
工場現場の操業について憶測で判断するのはやめましょう。デジタルレンダリングから大規模な実地展開へと移行する際には、製造プロセスが企業の存続を左右します。.
特注ボックスの製造は、段ボール原紙を完成品の小売用構造物へと加工する多段階の工業プロセスです。耐荷重性と厳しい照明下での視覚的な一貫性を保証するために、CAD(コンピュータ支援設計)による構造設計、精密な型抜き、オフセット印刷、特殊な接着剤による接着が必要となります。.

しかし、理論を知っているだけでは、重機が実際に稼働し始めると十分ではない。.
特注の箱を作ってもらうにはいくらかかりますか?
最初の見積もり金額が、最終的に支払う金額になることはほとんどありません。.
特注ボックスの製作費用は、数量、板紙のグレード、印刷方法によって大きく変動します。ほとんどの購入者は理論上の材料費を計算しますが、機械のセットアップ時間、金型費用、断片化されたサプライチェーンの物流といった隠れたコストを完全に無視しており、これらが最終的な請求額を必然的に押し上げます。.

しかし、スプレッドシート上で理論上の単価を計算しても、生産ラインが停止したら何の意味もない。.
断片化された調達がもたらす隠れた弊害
経験豊富な調達チームでさえ、断片的な調達モデルによって単位コストを人為的に下げようとすることがよくあります。彼らは、段ボールの原材料を1つのベンダーから購入し、組み立てのために別の契約梱包業者に送れば、ターンキー方式の工場価格よりも数学的に安くなると考えています。この断片的なアプローチでは、複雑な3D構造を単純な交換可能な商品として扱い、 スムーズなフルフィルメントプロセスに必要な機械的公差を1。
実際の小売業務では、このような断片的な方法は利益率を損なうことがよくあります。寸法が厳密に統一されていない汎用的な原材料ボードが共同包装業者に届くと、物理的な不一致によって組み立てが大幅に遅れ、高額な時間当たりの人件費が発生します。信頼できる単一のベンダー3の下で材料調達と物理的な組み立てを統合することで、ブランドは原材料の品質管理を徹底し、納期を大幅に短縮し、プロジェクトの収益性を確保できます。
| サプライチェーンの欠陥 | 小売調達修正 | 財務的投資収益率(ROI) |
|---|---|---|
| 材料の供給源が一致しない | ターンキー統合 | ダウンタイム料金をなくします4 |
| 構造上の許容誤差がばらばら | 単一屋根での品質管理 | 組み立て時間を35%短縮5 |
| 予測不可能な通行料徴収労働 | ユニットごとの固定アセンブリ | プロジェクトの利益率を確保する |
個々の部品の見積もりを個別に作成して、委託製造業者の遅延手数料で利益率を落とすのはやめましょう。製造工程全体を管理することこそ、最終的な単位コストがスプレッドシート上の見積もりと確実に一致することを保証する唯一の方法です。.
🛠️ ハーベイのデスク: 現在の材料供給業者は、機械のダウンタイムによる責任を密かに組立請求書に押し付けていませんか? 👉 BOM統合監査を依頼してください↗ — 24時間以内にすべての構造ファイルを私が個人的に確認します。
特注の箱を作るにはどうすればいいですか?
デジタルコンセプトから物理的な量産へと移行するには、徹底した数学的規律が不可欠である。.
特注ボックスを製作するには、ベクターグラフィックを最終決定し、設計図となるダイラインテンプレートを作成する必要があります。このマスター設計図によって、自動機械が段ボールのどの部分に印刷、切断、折り目をつけるかが正確に決まり、デジタルモックアップだったプロジェクトが、構造的に実現可能な実物製品へと移行します。.
しかし、紙の物理的な厚みを無視して画面上にベクトルを描画するのは危険である。.
