大規模な小売店展開に耐えられる段ボールの厚さを推測するのはもうやめましょう。構造土台の選択を誤ると、ディスプレイが崩壊し、店長が激怒する事態を招くことになります。これが現実です。.
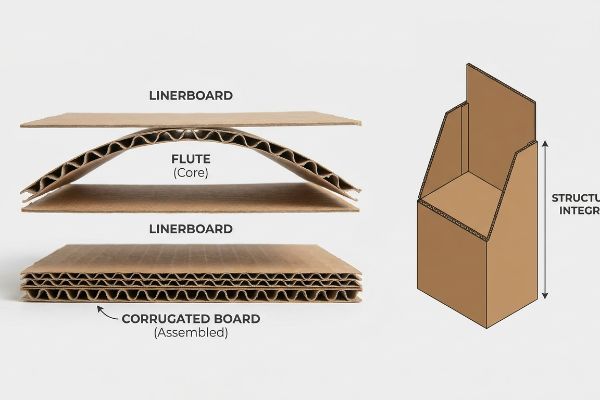
コルゲートフルートとは、平らなライナーボードの間に挟まれた、波状にアーチ状になった紙層のことです。これにより、構造的な強度と垂直方向の圧縮強度が確保されます。よく混同されますが、フルートとは内側の芯材部分を指し、コルゲートとは、世界中で高容量のディスプレイ構造物を製造するために使用される、組み立て済みの完全なボードを指します。.
包装材の基本的な構造を理解することは第一歩ですが、それを工場現場で正しく適用することこそが、実際にブランド価値を守る鍵となります。.
溝付きと波形の違いは何ですか?
この基本的な用語を明確にすることで、製造パートナーとの高額な誤解を防ぎ、キャンペーンに必要な正確な材料グレードを発注することができます。.
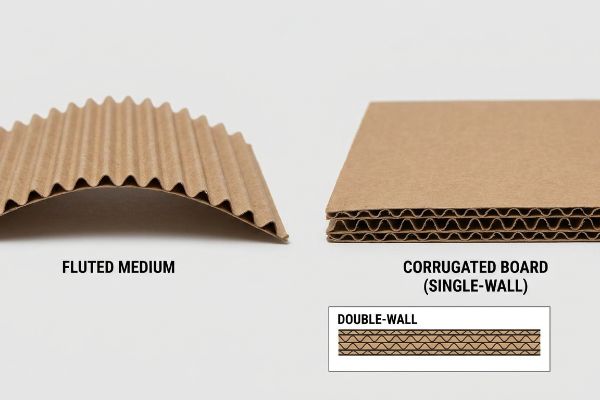
溝付き段ボールと波形段ボールの違いは、その構造にあります。溝付き段ボールは、緩衝材として機能するアーチ状の波型紙材のみで構成されています。一方、波形段ボールは、中央の溝付き層と少なくとも1枚の平らな外側の紙板ライナーを組み合わせた、最終的な複合材料であり、剛性の高い構造シートを形成します。.
辞書的な定義を知っているのは素晴らしいことだが、調達の際にバイヤーがこれらの用語を混同し始めると、事態は複雑になる。.
溝付きと波形を混同するとお金が無駄になる理由
調達チームは、小売店のディスプレイの見積もりを依頼する際に、「板紙」と「段ボール」という用語を誤って混同して使用することがよくあります。彼らは、厚手の平らなシートが、複合的な波型構造と同じ垂直方向の剛性を提供すると考えています。この根本的な誤りにより、材料仕様の不一致が生じ、印刷開始前に遅延が発生します。
頑丈なフロアスタンドを注文する際、購入者が「厚手の波型紙」を希望し、しっかりとした構造を期待しているケースをよく見かけます。サンプルが届くと、購入者は組み立てようとしますが、二重壁段ボールのベースを指定しなかったために、生の段ボールが波打つような音が聞こえてきます。結局、試作品の組み立てに苦労し、角を透明テープで必死に補強してなんとか立たせる羽目になります。単に「波型」と指定するのではなく、単層または二重壁の段ボール構造を明示的に指定することで、工場は適切な32 ECT(エッジクラッシュテスト)の段ボールを用意し、15%の材料ロスによる追加料金を即座に回避できます。.
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 「波型紙」の注文 | シングルウォール/ダブルウォールの段ボールを指定してください2 | 通路中央での座屈を防ぎます |
| ボード構成を無視する | アンカー仕様をECT定格に合わせる3 | 高額なサンプル再検査を不要にする |
| 崩壊した試作品をテープで固定する | エンジニア用セルフロック式波形タブ | 1ユニットあたり45秒の組み立て時間を節約できます4 |
曖昧な用語に基づいてクライアントが構造設計図を承認することは断固として拒否します。波形壁構造を最初から明確に定義していただければ、試作品の崩壊段階を完全に回避し、安全な量産に直接移行できます。.
