小売店のディスプレイデザインは、工場がファイルを拒否するまでは最高の気分です。もしあなたが、色とりどりのベクトルが入り混じった混沌とした図表を前に途方に暮れているなら、私がその解読をお手伝いします。
型抜き線を読み取るには、構造パッケージテンプレートの正確な視覚言語を理解する必要があります。自動製造機械に材料の切断、折り曲げ、または穴あけを正確に指示する、特徴的な線の色とストロークパターンを識別し、平面のグラフィックアートワークを機能的な立体的な小売ディスプレイへと変換しなければなりません。.
アートワークをどこに配置するかを知ることは、戦いの半分に過ぎません。工場の現場でそれらのラインがどのように機能するかを理解することこそが、実際に利益率を守る鍵となります。.
ダイカットラインはどのような形状をしていますか?
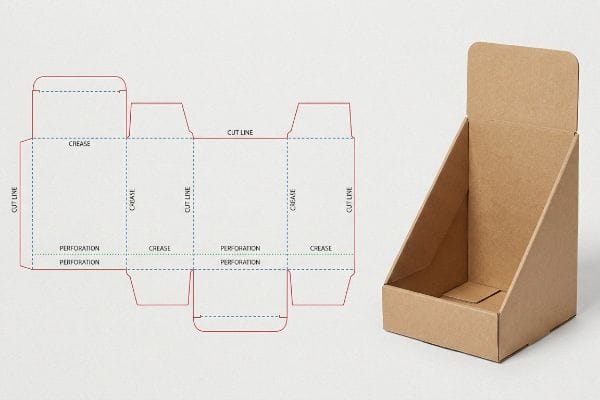
一見すると、構造ファイルは、カラフルなブランドグラフィックの上に直接重ねられた建築的なワイヤーフレームのように見える。.
ダイラインとは、パッケージデザインに直接重ねられた、特定の色のベクトル線で構成された非常に精密な網状の図のことです。通常、マゼンタ色の実線は物理的な切断箇所を表し、シアン色の線は折り目を表します。これらは、自動ルーティングテーブルや大型工業用ダイカット機械にとって必須の数学的な設計図となります。.

画面上の線を見るのは簡単だが、それらに適切なデジタル言語を割り当てることが、ほとんどのキャンペーンが始まる前に行き詰まる原因となっている。.
ダイラインのスポットカラー金型
グラフィックチームは、ディスプレイのカット位置を示すために、標準的なCMYK(シアン、マゼンタ、イエロー、キー/ブラック)の黒い線を使用して構造ファイルを提出することがよくあります。彼らは、モニター上で黒い線がはっきりと見えるため、切断機械がそれらの境界を当然理解すると考えています。この視覚優先のアプローチは、 自動化されたCNC(コンピュータ数値制御)切断テーブル1 やレーザーダイボードバーナーが実際にどのようにデータを処理するかを完全に無視しています。
ベテランデザイナーでさえ、この盲点を見落としがちです。カットパスが単なる黒いアートワークの線になっているファイルが届くことがよくあります。RIP (ラスターイメージプロセッサ)ソフトウェアは、このCMYKブラックを印刷可能なインクとして読み取りレイヤーに直接統合します。その結果、印刷されたシートには黒い輪郭線は見えるものの、物理的なカットは一切行われず、機械が停止するとカッティングテーブルの大きな吸引音も止まります。私は、 構造パスに絶対スポットカラーを使用するが完璧な状態を保つことができます。この簡単なプリプレス調整により、大量の印刷ロスを防ぎ、ロールアウトスケジュールをスムーズに進めることができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| カットラインにはCMYKブラックを使用する | 絶対スポットカラーを割り当てる4 | 高額な印刷の無駄を防止します |
| 構造と芸術作品を融合させる | 線を別のレイヤーに分離する5 | 刃の接触を確実にします |
| 機械が視覚的な線を読み取ると仮定すると | RIPソフトウェアでの飛行前チェック6 | 展開スケジュールを予定通りに維持する |
レイヤーエラー一つで印刷工程が台無しになるようなことは絶対に許しません。構造パスを専用の特色に分離することで、プリプレス工程のボトルネックを解消し、醜い黒い輪郭線のない美しい印刷を実現します。.
🛠️ ハーベイのデスク: ベクターパスが正しいスポットカラーにマッピングされているか不安ですか? 👉 ファイルを検査させてください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
パッケージのダイラインとは何ですか?
このファイルは単なる視覚的なガイドにとどまらず、あなたの小売マーチャンダイジングキャンペーン全体の文字通りの建築的な基盤となるものです。.
