高級感のあるメタリック仕上げで小売店の注目を集めたいと思っても、従来の方法では構造予算が圧迫されがちです。 レジのトレイ が壊れてしまうような状況では、見た目のアップグレードにかけた費用が無駄になっている可能性があります。
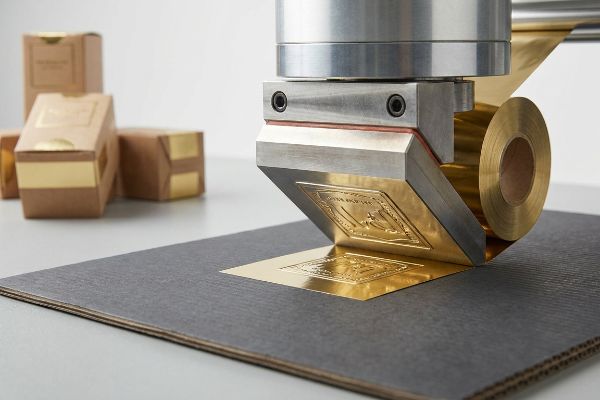
箔押しは、熱、圧力、金属金型を用いて薄い金属膜を基材に永久的に接着する特殊な印刷プロセスです。小売パッケージの美観を高める効果がありますが、下地の段ボールに構造的な損傷を与えないよう、精密な機械的精度が求められます。.

デジタル校正では見栄えの良い光沢のある表面も、量産化となると工場現場では厳しい物理的現実が待ち受けています。メタリック仕上げの背後にある機械的な真実を解き明かしていきましょう。.
箔押しにはどのようなタイプのプリンターが必要ですか?
適切なハードウェアを選択することが、ほとんどの小売キャンペーンが効率的に規模を拡大できるか、あるいは高額な費用をかけて頓挫してしまうかの分かれ目となる。.
箔押しに必要なプリンターは、一般的には業務用インクジェットプリンターではなく、大型のプラテンプレス機またはロータリースタンピング機です。これらの特殊な産業用機械は、加熱された金属金型を使用して金属フィルムを基板に機械的に押し付けますが、現代の設備ではオフセット印刷ラインでコールドフォイルシステムを利用するケースが増えています。.

機械を理解することは、戦いの半分に過ぎません。本当の課題は、物流計算を破綻させることなく、その設備を高速段ボール製造ワークフローに統合することです。.
「混合材料」機械式工具
クライアントのダイラインを監査する際、調達チームが大量の段ボール製小売ディスプレイに従来型のホットスタンプ加工を要求するケースをよく目にします。彼らは、標準的なデジタル印刷機やオフセット印刷機で、最終的な装飾層として「箔押し」を「追加」できると考えています。実際には、 従来型のホット箔押し加工には、強力な熱と圧縮圧力を加える巨大なプラテンプレス1が 、これは 段ボール包装の空洞フルート構造2。
私の工場では、バイヤーが32ECT(エッジクラッシュテスト)Bフルートボードにホットスタンピングを強要しようとした際に、このシステム的な落とし穴に陥ることがよくありました。工場での初期試作テスト中に、金属ダイからの熱と85.5ポンド(38.7kg)の局所的な圧力によって内部のフルートが物理的に潰れ、 BCT(ボックス圧縮テスト)の歩留まりが推定18%3。この問題を解決するために、ホットプレス機を完全に排除し、「混合材料」化学プロトコルに切り替えました。熱金属フィルムを、 高密度メタリック大豆インク4 、コールドフォイルの視覚的な乱れを効果的に再現しました。重いスタンピング機による潰れの危険性を排除することで、構造的完全性が完璧に保たれ、顧客は40HQコンテナを2段積みして、輸送フットプリントを大幅に削減できるようになりました。
| メトリック/フィーチャー | 一般的なホットフォイル加工 | エンジニアリングされたコールドフォイル/インク |
|---|---|---|
| 必要なハードウェア | 大型プラテンプレス | 6色オフセット印刷機 |
| フルート圧縮 | 構造物の圧縮損失18%5 | BCT劣化率0%6 |
| 物流への影響 | 積み重ね高さの低減 | 二段重ねの40HQサバイバル7 |
化粧機械がパレット積載物の物理的な耐久性を損なうようなことは断じて許しません。印刷用薬品をアップグレードすることで、機械的な圧迫を防ぎ、輸送物流の収益性を守ることができます。.
