
開封時の印象を際立たせたいけれど、ありきたりな茶色の段ボールでは安っぽく感じてしまう。構造材に直接印刷すれば手っ取り早く解決できそうに思えるが、インクがにじんだり、段ボールが反ったりする問題が出てくる。.
箱の緩衝材に直接印刷するには、特別なプリプレス技術が必要です。これは、製品を固定する構造的な段ボールに、通常はリソグラフィーラミネート加工または直接デジタル印刷によって、カスタムグラフィックを施す作業です。これにより、ブランドイメージを高めながら、輸送中の保護に必要な物理的な強度を維持します。.

印刷された挿入物の理論を理解するのは簡単だが、工場現場の厳しい現実を生き抜くには、実際のエンジニアリング技術が必要となる。.
パッケージにはどのような印刷方法が使用されていますか?
適切な印刷方法を選択することで、小売店での発売が高級ブランドのように見えるか、安っぽく色褪せた偽物に見えるかが決まります。.
パッケージ印刷に使用される印刷方式には、一般的にオフセット印刷、フレキソ印刷、デジタル印刷があります。オフセット印刷はディスプレイにおいて最高の視覚的忠実度を提供し、フレキソ印刷は大量輸送用カートンで主流であり、デジタル印刷は短納期での試作や可変データ印刷に対応しています。.

コンピューターのモニターに美しいグラフィックを表示するのは一つのことだが、それを硬い厚紙に転写するには、厳密な物理的制御が必要となる。.
高精度リソグラフィーと安価な代替手段の比較
多くのブランド創業者は、モニター上で承認したファイルは最終的なパッケージに完璧に反映されると思い込んでいます。彼らはしばしば、単価を少しでも節約するために、複雑で写真のようにリアルなグラフィックを標準的なフレキソ印刷機で印刷しようとします。しかし実際には、 商業用パッケージには、基材と必要な視覚的忠実度に基づいて、完全に異なる工業プロセスが必要です 。
私はこのミスを頻繁に目にします。ベテランの調達チームでさえ、 高級化粧品のアートワークを 安価なフレキソ印刷に無理やり押し込もうとすることがあり、その結果、スポンジでスタンプしたようなぼやけたロゴになってしまいます。小売店での展開でプレミアムな雑誌品質の仕上がりを求めるなら、 リソグラフィーオフセット印刷2を。6色ハイデルベルク印刷機が上紙に湿ったインクを載せる、大きくリズミカルな音は紛れもないものです。私の経験則では、100個の小ロットであっても高精細なリソグラフィー印刷を要求することです。なぜなら、店頭で鮮明でシャープなブランドイメージこそが、消費者にプレミアム価格を正当化するからです。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 複雑な写真にフレキソ印刷を使用する | リソ(オフセット)印刷3 | 鮮明で雑誌のような画像 |
| 小ロット生産では品質を犠牲にする | 高忠実度ショートラン | 高級ブランドの価値を維持する |
| 照明条件を無視する | スポットカラーマッチング4 | 色落ちを防ぎます |
私は、クライアントが低価格印刷でわずかなコストを削減するために、ブランド価値を損なうようなことは決して許しません。視覚的な基準を守ることは、消費者が店頭で商品を手に取った際の信頼に直接影響するからです。.
🛠️ ハーベイのデスク: あなたの作品の解像度が大規模な商業印刷に耐えられるか不安ですか? 👉 ファイルをチェックさせてください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
段ボールにはどのような印刷方法が使用されていますか?
薄い紙から厚い構造用段ボールに移行すると、インクと紙の物理的性質が根本的に変化する。.
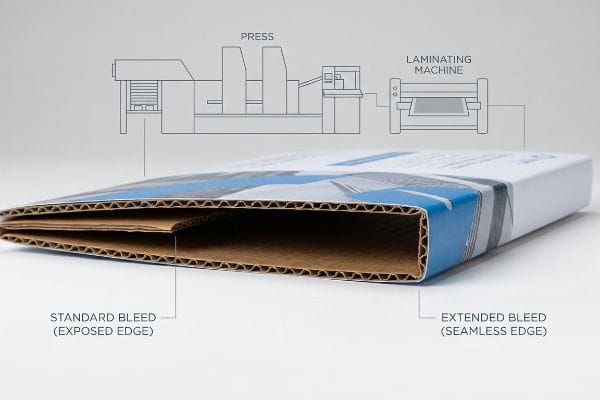
高級小売用途の段ボールに用いられる印刷方法は、主にリソラミネート加工です。この工程では、まず薄い表紙に高解像度のグラフィックを印刷し、それを硬質で波状の段ボール基材に物理的に接着することで、視覚的な魅力と構造的な強度を両立させます。.
