
高級な触感グラフィックにマーケティング予算を投入するのはリスクが高い。構造設計が間違っていれば、せっかくの美しい質感も店頭に並ぶ前にディスプレイを台無しにしてしまう可能性がある。.
パッケージにおけるエンボス加工とデボス加工は、原材料の表面に物理的な変化を加える加工です。世界の業界では、精密な金型を用いて板紙に立体的な形状をプレス加工し、独特の触感を持つ領域を作り出しています。北米の厳しい小売基準を満たすことで、これらの構造的な変化が国際的なサプライチェーンを経ても、素材全体の品質を損なうことなく維持されることが保証されます。.
触覚印刷の理論を理解することは、あくまでも出発点に過ぎません。実際に利益率を守るためには、これらの物理的な変化が、梱包現場における堅牢な構造設計とどのように相互作用するかを理解する必要があります。.
パッケージのエンボス加工とは何ですか?
高級感のある箱のデザインはデジタル画面上では簡単そうに見えるが、実際に質感を与えることで素材の性能は一変する。.
パッケージへのエンボス加工とは、特定のデザイン要素を標準的な基材表面から浮き上がらせる機械的なプロセスです。工場では、一対の雄型と雌型の金属金型を高圧で使用し、紙繊維を上方に引き伸ばすことで、追加の外装材を必要とせずに、高級感のある立体的な触感を実現します。.

この仕上げがどのようなものかを知ることと、それが大量生産中に原材料をどのように不安定化させるかを理解することは全く別物です。.
重厚な3Dエンボス加工が箱の強度を損なう理由
デザイナーは、高級パッケージに立体的な箔押し加工を頻繁に施すが、それはまるで平面印刷のように機能すると考えている。ロゴを際立たせたいので、立体感を最大限に高めようとするのだ。空調管理されたデザインオフィスでは、これはブランド価値を高め、消費者の目を引くための素晴らしい戦略に見えるだろう。.
ベテランデザイナーでさえ、紙を伸ばすという機械的な現実を見落としがちです。真のエンボス加工に 、原紙の繊維を積極的に伸ばして薄くするオス・型 、それによって立体的な質感が生まれます。購入者が重要な荷重のかかる折り目に直接、またはその近くに深い3Dエンボス加工を施すと、この工程が失敗することが頻繁にあります。私は組み立てラインに立ち、自動折り曲げアームが弱くなった角を曲げる際に、構造的に疲弊した紙繊維が鋭い「パキッ」という音を立てて吹き飛ぶのを聞いたことがあります。この吹き飛びは カートンの垂直圧縮強度を完全に損ない、組み立てラインの速度を推定30%低下させ、共同梱包チームに大きな摩擦を生じさせます。私はCAD(コンピュータ支援設計)ソフトウェアで厳格に除外領域を設定し、すべての深い3Dテクスチャを構造的な折り目から遠ざけることで、角が完全に無傷で、重いパレット荷重に耐えられるようにしています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| スコアラインの上に直接エンボス加工を施す | 数学的にテクスチャを0.25インチ(6.35mm)ずらす | 設置時の光ファイバーの破損を防ぎます |
| 物理的な限界を超えて板を伸ばす | 特殊なポリマーマトリックスチャネルを使用する | インクのひび割れや端の粗さを防ぎます |
| 動的負荷ゾーンを無視する | プレス前に応力点をマッピングする | 組み立て時間を30%短縮 |
触感に優れた仕上げと構造的なメカニズムを分離することで、お客様のプレミアムデザインが小売環境において確実に耐久性を発揮できるようにします。.
🛠️ ハーベイのデスク: エンボス加工されたロゴが、荷重のかかる折り目に近すぎるかどうか不安ですか? 👉 無料のダイラインレビューを入手 ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
デボス加工とエンボス加工の違いは何ですか?
段ボールの表面を盛り上がったものと凹んだものに切り替えることで、段ボールが応力を受けた際の反応が全く変わります。.
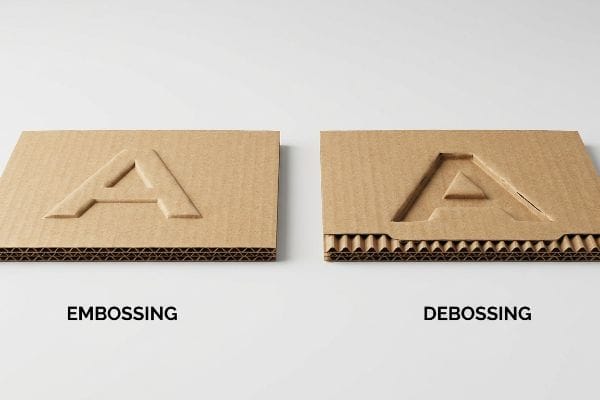
エンボス加工とデボス加工の違いは、紙繊維の変位方向にある。エンボス加工はデザインを外側、つまり消費者の手前に向かって押し出すのに対し、デボス加工はデザインを内側、つまり紙板の奥深くに押し込み、内部の波型フルートを構造的に圧縮する凹みを作り出す。.
