You spend months perfecting your product, only to see it buried on the bottom retail shelf. A custom display solves this visibility crisis, but only if engineered to survive transit.
A custom POP (Point of Purchase) display is a standalone marketing fixture designed to hold and showcase products outside of standard store aisles. These specialized merchandisers physically interrupt shopper traffic patterns, drastically increasing impulse purchases by positioning high-margin items directly at eye level during the final decision-making phase.

But knowing the theory isn't enough. When you start shipping these units to massive big-box retailers, the physical reality of corrugated engineering quickly separates successful rollouts from expensive warehouse disasters.
What is a pop display?
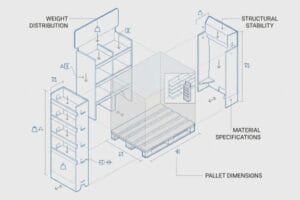
Everyone recognizes a floor merchandiser, but understanding how it mechanically drives revenue requires looking past the printed artwork and analyzing the structural geometry itself.
A POP display is a strategic retail fixture engineered to merchandise products in high-traffic zones. By utilizing standalone floor structures, countertop units, or end-caps, these physical touchpoints maximize brand visibility and encourage immediate consumer engagement away from highly competitive, crowded standard store aisles.

It looks like a simple printed box holding your items, but the actual science behind its success comes down to physical placement and human ergonomics.
The Human Height Strategy Behind a POP Display
Marketing teams often design their primary brand messaging to fit wherever there is blank space on the dieline. They assume that as long as the logo is large and colorful, passing shoppers will naturally look down or step closer to read the text. This leads to primary call-to-action elements being placed on the bottom skirt1 of the base, barely inches from the floor.
Getting shoppers to actually stop their carts requires hitting the "Strike Zone"—the visual sweet spot located exactly 50 to 54 inches2 (127 to 137 cm) from the floor. I constantly see beautifully designed floor units where the brand places its main value proposition too low, forcing the customer to physically bend down. I once watched a store clerk unpack a unit, and because the header was structurally flimsy, they simply folded it backwards and left it out, instantly deleting the brand's eye-level visibility. When I engineer these units, I enforce a strict layout rule: the core message and the primary product facing must sit precisely in that 50-54 inch (127-137 cm) window. By shifting the structural geometry upward, we capture the shopper's natural line of sight, creating an immediate sales lift without adding a single penny to the material cost.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Placing logos near the floor base | Elevating graphics to the 50-inch "Strike Zone"3 | Captures passing shopper attention |
| Designing flimsy top headers | Using folded double-wall header structures4 | Prevents header sagging over time |
| Wasting mid-level shelf space | Angling bottom shelves upward 15 degrees5 | Increases product visibility significantly |
I never let clients waste high-value structural space on the bottom tier. Pushing your primary product into the natural visual strike zone ensures your merchandiser actually interrupts the shopper instead of blending into the floorboards.
🛠️ Harvey's Desk: Not sure if your primary graphics are sitting in the actual retail strike zone? 👉 Get a Free Dieline Review ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What are the disadvantages of pop displays?
While temporary merchandisers are powerful revenue drivers, they rely heavily on corrugated paperboard—a highly dynamic, porous material that reacts aggressively to its physical environment during transit.
The primary disadvantages of POP displays stem from their susceptibility to environmental damage and structural fatigue. Because they are constructed from porous corrugated paperboard, these fixtures can absorb ambient humidity during long transit periods, leading to material swelling, compromised load-bearing strength, and potential retail-floor assembly failures.
This environmental vulnerability becomes glaringly obvious the moment a frustrated store clerk tries to assemble a moisture-compromised unit on the floor.