一見するとスムーズな製造工程のように思えるが、湿った紙と厚紙を接合することで、設計者が予期せぬ微細な機械的変化が生じる。.
「リソシフト」プリプレスの落とし穴
ほとんどのグラフィックデザイナーは、構造的な型抜き線を標準的な商業用チラシと同じように扱います。彼らはCAD(コンピュータ支援設計)ソフトウェアで、カットラインから5インチ(3.17mm)の標準的な塗り足しを適用し、自動切断テーブルが毎回完璧に端に沿って切断してくれると想定しています。
折り畳まれたばかりのディスプレイをじっと見つめて、前面の折り目の端に茶色の段ボールの生の部分がみ出しているのを見て、なぜだろうと思ったことがあるでしょう。これは、印刷されたトップシートを厚いBフルートボードに接着するリソラミネート加工において、自動マウント工程中に固有の機械的許容誤差があるためです⁶ 。製造中に重いボードが少しでもずれると、標準の印刷ブリードが機能しなくなり、生の端が露出してしまいます。私はすべての段ボール製品に対して、最低0.5インチ(12.7 mm)のブリードマージンを厳格に守っています。デザイナーがアートワークを拡張しなかったために、共同梱包中に生の紙の端が擦れ合う荒々しく摩擦の強い音を聞いたことがありますが、それはプレゼンテーション全体を瞬時に台無しにしてしまいます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な市販のブリードを使用する | 0.5インチ(12.7mm)の塗り足しを強制する7 | 茶色い縁の生焼けを防ぐ |
| 基板のずれ許容範囲を無視して8 | プリプレス時のキャリブレーションチェック | 継ぎ目のないエッジラッピングを実現します |
| 段ボールを平らな紙のように扱う | フルートの厚みを考慮した設計9 | 清潔でプロフェッショナルな折り目 |
この基準を満たさないファイルはプリプレス段階で却下し、デザイナーにはアートワークの背景を拡張するよう促します。この大幅な裁ち落としは、設計上の安全網として機能し、ブランドイメージを完全に保護します。.
🛠️ ハーベイのデスク: 現在お使いのデザインファイルに、切りっぱなしの端が見えてしまうような危険な裁ち落としマージンが含まれていることを心配していませんか? 👉 裁ち落としテンプレートをダウンロード ↗ — 安全にダウンロードできます。ご質問があれば、後ほどメッセージでお問い合わせください。
段ボールに印刷できますか?
未加工の段ボールに直接印刷することは可能ですが、ほとんどのマーケティングチームが著しく過小評価している、深刻な視覚的リスクが伴います。.
はい。段ボールへの印刷は可能ですが、多孔質の波型表面への直接印刷には、フレキソ印刷またはデジタルUV印刷が必要となる場合が多くあります。未密封のテストライナーはインクを急速に吸収するため、最終的なグラフィック層を印刷する前に、特定のスポットカラーインクまたは白色ベースプライマーを塗布しない限り、色がくすんで見えます。.

未処理の多孔質の表面に直接インクを塗布するのは、滑らかな壁にペンキを塗るのとは全く異なり、むしろ台所用スポンジにペンキを塗るようなものだ。.
