
商品を店頭に並べるのは戦いの半分に過ぎません。商品を陳列し、人目に触れるように維持するには、高性能な小売マーチャンダイジング構造を習得する必要があります。.
POSおよびPOPソリューションとは、商品の視認性を最大限に高め、衝動買いを促進するために設計された、専門的な小売販売促進構造を指します。これらの設計されたディスプレイは、自立型フロアユニットや最適化されたカウンター上トレイなどを含み、世界中の大型店舗の構造ガイドラインや商業スペースの制約を遵守しながら、在庫を戦略的に整理します。.

毎日これらの段ボール製品を設計・製造している工場経営者として、私はブランド各社が標準的な配送箱と、高いコンバージョン率を誇る小売店向け陳列ケースとの間の根本的な機械的差異を誤解しているのを常に目の当たりにしています。.
POSとPOPとは何ですか?
これら2つの小売ゾーンを分離することが、構造的な存続のための第一歩である。.
POS(販売時点情報管理)とPOP(購入時点情報管理)は、それぞれ異なる構造設計を必要とする、明確に区別された小売ゾーンです。POPディスプレイは、頑丈なパレットベースを使用して通常の通路を分断するのに対し、POSディスプレイはレジカウンターでの衝動買いを狙ったものであり、局所的な構造物の転倒を防ぐために、厳密にサイズ調整された設置面積が必要となります。.

多くの調達チームは、大きなフロアディスプレイをレジカウンターに収まるように縮小すれば良いと考えがちで、これら2つの特殊な環境を規制する厳格な小売業のコンプライアンス枠組みを完全に無視している。
ADAとGMAの空間的制約
根本的に、これら2つの戦略の違いは、物理的な小売物流によって決まります。POPフロアディスプレイは 標準的なGMA(食料品製造業者協会)48×40インチ( 1219×1016mm)のパレット設置面積に固定され、倉庫内での移動のために、重い動荷重を木製のベースに分散させる必要があります。一方、POSカウンターユニットは、 ADA(米国障害者法)15~48インチ( 381~1219mm)の前方到達範囲に完全に収まり、レジで即座に触覚的に操作できるように設計された、軽量で摩擦のない、アクセスしやすいトレイとして機能します。
これらの構造物を設計する際、私は設計パイプラインを厳密に分離しています。なぜなら、それらの基本的な力学はほとんど重複しないからです。大型の床置きユニットは、頭上の倉庫での積み重ねや、乱暴なLTL(混載貨物)の取り扱いに 、垂直方向のBCT(箱圧縮試験)強度3に 依存しています。一方、レジカウンターのトレイは、転倒することなく安全に顧客とやり取りできるように、正確な幾何学的荷重バランスと摩擦の低減が必要です。パレットの巨大な動的ペイロードと、レジカウンターディスプレイの繊細な人間工学的バランスの両方をカバーする単一のハイブリッド構造数学モデルを無理やり適用しようとすると、数学的に妥協した設計となり、どちらの小売ゾーンの効率も最大化できなくなります。
| 小売ゾーンの特徴 | 一般的なアプローチ | 人工現実 |
|---|---|---|
| POPフロアの設置面積 | 任意のボックスサイズ | GMA 48×40インチベース4 |
| POSカウンターへのアクセス | 高すぎるか深すぎる | ADA 15~48インチのリーチ5 |
| 負荷分散 | シングルウォールジェネリック | 校正済みBCTジオメトリ6 |
パレット計算とカウンターの人間工学を混同すると、数学的にコンプライアンス違反が確実に発生するため、両ゾーンに専用のエンジニアリングパイプラインを設けることを義務付けています。真の小売最適化には、それぞれの物理的環境に完全に適合した、明確に設計された構造が必要です。.
🛠️ ハーベイのデスク: あなたの縮小型ディスプレイデザインは、空間コンプライアンス違反のために大型量販店の店長に即座に却下されるリスクがありますか? 👉 無料の空間コンプライアンス監査を受けましょう ↗ — 24時間以内に私がすべての構造ファイルを個人的にレビューします。
POSソリューションとは何ですか?
レジでの会計をマスターするには、局所的な重力を理解する必要がある。.
