | Evita a exposição desagradável das bordas brutas do papelão |
| Considerando o alinhamento microscópico das lâminas | Contabilização da mudança automatizada do quadro11 | Elimina o risco de rejeição por parte de varejistas de alto volume |
| Mantenha a arte bem rente às linhas de dobra | Estender os gráficos de fundo de forma agressiva | Mantém uma estética de marca premium e impecável |
Na minha empresa, ultrapassar os limites do corte digital na criação da arte final é inegociável. Essa margem extra é essencial para garantir que seus displays fiquem impecáveis, mesmo sob o ritmo frenético da laminação em larga escala.
🛠️ Mesa do Harvey: Seus designers gráficos estão usando as regras padrão de sangria para papelão ondulado grosso? 👉 Solicite uma pré-aprovação do arquivo ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
O que é uma estrutura de linha de corte?
Compreender a arquitetura subjacente do seu arquivo de embalagem determina se uma máquina irá realmente cortar fisicamente a sua placa ou simplesmente imprimir um contorno inútil.
A estrutura de corte funciona como o esqueleto mecânico do seu arquivo de embalagem. Ela utiliza linhas vetoriais dedicadas, não imprimíveis, para comunicar instruções físicas altamente específicas — como corte, vinco ou perfuração — diretamente para as máquinas de roteamento automatizadas, separando completamente a arquitetura física das camadas gráficas visuais.
Criar esse esqueleto visualmente é uma coisa, mas traduzi-lo para uma linguagem que as máquinas da fábrica possam realmente ler exige uma disciplina rigorosa de pré-impressão.
Falando a linguagem das máquinas CNC
Até mesmo as melhores equipes de branding às vezes enviam arquivos usando o padrão CMYK (ciano, magenta, amarelo e preto) com12 linhas pretas para indicar visualmente onde o display deve ser cortado ou dobrado. Elas presumem que, se conseguem ver as linhas na tela do computador, o equipamento da fábrica saberá automaticamente o que fazer com elas.
Imagine as máquinas da fábrica como um operário cego que só consegue ler braille; as linhas CMYK visuais não significam absolutamente nada para uma cabeça de corte robótica. As mesas CNC (Controle Numérico Computadorizado) automatizadas não leem perfis de tinta gráfica padrão¹³.Se um layout estrutural for enviado em preto básico, o software de pré-impressão simplesmente mescla essas linhas à arte final, resultando em uma caixa impressa com contornos pretos visíveis, mas sem nenhum corte físico. Certa vez, precisei interceptar um trabalho urgente em que a sensação de pó do corte e vinco estava completamente ausente, porque a máquina simplesmente passou por cima da placa sem acionar as lâminas. Para evitar que todo esse lote fosse arruinado, sempre exijo que cada caminho estrutural seja atribuído a cores especiais absolutas¹⁴,como 100% magenta para os cortes. Isso garante que a lâmina realmente atinja a placa, economizando tempo de inatividade mecânico considerável e desperdício de material.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando linhas pretas visuais para o corte | Atribuição de caminhos a cores pontuais mecânicas15 | Garante que as máquinas cortem fisicamente o material |
| Fusão de camadas estruturais e gráficas | Manter os caminhos operacionais estritamente separados16 | Impede que a tinta de impressão marque as unidades finais |
| Partindo do pressuposto de que o design visual equivale aos dados da fábrica | Arquivos de pré-verificação para lógica de software CNC17 | Elimina falhas totais na produção |
Recuso-me a deixar que máquinas automatizadas adivinhem sua intenção estrutural. Ao vincular suas dobras e cortes a comandos de pré-impressão específicos, garanto que sua campanha passe da arte digital para a realidade física sem perder um único corte.
🛠️ Harvey's Desk: Suas linhas de dobra estão escondidas nas camadas CMYK, onde as mesas de corte não conseguem vê-las? 👉 Solicite sua Análise Técnica ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Qual a diferença entre gabarito e linha de corte?
Conhecer a terminologia evita falhas de comunicação, mas o verdadeiro perigo reside em confundir um layout genérico com uma solução de engenharia específica para um mercado.
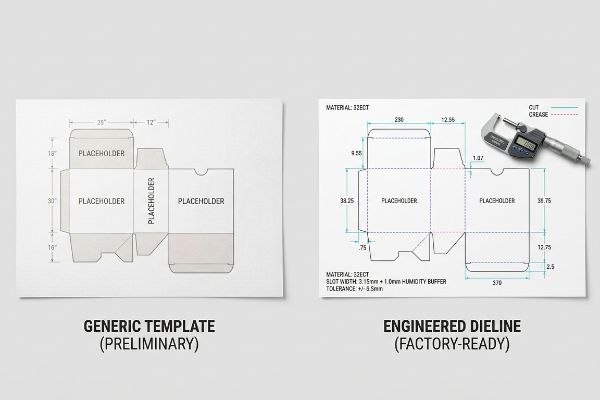
A diferença fundamental entre um gabarito e um molde de corte reside na precisão de fabricação. Um gabarito é um guia visual genérico e não calibrado, usado para o posicionamento preliminar da arte, enquanto um molde de corte é um arquivo mecânico exato, pronto para a fábrica, projetado com tolerâncias de material específicas para a produção industrial imediata.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e as leis da física ambiental entram em jogo durante o transporte transfronteiriço.
