
新製品の消費者向けパッケージ商品を発売するのはストレスのかかる作業だ。何ヶ月もかけて配合を完璧に仕上げたのに、ありきたりで安っぽい段ボール箱のせいで店頭での視認性が損なわれ、売上が伸び悩むことになる。.
効果的なディスプレイを作成するには、視覚的なブランドメッセージと厳格な構造工学基準を整合させる必要があります。これには、適切な段ボールのフルート形状の選択、動的なパレット荷重制限の計算、視認性の高いスポット印刷の適用、そして厳格な湿度許容範囲の遵守が含まれ、ブランドにとって人通りの多い小売環境において完璧な性能を保証します。.
しかし、教科書的な定義を知っているだけでは、パレットが実際に荷積み場に到着したときには役に立ちません。通路を占有するようなユニットを設計する方法をお教えしましょう。.
効果的なディスプレイを作成するにはどうすればよいでしょうか?
真の効果とは、目を引くグラフィックだけにあるのではなく、輸送コンテナから クラブストアの フロアまでの過酷な旅を、潰れたアコーディオン紙のようにならずに乗り切ることにあるのだ。
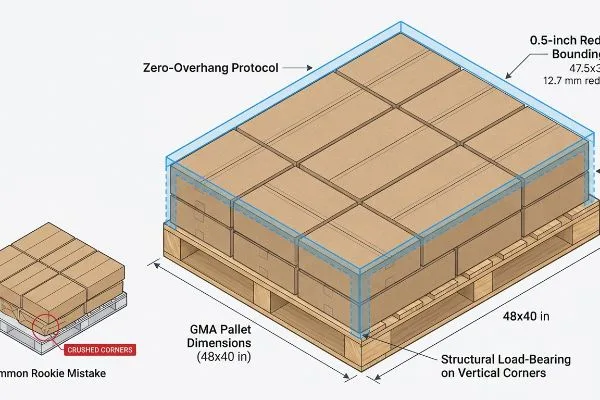
効果的なディスプレイを作成するには、厳格なゼロオーバーハング境界ボックスプロトコルが必要です。このエンジニアリング上の制約により、マスターカートンの設置面積が標準的なGMAパレット寸法内で正確に0.5インチ(12.7mm)縮小され、垂直方向の角が構造荷重を支えることで、ブランドにとって輸送中の大規模な圧縮破損を完全に防止します。.
世界で最も美しい芸術作品があったとしても、構造的な部分がしっかりしていなければ、キャンペーン全体は開始早々に失敗に終わる。.
耐荷重パレットの隠された幾何学
多くの調達チームは、マスターカートンの寸法を最大化してより多くの製品を収めることが、自動的に輸送効率の向上につながると誤解しています。彼らは、段ボールの強度指標1のみに基づいて特大サイズの箱を承認し、頑丈なフルートがウォルマートやコストコのような要求の厳しい米国の小売業者への輸送中に内部のCPG(消費財)を保護してくれると想定しています。
初心者がよく陥る落とし穴は、パレット積みの物理法則が現実世界でどのように機能するかを無視することです。私はいつもこれを目にします。クライアントが、GMA(食料品製造業者協会)パレットの木製端からほんのわずかだけ出荷箱を押し出して、もう1列詰め込もうとするのです。しかし、その 角が隙間からはみ出してしまうと、荷重が全くかからなくなり、すべての重量が弱い中央パネルに集中してしまいます。その結果、一番下の段が目に見えて外側にたわみ、新品のクラフトボードが軋むような不快な音が響きます。この問題を解決するために、私は常にCAD(コンピュータ支援設計)で厳格なオーバーハングゼロルールを適用し、構造上のすべての角が完全に支えられるように設置面積を人為的に縮小しています。この単純な数学的調整により、クライアントは莫大な物流費の請求を回避でき、何週間にもわたる面倒な手作業による再梱包も防ぐことができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 木製パレットの端からはみ出している | 0.5インチ(12.7 mm)のCADバウンディングボックス縮小3 | 底段の箱が潰れるのを防ぎます |
| 平らな材料の強度に頼る | 4つの垂直な角すべてを木材の上に正確に合わせる4 | 小売業者からの大規模なチャージバックを防止します |
| 配送フットプリント制限の推測 | 48×40インチ(121.9×101.6cm)規格に準拠したデザインの固定5 | 倉庫の荷受けドックのスピードアップ |
顧客の「0.5インチだけ大きくしてほしい」という要望のために、コンテナ輸送全体が台無しになるようなことは決してしません。箱を少し小さくすることで、ディスプレイが確実に店頭に並ぶまで無事に届くことを保証できるのです。.