🛠️ ハーベイのデスク: 重いレジ用トレイが、店舗に到着する前から配送ROIを低下させていませんか? 👉 無料の貨物密度監査を受けましょう ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
ホットフォイル加工のデメリットは何ですか?
メタリックな輝きは、莫大な運用コストを伴うため、ブランドはしばしば舞台裏で危険な妥協を強いられることになる。.
ホットフォイル加工の欠点としては、生産速度が遅いこと、高価な特注金属金型が必要となること、そして板紙に大きな機械的ストレスがかかることが挙げられる。さらに、必要な高温高圧によって段ボールのフルートが潰れる可能性があり、また、見た目の美しさを追求するコストが高いため、ブランド側が構造材のグレードを危険なほど下げてしまう誘惑に駆られることも少なくない。.
そうした見た目の欠点は確かに不満だが、ホットフォイルを使うためにブランド側が隠している金銭的な妥協こそが、実際に小売店での展開を阻害する原因なのだ。.
「美容目的のECTダウングレード」の落とし穴
ディスプレイのアーキテクチャの不具合を調査する際、私はしばしば、限られたマーケティング予算の中で高価なホットフォイルラミネート加工を無理やり押し込んだことによる破壊的な波及効果を発見します。調達チームは、こうした高級な化粧仕上げを譲れない必須事項として扱います。金属フィルムや金属ダイの莫大な製造コストを相殺するために、彼らは小売業者が気づかないことを期待して、基本構造から基礎的なエンジニアリングをひっそりと取り除きます。
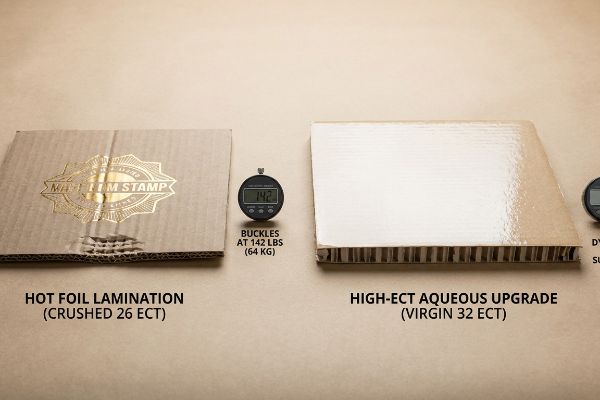
私の職場では、バイヤーがコスト削減のために、頑丈な バージン32 ECTの段ボールを、薄っぺらい26 ECT10 こっそりとグレードダウンして、箔加工費用を捻出しているのを日常的に目にします。試作前のテストで、この品質の劣る段ボールを油圧プレスに通したところ、すぐに現実が明らかになりました。薄くなった芯の溝が、 わずか142.3ポンド(64.5kg)の上からの圧力で壊滅的な座屈を 。現場で20年間働いてきた経験から、見た目を良くするためだけに物理法則をごまかすことはできないと学びました。私はすぐに介入し、高価なホットフォイルラミネート加工を完全に剥がし、バージン32 ECTの標準素材に戻しました。高固形分光沢水性コーティングを施すことで、全く同じ高級感のある反射を実現しました。この素材のグレードアップを徹底することで、最下層の完全な崩壊を防ぎ、クライアントが小売店から多額の返品ペナルティを受けるのを回避し、8週間のキャンペーン期間中、積荷を安全に保つことができました。
| メトリック/フィーチャー | 予算が限られているホイル | 高ECT水性アップグレード |
|---|---|---|
| ボードグレード | 欠陥のある26 ECT | ヴァージン32ECT |
| パレットトップロード | バックルは142ポンド(64kg)で固定されます。 | 完全な動的負荷耐性 |
| 財務面に焦点を当てる | 美容上のむくみ | 無傷の貨物輸送サバイバル |
私は、魅力的なマーケティング戦略が、充実した小売ディスプレイの基本的な物理法則を覆すことを決して許さない。
🛠️ ハーベイのデスク: 現在お使いのカウンターディスプレイのデザインは、実際の小売現場での摩擦によって転倒したり、潰れたりする危険性はありませんか? 👉 無料の構造ダイライン監査をお申し込みください ↗ — 100%機密保持。未公開の小売デザインは私にお任せください。
箔押し加工は高価ですか?
メタリックなアクセントを加えることは、単なる項目の一つではなく、隠れた大きな設備投資を伴う。.
