小売マーケティングキャンペーンの予算編成にお困りですか?予測不可能な価格設定や隠れた手数料が予算を狂わせ、ブランド側は最終請求額の正当性を説明するのに奔走することになります。.
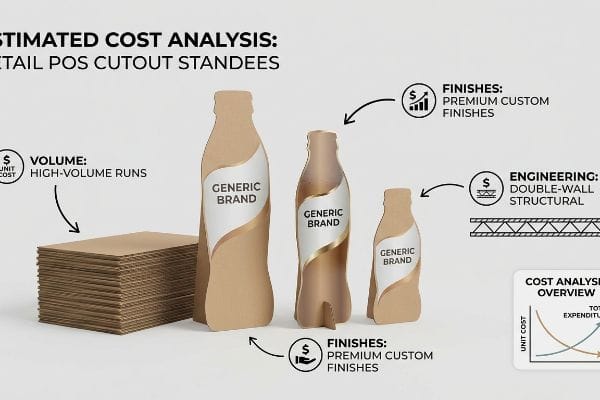
POS(販売時点情報管理)用切り抜きスタンドの概算コスト分析によると、価格は規模、素材、生産量によって大きく変動します。大量生産は単価を大幅に削減しますが、高級なカスタム仕上げ、二重壁構造、迅速な輸送要求などは、最終的な製造コストに大きな影響を与えます。.

しかし、理論的な価格設定モデルを知っているだけでは、機械が稼働し始め、構造的な現実が工場の現場に突きつけられたときには十分ではない。.
切り抜きを作るのにいくらかかりますか?
段ボール販売業者の正確な財務収支を把握するには、原材料の見積もりだけでなく、実際の組み立て工程を分析する必要がある。
標準的な段ボール製の切り抜きを作るコストは、型抜きの複雑さや印刷方法によって大きく異なりますが、金属製の固定具を作るコストのほんの一部で済みます。価格は大量注文割引によって大きく左右され、大規模なリソグラフィーラミネート加工では、小ロットのデジタルフラットベッド印刷に比べて、個々のユニットのコストが大幅に下がります。.
しかし、理論を知っているだけでは、機械が稼働し始め、労働時間が急激に増加する場合には十分ではない。.
過剰設計の切り抜きが製作予算を圧迫する理由
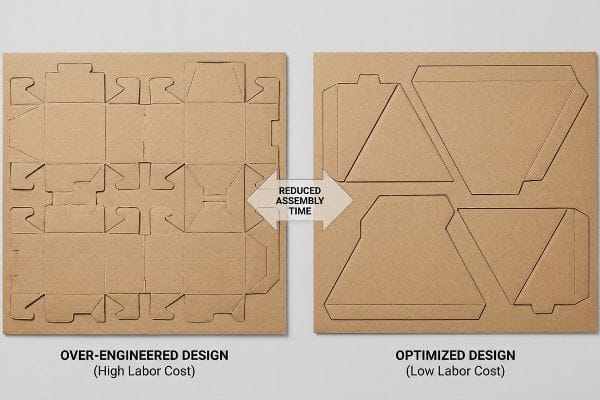
ベテランの調達チームでさえ、キャンペーンの価格設定時に、隠れた手作業という盲点を見落としがちです。彼らは、最終的な請求額は段ボールの面積とCMYK(シアン、マゼンタ、イエロー、キー/ブラック)インクの使用量だけで決まると思い込んでいます。実際には、 不必要な連結タブや複数ピースのサポート材で構成された複雑なダイラインが、最終 的な共同梱包段階で莫大な費用負担を生み出します。
これは単なる理論ではなく、私はテスト現場で実際にこの問題に取り組んでいます。前四半期、ある代理店から、大量の歩行に耐えるように設計された複雑な12ピースのベースを備えた自立型キャラクタースタンドのファイルが送られてきました。最初は、 標準的な32ECT(エッジクラッシュテスト)テストライナー2 で十分だろうと思っていました。しかし、それは大きな間違いでした。複雑な折り目が全体の圧縮構造を弱めていたため、振動テーブルで112ポンド(50.8kg)の荷重をかけたところでベースが折れてしまいました。マイクロメーターで測定値を取り、高価なプラスチッククリップや12個の紙製ロックは不要であることを証明しました。そこで、当社の「スマート簡素化」プロトコルに切り替え、CAD(コンピュータ支援設計)の形状を根本的に変更し、折り目の許容誤差を0.5mm小さくした、統一された自己ロック式の三角形の背骨にしました。この精密な調整により、5つの不要な摩擦点が解消されました。この簡素化された幾何公差を適用することで、共同梱包の組み立て時間を1ユニットあたり約40秒短縮し、大規模な労働力ボトルネックを解消するとともに、標準生産における顧客のフルフィルメントコストを大幅に削減することができました。
| エンジニアリングアクション | 身体的耐性 | 財務/コンプライアンスROI |
|---|---|---|
| ベースダイラインを統合 | 5つの連結タブを削除しました | 組み立て作業を大幅に削減3 |
| 折り目を締める | 0.5mmのスロットクリアランス4 | 共同包装ラインのスピードアップ |
| 荷重を支える脊椎を一体化する | 三角形幾何学の応用5 | プラスチッククリップのコストを削減 |
過剰設計された設計ファイルが、製造ラインでマーケティング予算を浪費するのを私は断固として拒否します。無駄な部品を排除し、精密な幾何公差に頼ることで、生産開始前に隠れたフルフィルメントコストを削減します。.