🛠️ ハーベイのデスク: 海上輸送中に、マスターカートンが自重でひっそりと変形していませんか? 👉 無料のBOM監査をリクエスト ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
ディスプレイを作成する 5 つのステップは何ですか?
商品販売ユニットの構築は、非常に順序立てられた作業です。生産準備段階のいずれかを省略すると、製造現場で大きな不整合が生じることになります。.
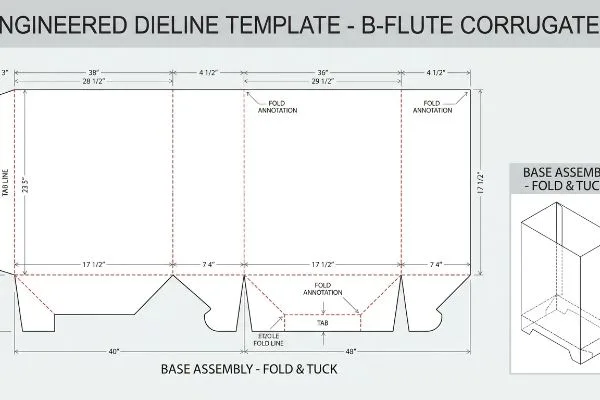
ディスプレイを作成する5つのステップには、構造的なダイラインテンプレートの作成、3Dパラメトリックレンダリングの承認、耐荷重を確認するための白色サンプルプロトタイプのテスト、高解像度のプリプレスカラーマッチングの最終決定、そしてプレミアムブランドの小売店展開における完璧な量産を保証するための自動CNCダイカットの実行が含まれます。.
そのワークフローは紙面上では単純に聞こえるが、ほとんどのブランド立ち上げは最初のステップで完全に頓挫してしまう。.
ダイラインテンプレートがタイムライン全体を制御する理由
新興ブランドによく見られる手法は、 まずグラフィックデザインチームにビジュアルアートワークを制作させ、画面上で見栄えの良いサイズ(6) 。アートワークが承認されると、これらの平面グラフィックを工場に送り、構造エンジニアが既存の画像に合わせて3Dの段ボール構造を魔法のように曲げてくれることを期待します。
購入者から、なぜアートワークを完全に描き直さなければならないのかとよく聞かれますが、グラフィックが構造を決定するのではなく、物理法則が構造を決定するのだと説明しなければなりません。構造設計図をお渡しする前に色を塗り始めると、まだ骨組みのない家にペンキを塗っているようなものです。以前、店員がフロアビンを組み立てるのに苦労していたのを見たことがあります。グラフィックデザイナーが、紙板の実際の厚みと全く釣り合わない連結タブを描いたため、端が破れ、ベースを固定するためだけに粘着性のある見苦しい透明テープが大量に使われてしまったのです。これを防ぐには、インクを一滴も塗る前に、必ずPDF形式の標準化されたダイラインテンプレート7を確保することが第一歩です。これにより、正確な折り目許容範囲8が確定し、後でグラフィックの再設計に二重に費用をかける必要がなくなります。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 構造承認前にアートデザインを行う | 事前に設計されたPDFダイラインから始めます9 | タブの確実なロックを保証します |
| 折り畳み厚さを推測する | パラメトリック曲げ代用ソフトウェアを使用する10 | 組み立て時の破れを防ぎます |
| ウェブベースのラスターファイルの送信 | 適切なベクタースポットカラーストロークを使用する11 | 印刷されたグラフィックを完璧な位置に保持します |
私はすべてのクライアントに対し、私が設計したテンプレートから始めることを義務付けています。これにより、クリエイティブチームは段ボールの物理的な限界を尊重せざるを得なくなり、納期を確実に守ることができます。.