The Moisture Swelling Disadvantage of POP Displays
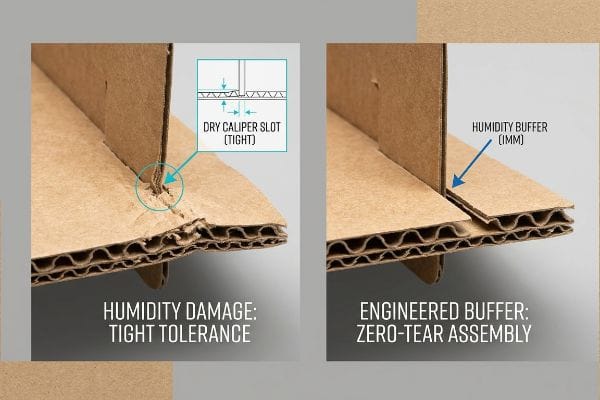
Graphic designers sitting in climate-controlled studios often set their CAD (Computer-Aided Design) slot tolerances based on the absolute dry caliper6 of the board. They assume a perfectly cut 0.125-inch (3.17 mm) wide slot will always seamlessly accept a 0.125-inch (3.17 mm) wide interlocking tab. This static mathematical assumption completely ignores the chemical reality of overseas shipping and regional climate variations.
Paper is essentially a sponge, and when these flat-packs sit in high-humidity logistics hubs like Florida or Texas, the porous testliner absorbs ambient moisture and physically swells7. A slot that looked flawless on the screen suddenly becomes far too tight in reality. I remember feeling the stiff, damp resistance of virgin kraft board as a warehouse team tried to force tabs into swollen slots, ultimately crushing the flutes and tearing the top sheet out of pure frustration. To eliminate this disadvantage, I mathematically engineer a "Humidity Buffer" into my files, adding an extra 0.04 inches (1 mm) of clearance8 specifically to the receiving slots. This micro-adjustment accounts for the paper expansion, ensuring a frictionless, zero-tear assembly that saves the co-packing team hours of manual labor and drastically cuts down on wasted units.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using dry-caliper mathematical slots | Adding a 1mm humidity clearance buffer9 | Prevents torn tabs during setup |
| Forcing tight tabs with clear tape | Engineering frictionless interlocking mechanisms | Maintains a premium brand image |
| Ignoring regional climate changes | Pre-calculating paper fiber expansion rates10 | Ensures consistent global assembly times |
I always design for the worst-case warehouse climate, not the ideal office environment. Giving the paper room to breathe guarantees your temporary display survives the realities of logistics without frustrating the people forced to build it.
🛠️ Harvey's Desk: Are your structural slots mathematically tight enough to cause tears when shipped to humid climates? 👉 Request a Tolerance Check ↗ — Download safely. My inbox is open if you have questions later.
What is the difference between POS and POP display?
Buyers frequently mix up these categories, assuming any printed box can sit anywhere in the store. In reality, retail floor plans enforce strict logistical and spatial boundaries for each type.
The difference between POS (Point of Sale) and POP displays lies in their store location and physical footprint. POP displays are larger merchandisers placed throughout aisles to interrupt traffic, while POS displays are compact countertop units strictly positioned at the checkout register to capture final impulse purchases.

While the location difference sounds simple, failing to engineer for the specific footprint constraints of these two distinct zones will trigger immediate retailer chargebacks.
The Spatial Constraints of POS and POP Displays
Procurement teams frequently try to stretch their budget by asking for a "scalable" design, hoping to simply shrink a massive floor merchandiser by 50% so it can sit next to the cash register. They treat a POS and a POP unit as the exact same structural category, just rendered in different sizes. This dangerously ignores the strict legal compliance and logistical rules dictating these two entirely separate retail environments.