🛠️ ハーベイのデスク: 現在のダイラインは、不要な折り目やプラスチッククリップで、共同梱包の人件費を密かに膨らませていませんか? 👉 構造BOM監査を受けましょう↗ — 私はすべての構造ファイルを24時間以内に個人的にレビューします。
人間の形をした段ボール製の等身大パネルはいくらですか?
平均的な消費者の身長に合わせてディスプレイのサイズを調整すると、非常に大きな機械的てこの力が加わり、購入しなければならない紙板の種類が正確に決定されます。.
等身大の段ボール製等身大パネルは、構造的にかなり補強する必要があり、総費用に大きな影響を与える。等身大のパネルは帆のように風を受けて自重でたわむため、製造業者は最終価格を決定するために、頑丈な基材と安定性を高めるイーゼルの背面部分の体積を計算しなければならない。.
しかし、理論を知っているだけでは、機械が稼働し始め、重力が背面パネルに作用し始めると、十分ではない。.
ヴァージンクラフト対リサイクルテストライナーの欺瞞
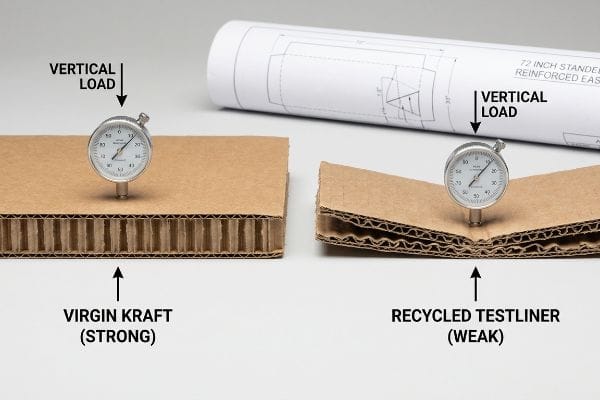
経験豊富な調達チームでさえ陥りがちな落とし穴は、汎用的な材料仕様に基づいて、高さ72インチ(182.8cm)のキャラクターディスプレイの極端に安い見積もりを受け入れてしまうことです。商社は、 、高強度のバージンクラフト繊維を、より安価な短繊維のリサイクルテストライナー6 。彼らは、印刷されたアートワークがモニター上で高級に見えるというだけで、構造的な強度が魔法のようにスケールアップするだろうと想定しているのです。
これは単なる理論ではなく、私はテスト現場で実際にこの問題に取り組んでいます。先日、実物大の小売店用スタンドの見積もりを出した際、クライアントから価格が競合他社より少し高いと苦情がありました。そこで、競合他社のサンプルを送ってもらい、ボードを曲げた瞬間、長繊維のバージンクラフトの硬い弾力ではなく、再生紙を多用したテストライナー特有の、紛れもないスポンジ状の抵抗を感じました。社内で行ったISTA(国際安全輸送協会)3A落下試験では、その安価なボードは真っ二つに折れ、メインのイーゼルがベースからちょうど18.5インチ(469.9 mm)のところで折れてしまいました。この試作品の危機を解決するため、私は厳格な材料アップグレードを実施しました。再生紙の芯を取り除き、純粋なバージンクラフトの背表紙を数学的に調整し、水性PVA(ポリ酢酸ビニル)接着剤の粘度を微調整して、工場内の湿度で巨大な表面積がポテトチップスのように反らないようにしました。これらの高密度なバージン繊維で構造を固定することで、中央部の座屈のリスクを排除し、高額な小売店での返品の脅威を完全に払拭し、脆弱な膨張を確実な輸送耐性に置き換えました。.