🛠️ ハーベイのデスク: グラフィックデザイナーは現在、確定した構造設計図なしでアートワークを作成していますか? 👉 私の標準ダイラインテンプレートをダウンロード ↗ — 安全にダウンロードしてください。後で質問があれば、私の受信箱は開いています。
目立つ商品ディスプレイを作るにはどうすればいいでしょうか?
混雑した通路で消費者の注意を引くには、コントラストの高い視覚的なインパクトが不可欠だ。しかし、バックライト付きモニター上で鮮やかに見えるものでも、紙の繊維素材の上ではしばしば効果を発揮しない。.
目を引く商品ディスプレイを実現するには、光学的なCMYKドットブレンドを、高精度なパントン特色による全面印刷に置き換える必要があります。この独自の印刷方式により、多孔質の段ボール製テストライナー上のハーフトーンの粒状感を完全に排除し、高コントラストなブランド視認性を最大限に高めるとともに、小売店の強い蛍光灯照明環境下でも色が驚くほど鮮やかに保たれます。.

高級感のある視覚的なインパクトを実現するには、濡れたインクと乾いた板紙の間の化学的な関係を理解する必要がある。.
段ボールのハーフトーン泥トラップ
マーケティングチームは、印刷機がデジタルブランドガイドラインにシームレスに一致すると想定して、企業ロゴを標準的なCMYK(シアン、マゼンタ、イエロー、キー/ブラック)プロセス形式にエクスポートすることがよくあります。彼らは、標準的な商業印刷技術が、 光沢のある雑誌の表紙と同じように、重い小売用配送業者12。
茶色の厚紙に標準の CMYK で印刷することを、乾いたペーパータオルに水彩画の傑作を描こうとするようなものです。にじんで濁ってしまいます。ベテランのデザイナーでさえ、印刷機を「調整」すればいいだけだと思い込んで、この盲点を見落としがちです。テストシートを印刷したところ、小さな重なり合った ハーフトーンのドットが、生の溝13 、ブランドの鮮やかな赤いロゴが工場のフロアライトの下でざらざらした色あせたピンクの汚れのように見えました。ここでの経験則は簡単です。メインのロゴにはプロセス ドットを絶対に使用しないでください。私は常に スポットカラーのフラッド プロトコル14、単一の濃密な PMS (Pantone Matching System) 顔料を調合して、基材に完全に平らに塗布します。これにより、20 フィート (6 メートル) 離れたところからでもブランドが視覚的なノイズを突き抜け、重要な衝動買い率が向上します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 主要ブランドロゴにはCMYKを使用する | 厳格なPMSスポットカラーのフラッドを義務付ける15 | 20フィート先から鮮明な視界を提供 |
| 紙繊維の吸収率を無視する | 高密度顔料インクの使用16 | ブランドカラーの色褪せを防ぎます |
| 画面上のカラープルーフに頼る | 物理分光光度計スキャン17 | すべての通路で一貫性を確保します |
高級ブランドのローンチが、濁ったハーフトーンのドットのせいで安っぽく見えるのは絶対に許せません。スポットカラーにアップグレードすることが、圧倒的な視覚的優位性を保証する最も簡単な方法です。.
🛠️ ハーベイのデスク: ブランドカラーが未加工の段ボール表面で色あせてざらざらした感じになるのが心配ですか? 👉 無料のカラー事前チェックをリクエストしてください ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋に価値のある情報だけをお届けします。
商品のディスプレイを視覚的に魅力的にするための鍵は何でしょうか?
視覚的な魅力を維持するには、色の正確さだけではなく、その下にある機械的な構造を隠し、消費者にシームレスで高級感のあるマーケティングメッセージだけを認識させることが重要です。.