🛠️ ハーベイのデスク: 現在お使いの材料仕様が大型小売店にとって十分な強度を備えているかご不明ですか? 👉 仕様を確認させてください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
段ボール製造機によくある問題点は何ですか?
原材料を完璧な小売用陳列什器へと加工する過程は、過酷な機械的プロセスです。厳密な機械制御がなければ、紙繊維は設計に激しく抵抗するでしょう。.
段ボール製造工程でよく発生する問題としては、印刷時のひび割れ、フルートの潰れ、湿気による反りなどが挙げられます。これらの欠陥は、重機が不適切な張力や熱を加えることで、内部の波状のアーチが崩壊したり、外側の印刷済みライナーボードが鋭い構造的な折り目に沿って破損したりすることによって生じます。.

これらの原材料の欠陥は、見た目が悪いだけでなく、最終的なディスプレイの圧縮強度を著しく低下させます。.
折り目付けの際にフルートが潰れるという隠れた危険性
デジタルダイライン上の単純なベクトル線が、工場の現場で完璧な90度の折り目にシームレスに変換されるというのが一般的な想定です。デザイナーは、 段ボール 、きれいで機能的なヒンジが自然にできると考えることが多いです。しかし、 厚いスチールルールダイを未加工のクラフトボードに押し込むことは、非常 に不安定な物理的衝撃です。
ベテランデザイナーでさえ、紙繊維の機械的強度を見落としがちです。複雑な折り目のあるファイルをクライアントから提出されることがよくありますが、最初の試作品が届いたときには、下の茶色の段ボールがむき出しになった、醜くギザギザした破れ目があったと不満を漏らされます。内側の溝が予期せず折れ曲がって、印刷された上紙がパキッと音を立てて割れるのを聞くと、どれほどイライラするか、私にはよく分かります。この問題を解決するために、私は、打撃時に金床のように機能する特殊な雌型マトリックス折り目チャネルを使用し、繊維を安全に伸ばして、輸送中の損傷を完全に排除する完璧な折り目を実現します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 折り目がきれいに曲がると仮定する | ポリマー折り目付けマトリックスを使用する | インクのひび割れによる見苦しさを防ぎます |
| 紙繊維の方向を無視する | 主要な折り目を木目に沿って揃える | 垂直荷重による座屈を防止します |
| 厚い板を無理やり折り曲げる | 校正済みのスチールルールダイを実装する | 店舗のセットアップ時間を30秒短縮 |
私は常に、重量のある構造用ボードに対して、制御されたマトリックス切断を徹底しています。切断時の繊維張力を数学的に管理することで、グラフィックの損傷を防ぎ、角部が十分な耐荷重性能を維持することを保証します。.
🛠️ ハーベイのデスク: 印刷サンプルに折り目に沿って見苦しい白いひび割れが見られますか? 👉 ダイラインファイルをお送りください ↗ — 安全にダウンロードしてください。後でご質問があれば、いつでもご連絡ください。
最も一般的な波形管はどれですか?
適切な内部構造を選択することで、印刷の鮮明さから重量配分まで、あらゆる要素が左右されます。小売業界では、特性のバランスが完璧なある特定のプロファイルが市場を席巻しています。.
小売店の陳列棚で最も一般的に使用される段ボールのフルートはBフルートです。厚さ約0.125インチ(3.17mm)のBフルートは、重量のある商品を支えるための堅牢な垂直圧縮強度と、高精細なリソグラフィー印刷に適した滑らかな外面との最適なバランスを実現しています。.
Bフルートは業界で広く使われている素材だが、薄い折りたたみ式段ボールと全く同じように振る舞うと考えるのは大きな見落としである。.