Think of it like trying to park a commercial delivery truck in a compact car space. A POP unit is heavily dictated by warehouse logistics, strictly anchored to the standard 48×40 inch (121.9×101.6 cm) pallet limit11 to withstand massive top-load pressure during freight transit. Conversely, a POS unit sitting at the register is governed by ADA (Americans with Disabilities Act) regulations, requiring a strict 15 to 48-inch (38.1 to 121.9 cm) forward reach compliance window12 so all shoppers can safely grab the product. I strictly separate these engineering pipelines because trying to force a hybrid footprint often results in a wobbly, non-compliant unit that store managers immediately reject and throw into the recycling bin, instantly killing the brand's checkout visibility.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Treating both units as identical structures | Separating engineering pipelines by zone | Guarantees retailer footprint compliance |
| Ignoring register accessibility laws | Enforcing strict ADA forward reach limits | Prevents checkout unit rejection |
| Overhanging the warehouse footprint | Anchoring floor units to strict pallet dimensions | Eliminates transit crushing risks |
I never allow clients to shrink a floor structure and call it a checkout unit. Respecting the unique physical boundaries of each retail zone is the only way to protect your brand from sudden store-level rejections.
🛠️ Harvey's Desk: Are you blindly shrinking floor units without checking checkout accessibility limits? 👉 Claim Your Spatial Audit ↗ — No forms that trigger endless sales calls. Just pure value.
Who usually provides pop displays?
Sourcing these fixtures correctly means understanding the massive divide between standard commercial printing and specialized structural manufacturing. You need a vendor who understands physics, not just ink on paper.
Specialized packaging manufacturers usually provide POP displays. Unlike standard commercial printers who handle flat paper graphics, these specialized corrugated vendors possess the heavy industrial machinery and structural engineering expertise required to produce, print, and securely mount robust boards capable of holding immense dynamic product weight.
But knowing the theory isn't enough when the machines start running. A generic printer will accept your file without a second thought, but that is exactly where the physical disasters begin.
Why Standard Commercial Printers Fail at POP Displays
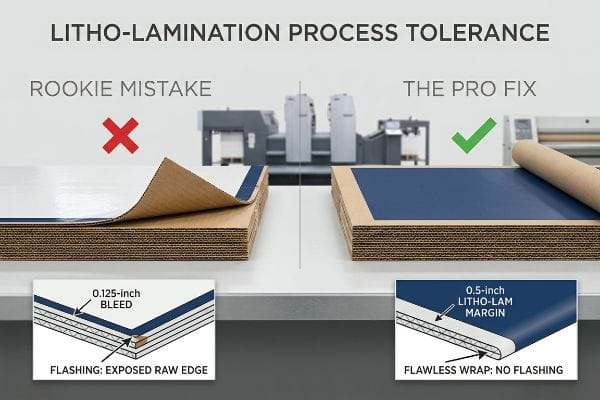
Brand designers naturally send their retail display dielines to their trusted commercial print partners, assuming that printing a large cardboard structure is no different than printing a thick brochure. They meticulously apply a standard 0.125-inch (3.17 mm) bleed13 to their artwork files and expect a flawless final product. This seemingly reasonable assumption completely breaks down when introduced to the violent, high-speed reality of automated corrugated mounting.
In my facility, I routinely see beautifully designed files completely fail during the litho-lamination process. Standard printers don't account for the physical shift that occurs when gluing a wet, printed top-sheet onto thick B-flute corrugated board using water-based PVA adhesive. The automated machinery inherently introduces a wider mechanical tolerance. If you only provide a standard commercial bleed margin, that slight 0.11-inch (2.79 mm) board shift during mounting14 will result in "flashing"—ugly, exposed raw brown cardboard edges highly visible on the folded corners of the final unit. I physically measure this shift and strictly enforce a minimum 0.5-inch (12.7 mm) bleed margin15 past the cut line for all litho-laminated jobs. By forcing this massive engineered safety net into the prepress file, I guarantee the graphic completely wraps around every exposed edge, completely wiping out the risk of visual defects and saving clients thousands in rejected, unpresentable retail inventory.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using standard 0.125-inch bleeds | Enforcing a 0.5-inch litho-lamination margin16 | Hides all raw brown edges entirely |
| Ignoring automated gluing shifts17 | Building a physical mechanical safety net | Stops massive visual reject rates |
| Using standard commercial printers | Partnering with dedicated corrugated engineers | Secures premium retail shelf presence |
I reject files at the prepress stage that fail to account for manufacturing movement. Forcing designers to extend their artwork guarantees a visually flawless wrap that survives the brutal realities of high-speed industrial lamination.