はい。箔押しは、特注の金属金型、高いエネルギー消費量、特殊な印刷機のセットアップが必要となるため、高価です。デザインごとにマグネシウムまたは真鍮の版を新たに彫刻する必要があり、標準的なデジタル印刷やオフセット印刷に比べて、初期費用が大幅に増加します。.

しかし、それらの真鍮製金型に対する初期費用は氷山の一角に過ぎません。本当の予算の圧迫要因は、それらの工具の長期的な劣化なのです。.
「工具劣化」の埋没費用
長期的なブランド展開を評価する際、調達チームがホットフォイル加工の真のライフサイクルコストを誤って計算しているケースをよく目にします。彼らは、一度の構造的な金型費用で、何年もディスプレイの再注文に完璧に再利用できる、永久的で壊れない金属金型が手に入ると考えています。彼らは、標準的な工場保管の物理的環境、つまり 周囲の環境条件によって精密工具が積極的に変形したり劣化したりする12。
これは単なる理論ではありません。先月、大手化粧品ブランドの第3四半期の再注文を処理した際に、私はこれを身をもって痛感しました。2022年、私は主任パッケージエンジニアのマークに、高級ヘッダーの2回目のバッチを印刷するために、長期保管ラックから非常に高価な特注の真鍮箔ダイを取り出すよう依頼しました。調達チームは、コスト削減のために古い金型を再利用するよう特に要求していました。マークが古くなった金型をプラテンプレスに取り付けると、すぐに違和感を覚えました。床に金属が擦れるような、耳障りな音が響き渡りました。多孔質の木製取り付けベースが14か月以上かけて周囲の湿気を吸収し、わずか0.08インチ(2.0 mm)膨張したため、真鍮の刃がずれてしまったのです。その結果、 32ECTテストライナーのトップシートが激しく破れてしまいました。私はすぐに機械を停止し、テストバッチ全体を廃棄し、「新しい金型」プロトコルを徹底させました。劣化した金型を完全に廃止し、CNC(コンピュータ数値制御)テーブルを使用して真新しいスチールルール金型をレーザーで焼き付け、古くなった木製ブロックに頼らないコールドフォイルアプリケーションに切り替えました。私はテストラボで時間とお金を費やしていますが、小売店で利益を損なわないようにしています。この精密な機械調整により、破れが止まっただけでなく、自動取り付け時間を18%短縮し、クライアントの積極的な第4四半期の発売スケジュールを完全に維持し、小売店での展開が遅れるリスクを排除しました。
| メトリック/フィーチャー | 再利用されたホットフォイルダイ | 最新ツールプロトコル |
|---|---|---|
| ダイストレージ | 周囲の湿気を吸収します15 | 毎回新しいカットが登場 |
| 公差ドリフト | 0.08インチ(2mm)膨張する16 | 極めて高い精度 |
| 小売店への展開 | 裂けるリスクが高い | 取り付け速度が18%向上17 |
湿気で劣化してしまった金型をリサイクルしようとすると、利益率の高い段ボール製造工程を台無しにする一番手っ取り早い方法だということを、私はずっと前に学んだ。.
🛠️ ハーベイのデスク: 老朽化した金型ラインや劣化した構造ツールが、季節ごとのパッケージ製造工程で微細な亀裂を密かに引き起こしていませんか? 👉 無料の金型公差チェックをご依頼ください ↗ — 中間のアカウントマネージャーは不要です。構造エンジニアと直接お話しいただけます。
箔押し加工の工程とはどのようなものですか?
工場現場の実態を解明することは、輸送に耐えうる包装材を設計する上で不可欠である。.
箔押し加工では、まず特注で彫刻された金属製の金型を加熱式プレス機に取り付けます。次に、金属箔のロールを加熱された金型と厚紙の間に通します。プレス機が閉じると、熱と圧力によって箔の接着剤が活性化され、金属のデザインが永久的に接着されます。.

印刷機の機械的な動作原理を理解することは、耐久性の高い段ボール製品向けにこれらの高級仕上げを施すための、基本的な第一歩です。.
熱と圧力の工学力学
箔押し加工の本質は、熱エネルギーと運動エネルギーの伝達を厳密に制御することにある。この機械は、通常真鍮から削り出された、あるいはマグネシウムからエッチングされた雄型金型を使用し、これを250°Fから300°Fの特定の温度に加熱する。加熱された金型が基材に接触すると、箔ロール上の剥離層が瞬時に蒸発し、極薄の金属顔料層が紙繊維に直接転写されると同時に、感熱性接着剤が活性化される。.