補償されていないBフルートがアセンブリを台無しにした理由
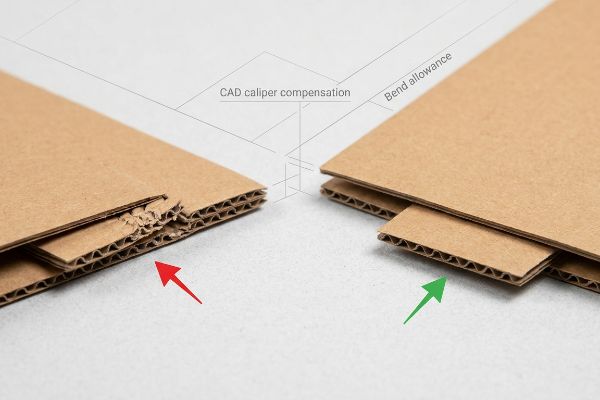
グラフィックチームは、ソフトウェア上で嵌合スロットと全く同じ幅のインターロッキングタブを作成することがよくあります。彼らは、 0.125インチ(3.17 mm)のBフルートパネル7 がゼロ公差の隙間にシームレスにスライドすることを想定して、フラットファイルを設計します。このデジタル上の完璧さは、厚い材料を実際に折り曲げる際に必要となる物理的な厚みと曲げ代を無視しています。
湿気で膨張したドアを閉めようとするようなものです。枠に収まりきらないのです。最近、共同梱包チームが悪夢のようなシフトで汗だくになり、数学的にきつすぎるスロットにBフルートのロックタブを力強くハンマーで叩き込んでいるのを見ました。摩擦で高級トップシートが破れ、目に見えない大きな圧縮強度の低下8が発生し、組み立てラインが推定30%遅くなりました。ArtiosCAD 9 (コンピュータ支援設計)ですべてのスロットに曲げ許容アルゴリズムを自動的に適用することで、摩擦のない組み立てが保証され、共同梱包の労働コストが大幅に削減されます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ゼロトレランススロットの描画 | CADキャリパー補正を適用する | 摩擦のない、瞬時の組み立て |
| Bフルートを紙のように扱う | 折り曲げ半径に合わせてスロットを広げる10 | ブランドグラフィックの破れを防ぎます |
| ロックタブをきつく締める | エンジニアが正確に3mmのクリアランスを確保11 | 共同包装の人件費を大幅に削減 |
私は補正されていない2D図面を切断台に送ることは決してありません。Bフルートの正確な厚みを物理的に考慮することで、すべてのタブがスムーズに所定の位置に収まるようにしています。.
🛠️ ハーベイのデスク: 組み立てチームから、段ボールのタブがきつすぎたり、破れたりするという苦情が出ていませんか? 👉 許容範囲監査を依頼する ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
フルートにはどのような3種類がありますか?
内部溝の具体的な等級を理解することで、小売展開において、頑丈な構造的サポートと高級感のある外観を完璧に融合させたハイブリッド製品を設計することが可能になります。
最も広く使用されているフルートの種類は、Bフルート、Cフルート、Eフルートの3種類です。Cフルートは輸送時の衝撃吸収性に優れ、Bフルートは小売店の棚での陳列に優れた耐圧性を発揮します。Eフルートは、構造的なリブが目立たず、完璧で高解像度のグラフィックが求められる高級化粧品に最適な微細な形状を実現しています。.

しかし、理論を知っているだけでは、機械が稼働し始め、店内の強い蛍光灯の光がディスプレイに当たると、十分とは言えません。.
標準フルートが工場現場で故障する理由
よくある危険な思い込みとして、厚くて丈夫なCフルートまたはBフルートボードに、高光沢の高級グラフィックを直接貼り付けることができるというものがあります。調達チームは当然、可能な限り丈夫な基材を求めているため、厚いフルートを要求し、 リソラミネート加工されたトップシートが内部構造を魔法のように隠してくれると12。
私の施設では、この理論的な仮定が実際の光学特性と衝突するケースを日常的に目にします。ブランドが、粗いBフルートアーチの上に薄いトップシートを直接貼ることに固執すると、 ウォッシュボード効果13。大型小売店の容赦ない蛍光灯の下では、大きなフルートの隆起が印刷された紙を通して非常に目立ち、高級 化粧品ディスプレイが 安っぽい工業用貨物梱包のように見えてしまいます。私は、マイクロプロファイルEフルートを使用するか、厚手のソリッドブリーチドサルフェート(SBS)トップシートを指定して構造的な隙間を埋めることでこの問題を解決しています。0.06 インチ(1.52 mm)の微細な表面のばらつき14を、ディスプレイが45ポンド(20.4 kg)の高級製品を安全に保持し、ガラスのような完璧な外観を維持し、小売店による拒否のリスクを完全に排除します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| Bフルートへの印刷光沢 | マイクロEフルートベースに切り替える | 醜い洗濯板状の跡をなくします15 |
| 薄いグラフィックトップシートを使用する | 重厚なSBSライナーボード16枚を義務付ける | 高級感あふれる贅沢な雰囲気を演出します |
| 最大厚みを追求 | 強度と光学のバランス | 高級店舗への出店を確保 |
厚みのある構造材に高光沢のデザインを印刷しようとすると、即座に問題と判断します。印刷前にボードの微細な形状を調整することで、貴社ブランドの高級感あふれる外観を数学的に保護します。.