Por que os modelos padrão falham na linha de produção?
Muitas equipes de compras, por engano, baixam um modelo genérico e presumem que ele seja universalmente adequado tanto para o clima seco da Austrália quanto para as zonas de alta umidadesul dos Estados Unidos. Elas acreditam que uma largura de encaixe que parece perfeita na tela do computador funcionará automaticamente sem problemas quando enviada para o outro lado do mundo.
Em minhas instalações, observo rotineiramente as consequências físicas devastadoras de ignorar as leis da física ambiental. Quando embalagens planas de papelão ondulado são enviadas por longas distâncias em navios ou armazenadas em regiões de alta umidade, como a Flórida, o revestimento poroso do teste 32ECT (Edge Crush Test) absorve fisicamente a umidade ambiente e incha.Uma ranhura padrão para gabarito, que media exatamente 3,15 mm (0,124 polegadas) em um escritório seco, de repente se torna muito apertada. Quando meço a placa inchada com um micrômetro digital no piso de testes, a expansão impossibilita a montagem sem atrito, fazendo com que a equipe de embalagem acabe rasgando as abas de encaixe. Para solucionar esse problema, projeto automaticamente uma margem de umidade precisa de mm (0,039 polegadas)1,0 nas ranhuras de encaixe de todos os meus arquivos estruturais destinados a climas úmidos. Ao impor essa microtolerância hiperespecífica, garanto que o tempo de montagem diminua em cerca de 30 segundos por unidade, reduzindo drasticamente os custos de mão de obra da equipe de embalagem e eliminando completamente o rasgo das embalagens estruturais.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando dimensões genéricas para climas secos | Projetar uma barreira de intumescimento por umidade rigorosa21 | Elimina o atrito durante a montagem manual da loja |
| Ignorando a exposição à umidade no transporte marítimo | Aumentar as tolerâncias de largura das ranhuras de encaixe22 | Impede que os funcionários do estoque rasguem as etiquetas |
| Baseando-se em um modelo digital rígido | Ajustando cálculos para a expansão do papel poroso23 | Reduz o tempo de co-embalagem e os custos de mão de obra |
Sempre adapto os cálculos estruturais à realidade física do local de destino final. Adicionar uma fração de milímetro para compensar a expansão por umidade garante que seus displays sejam montados sem problemas, independentemente de onde forem instalados.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode tentar economizar tempo usando modelos digitais genéricos, mas quando aquela placa de 32ECT inchada chega a um armazém úmido na Flórida e as abas não encaixam, atrasando a linha de montagem em cerca de 30%, o retrabalho manual resultante eliminará completamente a margem de lucro da sua campanha. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias de expansão do material e deixe-me pessoalmente analisar seus arquivos estruturais com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para identificar pontos de atrito mecânico antes que seus displays cheguem à fábrica.
"[PDF] Rigidez à flexão do papelão ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf: aplica-se especificamente a substratos de paredes espessas, como o papelão ondulado. escopo
"Guia de Espessura do Papelão: Escolha a Melhor Embalagem – Box Genie", https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOorc1lvUvCGbZFFoHLbp9kNOvDsXIU9GWhjuwRlQnbrpLjZcriac. [As normas da indústria para embalagens de papelão ondulado fornecem as especificações de espessura para o material de onda B]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria; Suportes: espessura do material de onda B; Observação: a espessura pode variar ligeiramente de acordo com o fabricante .
"Calculadora gratuita de tolerância de dobra em chapa metálica | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqL1OzCR6IwLT7w9x6RRluZMEGosOd46tp2R1YFDC5UcZ6iY66l. [Manuais de ciência dos materiais e embalagens estruturais explicam o princípio da tolerância de dobra, onde o material no raio externo se estica e ocupa espaço linear]. Função da evidência: princípio físico; tipo de fonte: manual de engenharia; Suporte: necessidade de compensação de calibre; Observação: a taxa de consumo varia conforme a qualidade da chapa. ↩
"Projeto de Chapas Metálicas para Manufatura: Tolerâncias, Dobras…", https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips. [Manuais técnicos de engenharia de embalagens explicam como a adição de uma tolerância de dobra baseada na espessura do material evita que as abas fiquem muito apertadas nas ranhuras]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de compensação da espessura para o encaixe. Observação: Varia de acordo com a espessura do material. ↩
"Packaging Dieline – A Comprehensive Guide", https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqWxgNgbgmPHdGgJII1t3fg6p3ig7XSR3dxsmKuI5emyZAKem7j. [Estudos de tempo e movimento na logística de varejo podem quantificar a redução na mão de obra de montagem quando as tolerâncias estruturais são otimizadas matematicamente]. Papel da evidência: validação quantitativa; tipo de fonte: relatório de eficiência operacional. Apoia: a alegação específica de economia de tempo. Nota de escopo: a economia real pode variar de acordo com a complexidade do produto .