多くのブランドは、これら2つの仕上げを互換性のある視覚的な選択肢として扱い、パッケージ構造の内部的な物理特性を完全に無視している。.
押し込むか引き出すか:紙の物理学
ブランドが箔押しのコスト削減のためにエンボス加工のロゴからデボス加工のロゴに切り替える場合、通常はグラフィックファイルを更新するだけで済みます。ロゴをボードに埋め込むことは、浮き上がらせることと機能的に同じだと考えているからです。しかし、この考え方は、 頑丈な小売ディスプレイ。
これは、経験豊富な調達チームでさえ陥るよくある落とし穴です。厚いECT(エッジクラッシュテスト)ボードに鋼鉄製の金型を押し込むと、内部の溝が物理的に潰れてしまいます。床に置かれたこれらの未校正のデボス加工パネルを検査すると、硬い金型プレートの下で内側のC溝が座屈する不快な音が聞こえます。この支えのない圧縮により、すぐに表面張力が発生し、トップシートが割れて茶色の紙が露出します。これを解決するために、私はカッティングプレートに直接取り付けられた特定の雌マトリックス折り目付けチャネルを義務付けています。このポリマーチャネルは金床として機能し、紙繊維が下方に伸びる方法を正確に制御し、表面の微細な亀裂を完全に防止し、大量の パレット荷重。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| エンボス加工を平面印刷のように扱う | 制御マトリックスチャネルを使用する | トップシートのひび割れを即座に防ぎます3 |
| 無差別にフルートを粉砕する | フルート内部クリアランスの計算 | ボード全体の強度を維持する4 |
| 繊維の方向を無視する | エンボス加工を縦方向の木目に沿って配置する | パネルの反りを防ぎます5 |
金属を紙に無理やり押し込んで構造が維持されると期待することはできません。圧縮経路を設計する必要があります。.
🛠️ ハーベイのデスク: 店頭のエンボス加工ロゴのインクがひび割れて、下地の段ボールが見えていませんか? 👉 構造監査を依頼する ↗ — 安全にダウンロードしてください。ご質問があれば、後ほどメールでお問い合わせください。
パッケージにおけるエンボス加工の効果とは何ですか?
パッケージに物理的な奥行きを加えると、周囲の光がブランドカラーに当たる様子が変わり、多くの場合、視覚的に悲惨な結果を招く。.
パッケージにエンボス加工を施すことで、店頭の棚で視覚的にも触覚的にも計算されたインパクトを与えることができます。表面の形状を物理的に変化させることで、平らな印刷面とは異なる照明効果を生み出し、消費者の注意を瞬時に引きつけると同時に、直接的な触覚を通してプレミアムブランドの価値を高めます。.
視覚的な奥行き感は素晴らしいものの、この物理的な効果を他の高級仕上げと組み合わせると、目に見えない化学的および光学的矛盾が生じる。.
触覚的な質感がブランドカラーを損なう仕組み
ブランドは、カートンの高級感を最大限に高めるために、深いエンボス加工とプレミアムなソフトタッチの熱ラミネート加工を組み合わせることがよくあります。彼らはフラットなデジタルカラープルーフを承認し、最終的な3Dボックスが完璧に一致すると考えています。これは、 特殊なポリマー構造が小売店の照明や物理的な顔料をどのように操作する6。
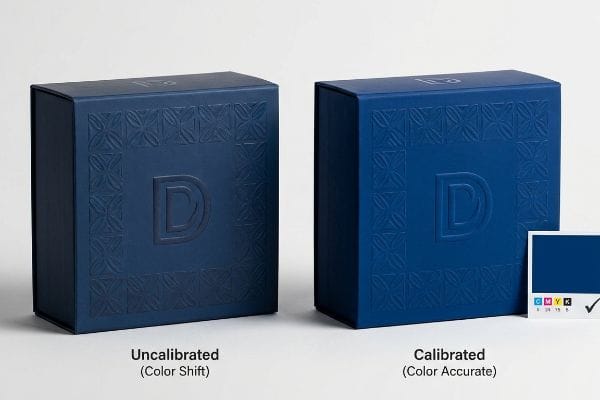
私は、この組み合わせによってブランドの主要なアイデンティティが完全に歪められているファイルを頻繁に目にします。ソフトタッチフィルム7の微細な二軸配向ポリマー構造は、光を吸収する真空状態として機能します。そのゴムのような摩擦面に親指を滑らせると、周囲の光を散乱させる表面を感じ、その下にある印刷されたCMYK(シアン、マゼンタ、イエロー、キー/ブラック)顔料が最大5%暗くなります。これにより、デルタEカラーコンプライアンスの大幅な不適合8が発生し、小売店で即座に拒否されます。私は、プリプレス段階で厳格なラミネーション補正カーブを義務付けています。事前に10%のシアンブーストを注入し、その光吸収ポリマーを数学的に貫通することで、量産開始前に小売店での色の正確性を完璧に保証します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ラミネート加工されていないデジタル校正刷りを信頼する | 物理的なラミネート加工されたドローダウンをスキャンします | 小売業者の厳しい色彩監査に合格 |
| ポリマーの光散乱を無視する | プリプレス補正カーブの適用 | ロゴがぼやけて見えるのを防ぎます |
| 重ね塗り仕上げは盲目的に | 3Dテクスチャ上のスポットカラーを分離する | 棚の視認性を最大限に高めます |
コンピューターモニターに頼って、物理的な3Dテクスチャが現実世界の照明をどのように操作するかを予測することはできません。.