| 材料調整 | 構造的結果 | 財務/コンプライアンスROI |
|---|---|---|
| バージンクラフトを指定してください7 | 背骨の中央部の屈曲を防ぎます | 小売店による損害賠償請求を排除します |
| PVAの粘度を最適化する8 | 平らな板の湿気による反りを防ぎます | プレミアムグラフィックの配置を保護します |
| アンカーイーゼルジオメトリ | 72インチの垂直荷重をバランスよく支えます9 | アクティブフロアのライフサイクルを延長します |
価格競争で勝つためだけに、ボードの繊維をこっそりと劣化させるようなことは決してしません。適切な構造化学にアップグレードすることで、実物大の商品が厳しい小売環境でも確実に生き残れるようにするのです。.
🛠️ ハーベイのデスク: 現在ご利用のサプライヤーが、72インチのスタンドに使用している再生繊維とバージン繊維の正確な比率をご存知ですか? 👉 材料ストレステストをリクエスト ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
等身大の段ボール製切り抜きは、何と呼ばれますか?
マーケティング部門と製造現場の間で共通の用語を確立することで、金型が作られる前に致命的な設計上の誤解を防ぐことができます。.
実物大の段ボール製切り抜きは、包装業界では一般的にFSDU(床置き型陳列ユニット)またはスタンディーと呼ばれています。これらの大型垂直型陳列什器は、人通りの多い通路に自立させるために精密な設計が必要であり、ADA(アメリカ障害者法)の厳格な小売基準を遵守するために、折りたたみ式のイーゼルや重り付きの台座構造がよく用いられます。.

しかし、理論を知っているだけでは十分ではなく、機械が稼働し始めると、フルートの方向が全体の構造を損なうことになる。.
FSDUにおける水平方向の粒状崩壊
多くのグラフィックデザイナーはFSDUを巨大な白紙のキャンバスとして扱い、インクの下にある紙繊維の微細な配列を完全に無視しています。彼らは、ビジュアルアートワークがマスターダイラインに収まる限り、工場は最も材料を節約できる向きで形状をボードにネストすればよいと考えています。スクラップ効率を最大化するというこの神話は、内部の波形フルートが背の高い自立構造10を水平に横切る場合に致命的な脆弱性を生み出します。
これは単なる理論ではなく、私自身が現場で苦労して学んだことです。2021年、私は主任包装エンジニアのマークに、切断歩留まりを最大化するために、巨大な6フィートのFSDUを標準のBフルートシートにネストするように依頼しました。ダイを水平に回転させることで時間と材料を節約できると考えました。3日後、気候チャンバーで、Bフルートが反り返る不快な音を聞き、中央部分全体が自重で折り畳まれるのを見ました。回転式マシンのダイカット圧力によって、水平に並んだフルートがすでに傷つき、本来のBCT(ボックス圧縮試験)強度11が失われていました。私はすぐにKongsberg Cシリーズのデジタル切断テーブルに駆け寄り、ツーリングとキャリブレーションの方向転換を実行しました。ダイラインを厳密に垂直方向の木目に沿って強制し、折り目ホイールの圧力を物理的に0.15インチ(3.8 mm)下げて、スコアリング中に繊維が潰れるのを止めました。この垂直方向の再調整により、中央のボードのたるみが止まっただけでなく、これにより全体の垂直荷重容量が大幅に増加し、高湿度の小売ゾーン12での推定30%の故障率を防ぎ、顧客は莫大な交換輸送コストを節約できます。
| 工具校正 | 身体的結果 | 財務/コンプライアンスROI |
|---|---|---|
| 垂直方向の木目を強調する | 内部フルートの圧縮を最大化する13 | 交換品の送料を大幅に削減 |
| しわの圧力を軽減する | 繊維の微細な亀裂を防ぎます14 | 機械の稼働速度を速める |
| 型抜き深さを調整する | Bフルートの芯をそのまま維持します15 | 湿潤気候の崩壊を防ぐ |
物理法則を犠牲にして材料効率を追求するのは愚かな行為だと、私は早い段階で悟りました。構造的な木目を適切に整えることこそが、大型印刷物が倒れないようにする唯一の方法なのです。.
🛠️ ハーベイのデスク: 現在お使いの工場では、端材のコストを少し節約するためだけに、FSDUのダイラインを水平方向に回転させていませんか? 👉 3Dフルート方向解析を依頼する ↗ — 中間のアカウントマネージャーは不要です。構造エンジニアと直接お話しいただけます。
特注の段ボール製切り抜きを注文できますか?