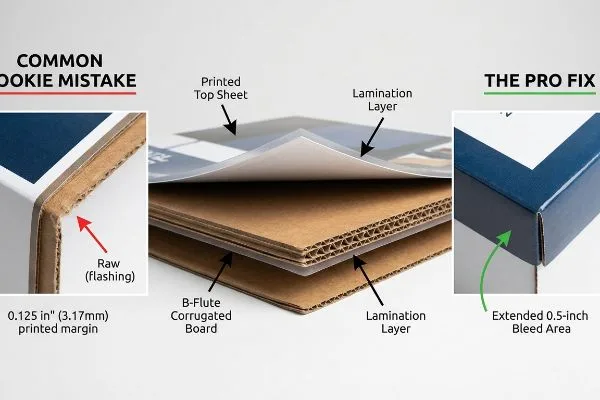
商品陳列を視覚的に魅力的にする鍵は、プリプレス段階で厳密に0.5インチ(12.7mm)の塗り足しマージンを確保することです。この大きな塗り足しは、リソグラフィーラミネート加工時の機械的なずれに対する安全策として機能し、印刷されたグラフィックが露出したすべての端を完璧に包み込むことを保証します。.
機械が部品を物理的に組み立てる方法を考慮しなければ、せっかくの美しい作品も、その粗い茶色の縁がむき出しになってしまうでしょう。.
シームレスな仕上がりを実現するリソシフトの克服
一般的な商業グラフィックデザイナーは、通常、すべてのデジタルファイルに0.125インチ(3.17mm)の基本的な裁ち落とし幅を適用します。これは、平らな名刺や薄い折りたたみ式カートンには十分です。彼らは、この標準的な余白が、米国の小売環境におけるあらゆる形態の小売パッケージにおけるわずかな裁断誤差をカバーするのに普遍的に十分であると考えています。
ここに潜む落とし穴は、印刷されたトップシートを厚手のBフルートボードに接着するリソラミネート加工には、必然的にずれが生じる重い機械が関わっている点です。アートワークの余白がわずか3ミリメートルしかない場合、自動マウント工程でその安全ラインを超えてしまう可能性があります。私は店頭で、高級 化粧品のディスプレイが 「フラッシング」を起こしているのを目にしたことがあります。これは、アートワークが十分に伸びていないために、折り目の角から生の茶色い段ボールの筋がギラギラと見えてしまう現象です。私の簡単なチェックリストは、ダイカットラインから最低でも0.5インチ(12.7mm)のブリードが伸びていないプリプレスファイルは即座に却下することです。アートワークを無理に伸ばすことで、ボードを90度折り曲げたときに完璧に折り畳まれ、ブランド価値を守る魅力的な外観を維持できることを保証します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な3mmの印刷ブリードを使用 | 0.5インチ(12.7mm)のマージンを確保する19 | 茶色い段ボールの端の醜さを隠す |
| 機械的積層ずれを無視すると20 | 構造的なラップアラウンドグラフィックを追加する | 高級感のある、継ぎ目のない外観を維持します。 |
| 自動カッターがドリフトしないと仮定すると21 | 背景パターンを外側に拡張する | 見苦しい白い点滅線を解消します |
私はほぼすべての新規クライアントファイルで、このミリ単位のミスを見つけます。裁ち落とし部分を広げることは、ビジュアルプレゼンテーションを完璧な状態に保つための究極の保険です。.
🛠️ ハーベイのデスク: アートワークの背景がラミネート加工時のずれに耐えられるほど十分な長さがあるか不安ですか? 👉 ブリードマージンをチェックしましょう ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
ディスプレイを魅力的にするものは何でしょうか?
魅力は、構造的な完全な対称性にかかっている。傾いたり、膨らんだり、曲がったりしている製品は、どんなにグラフィックが印象的であっても、消費者の潜在的な不信感を瞬時に引き起こす。.