CMYKハーフトーンの泥汚れ災害
ブランドは、自社のソリッドな企業ロゴを、輸送用パッケージやシンプルな商品陳列用容器に直接印刷するための標準的なCMYK(シアン、マゼンタ、イエロー、キー/ブラック)形式に変換しようとすることがよくあります。彼らは、プロセス印刷がデジタル画面とシームレスに一致すると考えており、未加工のコーティングされていないテストライナー素材の物理的な現実を完全に無視しています10 。
紙タオルに鮮明な肖像画を描こうとするようなものです。標準的な4色印刷では、小さなハーフトーンのドットが重なり合って使用されるため、 ドットが紙の繊維に不均一に吸収されます11。私は、濁ったピクセル化されたロゴが安っぽい無許可の模倣品のように見えたため、小売店の従業員がディスプレイをバックルームに捨てるのを見たことがあります。これを解決するために、私はすべての主要なブランド要素にスポットカラーフラッドプロトコルを義務付けています。光学ドットブレンドを 単一の正確に調合されたPMS(パントンマッチングシステム)インク12、濃密で完全に滑らかな顔料のフラッドが得られます。未密封のボードに適切なスポットカラーが転がる粘着性のある厚い感触は、 大型量販店の 照明の下で20フィート離れたところからでもロゴが高コントラストであることを保証します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 直接ロゴにCMYKを使用する | パントン(PMS)スポットカラー | ロゴがぼやけて見えるのを防ぎます |
| 未密封のテストライナーへの印刷 | ホワイトベースインクプライマー | 棚に並べると鮮やかな色が映える |
| デジタル画面の校正に頼る | 物理分光光度計のチェック | 正確なブランドカラーマッチング |
私はクライアントに対し、主要ロゴにハーフトーンのドットブレンドを使用するのをやめるよう勧めています。専用のスポットカラーを使用することで、ざらつきがなくなり、店舗全体でブランドイメージを守ることができます。.
🛠️ ハーベイのデスク: 現在お使いの段ボールパッケージで、ブランドのシグネチャーカラーが色褪せて見えていませんか? 👉 カラー監査をご依頼ください ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値をご提供します。
箱にはどのように印刷するのでしょうか?
硬質箱への印刷における実際の製造工程こそが、キャンペーンの成否を左右する。そうでなければ、箱は自重で文字通り歪んでしまうだろう。.
箱への印刷は、平らなシートを工業用オフセット印刷機、フレキソ印刷機、または大判デジタル印刷機に通すことで行われます。高級小売店向けの構造物の場合、別個のトップシートに印刷し、それを溝付きの構造コアに機械的にラミネート加工して型抜きする工程が含まれます。.

しかし、機械が実際に稼働し始め、湿式化学が主導権を握ると、基本的な機械理論を知っているだけでは十分ではない。.
PVA樹脂の湿気による歪みの実態検証
顧客は、高品質の印刷されたトップシートを硬質のBフルート段ボールに貼り付ければ、完全に平坦で構造的なディスプレイパネルが自然にできると思い込んでいます。彼らは、 リソラミネーション工程13、実際のボードがコンピューター画面上の平坦で完璧なPDFとまったく同じように振る舞うことを期待しています。
これは単なる理論ではありません。調達チームが適切な硬化時間を省略して、湿度の高いフロリダやテキサスの米国倉庫への出荷を急ぐ際に、実際にテスト現場でこのような事態を目にします。ラミネート加工は水性PVA(ポリ酢酸ビニル)接着剤に大きく依存しています。この湿った接着剤が広い表面積に付着すると、多孔質の32 ECT(エッジクラッシュテスト)ライナーボードが水分を吸収し、工場内の空気中で乾燥するにつれて激しく収縮します。私は現場を歩き回り、60インチ(152.4cm)の大きなサイドパネルが巨大なポテトチップスのように物理的に反り返り、内側に湾曲する、表面張力による独特の「パチッ」という音を聞いたことがあります。 私の施設、厳格な硬化重量プロトコルを徹底し、湿ったボードを正確な重量圧力で24時間積み重ねて、完全に平らに硬化させています。ボードを完全にまっすぐにすることで、大きな摩擦を引き起こし、組立ラインの速度を推定20%低下させ、大手小売業者の返品を防ぐ深刻な湾曲を防いでいます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ラミネート加工の硬化時間を短縮する | 24時間重し養生14 | 簡単に組み立てられるフラットパネル |
| 水性接着剤の収縮を無視すると15 | バランスの取れた二層構造16 | ディスプレイの反りを防ぎます |
| 巨大な無支持パネルの設計 | 構造的な裏地材を追加する | 高層構造物を直立状態に保つ |
私は急ぎの注文でも、必ず加湿器を使って乾燥工程を省略します。板を完全に平らに乾燥させることで、顧客の手作業による再加工費用を数千ドル節約でき、店頭での寸法精度も確実に保証できます。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