ブランドキャンペーンの視覚的な印象をパーソナライズするには、平面的なデジタルアートワークを、過酷なサプライチェーンに耐えうる複雑な三次元の物理的なオブジェクトに変換する必要がある。.
はい。特注の段ボール製切り抜きを注文するには、工場が独自の販促用形状を製造するために使用する、カスタマイズされた型抜き図面を提出する必要があります。購入者は、具体的な輪郭、高解像度のグラフィック、構造的な基本メカニズムを指定することで、標準的な平らな板を、即座に視覚的なインパクトを与えるように設計された、高度にカスタマイズされたブランド固有の小売マーケティング資産へと変貌させます。.
しかし、理論を知っているだけでは、機械が稼働し始め、デジタル設計ファイルと実際の基板の厚さが衝突したときには十分ではない。.
キャリパー補正ダイラインシフトトラップ
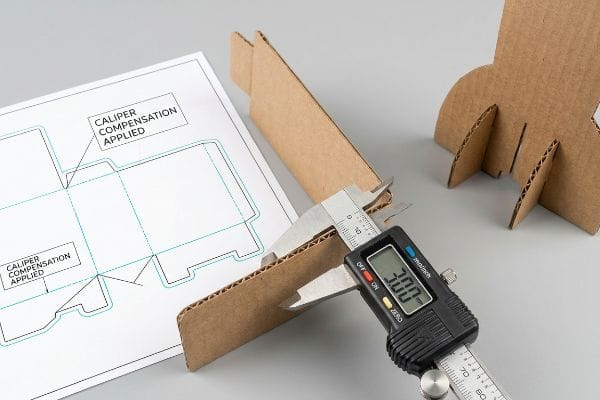
経験豊富なグラフィックチームでさえ、受け入れスロットと全く同じ幅のカスタム2Dインターロッキングタブを設計するという落とし穴にはまってしまうことがあります。彼らはデジタルイラストレーターファイルを重さのないピクセルのように扱い、実際の段ボールには測定可能な厚み(キャリパー)があることを忘れてしまうのです。複雑なカスタム輪郭を90度折り曲げると、紙が物理的なスペースを占有するため、完璧に描かれたスロットが最終的な生産段階で狭くなりすぎてしまうのです。.
これは単なる理論ではなく、私はテスト現場で常にこの問題に取り組んでいます。最近、大手エンターテイメント企業のクライアントから、 カスタムキャラクターカットアウト きましたが、そのベースはサードパーティロジスティクス(3PL)の共同梱包組み立て中に何度も破れてしまいました。私は破損したプロトタイプからトップシートを剥がし、 3mm厚のCフルート16が ゼロ許容スロットに無理やり押し込もうとしている箇所で、強い結合張力を感じました。ベースは、無理やり組み立てられたために周囲のボードがすでに潰れていたため、静荷重187.5ポンド(85kg)で折れてしまいました。私はArtiosCAD内で精密なサプライチェーンと公差のピボットを実行しました。マイクロメーターの測定値を取得し、高価な補強ブラケットは必要ないことを証明しました。必要なのは、 自動キャリパー補正アルゴリズム17、すべての折り目線に特定の曲げ許容公差を追加することだけでした。折り目の外径が正確に3mmになるようにスロットの幅を数学的に調整することで、共同梱包の組み立て時間を約25%短縮し、顧客の莫大な人件費を削減すると同時に、材料の無駄な裂けを完全に排除することができました。
| 公差調整 | 身体的結果 | 財務/コンプライアンスROI |
|---|---|---|
| キャリパー補正を適用する18 | ボードの厚みに合わせてスロットを広げる | 破れた材料の無駄をなくします |
| 曲げ代を計算する19 | 90度の折り目の張力を緩和します | 3PL組立費用を削減 |
| CADジオメトリを整列させる | 摩擦のない連結ジョイントを形成する | 配送期間を短縮します |
私は、物理的なボードの厚みを1ミリメートル単位で数学的に補正することで、2Dデジタルアートにおける推測作業を排除します。お客様のカスタム形状が初回から完璧に組み立てられるようにすることで、発売日を確実に守ります。.