魅力的なディスプレイを実現するには、リソラミネート加工中のPVA接着剤の水分量を厳密に管理する必要があります。エンジニアは、精密な硬化重量プロトコルを採用し、バランスの取れた二層構造のボードを指定することで、段ボール原紙が水分を吸収して大きく反るのを防ぎ、すべての構造パネルが完全に平坦で対称的な状態を保つようにします。.

温度管理された設計事務所で試作品を1つ完璧に組み立てるのは簡単だが、湿度の高い配送センターに500個も出荷するとなると、厳しい現実が待ち受けている。.
工場現場で標準ラミネート加工が反ってしまう理由
購入者は、高品質のリソグラフィー印刷された上紙を硬質の段ボールに貼り付ければ、完全に平らで魅力的な側面パネルが永久に完成すると考えることが多い。彼らは印刷の解像度にばかり注目し、湿った接着剤22と下地の多孔質の紙繊維との間で起こる揮発性の化学反応を完全に無視してしまう。
私の工場では、制御されていない水分張力による悲惨な物理的影響を日常的に目にしています。巨大な60インチ(152.4cm)の側板に水性PVA(ポリ酢酸ビニル)接着剤を塗布すると、32ECT(エッジクラッシュテスト)試験用ライナーが瞬時にその液体を吸収します。接着剤が工場内の空気中で硬化・収縮するにつれて、非常に大きな表面張力が発生します。これを放置すると、これらの巨大なパネルが最大1.4インチ(35.5mm)も内側に反り返り、頑丈な小売用壁というよりは歪んだポテトチップスのようになってしまいます。この問題を解決するために、私は厳格な「硬化重量プロトコル」を義務付け、濡れた板を計算された重量のプレス機で24時間物理的に拘束し、数学的に平坦な硬化を強制します。さらに、張力に対抗するために、薄い裏板を含むようにCAD形状を再設計しています。この24時間安定化フェーズを徹底することで、共同梱包の組み立て時間を1ユニットあたり少なくとも20秒短縮し、クライアントの人件費を大幅に削減すると同時に、視覚的に完璧で、まっすぐな小売キャンペーンを実現します。.
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 水性PVAの収縮を無視する23 | 24時間デッドウェイトキュアリングプロトコル | 棚が完全に水平になるようにします |
| 大きな壁に片面ラミネート加工を施す24 | バランス型デュプレックスバックライナーの指定25 | 大型パネルが内側に反るのを防ぎます |
| 生産を急ぎ、すぐに型抜き工程へ | 化学水分を蒸発させる | 共同包装時の摩擦を防止します |
大型構造物を完璧にまっすぐに保つには、運ではなく、制御された化学反応に頼る必要があります。店頭で魅力的で高級感のある存在感を出すには、接着剤の表面張力に打ち勝つことが不可欠です。.
🛠️ ハーベイのデスク: 現在のサプライヤーが大型構造パネルの接着剤の水分張力をどのように管理しているかご存知ですか? 👉 ダイラインファイルをお送りください ↗ — 大量生産に予算を無駄にする前に、計算をストレステストします。
結論
単価の安さだけでベンダーを選ぶこともできますが、湿度の高い倉庫でPVA接着剤の水分が制御されずに60インチのサイドパネルがひどく反ってしまうと、結果として生じる構造的な反りによって組立ラインの速度が推定30%低下し、小売店からの即時返品につながります。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。機械的な公差を推測するのはやめて、私の 無料ダイラインプリフライト監査↗ 。製造現場に到達する前に、重要なラミネーションやオーバーハングのエラーを検出します。
「パレットの突出が箱の圧縮に及ぼす影響の予測…」、 https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58。技術的な包装規格では、エッジクラッシュテスト(ECT)などの材料強度指標は原材料の耐荷重能力を測定するものであり、パレットの突出によって引き起こされる構造的完全性の壊滅的な損失を考慮していないと説明されています 。↩
"[PDF] 段ボール箱がパレットの端からはみ出したときに発生する垂直圧縮強度の著しい低下を定量化し 、支えられていない角が荷重に耐えられないことを確認しています]。証拠の役割: 技術的検証;ソースタイプ:包装業界標準。サポート:パレットの突出による構造的破損。適用範囲に関する注記:特に段ボール製輸送コンテナに関するもの 。↩