24時間かかるデッドウェイト硬化工程を省略する安価な業者を選ぶこともできますが、水性PVA接着剤が乾燥して段ボールパネルがひどく歪み、共同梱包ラインの速度が推定20%低下すると、小売マージン全体が消滅してしまいます。これは、私のトップ10の小売顧客が印刷不良ゼロを保証するために使用している仕様書そのものです。実績のない構造化学に賭けるのはやめて、大量生産が始まる前に致命的なエッジ公差を検出するために、私の 無料ダイライン事前監査↗ 。
「パッケージ印刷方法トップ5解説」、 https://greendotpackaging.com/packaging-printing-methods/。[パッケージ製造の業界標準では、リソグラフィーやフレキソグラフィーなどの印刷方法の選択は、基材の多孔性と目標画像解像度によって決まることが詳述されています]。証拠の役割:技術的検証。情報源の種類:印刷業界マニュアル。裏付け:基材/忠実度とプロセス選択の関連性。適用範囲に関する注記:大規模な商業生産に適用されます 。↩
「フレキソ印刷とその他の印刷方法の比較ガイド」、 https://luminite.com/flexo-vs-other-printing。[商業印刷プロセスに関する技術ガイドでは、オフセットリソグラフィーがフレキソ印刷よりもはるかに高い画像解像度と色精度を提供し、高級小売仕上げの業界標準となっていることが検証されています]。証拠の役割:技術的検証、情報源の種類:業界マニュアル。裏付け:雑誌品質のパッケージにはリソグラフィーが必要であるという主張。範囲に関する注記:紙/段ボール基材の視覚的忠実度に焦点を当てています 。↩
「オフセット印刷 vs. フレキソ印刷による配送箱印刷」、 https://customboxesnow.com/blog/litho-vs-flexo-box-printing/。[印刷工程に関する技術ガイドでは、オフセット印刷はフレキソ印刷よりも写真画像の解像度が高く、より細かいディテールを実現できると説明されています。証拠の役割:技術的検証、情報源の種類:業界ハンドブック。裏付け:複雑な写真へのオフセット印刷の使用。適用範囲に関する注記:高精細な小売パッケージに特化。] ↩
「パッケージングにおけるカラーマッチングプロセス:精度と一貫性の確保…」、 https://epacflexibles.com/the-color-matching-process-in-packaging-ensuring-precision-and-consistency/?srsltid=AfmBOop6LL3FmvG3sw45fXLptaqY9gC-d1kBXOtXeMR4XqZOjtJYD2rV 。[カラーサイエンスの基準では、スポットカラーマッチングは、プロセスレイヤリングではなくプレミックスインクを使用することで、色ずれや色あせを防ぐことが実証されています。証拠の役割:事実検証。情報源の種類:カラーマネジメントマニュアル。サポート:照明安定性におけるスポットカラーの役割。範囲に関する注記:主にブランド固有の色に関するものです。] ↩
「どれくらいの裁ち落としが必要か、どうやって判断すればいいですか?」、 https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。印刷業界のガイドラインやプリプレスマニュアルでは、通常、トリムのばらつきを考慮して、商業印刷プロジェクトの標準的な裁ち落とし要件として0.125インチが定義されています。証拠の役割:技術仕様、ソースの種類:業界標準。サポート:一般的なプリプレス裁ち落とし値。適用範囲に関する注記:一般的に、標準的な商業オフセット印刷およびデジタル印刷に適用されます 。↩
「Automatan Laminators – YouTube」、 https://www.youtube.com/watch?v= BzwweyvhM5c。[段ボール印刷工程に関する技術文書では、リソラミネーションにおける自動マウントは、位置ずれや機械的公差の影響を受けることが確認されている] 。証拠の役割:事実検証;情報源の種類:業界技術ガイド。裏付け:折り畳みディスプレイに目に見える切りっぱなしの端が生じる原因。範囲に関する注記:ばらつきは使用するマウント装置によって異なる。↩
「パッケージング101:ブリード、トリム、セーフティゾーンとは?」、 http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/。[権威ある印刷マニュアルまたはパッケージング規格では、段ボールのずれを補正し、未印刷の端を防ぐために必要なブリード寸法が規定されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:段ボールの推奨ブリード幅。範囲に関する注記:寸法は特定の機械によって異なる場合があります 。↩
"[PDF] プリプレス仕様書 – Graphic Packaging International", https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf。[リソラミネーションまたはフレキソ印刷の製造仕様書では、マウント工程中のボードのずれに対する想定される機械的許容誤差が定義されます]。証拠の役割:技術的指標、情報源の種類:製造仕様書。裏付け:プリプレス校正の必要性。範囲に関する注記:特定の許容誤差はレジストレーションシステムによって異なります] 。↩