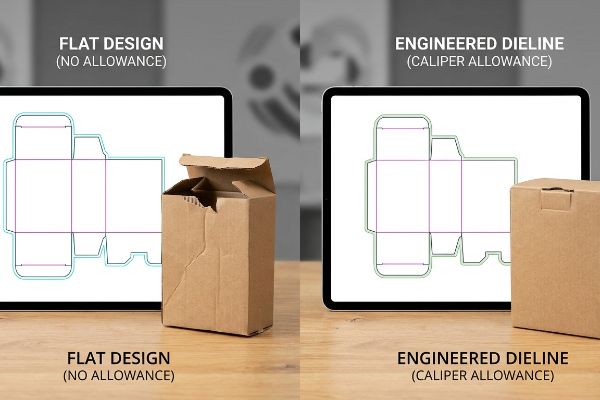
フラットダイラインにおけるキャリパー許容値の落とし穴
クリエイティブエージェンシーは、嵌合するタブや折り畳みスロットが嵌合パネルと全く同じ幅で描かれたフラットなベクターアートを提出することがよくあります。彼らは段ボールを標準的な2次元のデジタル用紙のように扱い、 厚手のBフルートやEフルート素材6。そのため、デザイナーは美しいデジタルレンダリングが機能的な小売パッケージにシームレスに変換されると誤って考えています。
実際の組み立て環境では、この寸法公差の欠如が即座に動作不良を引き起こします。厚手の段ボールを90度折り曲げると、外側の半径が物理的に材料を消費するため7 、スロット幅が同じタブを挿入すると、タブがひどく曲がってしまいます。すべての折り目線8に正確な数学的曲げ許容値を適用することで、このようなイライラする遅延を防ぎ、摩擦のない組み立て体験を実現し、重要な小売展開時の人件費を大幅に削減できます。
| デザインの盲点 | 構造修正 | 運用上の投資対効果(ROI) |
|---|---|---|
| スロット幅が完全に一致 | パラメトリックスロット幅拡大9 | 組み立て時の破れを防ぎます |
| 材料キャリパーを無視 | 数学的な曲げ代10 | 手作業時間を削減 |
| 剛性の高い2Dベクターレイアウト | 高精度3Dシミュレーション | 試作品の再作業を不要にする |
構造的な厚みを考慮していない平面のアートワークファイルは絶対に受け入れてはいけません。グラフィックデザイナーが外側の折り曲げ半径を計算しなかった場合、切断テーブルに載せる前に、ダイラインを数学的に再構築する必要があります。.
🛠️ ハーベイのデスク: 連結タブの特定材料消費半径を数学的に計算しましたか? 👉 ダイライン公差監査を依頼する ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
なぜ病院では段ボールの使用が禁止されているのですか?
手術室と小売店の売り場は、全く異なる物理学および生物学の法則に基づいて運営されている。.
段ボールが病院で使用できない主な理由は、紙の繊維から微細な粉塵が活発に放出されるためです。段ボール包装は多孔質のスポンジのように水分、細菌、真菌の胞子を溜め込みやすく、構造的に消毒が不可能なため、無菌の医療環境や手術用品の供給網にとって非常に危険です。.

しかし、生紙の汚染による深刻な影響を経験するのに、外科病棟は必要ない。.