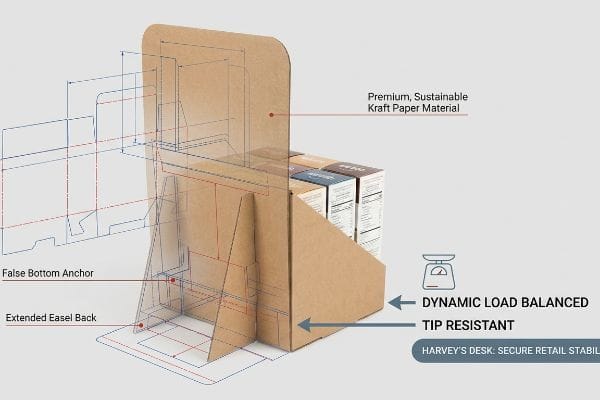
POSソリューションとは、レジカウンターで衝動買い商品を安全に陳列するために設計された、高度な技術を駆使した卓上ディスプレイのことです。これらのコンパクトな段ボール製陳列ケースは、幾何学的な荷重バランス、特殊なイーゼル型背板、そして計算された奥行き対高さ比を厳密に活用することで、顧客が頻繁に出入りする状況下でも、商品を転倒させることなく安全に陳列します。.
レジ周りの設計とは、混雑時の摩擦と戦うことを意味します。急いでいる買い物客は、食料品のバランスを取りながら、何も考えずに商品をつかもうとするからです。.
「転換点」物理学
店頭陳列棚の基本的な機械的要件は、買い物客が商品の前面の縁から引っ張る際に生じる前方への運動せん断力7に耐えることです。重厚なベースウェイトで安定させた重い床置きパレットとは異なり、軽量のPOS構造は、重心を低く保つために、延長されたイーゼルバックまたは偽底8の正確な形状に完全に依存しています。エンジニアは、ユニットのピボットポイントを慎重に計算することで、主要な在庫が減っても陳列棚がカウンターに固定されたままになるようにします。
CAD(コンピュータ支援設計)段階では、想定される製品積載量の正確な重量をマッピングし、消費者が商品を徐々に取り出すにつれて重心がどのように移動するかを予測します。商品が満載されたトレイは、最上段に最後の3つの商品だけが残っているユニットとは全く異なる挙動を示します。戦略的に広い設置面積を設計し、連動する二重底を採用することで、小売環境における物理的な摩擦に対して構造を数学的に固定します。この予防的なエンジニアリングにより、ディスプレイは絶対的な垂直方向の配置を維持し、最初の購入から最後の購入まで、シームレスで摩擦のないショッピング体験を提供します。
| 構造的指標 | 一般的なアプローチ | 人工現実 |
|---|---|---|
| 質量中心 | 重心が高く積載量が多い | 偽底アンカー11 |
| 摩擦抵抗 | 平らな汎用ベース | 拡張可能なイーゼルバック12 |
| 在庫シフト | 転倒の危険 | 動的負荷バランス13 |
私は、レジカウンターの重心を10%の容量でプロットせずに、レジカウンターの型抜き線を承認することはありません。構造物が空の状態でも完璧に自立することを保証することは、満載状態で納品された場合と同じくらい重要です。.
🛠️ ハーベイのデスク: 現在のカウンターディスプレイのデザインは、実際の小売現場での摩擦によって、半分の容量に達した瞬間に倒れてしまう危険性はありませんか? 👉 小売の安定性を確保しましょう ↗ — 100%機密保持。未公開の小売デザインは私が安全に保管します。
POPとは決済におけるどのような意味ですか?
店頭における金銭的なコンバージョンを理解するには、人間の関与を把握する必要がある。.
POPとは販売時点情報管理(Point of Purchase)の略で、小売店の通路で最終的な支払いを促す重要な物理的触媒としての役割を果たします。効果的に設計されたPOPディスプレイは、正確な視線誘導と空間的なエンゲージメントルールを活用することで、顧客の行動に直接影響を与え、日常的な買い物パターンを中断させ、即時の金銭取引を促します。.