「輸送中の耐久性を高める革新的なデザインの段ボール包装」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[段ボール工学に関する技術文書では、フルートの厚さを考慮することで、製造中に歪みを防ぎ、折り目がきれいになる仕組みが説明されています]。証拠の役割:設計原則、情報源の種類:包装工学ガイド。サポート:構造用板の設計要件。適用範囲に関する注記:特に段ボール基材に適用されます] 。↩
「CMYK印刷された両面紙板へのUV硬化コーティングプロセス…」、 https://bioresources.cnr.ncsu.edu/resources/uv-curable-coating-process-on-cmyk-printed-duplex-paperboard-part-1-mechanical-and-optical-properties/ 。[段ボール包装または印刷基材に関する権威ある情報源は、コーティングされていないテストライナーの多孔質性がインク吸収とドットゲインを引き起こし、デジタルディスプレイと比較して色がくすむ原因となることを説明しています]。証拠の役割:技術的検証。情報源の種類:業界技術ガイド。サポート:基材の多孔性が色の忠実度に与える影響。適用範囲に関する注記:特にコーティングされていない段ボールに適用されます。↩
「再生紙中の重金属含有量に対する着色剤の影響…」、 https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/。[印刷基材に関する技術文書では、未密封の紙繊維の多孔性がインクのにじみやハーフトーンパターンの吸収の不均一性を引き起こす仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:工業用印刷マニュアル。裏付け:CMYKハーフトーンが未処理の段ボールで失敗するという主張。適用範囲に関する注記:特に非コーティングの多孔質材料に適用される 。↩
「特色(およびデジタル印刷におけるその役割)」、 https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing。[印刷業界の標準では、吸収性表面上のCMYKドットの光学ブレンドと比較して、プレミックスされた特色はより高い顔料密度と不透明度を提供するとされています]。証拠の役割:技術的比較。情報源の種類:グラフィックアートの教科書。サポート:高コントラストのブランド要素へのPMSの使用。範囲に関する注記:顔料密度に焦点を当てています 。↩
「ラミネート加工における水分の影響 – AICC Now」、 https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[包装工学に関する技術文書では、リソラミネート加工で使用される接着剤の化学組成と、基材の張力や反りを引き起こす傾向について説明しています]。証拠の役割:技術的検証。情報源の種類:包装業界マニュアル。裏付け:リソラミネート加工における化学的変数の存在。範囲に関する注記:接着剤による反りに焦点を当てています] 。↩
「包装におけるラミネートの種類:湿式ラミネート、乾式ラミネート、熱ラミネート」、 https://www.webcontrolgroup.com/types-of-lamination-in-packaging-wet-dry-and-thermal-lamination。[工業用包装または印刷仕上げに関する権威ある情報源では、反りを防ぐために接着剤が加圧下で硬化するのに必要な時間が明記されているはずです]。証拠の役割:技術仕様書、情報源の種類:業界マニュアル。サポート:フラットパネルの適切な硬化時間。範囲に関する注記:硬化時間は、接着剤の化学組成によって異なる場合があります 。↩
「ペーパークラフトに最適な接着剤|接着剤ガイド – YouTube」、 https://www.youtube.com/watch?v=8_MB0G3a_js。[接着剤に関する技術文書では、水性接着剤の水分損失が繊維の収縮とそれに続く材料の反りを引き起こす仕組みが説明されています]。証拠の役割:物理的メカニズム。情報源の種類:化学工学または包装ガイド。サポート:ディスプレイの反りの原因。適用範囲に関する注記:特に多孔質の紙ベースの基材に適用されます 。↩
「デュプレックスボードと折りたたみボックスボード:詳細比較」、 https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html。[包装工学規格では、デュプレックスボードの対称的な材料層が接着工程中に発生する張力に対抗する方法を説明しています]。証拠の役割:設計規格、情報源の種類:製造ハンドブック。サポート:硬質ディスプレイの反り防止。適用範囲に関する注記:デュプレックスボードの構造に特化して適用されます 。↩