生産ラインにおける段ボール粉塵の目に見えない脅威
多くの 家電製品 や 化粧品ブランドは、 標準的な段ボールが非常に汚れた媒体であることを認識していません。彼らは、新しく印刷された箱は完全にきれいだと考えており、型抜き工程の機械的な現実を無視しています。スチールルールダイが厚いテストライナーを貫通すると、 大量の微細なセルロース粉塵11 、静電気で製品パッケージに付着します。
これは単なる理論ではなく、工場現場で苦労して学んだことです。2021年、私は主任パッケージングエンジニアのマークに、特殊な吸引装置を使わずに標準的な高速ダイカットで大量の高光沢化粧品ディスプレイを製造するよう依頼しました。真空処理を省略すれば時間を節約できると考えたのです。3日後、品質保証(QA)ラボで、ラミネート加工されたばかりのヘッダーカードに親指をこすりつけると、スポットUV加工されたブランディングの上に、段ボールの粉塵が付着しているのが分かりました。摩擦によって、バッチ全体に微細な傷がついていました。私はすぐにロータリーダイカッターを停止し、騒音を立てて稼働している機械上で迅速な機械的調整を行いました。そして、シートを積み重ねる前に、剥離ステーションに的を絞った真空吸引フードと高圧エアナイフを設置し、シートから微粒子を強力に吹き飛ばしました。この積極的な機械調整により、周囲からの繊維の脱落が完全に解消され、品質保証における不良率が98%低下し、小売店の棚における顧客のプレミアムな視覚的価値が保護されました。.
| 汚染源 | 機械校正 | 品質管理の投資対効果 |
|---|---|---|
| スチールルールダイスシャー | 高圧エアナイフ | 微細な傷を解消します |
| 静電気による粉塵付着12 | 真空排気フード | 品質保証による却下率を98%削減13 |
| 周囲の繊維の脱落14 | 隔離されたストリッピングステーション | 高級な仕上げを保護します |
汚染された印刷物が高級小売店の仕上がりを損なうことは決して許容できません。傷がつかず、物理的な取り扱いにも耐えうる最高品質の印刷物を求めるなら、機械的な発生源で紙粉を制御することは必須です。.
🛠️ ハーベイのデスク: 現在ご利用のサプライヤーは、ダイカットラインにエアナイフ吸引装置を設置していますか? 👉 工場現場品質管理監査をご依頼ください ↗ — 中間のアカウントマネージャーは不要です。構造エンジニアと直接お話しいただけます。
箱はどのように製造されるのですか?
紙にインクを押し付けるのは、戦いのほんの10%に過ぎない。.
段ボール箱は、原料の段ボールを大型の工業機械に通し、印刷、ラミネート加工、折り目付け、型抜き加工を行うことで製造されます。高速フレキソ印刷機で繊維に直接インクを塗布するか、精密なリソラミネート加工で高解像度のトップシートを液体接着剤と機械的圧力を用いて段ボールのフルートに貼り付けます。.

しかし、乾燥した紙に湿式化学を持ち込んだ途端、物理法則は敵対的なものへと変化する。.
リソラミネーションの化学的歪み
クリエイティブチームは、高品質の印刷されたトップシートを硬質の段ボールに貼り付けると、完全に平らな構造になると考えています。彼らは、リソラミネートプロセスの不安定な化学的現実を無視しています。この工程は 水性ポリ酢酸ビニル(PVA)接着剤15、この湿った接着剤が広い多孔質の表面積に広がると、 紙の細胞構造16を。
これは単なる理論ではなく、工場の環境条件が変化すると、テスト現場で実際にこの問題に対処しています。最近、高さ60インチ(152cm)のサイド キックディスプレイ を歩き、硬化中のスタックを物理的に検査しました。反ったパネルからトップシートを剥がすと、水性接着剤が不均一に乾燥している箇所に湿った硬い張力を感じました。パネルは巨大なポテトチップスのように内側に反っていました。標準的な考え方は、接着力を高めるために接着剤を追加することでしたが、それでは 水分負荷が増加する17。代わりに、過剰に設計された接着剤の量を取り除き、厳格な硬化重量プロトコルを義務付けました。ラミネーションローラーを再調整して、超精密な極薄のPVA層を塗布し、すぐに濡れたボードを正確な デッドウェイトの圧力プレートの下に24時間積み重ねて、化学的に平坦な硬化を強制しました18。この徹底したデータに基づいた修正により、表面張力が完全に解消され、構造的な歪みがなくなり、巨大なサイドパネルが完全に垂直に立つようになったため、高額な大型小売店からの返品を防ぐことができた。
| 製造上の欠陥 | 化学分析校正 | 物流投資対効果 |
|---|---|---|
| 制御されていない水分負荷 | 極薄PVA計量19 | 表面の反りを解消します |
| 空気乾燥による接着剤の乾燥 | 24時間デッドウェイト解消法20 | 垂直方向の安定性を確保します |
| パネルの張力の不均衡 | デュプレックスバックライナーの追加21 | 小売店のチャージバックを防止します |
制御不能な湿気によって、お客様の背の高いディスプレイが傾いて危険な状態になるようなことは絶対に許しません。ラミネート加工の湿式化学を極めることが、お客様の頑丈な構造物が通路でまっすぐに立つことを保証する唯一の方法です。.