「簡単セットアップ – カスタム小売パレットディスプレイ」、 https://blingblingpackaging.com/pop-displays/pallet-displays/。店頭ディスプレイの技術設計基準では、通常、製造公差を考慮し、はみ出しを防ぐために寸法をわずかに縮小する必要があります。証拠の役割:技術仕様、情報源の種類:エンジニアリングガイドライン。サポート:下段の箱の潰れ防止。適用範囲に関する注記:段ボール製の輸送用ディスプレイに適用されます 。↩
「パレットディスプレイ:製品配置のベストプラクティス|TPH Global」、 https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/positioning-products-on-pallet-displays/。段ボール包装の構造的完全性は、垂直圧縮荷重をパレットの最も剛性の高い支持点に伝達することに依存します。証拠の役割:構造原理。情報源の種類:包装マニュアル。サポート:構造的破損および小売業者へのチャージバックの防止。適用範囲に関する注記:特に耐荷重段ボールディスプレイ向け 。↩
「標準パレットサイズ|チャート付き – Kamps Pallets」、 https://www.kampspallets.com/standard-pallet-sizes-with-chart/。食料品製造業者協会(GMA)の標準パレットサイズは、北米の小売および倉庫受入における主要な物流ベンチマークです。証拠の役割:業界標準。情報源の種類:物流規制。サポート:倉庫受入ドックの効率性。範囲に関する注記:主に北米市場に焦点を当てています 。↩
「パッケージデザイン準備ガイド:アートファイル、ダイライン、ブリード」、 https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide。[プロのパッケージ製造マニュアルでは、構造ダイラインの前にグラフィックアセットを作成すると発生するシステム上の不具合について詳しく説明しています]。証拠の役割:背景;情報源の種類:業界ハンドブック。裏付け:ダイライン段階を省略すると製造上のずれが生じるという主張。適用範囲に関する注記:小売ディスプレイおよび店頭販売製造に適用されます 。↩
「パッケージダイライン – 包括的なガイド」、 https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqspRtQh2tlF1kPeZLZeAsVAndgoPBZlpwAeMZZOS9Aj2mEb5sg。[業界ガイドまたはパッケージングエンジニアリングマニュアルでは、グラフィックデザインの前にダイラインを設定することで、構造上の不具合や高額な修正を回避できることが確認されています]。証拠の役割:プロセス検証、情報源の種類:業界マニュアル。サポート:ワークフローのシーケンス。適用範囲に関する注記:段ボールおよび板紙ディスプレイに適用可能 。↩
「カスタムパッケージングと印刷におけるダイラインの完全ガイド」、 https://gentlever.com/dielines-for-custom-packaging-and-printing/。[パッケージング設計に関する技術仕様では、ダイラインが材料の厚みを考慮して正確な折り畳みと組み立てを保証する方法を説明しています]。証拠の役割:技術仕様、情報源の種類:工学教科書。サポート:構造的完全性。範囲に関する注記:材料の物理的な厚みに特化 。↩
「パッケージングダイラインの概要 PDF – Scribd」、 https://www.scribd.com/document/830418794/Packaging-Dieline-Guide。[パッケージングエンジニアリングに関する権威ある情報源が、プレエンジニアリングされたダイラインが構造的完全性と正確なタブロックをどのように保証するかを説明しています]。証拠の役割:技術的検証。情報源の種類:業界マニュアル。サポート:構造的精度。適用範囲に関する注記:段ボール/ボール紙ディスプレイに特化 。↩
「板金曲げ加工 – 方法、設計のヒント、K係数 – Fractory」、 https://fractory.com/sheet-metal-bending/。[材料科学と折り曲げソフトウェアに関する技術文献では、曲げ代を計算することで材料の破損や裂けを防ぐ方法が詳しく説明されています]。証拠の役割:技術的検証。情報源の種類:工学教科書。裏付け:材料の耐久性。適用範囲に関する注記:厚板基材に適用されます 。↩