🛠️ Harvey's Desk: Do you know the exact mechanical shift tolerance of your current corrugated supplier before litho-lamination begins? 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You might trust a standard commercial printer with your rollout, but when a tight 0.125-inch (3.17 mm) bleed shifts during automated litho-lamination, you end up with exposed brown edges that trigger immediate retailer rejections and crush your profit margin. Over 500 brand managers use my prepress checklist to avoid these exact fatal early-stage mistakes. Stop risking your visual branding on generic tolerances and let me personally bulletproof your geometry with a Free Dieline Pre-Flight Audit ↗ to guarantee flawless factory execution.
"POP Displays 101: A Guide to Retail Marketing Explained – Minewtag", https://www.minewtag.com/pop-displays.html. [Authoritative research on retail eyetracking and the 'strike zone'confirms that consumers rarely focus on lower-level placements for key messaging]. Evidence role: corroboration of a design failure; source type: retail psychology study. Supports: the inefficiency of placing primary CTAs near the floor. Scope note: applicable to floor-standing retail fixtures]. ↩
"Grocery Store Shelf Height Guide: Standards, Consumer …", https://wzrack.com/grocery-store-shelf-height-guide-standards-consumer-psychology-optimization-best-practices/. [A retail ergonomics study or industry merchandising guide should confirm the specific height range for the 'strike zone'to maximize adult consumer visibility]. Evidence role: factual verification; source type: industry standard or consumer behavior research. Supports: The technical specification of the optimal visual height for POP displays. Scope note: Ideal height may vary slightly based on target demographic averages.] ↩
"Why Do Retailers Place Products at Eye Level? – PopDisplay", https://popdisplay.me/why-do-retailers-place-products-at-eye-level/. [Industry standards for retail visual merchandising define the optimal eye-level 'strike zone'to maximize shopper engagement]. Evidence role: factual verification; source type: retail merchandising guide. Supports: optimal graphic placement for attention. Scope note: Height may vary based on the target demographic's average height. ↩
"Corrugated Trays for Food & Beverage Packaging", https://www.internationalpaper.com/packaging/corrugated-packaging/trays. [Packaging engineering principles dictate that double-wall corrugated structures significantly increase rigidity and prevent warping compared to single-wall designs]. Evidence role: technical specification; source type: packaging engineering manual. Supports: prevention of header sagging. Scope note: Specific to corrugated cardboard materials. ↩
"[PDF] Guidelines for Retail Grocery Stores – Ergonomics for the … – OSHA", https://www.osha.gov/sites/default/files/publications/OSHA3192.pdf. [Ergonomic studies on line-of-sight indicate that a slight upward tilt increases the visible surface area of products on lower shelving units]. Evidence role: technical specification; source type: ergonomic study. Supports: increase in product visibility. Scope note: Effectiveness depends on the height of the product being displayed. ↩
"Influence of humidity and temperature on mechanical properties of …", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [An authoritative source on packaging engineering would explain how the hygroscopic nature of corrugated board causes dimensional changes that invalidate tolerances based on dry caliper measurements]. Evidence role: technical validation; source type: packaging science journal or engineering handbook. Supports: the claim that dry-state measurements are insufficient for real-world assembly. Scope note: applies specifically to porous cellulose-based materials]. ↩
"[PDF] Relative Humidity Effects on the Compression … – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Material science data on corrugated fiberboard can verify the hygroscopic nature of testliner and its dimensional instability in high-humidity environments]. Evidence role: technical verification; source type: material science handbook. Supports: the physical mechanism of material degradation. Scope note: specific to cellulose-based corrugated materials. ↩
"What is relative humidity and how does it affect your boxes? – Billerud", https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity. [Packaging engineering standards or structural design manuals for POP displays can validate recommended tolerances for humidity-induced expansion in slot-and-tab assemblies]. Evidence role: technical specification; source type: industry design manual. Supports: the efficacy of specific clearance metrics to prevent assembly failure. Scope note: applies to high-humidity logistics contexts. ↩