多くのブランドは、これらのユニットを単なる高級な 段ボール棚、顧客の支払いを確実に引き出すために必要な、厳密な心理的および空間的なメカニズムを完全に無視している。
3-3-3空間交戦ルール
クライアントのダイラインを監査する際、美しい2Dグラフィックが適用されているにもかかわらず、3D通路スペースを全く活用できていない構造物を頻繁に見かけます。ブランドは、より重く高価な素材が必然的に売上増につながると考え、高価なアクリルや固定式の金属製什器に頼ることがよくあります。しかし 商業キャンペーンの寿命は12週間を超えることはほとんどない14。そのため、購入の重要な瞬間に触覚的なインタラクションを促すように実際の形状が設計されていれば、汎用的なフラットパックの段ボールの方がはるかに収益性が高いのです。
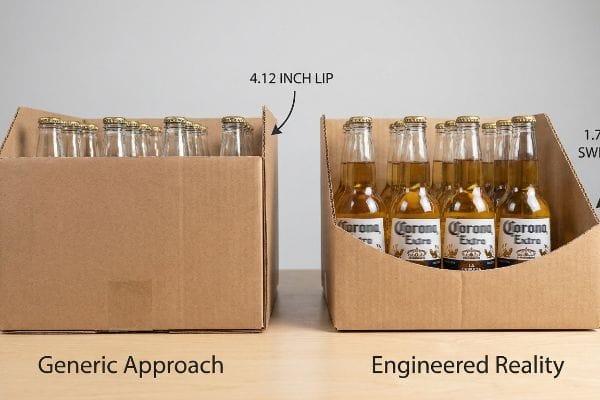
これは単なる理論ではありません。昨年、主任パッケージエンジニアのマークに新しい高級飲料トレイのテストを依頼した際に、私は身をもってこのことを学びました。私たちは、美しく、高いECT(エッジクラッシュテスト)値を持つ段ボールユニット15を、背の高い保護用のフロントリップ付きで設計しました。しかし、社内で模擬通路テストを行ったところ、4.12インチ(104.6 mm)のフロント保持壁が、3フィートの距離から主要な品種ラベルを物理的に遮ってしまいました。視覚的な魅力は完全に失われていました。マークが何気なくボトルに手を伸ばそうとしたところ、不必要に高い未加工の紙の端に指の関節を引っ掛けてしまったのをはっきりと覚えています。構造は頑丈でしたが、積極的にユーザーを遠ざけていました。私たちはすぐにテストを中止し、CADファイルを取り出し、コングスベルグのテーブルでダイラインを再カットして、フロントリップをちょうど1.75インチ(44.4 mm)に下げる、深く流れるようなダイカットを導入しました。この2.37インチ(60.1 mm)の公差調整により、製品ラベルの85%が露出して視認性を最大限に高めただけでなく、物理的な障壁を完全に排除し、戦術的なアクセス速度を推定15 %向上させ、ブランドの最終的な支払いコンバージョンを直接加速させました。私はテストラボで時間とお金を費やしていますが、それはあなたが小売フロアで利益を失わないようにするためです。
| エンゲージメントフェーズ | 一般的なアプローチ | 人工現実 |
|---|---|---|
| 30フィートの距離 | 左右対称の箱 | 型抜きによる視覚的混乱17 |
| 3フィートのアプローチ | 視界が遮られる | ラベルの視認性85%18 |
| 3インチ変換 | 高摩擦リップ | 人間工学に基づいたスイープカット19 |
私は、買い物客の手と商品の間にある余分な板材を容赦なく削ぎ落とします。構造的な形状がほんの一瞬でもためらいを生み出すと、衝動買いの機会は失われてしまうからです。.
🛠️ ハーベイのデスク: 過剰設計の保持リップが、製品の主要なマーケティングメッセージを積極的に隠して、衝動買いを阻害していませんか? 👉 無料の視線分析をリクエスト ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
トップ5のPOSシステムとは?
適切な構造的マーチャンダイジングシステムを特定することは、小売業が生き残るための基本的な要件である。.
実店舗における販売促進システム上位5つには、フロアディスプレイ、カウンタートップ型陳列什器、エンドキャップサイドキック、パレットディスプレイ、および棚置き可能なPDQトレイが含まれます。これらの特徴的な段ボール製什器は、大型小売店が在庫を動的に配置し、来店客を惹きつけ、限られた売り場面積を最大限に活用するために利用する主要な構造フレームワークです。.

グラフィックデザイナーがこれら5つのフォーマットを包み込むアートワークにこだわる一方で、調達チームは、それらが自立し続けるための根本的な機械的公差に徹底的に集中しなければならない。.