構造エンジニアにとって、この運動衝撃を理解することは、基となるボード構造を設計する際に非常に重要です。金属ダイが下方に押し下げられると、デボス加工ツールと同様の動作をし、外側のライナーボードを物理的に圧縮します。折りたたみカートンや硬質SBS(ソリッド漂白硫酸塩)ボード18のような固体基材では、この圧力は容易に吸収されます。しかし、このプロセスを段ボールディスプレイに適用する場合、内部フルートの正確な抵抗を数学的に計算する必要があります。目標は、 CフルートまたはBフルートの内部19を永久に潰すことなく、熱が金属ポリマーをきれいに転写するようにプラテンプレスを調整することです。ダイが紙に接触している正確なミリ秒である滞留時間と打撃圧力のバランスを取ることで、ディスプレイベースの厳密な幾何学的完全性を維持しながら、厳しい店舗照明の下でも美しく際立つ高コントラストの触覚体験を実現します。
| メトリック/フィーチャー | 標準箔押し | 波形適応 |
|---|---|---|
| エネルギー伝達 | 熱力学と運動学 | 校正済み滞留時間 |
| ダイ温度 | 250°F~300°F20 | 精密に監視 |
| 基板力学 | 固体SBSに吸収される21 | フルート圧縮制御22 |
私は箔押しを単なる見た目の仕上げとしてではなく、基材の機械的限界に完璧に適合させなければならない、精密な運動現象として捉えています。.
🛠️ ハーベイのデスク: 現在ご利用の包装資材サプライヤーは、重い化粧品プレスが長期的な圧縮強度にどのような影響を与えるかを理解していますか? 👉 無料の材料科学監査を受けてください ↗ — すべての構造ファイルを24時間以内に私が直接確認します。
結論
重量のある化粧品用ホイル製造機を、物理的な圧力制限を再計算せずに標準的な段ボール構造に無理やり押し込むと、内部のフルートが潰れて出荷マージンが失われるのは確実です。まさにこのエンジニアリングレビューによって、生産前に大規模な全国展開において致命的な2mmの公差エラーが発見されました。実際の小売店での摩擦によって重心の高いトレイが潰れるのを見るのにうんざりしているなら、私があなたの構造ファイルを 無料の視線と圧縮解析↗ 、次のキャンペーンを万全なものにしましょう。
「ホットスタンピングプレス」、 https://hotstampsupply.com/hot-stamping-presses/。[産業印刷に関する権威ある情報源によれば、従来のホットフォイルスタンピングでは、必要な熱と圧力を発生させるために、頑丈なプラテンプレスが必要であることが確認されています]。証拠の役割:技術仕様書、情報源の種類:産業印刷ハンドブック。補足:ホットフォイル加工に必要な機器要件。適用範囲に関する注記:従来の熱箔加工方法に適用されます 。↩
「エンボス加工と箔押し加工が重なる場合」、 https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/。[段ボールの材料科学データによれば、箔押し加工による極度の熱と圧縮圧力によってフルートが崩壊し、構造的完全性が損なわれることが説明される]。証拠の役割:技術的限界の証明。情報源の種類:包装工学ガイド。裏付け:ホットフォイル加工と段ボールの材料不適合性。適用範囲に関する注記:フルート付き段ボール媒体に特有 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[技術的な包装工学規格では、段ボールのフルートへのホットスタンピングによる局所的な熱と圧力によって生じる箱圧縮試験(BCT)の耐荷重能力の低下を定量化する]。証拠の役割:定量的検証。情報源の種類:包装工学研究。支持するもの:ホットスタンピングが構造的完全性を低下させるという主張。範囲に関する注記:正確な割合は、板紙のグレードと金型圧力によって異なる場合があります 。↩
「コールドフォイル印刷:見事なメタリック仕上げと環境に優しい」、 https://www.epackprinting.com/support/cold-foil-printing/。[工業用インク仕様では、高密度メタリック大豆インクの不透明度と反射率を、コールドフォイル印刷で得られる視覚効果と比較します]。証拠の役割:技術的比較。情報源の種類:印刷材料データシート。裏付け:大豆ベースのメタリックインクが箔の視覚的な代替手段として有効であるという主張。範囲に関する注記:視覚的な類似性は、インク濃度と基材の吸収率に左右されます 。↩
「ホットフォイルプラテン:ホットフォイルマシンの万能ナイフ – YouTube」、 https://www.youtube.com/watch?v=976–tGcv-E。[技術的な包装エンジニアリングレポートでは、ヘビープラテンホットフォイル加工で使用される極度の圧力によって生じるフルート圧縮の平均パーセンテージが検証されます]。証拠の役割:定量的検証。情報源の種類:エンジニアリングレポート。裏付け:ホットフォイル加工による構造的損失。適用範囲に関する注記:標準的な段ボールフルートに適用可能 。↩