🛠️ ハーベイのデスク: 印刷されたディスプレイが、厳しい小売店の照明の下で、リブが目立って安っぽく見えませんか? 👉 ダイラインファイルをお送りください ↗ — 大量生産に予算を無駄にする前に、計算をストレステストします。
結論
キャリパー補正の物理的な現実を無視するベンダーを選ぶこともできますが、高速コパッキング中にゼロトレランスのBフルートタブが破れると、摩擦によって組立ラインの速度が推定30%低下し、プロジェクトの利益率が完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。構造公差を推測するのはやめて、量産開始前に隠れた摩擦点を見つけるために、私の無料ダイライン監査↗であなたのアートワークを直接チェックさせてください。
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[エンジニアリングおよび包装業界の標準では、平らな板紙と段ボールの溝付き複合構造の圧縮強度と慣性モーメントを比較したデータを提供しています]。証拠の役割:技術的検証。情報源の種類:包装エンジニアリングマニュアル。支持:垂直荷重に対する段ボール材料の構造的優位性。適用範囲に関する注記:有効性は溝の形状とライナーのグレードによって異なります 。↩
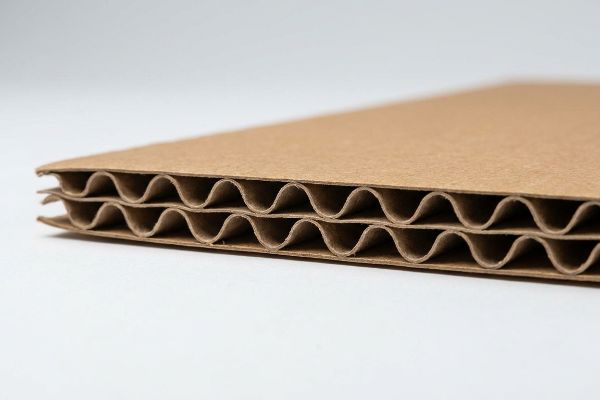
「二重壁段ボール包装の最適設計 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。[段ボール包装の技術仕様では、単層から二重壁への壁厚の増加が垂直圧縮強度を大幅に向上させることを示しています]。証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:壁の仕様と構造的完全性の相関関係。適用範囲に関する注記:性能はフルートサイズによって異なります 。↩
「段ボール箱 – エッジクラッシュテスト(ECT)|TheBoxery.com」、 https://www.theboxery.com/ect.asp?srsltid=AfmBOoqR8WAez-X79JHLKbUYEroPZ_NhQ7U19sBjHwKzARgANYMTfaW -。[業界標準では、エッジクラッシュテスト(ECT)を段ボールの積層強度と構造構成を測定するための主要な指標として定義しています]。証拠の役割:技術的定義、情報源の種類:業界標準。サポート:材料の一貫性を確保するためのECT評価値の使用。適用範囲に関する注記:北米の段ボール材料の主要標準 。↩
「段ボール箱の種類 – ELITER Packaging Machinery」、 https://www.eliter-packaging.com/glossary/corrugated-cardboard-box-styles。[包装組立における作業効率に関する研究によると、一体型ロック機構は接着剤塗布に比べて手作業時間を短縮します]。証拠の役割:経験的指標、情報源の種類:オペレーションズリサーチ。裏付け:設計されたセルフロックタブによる時間短縮効果。範囲に関する注記:具体的な時間短縮効果は、ユニットのサイズと複雑さによって異なります 。↩
「LCBとCBのスチールルールによるダイカット」、 https://yitaipacking.com/performance-of-die-steel-rule-on-different-materials/。[包装製造に関する技術文書では、スチールルールダイが段ボールに衝突した際に発生する圧縮力と材料の変位が詳細に説明される]。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。裏付け:ダイカット時の物理的衝撃の不安定性。範囲に関する注記:機械的圧縮解析に限定 。↩
「折り目加工マトリックスの簡単なガイド – Ultracrease Ltd.」、 https://www.ultracrease.com/guide-on-crease-matrix/。包装機械に関する技術文書では、マトリックス折り目加工が、支持カウンターダイを提供することで、フルートの崩壊や表面のひび割れを防ぐ仕組みについて説明しています。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。支持事項:折り目欠陥を排除するためのマトリックスチャネルの使用。適用範囲に関する注記:有効性は、特定のフルート形状と板紙のグレードによって異なります 。↩
「段ボールと材料グレード – フルート – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。[段ボール材料の業界標準技術仕様書は、Bフルートの公称厚さを確認しています]。証拠の役割:技術仕様書、情報源の種類:業界標準。裏付け:Bフルートの寸法精度。範囲に関する注記:正確な厚さは製造業者によって若干異なる場合があります 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。[段ボール包装に関する技術ガイドでは、表面ライナーの損傷が段ボールの垂直圧縮強度にどのような影響を与えるかが説明されています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:表面損傷の構造的影響。適用範囲に関する注記:標準的な段ボール構造に適用されます 。↩