キャリパー補正ダイラインシフト
私の施設では、クライアントが頑丈なサイドキックや複雑なフロアディスプレイといったトップクラスのマーチャンダイジングシステムを選択し、素材の厚みを全く考慮せずに作成された平面ベクターファイルを提出するケースをよく目にします。彼らは、デジタル図面が完璧な正方形に見えるというだけで、汎用の安価な段ボールが魔法のように鋭角な90度の角に折り畳まれると思い込んでいます。この誤った節約は、組み立てラインで壊滅的な故障を引き起こします。なぜなら、硬い紙繊維は物理的に狭いスロット20に折り曲げることができず、破れたり、主要なディスプレイ構造全体が激しく反ったりするからです。
これは単なる理論ではありません。調達チームが、わずかな金型コストを節約するために、高密度のBフルートボードを盲目的に要求しながら、構造スロットを標準のEフルート寸法のままにすることを強制すると、テスト現場で実際にこのようなことが起こります。最初の自動型抜き工程で物理的な結果を測定したところ、 剛性の高い3.17 mmのボード21が 、1.5 mmのクリアランス用に設計されたスロットに当たりました。その結果、局所的に大きな摩擦が発生し、外側のトップシートがひどくたわみ、 、推定65ポンド22 (29.4 kg)の偶発的な圧縮力で内部のフルートが潰れてしまいました。調達チームがCAD変数の調整を許可してくれた後、私は数学的に超精密なキャリパー補正アルゴリズムをプリプレスファイルに直接組み込み、折り曲げ半径に完全に適合するように、受けスロットを正確に1.67 mm広げました。この微細な公差を厳格に適用することで、構造部品が抵抗なく確実に接合されるようにし、手作業による共同梱包時間を1ユニットあたり35秒短縮し、最終出荷段階における顧客の時間当たりの人件費を大幅に削減することができました。
| 製造指標 | 一般的なアプローチ | 人工現実 |
|---|---|---|
| ボードキャリパー | ベクトルでは無視されます | フルートの形状にマッピング23 |
| スロットクリアランス | 1:1の固定サイズ | 1.67 mmラジアルバッファー24 |
| 組み立て速度 | 高い物理的摩擦 | 摩擦のない共同包装 |
材料の厚みを無視すると構造的なボトルネックが発生するため、欠陥のある金型を工場に送り込むことは断固として拒否します。CADレベルでの精密な設計は、迅速かつ収益性の高い大量生産に直結します。.
🛠️ ハーベイのデスク: 数学的に不可能な折り曲げ公差が、共同包装ラインの速度を低下させ、隠れた組立費用を押し上げていませんか? 👉 構造ダイライン監査を依頼する ↗ — すべての構造ファイルを24時間以内に私が個人的にレビューします。
結論
実店舗環境をマスターするということは、重力、材料摩擦、空間的な適合性が衝突する死角を徹底的に排除することを意味します。例えば、重心の高いカウンターが転倒するのを防ぐことから、組み立てラインで剛性の高い溝が曲がるのを防ぐことまで、あらゆる問題に対処しなければなりません。実際、このエンジニアリングレビューによって、大規模な全国展開において、生産前に致命的な2mmの公差誤差が発見されました。こうした目に見えない物流上の落とし穴が、マーチャンダイジングのROIを著しく低下させるのを防ぎたいなら、ぜひ私にお任せください 無料の幾何学的荷重と視線監査を実施し、 サプライチェーンと店頭の両方で、次回のキャンペーンが確実に成功するようお手伝いいたします。
「48×40インチ GMAパレット | 最大手パレットメーカー&サプライヤー」、 https://www.palletone.com/products/gma-pallets/。小売物流における食料品製造業者協会(GMA)標準パレット寸法の検証。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:POPフロアディスプレイの標準化。範囲に関する注記:主に北米規格 。↩
「ADAアクセシブルデザイン基準タイトルIII規則28 CFR…」、 https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/。商業施設における手の届く範囲に関する米国障害者法(ADA)の要件の検証。証拠の役割:規制遵守。情報源の種類:連邦法。サポート:POSカウンターのアクセシビリティに関する空間的制約。範囲に関する注記:前方への手の届く範囲に関するガイドラインに特化 。↩
「箱圧縮試験(BCT)|包装性能の理解」、 https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais。パレット積み垂直スタッキング中の構造的完全性を確保するための段ボール包装におけるBCT規格の技術的検証。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:倉庫での取り扱い中の大型床ユニットに対するBCT強度の必要性。適用範囲に関する注記:主に段ボール構造工学に適用されます 。↩
「標準パレットサイズ|チャート付き – Kamps Pallets」、 https://www.kampspallets.com/standard-pallet-sizes-with-chart/。小売物流フットプリントに関する食料品製造業者協会(GMA)標準パレットサイズの検証。証拠の役割:事実検証、情報源の種類:業界標準。サポート:標準POPフロアフットプリント寸法。適用範囲に関する注記:主に北米の物流に適用 。↩