「ラスターとベクターの違い、そしてラスター画像をベクターに変換する方法… – YouTube」、 https://www.youtube.com/watch?v=iWXsxmBXUQ8。[印刷業界の標準では、ベクターベースの特色がラスターファイルと比較して、なぜ位置ずれを防ぎ、アライメントを維持するのかを説明しています]。証拠の役割:技術的検証。情報源の種類:印刷標準ガイド。サポート:印刷品質。範囲に関する注記:大判商業印刷に焦点を当てています 。↩
「段ボール包装用コーティング – インダストリアル・プリント・マガジン」、 https://industrialprintmagazine.com/coatings-for-corrugated-packaging-improving-adhesion-and-print-quality/。[印刷基材に関する権威ある情報源は、多孔質でコーティングされていない段ボールとコーティングされた雑誌用紙との間のインク吸収とドットゲインの差異を説明するだろう]。証拠の役割:技術的比較。情報源の種類:印刷制作マニュアル。裏付け:印刷結果は基材によって異なるという前提。範囲に関する注記:インクと基材の相互作用に限定される 。↩
"[PDF] 1. ドットゲインとは、インクが基材に吸収されるにつれてハーフトーンのドットサイズが増加することです…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf。[基材の多孔性に関する技術文書では、段ボールの繊維がプロセス印刷においてインクの吸収ムラと過剰なドットゲインを引き起こす仕組みについて説明しています]。証拠の役割:技術仕様書、情報源の種類:印刷業界マニュアル。裏付け:未加工の段ボールにハーフトーンパターンがにじむという主張。適用範囲に関する注記:特に、コーティングされていない多孔質基材に適用されます 。↩
「パッケージングにおけるPMSとCMYK:どちらが優れているか? – PAX Solutions」、 https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/。[カラーマネジメントの業界標準では、CMYKドットブレンドと比較して、ソリッドスポットカラーインク層が多孔質材料に対して優れた不透明度と被覆性を提供すると規定されています]。証拠の役割:技術仕様、情報源の種類:印刷科学の教科書。裏付け:高コントラストのブランディングにおけるPMSフラッドの優位性。適用範囲に関する注記:プレミックス顔料インクの使用に限定 。↩
「CMYK vs. スポットカラー:どちらのプロセスが最適か | Prime Line Packaging」、 https://www.primelinepackaging.com/blog/cmyk-spot-color/。[権威ある印刷ガイドでは、Pantone Matching System (PMS) スポットカラーが、CMYK プロセスブレンドと比較して、多孔質基材上でより高い彩度と視覚的な一貫性を提供する理由を説明しています]。証拠の役割:技術的検証。情報源の種類:印刷業界標準。サポート:視認性の高いブランディングのためのスポットカラーの使用。適用範囲に関する注記:特に段ボールおよび非コート材料に適用されます 。↩
「再生紙中の重金属含有量に対する着色剤の影響…」、 https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/。[材料科学研究では、高密度顔料インクが基材への浸透と原紙繊維へのインクの沈み込みを最小限に抑え、色の脱色を防ぐ方法について説明しています]。証拠の役割:技術的検証。情報源の種類:インク化学ジャーナル。サポート:吸収性ボードの色落ち防止。範囲に関する注記:高吸収性基材に特有 。↩
「既に出回っているものと一致する色。これは持ち運び可能な…」、 https://www.instagram.com/reel/DXYINMFColM/。[カラーマネジメント規格では、分光光度計が絶対スペクトル反射率を測定して、物理的な生産工程全体で色の一貫性を確保し、RGBスクリーンプルーフのばらつきを克服する方法を詳述しています]。証拠の役割:技術的検証。情報源の種類:カラーサイエンスマニュアル。サポート:小売における一貫性のための物理的測定の必要性。範囲に関する注記:Delta Eのばらつきに焦点を当てる 。↩