パッケージにおけるダイラインとは、段ボール素材の切断、折り目付け、または穴あけ位置を正確に決定する厳密な数学的テンプレートのことです。これは、平面的な2次元グラフィックデザインを、厳しい国際物流や倉庫での取り扱いに耐えうる、構造的に健全な3次元の物理的なディスプレイへと繋ぐ、重要なエンジニアリング上の架け橋として機能します。.

このテンプレートを厳密な数学的絶対値ではなく、単なる提案として扱うことは、構造全体の崩壊を引き起こす最も速い方法である。.
キャリパー補正ダイラインシフト
ブランドチームは、嵌合パネルと全く同じ幅の連結タブとスロットを描くために、基本的なイラストレーションソフトウェアに頼ることが多い。彼らは、完全に平らな線が完璧に折り畳まれた箱にシームレスに変換されるという前提で、これらのデジタルファイルを真空状態で作成する。このデジタル上の理想主義は、 実際の生産で使用されるボード7 。
厚さ 0.11 インチ (2.79 mm/cm) の B フルートボード8 を正確に 90 度曲げると、物理的に材料が消費されます。折り目の外半径を補正するために受け口のスロットが広げられていない場合、物理的なディスプレイは大きく反ってしまいます。私は、組み立てラインでコパッカーが汗だくになり、バージンクラフトボードの硬い抵抗と格闘し、数学的にきつすぎるスロットにタブを無理やり押し込もうとしているのを見てきました。私はパラメトリック設計ソフトウェアを使用して、すべての折り目にキャリパー補正アルゴリズムを自動的に適用し、正確な曲げ許容値9を計算することで、充填済みのトレイがシームレスに組み立てられ、手作業コストを推定 15% 削減しています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| スロットと完全に一致する描画タブ | 数学的な曲げ代を適用する | ベースの反りや破れを防ぎます |
| 材料板の厚さを無視する | パラメトリックキャリパー補正 | 組み立てラインの摩擦を解消する |
| ソフトウェアのみで設計する | 物理的なフルートの許容誤差を構築する | 人件費を迅速に削減 |
私は、素材の物理的な特性を忠実に反映するようにすべてのファイルを設計しています。金型製作開始前にスロットの公差を調整することで、摩擦のないスムーズな組み立てが保証され、店頭で目障りな透明テープを使用する必要がなくなります。.
🛠️ ハーベイのデスク: 構造用スロットは、折り畳まれたBフルートの半径に対応できる十分な幅がありますか? 👉 公差チェックを依頼する ↗ — 安全にダウンロードしてください。後で質問があれば、いつでもご連絡ください。
ダイラインのルールは何ですか?
機能的なテンプレートを作成するには、インクが段ボールにどのように印刷されるかを規定する厳格な運用上の制約を遵守する必要がある。.
型抜きに関する規定では、特定の裁ち落としマージン、正確な特色指定、および精密な厚み補正を維持することが求められます。これらの技術ガイドラインを厳守することで、印刷されたアートワークが物理的な裁断経路を十分に超えて広がり、自動高速ラミネート加工および製造工程において、茶色の段ボールの端が露出するのを確実に防ぐことができます。.
一般的な商業印刷の余白があれば十分だと考えるかもしれませんが、厚手の段ボールは全く異なるルールで扱われます。.
リソシフトブリード義務
多くの調達チームは、標準的な商用印刷の裁ち落とし設定を使用してファイルを承認しており、通常、アートワークを構造境界から約 0.125 インチ10 (3.17 mm/cm) だけ延長しています。これは薄い名刺には全く問題ないので、彼らは論理的に、大きなフロアシッパーにもこれで問題ないと考えています。しかし、これは、印刷されたトップシートが厚いボードに接着されるリソラミネート11に伴う厳しい機械的公差を無視しています。
リソラミネート加工は、物理的で手間のかかる工程です。自動マウント中に、ボードは自然にずれてしまいます。標準のマージンしか使用しない場合、その最小限のブリードでは機械的なずれを完全にカバーできず、最終的に折り畳まれたディスプレイに、見苦しい茶色の端が露出した状態(フラッシング)が発生します。その視覚的な影響は衝撃的です。私は、濡れたPVA接着剤の粘着性によってトップシートがわずか数ミリずれただけで、高級 化粧品のヘッダーが 台無しになったのを見てきました。これを防ぐために、私はカットラインから厳密に0.5インチ(12.7mm/cm)のブリードマージンを設定し、露出したすべての端を完全に包み込むように設計された安全網を構築しています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な市販のブリードを使用する | 0.5インチの裁ち落としマージンを確保する | 茶色く生い茂った見苦しい縁をなくします |
| ラミネート加工機のシフトを無視する | 工学的に設計された安全網を構築する | 高級ブランドの美観を守ります |
| 緻密なアートワークが線に触れる | 背景を境界線を超えて拡張する | 高額なバッチ印刷の失敗を防ぎます |
この基本的な基準を満たさないファイルは、プリプレス段階で却下します。アートワークの背景を拡張するようチームに指示することで、ディスプレイがどの角度から見ても完璧に見えるようになり、ブランド価値を完全に保護できます。.