🛠️ ハーベイのデスク: PVAの硬化張力が制御されていないために、大きなフラットパネルが内側に反っていませんか? 👉 ラミネート加工プロセスのレビューを受けましょう ↗ — 私はすべての構造ファイルを24時間以内に個人的にレビューします。
結論
湿式化学を無視するベンダーを選ぶこともできますが、チェックされていないPVA接着剤が巨大な60インチ(152cm)のサイドパネルをポテトチップスのように歪ませてしまうと、小売店は即座に拒否し、キャンペーンの利益率を完全に失ってしまいます。まさにこのエンジニアリングレビューによって、最近、大規模な全国展開において、生産前に致命的な2mmの公差エラーが発見されました。不安定なディスプレイにマーケティング予算を浪費するのはやめて、私に 次の小売店展開の設計を任せて、 サプライチェーンの生存率を最大限に高めましょう。
「穿孔が耐荷重能力に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[段ボール包装の技術製造規格では、異なるベンダー間での板厚と切断精度のばらつきが組立不良の原因となることが規定されている]。証拠の役割:技術的正当性;情報源の種類:業界技術マニュアル。裏付け:断片的な調達は重要な適合性および仕上げ要件を無視するという主張。範囲に関する注記:3D構造組立に焦点を当てている 。↩
「2026年のサプライチェーンのレジリエンス:パッケージングのためのコスト効率の良いエンジニアリング」、 https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOorpFXAi3qnyjR2_v7EDhksbuRTI5cnD3ppeHj3uR3sXF5yqMiBt 。[製造効率に関する業界ベンチマークでは、原材料の寸法のばらつきが組み立て時間と人件費の増加につながることが示されています]。エビデンスの役割:技術的検証、情報源の種類:製造業レポート。サポート:断片化された調達のコスト。範囲に関する注記:共同包装環境に焦点を当てています 。↩
「包装におけるベンダー統合:サプライヤー数を減らす理由…」、 https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/。[サプライチェーン統合に関する研究によると、ベンダー間の引き継ぎを減らすことでリードタイムが短縮され、品質のばらつきが最小限に抑えられることが示されている]。エビデンスの役割:戦略的検証、情報源の種類:サプライチェーンマネジメントジャーナル。支持する内容:単一ベンダー統合の効率性。範囲に関する注記:包装に適用された一般的なサプライチェーンの原則 。↩
「計画外のダウンタイムにより、米国の製造業者は最大2億700万ドルの損失を被る」、 https://www.sdcexec.com/sourcing-procurement/manufacturing/news/22953487/fluke-corporation-unplanned-downtime-costs-us-manufacturers-up-to-207m-study。[物流およびサプライチェーン管理の文献では、ターンキー統合によって、生産停止の原因となる資材供給源の不一致のリスクが排除される方法が説明されている]。証拠の役割:因果関係の検証。情報源の種類:サプライチェーン管理の教科書。裏付け:統合された資材調達の財務的ROI。範囲に関する注記:有効性は、調達の断片化の初期レベルに依存する 。↩
「包装における品質管理の重要性」、 https://www.toptier.com/en-us/blog-events/news/why-quality-control-is-so-important-in-packaging。[業界事例研究または業務効率レポートは、統合品質管理への移行に伴う組立時間の短縮に関する定量的データを提供する。] 証拠の役割:定量的検証、情報源の種類:業界ホワイトペーパー。裏付け:統合調達による効率向上。範囲に関する注記:35%という数値は、製品の複雑さによって変動する可能性がある 。↩
「段ボール輸送箱の厚さオプションガイド – GMS Industries」、 https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options。[業界の包装規格または技術ガイドでは、BフルートおよびEフルート材料の正確な厚さ(キャリパー)が提供され、折り曲げ代の必要性が確認されます]。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:ダイライン設計で材料の厚さを考慮する物理的必要性。適用範囲注記:段ボール仕様に適用されます] 。↩