「第3章:操作可能な部分 – Access-Board.gov」、 https://www.access-board.gov/ada/guides/chapter-3-operable-parts/。アクセシビリティのための許容可能なリーチ範囲に関する米国障害者法(ADA)基準の確認。証拠の役割:規制遵守。情報源の種類:政府規制。サポート:POSカウンターのアクセス高さと奥行きの要件。範囲に関する注記:前方および側方へのリーチ制限を参照 。↩
「段ボール箱の圧縮強度推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。段ボール包装の耐荷重能力を測定するために使用される箱圧縮試験(BCT)の技術的説明。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。裏付け:設計された荷重分布に関する主張。適用範囲に関する注記:小売ディスプレイの構造的完全性に関する 。↩
「9. 梁の平衡:曲げモーメントとせん断力」、 https://www.purdue.edu/freeform/me323/wp-content/uploads/sites/2/2022/02/week05.pdf。顧客が商品を引き出した際にPOSディスプレイに加わる特定の機械的応力と運動力の検証。証拠の役割:技術的検証。情報源の種類:構造工学または工業デザインマニュアル。支持:ディスプレイの安定性に関する主要な機械的要件。適用範囲に関する注記:軽量小売ディスプレイに適用されます 。↩
「カスタマイズ可能な段ボールディスプレイの作り方 – PopDisplay」、 https://popdisplay.me/how-to-customizable-cardboard-display-2/。イーゼルバックや偽底などの幾何学的特徴が段ボールディスプレイの低重心を維持する仕組みに関する技術的な説明。証拠の役割:技術仕様書、情報源の種類:包装工学ガイド。サポート:軽量ディスプレイの構造安定化方法。範囲に関する注記:板紙/段ボール構造に焦点を当てています 。↩
「小売管理用語と定義:第17~18章学習… – Quizlet」、 https://quizlet.com/856638623/retail-management-chapter-17-and-18-flash-cards/。技術物理学の資料では、消費者とのやり取り中に転倒を防ぐために、可変荷重ディスプレイの重心が移動する仕組みについて説明しています。証拠の役割:科学的原理。情報源の種類:エンジニアリングマニュアル。サポート:動的荷重安定性。範囲に関する注記:質量中心の動きに焦点を当てています 。↩
「インタラクティブ小売向けディスプレイ構造設計…」、 https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/。パッケージ設計基準では、設置面積を拡大し、連結ベースを使用することで、カウンターユニットの構造的安定性を向上させる方法が詳述されています。証拠の役割:技術仕様、情報源の種類:設計ガイドライン。支持:構造的固定機構。適用範囲に関する注記:段ボール製販売時点ディスプレイに適用可能 。↩
「3Dオブジェクトの物理的安定性と重心の認識」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC4323039/。偽底に重りを加えることで重心が低くなり、転倒を防ぐ仕組みを説明する技術文書。証拠の役割:技術的検証。情報源の種類:ハードウェア仕様。支持:重心による構造的安定性。適用範囲に関する注記:自立型POSキオスクに関するもの 。↩
"[PDF] イーゼルバックテンプレート – ftp.arcchurches.com", https://ftp.arcchurches.com/index.jsp/mLA094/604912/Easel%20Back%20Template.pdf。拡張されたイーゼルバックがサポートベースと摩擦抵抗をどのように増加させるかを示すエンジニアリング分析。証拠の役割:設計検証。ソースタイプ:工業デザインガイド。サポート:摩擦抵抗指標。適用範囲に関する注記:タブレットベースのPOSスタンドに適用されます 。↩
「動的負荷分散:アルゴリズム、ユースケース、メリットとデメリット」、 https://www.radware.com/cyberpedia/application-delivery/dynamic-load-balancer/。動的負荷分散が在庫変動やユーザー操作による不安定性をどのように防止するかについての物理学的研究。証拠の役割:機械的検証。情報源の種類:工学教科書。サポート:在庫変動リスクの軽減。範囲に関する注記:高負荷POSシステムに限定 。↩
「小売メディアが長期的なメディア効果を追跡するために進化する必要がある理由」、 https://ovative.com/impact/expert-insights/why-retail-media-must-track-long-term-media-impact/。一時的な店頭プロモーションサイクルの一般的な期間に関する業界標準の検証。証拠の役割:事実の検証。情報源の種類:小売業界レポート。裏付け:恒久的な什器よりも一時的な資材を使用する経済的合理性。範囲に関する注記:寿命は製品カテゴリによって異なる場合があります 。↩