🛠️ ハーベイのデスク: あなたのアートワークの背景は、リソグラフィーラミネート加工のずれに耐えられるほど十分に広がっていますか? 👉 プリプレスブリード監査を受ける ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
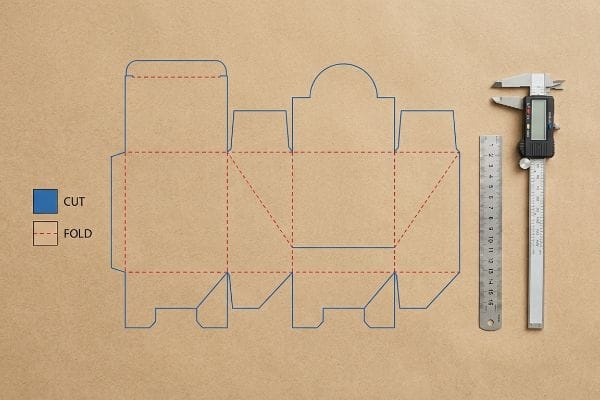
ダイライン上の点線は何を示していますか?
構造証明を確認すると、内部形状を示すさまざまな点線や穴の開いた線が見られるでしょう。.
点線は、構造テンプレート上の正確な折り目または折り曲げ経路を示します。これらの明確なマーカーは、工業用型抜き装置に対し、紙繊維を切断することなく材料を安全に圧縮および曲げるように指示し、厚い段ボールパネルが倉庫の重い荷重に耐える頑丈な立体構造を形成することを可能にします。.
しかし、理論を知っているだけでは十分ではなく、機械が稼働し始め、紙の繊維が実際に圧力で切れ始めると、状況は一変する。.
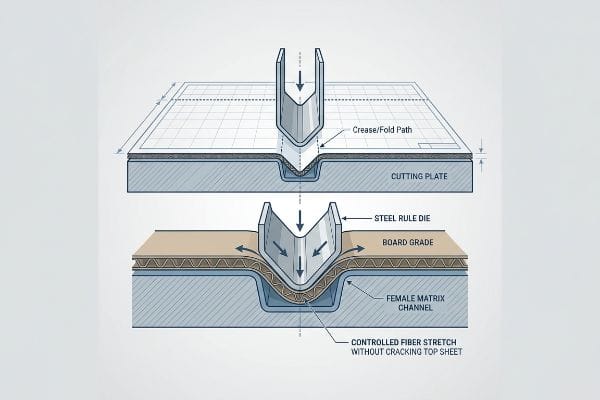
折り目マトリックスプロファイリングプロトコル
購入者はデジタルPDFを見て、単純な破線のベクトル線が自動的にきれいで完璧な90度の折り目を保証すると考えることがよくあります。彼らはソフトウェアの表示を完全に信頼し、ボードが標準的なプリンター用紙のように簡単に折り畳まれることを期待します。これは、トップシートの構造的完全性が無限であると想定しており、 頑丈な輸送用パッケージを操作するために必要な物理的な力を12。
これは単なる理論ではありません。私はテストフロアで、スチールルールダイが32ECTテストライナーに激しく衝突したときにこれが起こるのを目撃しています。適切な抵抗制御がないと、内側のフルートが座屈し、印刷されたトップシートが激しく割れます これはリソクラッキング13です。損傷を測定すると、それは残酷な現実です。主要なヘッダー折り目に沿って、ダイカットダストの粉っぽい感触と砕けたインクが混ざっています。私はこれを、カッティングプレートに直接取り付けられた特定のメスマトリックス折り目チャネルを設置することで解決します。このポリマーチャネルは金床として機能し、衝突中に紙繊維がどのように伸びるかを正確に制御し、不良率をゼロに下げ、 顧客の交換材料コストを推定12%削減します14。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 線が完全に折り畳まれると仮定すると | メスマトリックスチャンネルを取り付けます | トップシートのリソクラックを解消します15 |
| 紙繊維の抵抗を無視する | 鋼製金型の打撃を制御する16 | ヘッダーグラフィックを完璧な状態に保ちます |
| 標準的な鋼材ルールに頼る | 正確なボードキャリパーをプロファイルします | 構造的な微小亀裂を防止する17 |
私は折り曲げ精度を決して偶然に任せることはありません。お客様のボードグレードに合わせて折り目マトリックスを数学的に設計することで、大型 クラブストアのパレット積載。
🛠️ ハーベイのデスク: 現在のサプライヤーがインクのひび割れを防ぐために折り目マトリックスをプロファイリングしているかどうかご存知ですか? 👉 ダイラインファイルをお送りください ↗ — 大量生産に予算を無駄にする前に、計算をストレステストします。
結論
より安価なベンダーを選ぶこともできますが、リソグラフィとラミネート加工のずれによってプレミアムヘッダーの段ボールの端が露出してしまうと、視覚的な欠陥によって小売店から即座に返品され、プロジェクトの利益率が完全に失われてしまいます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書です。機械的な公差を推測するのはやめて、生産開始前に致命的な構造エラーを検出するために、私があなたのファイルを 無料のダイライン監査↗ 。
「スポットカラーとCMYKカラー:重要な違いを解説」、 https://unicopacking.com/en/new/spot-color-vs-process-color.html。[包装生産の業界標準では、CNC切断システムは、切断パスを解釈するためにCMYK値ではなく、スポットカラー属性または特定のベクターパスに依存すると規定されています]。証拠の役割:技術仕様、情報源の種類:包装生産マニュアル。サポート:標準CMYKブラックよりも特殊な工具色が必要であるという要件。範囲に関する注記:自動構造切断に限定 。↩