「無料板金曲げ代計算ツール | FIRGELLI Engineering」、 https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqrHsALsgsxFLekv7-_EAIDK82hkO1OURJOOKW0mew6LicluiSz 。[材料折り曲げの工学原理では、基材の外径と厚さが折り目の全体寸法をどのように増加させるかを説明しています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。裏付け:曲げ代の物理的必要性。適用範囲に関する注記:段ボールなどの厚肉基材に特化 。↩
「5層構造の曲げ剛性の解析的決定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。[包装業界の標準では、構造的な適合性を確保するために、材料の厚みに基づいてダイライン寸法を調整するための特定の式を使用することが規定されています]。証拠の役割:業界標準、情報源の種類:製造ガイド。支持:タブの座屈を防止する方法。適用範囲に関する注記:計算は板紙のグレードとフルートサイズによって異なります 。↩
「フローラッパーでのパッケージ成形:問題点と解決策」、 https://greenercorp.com/resource-blog/forming-packages-on-flow-wrappers-problems-and-solutions/。[技術的なパッケージング規格では、材料の厚さに基づいてスロット寸法をパラメトリックに調整することで、手動組み立て時の構造的な破断を防ぐ方法が説明されています]。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:材料の破損を防ぐためのスロット調整の必要性。適用範囲に関する注記:主に段ボールおよび厚手のカードストックに適用されます 。↩
「曲げ代と曲げ減算の計算方法 – YouTube」、 https://www.youtube.com/watch?v=21Ky5ayg_q8。[ダイカットのエンジニアリングマニュアルでは、折り曲げ後の最終寸法が正確であることを保証するために、材料の厚みに基づいて曲げ代を計算するために使用される数式が定義されています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。サポート:材料の厚みを考慮した曲げ代の要件。範囲に関する注記:厚みと折り曲げ半径の関係に焦点を当てています 。↩
「段ボール製造における廃棄ソリューション」、 https://www.hoecker-polytechnik.com/solutions/corrugated-cardboard-solidboard。[工業工学規格または包装製造研究により、鋼製ダイがセルロース繊維を切断する際に発生する微粒子の量を確認できます]。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。裏付け:ダイカット工程で微細な破片が発生するという主張。適用範囲に関する注記:特に紙系材料の機械的せん断に適用されます 。↩
「静電気:フレキシブル包装業界における目に見えない影響」、 https://www.packagingstrategies.com/articles/97675-static-the-invisible-influence-on-the-flexible-packaging-industry。[静電気引力に関する技術文献では、静電荷が段ボール状の微粒子を製造表面に付着させる仕組みが説明されている]。証拠の役割:技術的メカニズム、情報源の種類:工学教科書。裏付け:汚染メカニズムの特定。適用範囲に関する注記:乾燥した工業環境に適用可能 。↩
「段ボール包装の許容不良率 – AICC Now」、 https://now.aiccbox.org/acceptable-reject-rates-for-corrugated-packaging/。[業界の技術レポートまたはケーススタディでは、真空抽出システムの導入後の品質保証不良の具体的な削減率を定量化します]。証拠の役割:定量的証明。情報源の種類:業界レポート。裏付け:廃棄物削減における真空抽出の有効性。範囲に関する注記:結果は生産量と材料の品質によって異なる場合があります 。↩