「どれくらいの裁ち落としを使えばいいか、どうやって判断すればいいですか?」、 https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。[商業印刷業界の標準では、名刺やパンフレットなどの標準的な印刷物の場合、0.125インチがデフォルトの裁ち落としとして定められています。証拠の役割:業界ベンチマーク、情報源の種類:技術印刷仕様。裏付け:これがデザイナーが使用する標準的な余白であるという主張。適用範囲に関する注記:主に平らな基材または薄い基材に適用されます。] ↩
「フルブリードデザイン:フルブリード印刷に適したデザイン方法」、 https://www.printivity.com/insights/full-bleed-design-how-to-properly-design-bleeds。印刷業界の標準規格では、段ボール基材の折り曲げや裁断のばらつきを考慮するために必要な余白幅が規定されています。証拠の役割:技術仕様書、情報源の種類:印刷業界マニュアル。サポート:端面隠蔽に必要な余白。適用範囲に関する注記:特に大判段ボール素材向け 。↩
「フレキシブル包装フィルム工程におけるラミネート加工の役割」、 https://www.packagingstrategies.com/articles/98661-the-role-of-laminating-in-the-flexible-packaging-film-process。技術製造ガイドでは、ラミネートフィルムの貼付中に印刷基材がずれて位置ずれが生じる現象について説明しています。証拠の役割:概念定義、情報源の種類:製造ガイド。サポート:シームレス仕上げ不良の原因。適用範囲に関する注記:熱ラミネートと感圧ラミネートの両方に適用されます 。↩
「印刷における切断公差 | サポート – Smartpress」、 https://smartpress.com/support/printing-basics/cutting-tolerance-for-print?srsltid=AfmBOoqdJMNRdLMYzUJigPJPySThj3sIH4jNDQKQFB9Cwj3fm-Szwtnd 。自動切断機の技術仕様書には、ダイカット工程における固有の公差と機械的ドリフトの可能性が記載されています。証拠の役割:事実の検証。情報源の種類:エンジニアリングホワイトペーパー。裏付け:背景パターンの拡張の必要性。範囲に関する注記:ドリフトは機械の精度と基材の安定性によって異なります 。↩
"[PDF] 木材材料用接着剤 - 接着形成と性能", https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr190/chapter_10.pdf。[包装用接着剤に関する技術資料では、接着剤中の水分がセルロース繊維を不均一に膨張・収縮させる吸湿反応について説明されている]。証拠の役割:技術的説明、情報源の種類:材料科学ジャーナル。裏付け:構造的反りのメカニズム。適用範囲に関する注記:PVAなどの水性接着剤システムに限定 。↩
「水性接着剤 – Webピクチャーフレーム」、 https://www.webpictureframes.com/glossary/water-based-adhesive。[接着剤に関する技術文書によると、水性ポリ酢酸ビニル(PVA)は水分が蒸発すると収縮し、基材を歪ませる張力が生じることが確認されている]。証拠の役割:技術的検証。情報源の種類:材料科学マニュアル。裏付け:ディスプレイユニットの構造的不安定性の原因。適用範囲に関する注記:水性接着剤に特に適用される 。↩
「DIY片面ラミネート加工 – YouTube」、 https://www.youtube.com/watch?v=l4QgITDLDHI。[機械工学の情報源によると、非対称ラミネート加工は表面張力の不均一性を生み出し、基材をラミネート加工面に向かって湾曲または反らせる]。証拠の役割:物理法則の検証。情報源の種類:製造仕様。裏付け:大型ディスプレイにおける反りの説明。範囲に関する注記:大型基板に焦点を当てている 。↩
「デュプレックスボードと折りたたみボックスボード:詳細比較」、 https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html。[印刷およびディスプレイ製造の業界標準では、パネル全体の張力を均一化し、平坦性を確保するためにバランスライナーの使用が規定されています]。証拠の役割:ソリューションの検証。情報源の種類:業界のベストプラクティス。サポート:構造的な反りを防止する方法。適用範囲に関する注記:高級小売ディスプレイの標準 。↩