「CMYK vs. スポットカラー:どちらのプロセスが最適か | Prime Line Packaging」、 https://www.primelinepackaging.com/blog/cmyk-spot-color/。[プリプレスRIPソフトウェアに関する権威あるガイドでは、CMYK値はインク堆積のための画像データとして解釈されるのに対し、スポットカラーは技術的なカッティングレイヤーにマッピングできることが説明されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:CMYKラインがカッティングマシンをトリガーしない理由。適用範囲に関する注記:ほとんどの標準的な商用印刷RIPに適用されます。] ↩
「デザインから校正まで:パッケージダイラインガイド」、 https://admiralpkg.com/post/dielines。[パッケージデザインの業界標準では、自動切断テーブル用の印刷可能なアートワークと技術的なダイラインを区別するために、指定された特色を使用することが規定されています]。証拠の役割:業界標準、情報源の種類:専門家向けガイドライン。サポート:CMYK以外の構造パスの要件。範囲に関する注記:特定の色名は印刷会社によって異なる場合があります。] ↩
「スポットカラー(PMS)とCMYKの違いとは…」、 https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging。[技術的なプリプレスガイドでは、ダイカット機械がカットパスをCMYKアートワークから区別するためにスポットカラーが必要であると説明されています]。証拠の役割:技術検証、ソースの種類:技術マニュアル。サポート:構造ファイルにおけるスポットカラーの必要性。適用範囲に関する注記:プロフェッショナルなオフセット印刷およびデジタル印刷ワークフローに適用されます。] ↩
「パッケージデザイン準備ガイド:アートファイル、ダイライン、ブリード」、 https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide。[構造パッケージの業界標準では、ダイラインはグラフィックとの重なりを防ぎ、機械による正確な解釈を保証するために、専用レイヤーに配置する必要があると規定されています]。証拠の役割:ベストプラクティスの検証。ソースの種類:デザインガイドライン。サポート:構造ファイルにおけるレイヤー分離の要件。範囲に関する注記:Adobe IllustratorおよびCADソフトウェアにおける標準的な慣行。] ↩
「RIPの理解 – 先進繊維協会」、 https://www.textiles.org/2007/01/01/understanding-rip/。[ラスターイメージプロセッサ(RIP)ソフトウェアのドキュメントでは、プリフライトによって、生産前にテクニカルマーカーとカットラインが正しくマッピングされていることを検証する方法が詳しく説明されています]。証拠の役割:ワークフローの検証。ソースの種類:ソフトウェアドキュメント。サポート:構造ファイルの検証におけるRIPソフトウェアの機能。範囲に関する注記:産業用プリント・トゥ・カットシステムに特化。] ↩
「パッケージングにおけるダイラインとは?ガイド、仕様、テンプレート」、 https://brillpack.com/what-is-dieline-in-printing-packaging/。[パッケージングエンジニアリングの権威ある情報源では、材料の厚みが折り曲げ許容範囲とインターロック部品の適合性にどのように影響するかを説明しています]。証拠の役割:技術検証。情報源の種類:パッケージングエンジニアリングマニュアル。裏付け:ダイライン設計における厚み補正の必要性。適用範囲に関する注記:特に段ボールおよび厚手の板紙に適用されます 。↩
「段ボールと材料グレード – フルート – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。[業界の包装仕様では、ダイライン作成におけるエンジニアリング精度を確保するために、Bフルート板の厚さの標準化された測定値が提供されています]。証拠の役割:技術仕様、情報源の種類:業界標準、サポート:Bフルート板の材料寸法。範囲に関する注記:実際の厚さは製造業者によって若干異なる場合があります 。↩