「段ボール箱 – エッジクラッシュテスト (ECT) | TheBoxery.com」、 https://www.theboxery.com/ect.asp?srsltid=AfmBOopSeTiESsW3nLzCYOB1zorZN7fiUFty1F9RPkqmI7PMpe9u-Hlp 。段ボールの圧縮強度を測定するための業界標準について説明しています。証拠の役割:技術的定義、情報源の種類:業界標準。サポート:小売ディスプレイの構造的完全性のためのECTの使用。適用範囲に関する注記:特定のECT値は材料グレードによって異なります 。↩
「購入時点:小売業者が店頭で買い物客に影響を与える方法…」、 https://blog.intouch.com/posts/points-of-purchase-displays。物理的な摩擦を減らし、触覚的なアクセス性を向上させることが、消費者の購入速度にどのように影響するかに関するデータを提供します。証拠の役割:行動指標。情報源の種類:小売心理学研究。サポート:アクセシビリティと支払いコンバージョンの相関関係。範囲に関する注記:具体的な割合は製品の種類によって異なります 。↩
「パッケージデザインの視覚要素が購買行動に与える影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11851823/。対称的な箱と比較して、非対称な型抜き形状が視覚パターンを崩し、遠くからでも消費者の関心を高める仕組みを分析。証拠の役割:技術的原理、情報源の種類:ビジュアルマーチャンダイジング研究。裏付け:30フィートのエンゲージメントフェーズ。範囲に関する注記:視覚心理学とパターンの中断に焦点を当てている 。↩
"[PDF] 作業区域における高視認性安全服 – ATSSA", https://www.atssa.com/wp-content/uploads/2023/12/Module_HighVisibilitySafetyApparelWorkZones.pdf。小売環境における3フィートの距離でのラベルの視認性と判読性に関する業界標準の検証。証拠の役割:定量的検証。情報源の種類:小売デザインガイドライン。サポート:一般的な遮蔽物よりも設計された視認性の効率性。範囲に関する注記:店頭ビジュアルマーチャンダイジングに特化 。↩
「楕円形ポップアップディスプレイ – Unimac、コマンドカンパニー」、 https://unimacgraphics.com/packaging/elliptical-pop-up-displays/。最終変換段階における物理的摩擦を低減し、製品のアクセス性を向上させるためのスイープカットの使用に関する証拠。証拠の役割:技術仕様、情報源の種類:工業デザインハンドブック。サポート:3インチ変換戦略。範囲に関する注記:物理的相互作用の人間工学に関連する 。↩
「5層構造の曲げ剛性の解析的決定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。段ボールの折り曲げにおける物理的限界と、構造的破損を防ぐための厚み補正の必要性を詳述した権威ある情報源。証拠の役割:技術的検証。情報源の種類:包装工学ガイド。裏付け:構造設計における材料の厚さの制約。範囲に関する注記:段ボールに焦点を当てています 。↩
「段ボールと材料グレード – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。Bフルート段ボールの標準キャリパー測定値の検証。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:材料の厚さに関する主張。範囲に関する注記:一般的な工業用範囲は製造業者によって若干異なります 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。局所的な応力下におけるBフルート段ボールの圧縮強度またはエッジクラッシュテスト(ECT)値の技術的検証。証拠の役割:材料特性の検証。情報源の種類:エンジニアリングデータシート。裏付け:65ポンドでの構造破壊の主張。範囲に関する注記:強度はライナー重量とフルート品質に依存する 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。段ボール包装の技術エンジニアリング規格では、正確な折り目線を確保するために、ボードの厚みを特定のフルート形状にマッピングする方法を説明しています。証拠の役割:技術検証。情報源の種類:包装エンジニアリングマニュアル。サポート:フルート形状に基づくダイラインシフトの計算方法。適用範囲に関する注記:段ボールに適用されます 。↩
「CN-223303293-U – 包装用緩衝構造および包装部品」、 https://www.goveda.com/patent/CN-223303293-U。ダイカットスロット加工の製造仕様では、組み立て時の詰まりを防ぐために、特定のラジアルバッファーが規定されていることが多い。証拠の役割:事実検証。情報源の種類:工業仕様書。裏付け:スロットクリアランスを最適化するための1.67 mmバッファーの使用。適用範囲に関する注記:精密設計された小売ディスプレイに特有 。↩