🛠️ ハーベイのデスク: プレミアムな触感仕上げによって、ブランドのメインカラーが暗く色あせて見えていませんか? 👉 プリプレスキャリブレーションをリクエスト ↗ — 延々と続く営業電話につながるようなフォームはありません。純粋な価値だけを提供します。
エンボス加工とデボス加工の工程とはどのようなものですか?
デジタルファイルから硬質な厚紙にデザインを転写する作業には、相当な物理的力と厳密な公差が求められる。.
エンボス加工とデボス加工の工程では、高圧プレス機内で特注の金属金型を位置合わせする必要があります。作業員は、これらの連動する金属板の間に平らな原紙を供給し、工場内で自動折り畳みやリソラミネート加工が行われる前に、繊維を設計通りの形状に永久的に曲げます。.

しかし、理論を知っているだけでは、機械が稼働し始めると十分ではありません。このプロセスで使用される物理的なツールは、購入者が想像するよりも早く劣化するからです。.
再注文したエンボス加工用金型が床で失敗する理由
購入者は、一度構造設計費用を支払えば、何年も完璧に再利用できる、耐久性のあるスチール製ルールダイが手に入ると考えがちです。彼らは設計図を、決して変更されないデジタルファイルのように扱います。最初のロットを承認し、価格を確定すれば、6か月後の再注文でも全く同じ結果が得られることを期待するのです。.
私の工場では、古い金型でコスト削減を図ろうとすると、隠れた弊害が頻繁に発生します。空調管理されていない工場環境で数ヶ月間保管された標準的な金型の多孔質の木製ベースは、周囲の湿度を吸収して物理的に反ってしまいます。床に置かれた不良金型の生産量を測定すると、位置ずれした鋼鉄製の刃がギザギザの縁を削る金属の擦過音がはっきりと聞こえます。その結果、パネルには0.11インチ(2.79 mm)のばらつきが生じ、セットアップ中に連結タブが詰まってしまいます。私は、新しい金型プロトコルを義務付け、バッチごとにレーザーで新しい金型を焼き付けることで、この問題を完全に解消しています。この厳格な公差を適用することで、共同梱包の組み立て時間をユニットあたり42秒短縮し、人件費を大幅に削減し、スムーズな作業を実現しています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 歪んだ木製金型の再利用 | レーザーカット加工用の新しい工具を義務付ける | 組み立て時間を42秒短縮 |
| 湿度による工具の反りを無視する | マスターを温度・湿度管理された場所に保管する | 完全にまっすぐな折り目を保証します |
| ギザギザの3Dエッジを受け入れる | オス/メスプレートの位置合わせを再調整する | 完璧な高級感を演出します |
時代遅れで歪んだ金属が、現在の小売展開における物理的な品質を左右するようなことがあってはならない。.