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[折り畳み基材の技術工学マニュアルでは、材料の圧縮と膨張を考慮した曲げ許容値の数学的計算について説明しています]。証拠の役割:工学原理、情報源の種類:技術マニュアル、サポート:構造設計におけるキャリパー補正アルゴリズムの使用。適用範囲に関する注記:折り曲げ半径に対して厚みがかなり大きい材料に特化 。↩
「印刷制作における裁ち落とし、余白、トリミングの理解」、 https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/。[業界の印刷ガイドでは、商業印刷における裁ち落とし余白の標準は0.125インチであることが確認されています]。証拠の役割:事実の検証。情報源の種類:技術マニュアル。裏付け:一般的な業界の裁ち落とし基準。適用範囲に関する注記:標準的な商業印刷ジョブに適用されます 。↩
「リソグラフィーラミネート加工 – Packlane」、 https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc 。[リソグラフィーラミネート加工の技術仕様では、トップシートを段ボールに接着することで構造的なずれが生じ、拡大されたブリードマージンが必要となることが詳述されています]。証拠の役割:技術的説明、情報源の種類:製造仕様。裏付け:リソグラフィーラミネート加工における特殊なダイラインルールの必要性。適用範囲に関する注記:厚手の段ボールアセンブリに特有 。↩
"[PDF] 折り目付けと折り畳み – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。[段ボール加工に関する技術文書では、高耐久性材料に構造的な折り目を付けるために必要な特定の圧力と力について説明しています]。証拠の役割:技術仕様書。情報源の種類:包装工学マニュアル。裏付け:材料操作の物理的現実。範囲に関する注記:詳細はフルートサイズと板紙のグレードによって異なります 。↩
「段ボール箱は折り畳むとひび割れるのか? – LinkedIn」、 https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc。[段ボールの破損に関する技術文書では、リソクラックは曲げ加工中にインクと表面繊維が破断することと定義されています]。証拠の役割:技術的定義、情報源の種類:包装工学ハンドブック。裏付け:表面損傷の特定。適用範囲に関する注記:印刷された段ボール基材に特有 。↩
「折り目加工マトリックスの簡単なガイド – Ultracrease Ltd.」、 https://www.ultracrease.com/guide-on-crease-matrix/。[精密な型抜きによる廃棄物削減に関する産業事例研究では、材料の不良率低下による典型的な節約率を検証する必要があります]。証拠の役割:定量的検証、情報源の種類:業界経済レポート。裏付け:精密な折り目加工の財務的影響。範囲に関する注記:節約額は材料の厚さと量によって異なる場合があります 。↩
「ベタ印刷とUVコーティングによるパッケージ印刷でひび割れの問題が発生」、 https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/。[構造パッケージガイドでは、外側ライナー上のインクの伸びやひび割れを防ぐために、雌マトリックスチャネルがどのように圧力を分散させるかが説明されています]。証拠の役割:技術的検証。情報源の種類:業界ハンドブック。サポート:雌マトリックスチャネルの利点。適用範囲に関する注記:リソグラフィー基材に特有 。↩
「包装用感圧ラベル完全ガイド」、 https://millionpack.com/pressure-sensitive-labels/。[金型製作に関する技術文献では、打撃力の調整によって紙繊維の抵抗を制御し、板紙の潰れを防ぐ方法が説明されている]。証拠の役割:物理的メカニズムの説明。情報源の種類:技術マニュアル。裏付け:繊維抵抗の制御。範囲に関する注記:金型プレスの校正に焦点を当てている 。↩
「プリント回路における銅箔仕様の影響に関する研究…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/。[ダイカットのエンジニアリング仕様では、折り目ルールの深さを基板の正確な厚さに合わせることで、内部繊維の破断を防ぐことができると実証されています]。証拠の役割:技術的検証。情報源の種類:パッケージングエンジニアリング規格。サポート:精密厚さプロファイリング。適用範囲に関する注記:高密度基板材料に適用されます 。↩