"Decifrando a geometria do papelão ondulado de parede dupla usando…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/. [Os guias de ciência dos materiais para papelão ondulado especificam que o cálculo do raio de dobra externo com base na espessura da ondulação evita o rasgo da camada superior devido à tensão]. Papel da evidência: verificação técnica; tipo de fonte: manual de ciência dos materiais. Apoia: a relação entre o raio de dobra e a integridade do material. Nota de escopo: Aplica-se especificamente a substratos de papelão ondulado .
"Saiba mais sobre sangria e marcas de corte | Suporte – Smartpress", https://smartpress.com/support/printing-basics/bleed-borders?srsltid=AfmBOor-CE5bdsMXwm1tj-t60HwO_YBJ9W4PyhV5ql32a5iCYA7qQAzHe não à produção especializada em substratos pesados. ,
"PVA vs. EVA para Montagem de Pontas de Flecha – Chris Paschke", https://www.designsinkart.com/library/GLAC-PVAvsEVAforMountingArrowheads201207.htm. [A documentação técnica sobre colagem adesiva para embalagens de papelão ondulado especifica o uso de acetato de polivinila (PVA) como o principal agente de colagem para litografia-laminação]. Papel da evidência: especificação técnica; tipo de fonte: ficha técnica do material. Suporte: a causa química do deslizamento na montagem. Nota de escopo: aplica-se a processos adesivos à base de água] .
"Laminação litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOorXkHX2HcdSKUbmIkDQmNT7dXEOo-hXqIvhkOJj1Lv2zFySadD2. [As normas de embalagem e os manuais de produção da indústria especificam requisitos de sangria aumentados para a litografia-laminação, a fim de compensar a mudança de registro durante a montagem]. Função da evidência: especificação técnica; tipo de fonte: manual da indústria. Suportes: a métrica específica necessária para evitar rebarbas. Nota de escopo: as tolerâncias podem variar de acordo com a precisão da máquina] .
"Litografia e Laminação – Nissha Metallizing Solutions", https://www.nisshametallizing.com/en/metallized-packaging/litho-lamination. [As normas da indústria de embalagens especificam dimensões mínimas de sangria para compensar as tolerâncias de registro durante o processo de laminação]. Função da evidência: especificação técnica; tipo de fonte: guia de fabricação. Suporte: requisitos mínimos de sangria. Nota sobre o escopo: as especificações podem variar de acordo com a precisão da máquina .
"A laminação litográfica confere às embalagens de toner uma imagem aprimorada", https://www.packagingdigest.com/packaging-design/litho-laminating-gives-toner-cartons-an-enhanced-image. [Documentação técnica sobre laminação litográfica explica como o movimento do papelão ondulado durante a colagem automatizada cria variações de alinhamento]. Papel da evidência: explicação técnica; tipo de fonte: manual de engenharia. Suporte: risco de registro. Nota de escopo: Aplica-se principalmente a linhas de produção automatizadas de alto volume. ↩
"Cores especiais vs. CMYK para design de embalagens – Qual é a melhor?", https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOoqAJVvksFWsCMbXte6_3BuHB4OBriRMtODgrStsTZZmXExeSZyj. [Um guia de referência sobre produção de embalagens explica que o CMYK é um modelo de cores para aplicação de tinta e não possui os metadados necessários para que máquinas CNC executem cortes]. Papel da evidência: distinção técnica; tipo de fonte: manual da indústria. Argumentos: a limitação das linhas CMYK para instruções mecânicas. Nota de escopo: Aplica-se a sistemas automatizados de corte e roteamento .