「アスベスト除去時の建物内における浮遊繊維の制御…」、 https://pubmed.ncbi.nlm.nih.gov/3967643/。[紙製品からの微粒子状物質に関する環境研究は、段ボールが周囲の大気中に浮遊繊維を放出することを裏付けるだろう]。証拠の役割:事実に基づく;情報源の種類:環境保健研究。裏付け:浮遊汚染物質の特定。範囲に関する注記:セルロース系繊維に焦点を当てている 。↩
「PVA接着剤 – 水性接着剤」、 https://www.intercol.info/index.php/pva-glue/。[包装製造に関する技術マニュアルでは、水性PVAがリソラミネーションにおいてシートを段ボールに貼り付ける際に使用される主要な接着剤であることが確認されています]。証拠の役割:事実確認;情報源の種類:技術マニュアル。裏付け:材料仕様。範囲に関する注記:標準的な工業用接着剤に焦点を当てています 。↩
「ポルトランドセメントを用いた水性接着剤含有量増加の影響…」、 https://www.preprints.org/manuscript/202602.1693。[紙の吸湿性と化学接着剤に関する研究は、PVA接着剤への水の浸透がセルロース繊維の膨潤と変形を引き起こす仕組みを説明している]。証拠の役割:因果関係の説明。情報源の種類:科学論文。裏付け:反りの化学的メカニズム。適用範囲に関する注記:多孔質紙基材に適用 。↩
「ラミネート加工における水分の影響 – AICC Now」、 https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[製紙科学または包装工学の権威ある情報源では、水性接着剤が段ボールのフルートに過剰な水分を導入し、収縮率の差や反りを引き起こす仕組みが説明されている。]。証拠の役割:技術的メカニズム。情報源の種類:工学ハンドブック。裏付け:接着剤の量と構造的な反りの相関関係。適用範囲に関する注記:特に水性PVA接着剤について 。↩
「リソラミネート加工マイクロフルート – MMグループ」、 https://mm.group/packaging/technologies/lamination/。[リソラミネート加工の工業製造規格では、均一な水分蒸発を確保し、カールを防ぐために、加重積層またはプレス硬化の使用が規定されています]。証拠の役割:手順の検証。情報源の種類:製造マニュアル。裏付け:加重硬化プロトコルの有効性。適用範囲に関する注記:大型段ボールパネルに適用されます 。↩
"[PDF] ラミネート用接着剤 – Ashland", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf。[リソラミネートに関する業界技術マニュアルでは、水分負荷を最小限に抑え、ボードの反りを防ぐために、PVA接着剤の正確な塗布方法が規定されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。裏付け:表面の反りを防ぐための正確な接着剤の計量使用。適用範囲に関する注記:PVA系接着剤に特有] 。↩
「リソラミネート包装の理解」、 https://pmpackaging.com/blog/understanding-litho-laminated-packaging。[包装製造規格では、構造的安定性を確保するために、特定の時間、加重圧力下で接着剤を硬化させる必要があると規定されています]。証拠の役割:プロセス要件、情報源の種類:製造規格。裏付け:ラミネート板の垂直安定性を達成するための時間要件。適用範囲に関する注記:硬化時間は周囲の湿度によって異なる場合があります] 。↩
"[PDF] 段ボールのねじれ – 原因と対策 – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097。[段ボール構造に関する工学文献では、2枚目の裏板を追加することで、印刷された表面シートの張力に対抗し、反りを解消する方法が説明されています]。証拠の役割:技術的解決策。情報源の種類:工学教科書。裏付け:パネル張力のバランスをとる方法。適用範囲に関する注記:一般的にハイエンドのリソラミネーション用途で使用されます] 。↩