「板金加工のコツとテクニックで段ボール箱を設計する」、 https://www.youtube.com/watch?v=FpPC_UA9GDE。[ArtiosCADの技術文書では、段ボール設計における材料の厚みを考慮するための曲げ代計算の使用方法が詳細に説明される]。証拠の役割:ツールの検証。情報源の種類:ソフトウェア文書。サポート:組立精度の確保方法。範囲に関する注記:CAD支援パッケージ設計に特有 。↩
"[PDF] 段ボールの仕様書 – 国立公文書館", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[権威ある包装工学ガイドでは、Bフルートの折り曲げ半径を考慮することで、材料の応力やグラフィックの破れを防ぐ方法を説明しています]。証拠の役割:技術仕様書、情報源の種類:工学ハンドブック。裏付け:材料の厚みに応じてスロットを広げる必要性。適用範囲に関する注記:Bフルート段ボールの用途に特化 。↩
「カバーフラップとロックタブ付きメールボックス – Prime Packaging」、 https://primepackaging.com/product/mailer-box-with-cover-flaps-locking-tab/。[段ボール構造設計の業界標準では、効率的な手動組み立てを保証するために、ロックタブの最適なクリアランス公差が定義されています]。証拠の役割:業界標準、情報源の種類:技術マニュアル。サポート:ロックタブの3mmクリアランス基準。適用範囲に関する注記:公差は板紙のグレードによって異なる場合があります 。↩
「LithoFlute リソラミネート加工重量カートン」、 https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/ 。包装業界の標準規格では、「テレグラフィング効果」について説明されており、BやCのような厚いフルートの隆起が薄い印刷ライナーを通して見える現象です。証拠の役割:技術的検証。情報源の種類:業界マニュアル。裏付け:厚いフルートは高解像度グラフィックの滑らかさを損なうという主張。適用範囲に関する注記:特にフルートの深さとライナーの厚さの相互作用に関係します。↩
"[PDF] 段ボールのウォッシュボード現象 – RMIT研究リポジトリ."、 https://research-repository.rmit.edu.au/articles/thesis/Washboarding_of_corrugated_cardboard/27576537/1/files/50744808.pdf。技術的な包装ガイドでは、大きなフルートの上に薄いライナーを貼ると、ウォッシュボード効果として知られる目に見えるリブが発生する仕組みが説明されています。証拠の役割:用語の検証。情報源の種類:業界マニュアル。裏付け:Bフルートの視覚的欠陥の原因。範囲に関する注記:ライナーの厚さとフルートの高さの相互作用に特に言及しています 。↩
「段ボール包装の種類|段ボール製配送箱 – Packsize」、 https://www.packsize.com/blog/know-your-different-types-of-corrugated-cardboard。段ボールの材料データシートには、BフルートとEフルートのプロファイル間の具体的な厚さの測定値と、それによって生じる表面のばらつきが記載されています。証拠の役割:技術仕様、情報源の種類:メーカーのデータシート。サポート:表面の凹凸の正確な測定。範囲に関する注記:値は、特定の板紙グレード基準に基づいて変動する場合があります 。↩
「EフルートとBフルート:どちらがパッケージングのニーズに合いますか? – BoxLark」、 https://boxlark.com/what-are-the-e-flute-and-b-flute/。[パッケージングエンジニアリングガイドでは、Eフルートなどの小さなフルートは、高解像度印刷時のウォッシュボードと呼ばれる構造的なリブ効果を最小限に抑えることが示されています。証拠の役割:技術検証。情報源の種類:パッケージング業界のマニュアル。裏付け:印刷面品質の向上におけるEフルートの有効性。適用範囲に関する注記:主に高光沢仕上げに適用されます。] ↩
「SBS紙板:小売用ボックスの秘密兵器 – Orbytel」、 https://www.orbytel.com/post/sbs-paperboard-the-secret-weapon-of-retail-boxes。[ソリッド漂白硫酸塩(SBS)の技術仕様は、再生ライナーと比較して優れた白色度と滑らかさを持つため、高級小売用パッケージでの使用を裏付けています。証拠の役割:材料仕様、情報源の種類:技術データシート。裏付け:SBSが高級感のある外観を提供するという主張。適用範囲に関する注記:有効性は使用される特定の坪量によって異なります。] ↩