"Usando o Inkscape para corte a plasma CNC", https://www.youtube.com/watch?v=-QOLV8C-6tM. [A documentação técnica sobre roteamento CNC explica que as cabeças de corte interpretam trajetórias vetoriais em vez de perfis de cores CMYK rasterizados.] Papel da evidência: especificação técnica; tipo de fonte: manual técnico. Suporta: lógica de entrada CNC. Observação de escopo: específico para corte e vinco digital. ↩
"Diretrizes Gráficas", https://www.delinebox.com/graphic-guidelines/. [Os padrões de pré-impressão da indústria ditam o uso de cores especiais para isolar as instruções de corte da arte final imprimível.] Papel da evidência: prática da indústria; tipo de fonte: guia de pré-impressão. Suporte: identificação de linhas estruturais. Nota de escopo: Convenção comum da indústria. ↩
"Cores Especiais vs. Cores de Processo – Seattle Printworks", https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/. [Manuais técnicos de mesas de corte digital confirmam o uso de cores especiais específicas como gatilhos para distinguir os caminhos de corte dos elementos de impressão]. Função da evidência: verificação técnica; tipo de fonte: manual técnico. Apoia: o uso de cores especiais como gatilhos da máquina. Nota de escopo: aplica-se a sistemas de corte CNC digitais. ↩
"Design de Linhas de Corte | Escola de Embalagens", https://packagingschool.com/lessons/dieline-design. [Normas profissionais de pré-impressão explicam como o isolamento dos caminhos operacionais garante que as marcas de corte não sejam renderizadas como tinta imprimível]. Papel da evidência: confirmação do procedimento; tipo de fonte: norma da indústria gráfica. Benefícios: a vantagem da separação de camadas em embalagens. Nota de escopo: norma para design de embalagens baseado em vetores. ↩
"DeskPack Packaging Preflight para Adobe® Illustrator® – Esko", https://www.esko.com/en/products/deskpack/packaging-preflight. [A documentação de software para programas RIP de CNC descreve a necessidade de validar trajetórias vetoriais para evitar colisões de máquinas ou falhas de produção]. Função da evidência: verificação operacional; tipo de fonte: documentação de software. Apoia: a função da verificação prévia na redução de falhas de produção. Nota de escopo: específico para processamento vetorial CNC. ↩
"Efeitos da Umidade Relativa na Resistência à Compressão de…", https://open.clemson.edu/all_theses/3225/. [Normas de engenharia de embalagens explicam como materiais higroscópicos, como o papelão ondulado, se expandem em alta umidade e se contraem em ar seco, afetando o encaixe e a integridade estrutural]. Papel da evidência: validação técnica; tipo de fonte: referência em ciência dos materiais. Apoia: a afirmação de que modelos genéricos falham em diversos climas globais. Nota de escopo: específico para materiais de embalagem à base de celulose .
"Como a Umidade Afeta as Caixas de Papelão Ondulado – Victory Box Corp", https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/. [Uma fonte confiável sobre normas de embalagens de papelão ondulado, como TAPPI ou ASTM, confirmaria a natureza higroscópica dos revestimentos de teste e sua instabilidade dimensional sob alta umidade]. Papel da evidência: Validação técnica; tipo de fonte: norma da indústria/artigo de ciência dos materiais. Fundamentos: Propriedades físicas de materiais de papelão ondulado em ambientes úmidos. Nota de escopo: Específico para revestimentos com classificação ECT. ↩
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Manuais de engenharia de embalagens normalmente especificam tolerâncias e folgas para compensar a expansão do material causada pela absorção de umidade]. Papel da evidência: Verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: A aplicação de microtolerâncias específicas para evitar falhas na montagem. Observação sobre o escopo: Os tamanhos das margens de segurança podem variar de acordo com a qualidade do papelão e o clima .
"Efeitos de fibras micronizadas nas propriedades de amortecimento de espumas de embalagem…", https://bioresources.cnr.ncsu.edu/resources/effects-of-micronized-fibers-on-the-cushion-properties-of-foam-buffer-package-materials/. [Um manual de engenharia confiável sobre embalagens de papelão explicaria como o cálculo de amortecedores de intumescimento previne interferências dimensionais em ambientes úmidos]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de amortecedores para reduzir o atrito na montagem. Nota de escopo: Aplica-se a materiais higroscópicos. ↩
"[PDF] Efeitos da Umidade Relativa na Compressão… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Pesquisas em ciência dos materiais sobre a umidade durante o transporte demonstrariam que tolerâncias maiores são necessárias para evitar falhas mecânicas e o rompimento de abas de encaixe]. Papel da evidência: validação técnica; tipo de fonte: artigo técnico da indústria. Benefícios: prevenção do rompimento de abas durante o manuseio em estoque. Nota de escopo: Específico para logística em alta umidade. ↩
"Aprimorando o desempenho de dimensionamento da camada intermediária de embalagens líquidas…", https://www.academia.edu/42710165/Improving_sizing_performance_of_middle_layer_of_liquid_packaging_board_containing_high_yield_pulp. [Documentação técnica sobre a porosidade do papel corroboraria a afirmação de que a contabilização da expansão das fibras reduz os erros de montagem e os custos de mão de obra associados à co-embalagem]. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais. Apoia: a relação entre os cálculos de expansão e a eficiência da mão de obra. Nota de escopo: Foca em substratos porosos. ↩