🛠️ ハーベイのデスク: 貴社の高級パッケージを現在製造している木製金型の正確な含水率をご存知ですか? 👉 金型図面ファイルをお送りください ↗ — 大量生産に予算を浪費する前に、私が計算を検証します。
結論
ロゴの印刷を依頼する業者をもっと安く選ぶこともできますが、その深い3Dエンボス加工によって32ECTボードの耐荷重性のある折り目が潰れてしまうと、組み立てラインの速度が約30%低下し、プロジェクトの利益が全て失われてしまいます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書そのものです。繊維の伸縮許容値を推測するのはやめて、大量生産を開始する前に、私の 無料ダイライン事前監査↗ 。致命的な構造上の欠陥を未然に防ぎます。
「エンボス加工圧力による機械的特性および柔軟性への影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/。[印刷製造に関する技術マニュアルでは、一対の金型が紙繊維を機械的に変形させて薄くし、隆起した画像を作成する方法が記載されている]。証拠の役割:技術的検証。情報源の種類:業界ハンドブック。裏付け:エンボス加工の機械的プロセス。適用範囲に関する注記:従来の機械的エンボス加工の標準 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[包装基材に関する材料科学研究では、エンボス加工による繊維の細化が段ボールの耐荷重能力を低下させる仕組みが説明されるだろう]。証拠の役割:因果関係の証明。情報源の種類:学術研究。裏付け:構造強度の劣化。範囲に関する注記:繊維変形の影響に焦点を当てている 。↩
「段ボール箱は折り畳むと割れるのはなぜか? – LinkedIn」、 https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc。[デボス加工用金型の技術仕様書では、制御されたマトリックスチャネルが材料の変位を管理し、ライナーの表面亀裂を防ぐ方法を説明しています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:マトリックスチャネルの利点。範囲に関する注記:特にトップシートライナーの完全性に関係します 。↩
「段ボール構造のレビュー – 上海DEプリントボックス」、 https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/。[段ボール媒体に関する材料科学研究によると、内部クリアランスを計算することでフルートの崩壊を防ぎ、ボードの圧縮強度を維持できることが示されている]。証拠の役割:事実検証;情報源の種類:材料科学ジャーナル。裏付け:強度におけるフルートクリアランスの役割。適用範囲に関する注記:垂直荷重支持能力に適用される 。↩
「繊維方向|ビジュアルコミュニケーション技術リソース」、 https://blogs.brighton.ac.uk/viscommtech/bookarts/worksheets-for-bookbinders/grain-direction/。[紙の物理学の原理によれば、機械的応力を繊維の縦方向の繊維方向に合わせることで、内部張力が最小限に抑えられ、寸法安定性が損なわれることが示されています]。証拠の役割:科学的原理、情報源の種類:学術教科書。裏付け:繊維方向の整列が反りに及ぼす影響。適用範囲に関する注記:紙のグレードと湿度によって効果が異なる場合があります 。↩
「コーティングされた包装材のバリア特性に対する変換とその影響…」、 https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/。[材料科学または包装光学に関する技術的な資料では、ポリマーコーティングがどのように屈折率と光散乱を変化させ、それによって顔料の知覚される色合いを変えるかが説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:表面ポリマーが視覚的な色出力を変化させるという主張。範囲に関する注記:ポリマーと光学物理学の交差点に焦点を当てています 。↩
「二軸配向フィルムの形態に対する熱処理の影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/。[ソフトタッチラミネートに関する材料科学の文献は、光拡散面を作成するために二軸配向ポリマーが使用されていることを裏付けています]。証拠の役割:技術仕様書。情報源の種類:材料科学ジャーナルまたはメーカーのデータシート。裏付け:フィルムの物理的組成と光学的特性に関する主張。適用範囲に関する注記:特にBOPPベースのソフトタッチフィルムに適用されます 。↩
「パッケージにおける色の正確性とは?パントンマッチング…」、 https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/。[パッケージにおける色管理の技術ガイドラインでは、小売品質管理において色ずれが不合格とみなされるデルタEの閾値が定義されています]。証拠の役割:技術標準。情報源の種類:ISOまたは業界認証ガイド。裏付け:表面の質感によって許容範囲を超える測定可能な色ずれが生じるという主張。範囲に関する注記:デルタEの許容レベルは、小売業者のガイドラインによって異なります 。↩
「木材の反りの4つのタイプ(発生源と対処法…)」、 https://www.youtube.com/watch?v=NEHowi-_hvw。[ダイカット工具の技術マニュアルでは、木材などの吸湿性材料が大気中の水分を吸収し、寸法反りや位置ずれを引き起こす仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:工業用工具マニュアル。裏付け:空調管理されていない環境における金型破損の原因。適用範囲に関する注記:合成樹脂や金属ベースではなく、木材ベースの金型に特化して適用されます 。↩
"[PDF] 段ボール箱の一般要件 – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf。[包装工学規格では、インターロッキングタブの最大許容公差が定義されており、0.11インチのばらつきは通常、摩擦のない組み立てのための機能的閾値を超えます]。証拠の役割:ベンチマーク;情報源の種類:包装工学ハンドブック。裏付け:この特定の指標が部品の詰まりを引き起こすという主張。範囲に関する注記:公差は材料の厚さとグレードによって異なります 。↩