🛠️ ハーベイのデスク: カスタムディスプレイのスロットが組み立て中に破れてしまうのは、デザイナーが波形曲げ代を計算し忘れたためですか? 👉 無料のダイライン最適化を入手 ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
結論
より安価な業者を選ぶこともできますが、リサイクルされたテストライナーが実物大の切り抜きでたわみ、組み立てラインの速度が推定30%低下すると、プロジェクトの利益率は完全に失われてしまいます。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店へのチャージバックを回避することができました。不安定なディスプレイにマーケティング予算を浪費するのはやめて、私に 次のカスタムスタンドロールアウトの設計を 。構造的な信頼性と財務的リターンを最大限に保証します。
「パッケージングと印刷におけるダイラインとは? – PopDisplay」、 https://popdisplay.me/what-is-a-dieline-in-packaging-print/。[店頭ディスプレイの製造ガイドラインでは、複雑な組み立て要件が共同梱包段階での労働時間と単位あたりのコストを増加させることを示しています]。証拠の役割:技術的検証。情報源の種類:工業製造ガイド。サポート:設計の複雑さと生産労働コストの関連性。範囲に関する注記:特に手作業で組み立てられた段ボール製治具に関するものです 。↩
「輸送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA 。[段ボール包装技術マニュアルでは、32 ECT材料の耐荷重能力と業界用途が規定されています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:自立型ディスプレイの材料選択。範囲に関する注記:性能指標は、板紙のグレードとフルートの種類によって異なります 。↩
「パッケージングで運用コストを削減する方法 – Smurfit Westrock」、 https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging。製造データによると、手動インターロッキングタブの数とユニット組み立てに必要な総労働時間の間には直接的な相関関係があります。証拠の役割:パフォーマンス指標。情報源の種類:産業工学のケーススタディ。裏付け:ダイライン統合のROI。範囲に関する注記:効果は大量生産で最も顕著です 。↩
「ケース組立機および梱包機向けRSC許容誤差 – AICC Now」、 https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/。段ボール包装の技術仕様では、構造的な適合性と組立速度を維持するために必要なスロットクリアランスの正確な許容誤差が定義されています。証拠の役割:技術仕様、情報源の種類:エンジニアリングマニュアル。サポート:折り曲げ許容誤差の最適化。範囲に関する注記:板厚によってばらつきが生じる場合があります 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。構造工学の原理によれば、軽量段ボール材料では、三角形の形状が長方形の形状よりも効率的に荷重を分散することが確認されています。証拠の役割:工学原理、情報源の種類:構造物理学の参考文献。支持:プラスチッククリップのコスト削減。適用範囲に関する注記:垂直支持部材に特化 。↩
「クラフト紙 vs テストライナー:強度、コスト、持続可能性 – LinkedIn」、 https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57。[段ボール包装の業界標準では、バージンクラフト繊維が短繊維再生テストライナーよりも大幅に高い引張強度と剛性を提供することを確認すべきである]。証拠の役割:技術的検証。情報源の種類:製造仕様。裏付け:材料代替と構造的完全性に関する主張。範囲に関する注記:板紙基材の耐荷重能力に焦点を当てている 。↩
「クラフト紙とは何か、そしてなぜ人気の包装材なのか…」、 https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/。[再生紙と比較してバージンクラフト紙の繊維長が長く、引張強度が高いという技術仕様により、背の高いディスプレイにおける中央部の座屈に対する優れた耐性が説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学マニュアル。裏付け:構造的完全性のための材料選択。適用範囲に関する注記:特に実物大の垂直ディスプレイに適用されます 。↩
「地形製作における紙製品の反りを防ぐ方法」、 https://www.youtube.com/watch?v=oZd5Vp15MGA。[接着剤のレオロジーに関する研究では、PVAの粘度レベルを制御することで、段ボール基材への水分浸透とその後の反りを最小限に抑えることができることが示されています]。証拠の役割:プロセス検証。情報源の種類:工業用接着剤に関するホワイトペーパー。サポート:変形を防ぐための製造最適化。適用範囲に関する注記:水性ポリ酢酸ビニル接着剤に限定 。↩
「段ボール製ディスプレイスタンドの補強方法 – ニュース – WOW …」、 https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html。[重心とベース対高さ比に関する機械工学の原理により、特定のイーゼル形状が6フィートのディスプレイの垂直荷重をどのように相殺するかを検証します]。証拠の役割:機械的検証。情報源の種類:構造工学ガイド。サポート:背の高い段ボール製ディスプレイの安定性。適用範囲に関する注記:標準的な屋内環境条件を前提としています 。↩