"Compressive Strength of Corrugated Paperboard Packages with …", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Technical packaging engineering standards define the necessary tolerances to account for material swelling in high-humidity environments to prevent structural failure]. Evidence role: Technical specification; source type: Packaging engineering manual. Supports: Prevention of torn tabs during setup. Scope note: Specifically pertains to corrugated paperboard tolerances. ↩
""Relative Humidity Effects on the Compression Strength of …", https://open.clemson.edu/all_theses/3225/. [Material science research on the hygroscopic nature of cellulose fibers provides data on how paperboard expands based on relative humidity levels]. Evidence role: Scientific principle; source type: Material science journal. Supports: Consistency of assembly times across different climates. Scope note: Applies to porous cellulose-based materials. ↩
"Pallet Display Types: Full, Half & Quarter – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [An industry logistics manual or shipping standard would confirm 48×40 inches as the standard GMA pallet size used for freight transit]. Evidence role: technical specification; source type: industry standard. Supports: POP display dimensions. Scope note: Specifically applicable to North American logistics. ↩
"ADA Standards for Accessible Design Title III Regulation 28 CFR …", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [The ADA Standards for Accessible Design specify the maximum and minimum reach ranges for accessible elements in public spaces]. Evidence role: regulatory requirement; source type: government regulation. Supports: POS display compliance. Scope note: Applies to US-based retail environments. ↩
"Bleed Printing 101: What It Is and How It's Used – Binders, Inc", https://www.bindersinc.com/resources/what-is-bleed-printing. Technical prepress guidelines for commercial printing verify that 0.125 inches is the standard bleed requirement for offset and digital printing. Evidence role: factual verification; source type: technical manual. Supports: the claim that designers apply standard commercial print metrics. Scope note: refers to flat sheet printing standards. ↩
"Litho-laminated Microflute – MM Group", https://mm.group/packaging/technologies/lamination/. [Technical manuals on corrugated mounting detail the typical mechanical tolerances and shifts that occur during the litho-lamination process, leading to visual defects known as flashing]. Evidence role: technical specification; source type: industrial manufacturing guide. Supports: the claim that precise board shifts cause visual defects. Scope note: tolerances may vary based on the specific machinery used.] ↩
"Lithographic Lamination – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoouBGhKZ9aJytQSwJZEf0tjMH66syIbnDXInZc8QZiMJ3rLs0JQ. [Packaging industry design standards recommend extended bleed margins for litho-lamination to compensate for registration shifts between the printed sheet and the corrugated substrate]. Evidence role: best practice; source type: structural design guide. Supports: the requirement for a wider safety net in prepress files for POP displays. Scope note: applies specifically to litho-lamination rather than standard commercial printing.] ↩
"Lithographic Lamination – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOooE7FQK5rnbRI5xQHkr44izEZvpFY4G4vYFJT696rfjS4I2tKoG. [Industry technical guides for corrugated packaging specify the required bleed margins for litho-lamination to ensure complete coverage of substrate edges during trimming]. Evidence role: technical specification; source type: industry manual. Supports: the necessity of wider margins for litho-lamination. Scope note: specific to corrugated structural manufacturing. ↩
"High-Speed Inlet Spotter for Carton Packaging – Pack-Smart Inc.", https://packsmartinc.com/folding-cartons-application/folding-and-gluing/. [Manufacturing standards for automated folding carton and display gluing document the prevalence of alignment shifts that cause visual defects]. Evidence role: process failure analysis; source type: manufacturing guide. Supports: the claim that gluing shifts lead to high reject rates. Scope note: applies to automated high-volume assembly. ↩