「段ボール構造のレビュー – 上海DEプリントボックス」、 https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/。[包装工学の技術マニュアルでは、垂直フルートが重要な圧縮強度を提供する一方、水平フルートは背の高いユニットで構造的な座屈を引き起こすと説明されている]。証拠の役割:技術的検証。情報源の種類:業界工学ガイド。裏付け:水平フルートの向きが構造的な脆弱性を生み出すという主張。適用範囲に関する注記:垂直荷重支持段ボール構造に適用される 。↩
「…用段ボール箱の圧縮強度推定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。[段ボールの技術仕様では、フルートが荷重に対して垂直に配向されている場合に箱圧縮試験(BCT)強度が最大になると規定されている]。証拠の役割:技術的検証、情報源の種類:包装工学規格。裏付け:水平方向の繊維配向が構造的完全性を損なうという主張。適用範囲に関する注記:垂直荷重支持用途に特化 。↩
"[PDF] 水分含有量が箱の圧縮強度に及ぼす影響:FBA BCT …", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf。[材料科学データによると、高相対湿度は段ボールの剛性と圧縮強度を著しく低下させ、構造崩壊の可能性を高める]。証拠の役割:事実検証;情報源の種類:材料科学研究。裏付け:湿度が不適切な向きの段ボールの破損を悪化させるという主張。範囲に関する注記:破損率は、板紙のグレードと湿度レベルによって異なります 。↩
"[PDF] 荷重速度が端部圧縮強度に及ぼす影響", https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf。[段ボール包装に関する技術マニュアルでは、繊維方向を垂直に揃えることで内部フルーティングの軸方向圧縮強度が最適化される仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:エンジニアリングハンドブック。裏付け:繊維方向と構造強度の関係。適用範囲に関する注記:段ボールに特有 。↩
"[PDF] 折り目と折り畳み – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。[板紙に関する材料科学研究では、過度の折り目圧力がセルロース繊維に微細な亀裂を引き起こし、構造的な折り目を弱めることが実証されている]。証拠の役割:材料科学の証明。情報源の種類:査読付きジャーナル。裏付け:加工圧力が繊維の完全性に及ぼす影響。範囲に関する注記:紙の機械的特性に焦点を当てている 。↩
「包装における型抜きとは?型抜きボックスガイド」、 https://gentlever.com/die-cutting-in-packaging/。[包装業界の型抜き規格では、Bフルートの媒体の完全性を損なうことなくライナーを切断するために必要な正確な深さが定義されています]。証拠の役割:技術仕様、情報源の種類:業界標準ガイド。サポート:Bフルートの最適な型抜き深さ。適用範囲に関する注記:Bフルートの仕様に限定されます 。↩
「段ボールと材料グレード – フルート – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。[段ボール材料の業界標準では、Cフルートボードの公称厚さとプロファイル仕様が定義されています]。証拠の役割:仕様の検証。情報源の種類:技術標準。裏付け:使用されている材料の物理的寸法に関する主張。適用範囲に関する注記:厚さは製造業者によって若干異なる場合があります 。↩
「CADソフトウェアによるパッケージデザイン:ステップバイステップガイド – Esko」、 https://www.esko.com/en/blog/packaging-design-with-cad-software。[ArtiosCADなどのパッケージングソフトウェアの技術文書では、板厚に基づいてダイラインを調整するための自動キャリパー補正機能が検証されます]。証拠の役割:技術検証。ソースタイプ:ソフトウェア文書。サポート:組み立て時の材料の固着を防ぐためのアルゴリズムの使用。適用範囲に関する注記:プロフェッショナルな構造設計ソフトウェアに適用されます 。↩
「ボックステンプレートガイド:正確なパッケージダイラインの設計方法」、 https://gentlever.com/what-is-box-template-and-how-to-design/。[業界のパッケージング規格では、材料の厚みに合わせて調整することで、スロットが板厚に対応できる十分な幅になり、材料の破損を防ぐ方法が説明されています]。証拠の役割:技術検証、情報源の種類:エンジニアリングマニュアル、裏付け:厚み補正と材料ロスの関係。適用範囲に関する注記:特に段ボールおよび厚板に適用されます 。↩
「段ボール構造:曲げ代計算 1 – YouTube」、 https://www.youtube.com/watch?v=j1n5ojAbAic。[シート材の折り曲げに関する技術ガイドでは、曲げ代を計算することで90度の角度での材料の張力と変形を防ぐ方法が説明されています]。証拠の役割:技術検証、情報源の種類:エンジニアリングガイド、サポート:組み立てにおける曲げ代の機械的利点。範囲に関する注記:直角折り曲げの物理学に焦点を当てています 。↩