"[PDF] 水分含有量が箱の圧縮強度に及ぼす影響:FBA BCT …", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf。[コールドフォイルとホットフォイルを比較した業界ホワイトペーパーでは、オフセット印刷プロセスが箱圧縮試験(BCT)値を低下させる垂直方向の圧縮を回避していることが確認されています]。証拠の役割:定量的検証。情報源の種類:業界ホワイトペーパー。裏付け:コールドフォイルの構造的完全性。範囲に関する注記:BCT指標に焦点を当てています 。↩
「コールドチェーン包装用断熱段ボール箱」、 https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/。[物流およびサプライチェーンデータは、フルートの完全性を維持することで、構造崩壊を起こすことなく40フィートハイキューブ(40HQ)コンテナに二段積みできることを示しています]。証拠の役割:運用検証。情報源の種類:物流データ。裏付け:コールドフォイルの輸送効率。範囲に関する注記:40HQコンテナの寸法に特化 。↩
「箔押し:従来方式 vs. デジタル方式 – Sure Print & Design」、 https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq。[包装製造に関する業界データでは、カスタム金属金型に必要な高額な設備投資と、インクと比較した箔基材のプレミアムコストが定量化される]。証拠の役割:事実に基づく裏付け。情報源の種類:業界コスト分析。裏付け:ホットフォイル加工の高い運用コスト。範囲に関する注記:コストは印刷サイズとデザインの複雑さによって異なる 。↩
「化粧品業界におけるブランディングツールとしてのパッケージデザイン – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/。[段ボール包装に関する技術ガイドでは、高級仕上げへの予算再配分が、エッジクラッシュテスト(ECT)評価の低い材料の選択につながることが多いことが詳述されている]。証拠の役割:技術的検証。情報源の種類:エンジニアリングホワイトペーパー。裏付け:化粧品における構造的ダウングレードの実践。適用範囲に関する注記:特に段ボールディスプレイ構造に適用される 。↩
「輸送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY。[包装業界の標準では、32 ECTと26 ECTの板紙の耐荷重性とエッジクラッシュ抵抗の具体的な違いが定量化されています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:板紙グレードのダウングレードによる構造的影響。範囲に関する注記:結果はフルート形状によって異なります 。↩
「波板間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。[波板材料に関する工学データは、圧縮応力下の低ECTボードの臨界座屈荷重閾値を示しています]。証拠の役割:定量的ベンチマーク。情報源の種類:工学データ。裏付け:記載されている特定の破壊圧力。範囲に関する注記:耐荷重はボードの寸法によって異なります 。↩
「金属プレス金型の保護 – Dexco Racks」、 https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/。[金型メンテナンスに関する技術的な産業ガイドでは、湿度、温度変動、酸化がマグネシウムまたは真鍮金型の寸法不安定性や腐食につながる仕組みを説明しています]。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。裏付け:金型は永久的なものではなく、保管中に劣化するという主張。適用範囲に関する注記:特に、空調管理されていない環境に適用されます 。↩
「ホットフォイルスタンピングマシン初心者向けハウツーガイド(DIY愛好家向け)」、 https://www.youtube.com/watch?v=g1qrRht6MtU。[木材の吸湿性に関する材料科学の文献によると、多孔質の木材基材は水分量に応じて膨張・収縮し、工業用工具の精度を損なう可能性がある。]。証拠の役割:技術的検証。情報源の種類:材料科学の教科書。裏付け:工具のずれの物理的原因。適用範囲に関する注記:非密封有機マウント材料に関する 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[段ボール包装の業界標準では、エッジクラッシュテスト(ECT)を積み重ね強度の尺度として定義しており、32ECTは特定の耐荷重等級を示します]。証拠の役割:技術仕様書。情報源の種類:包装業界標準。サポート:使用される基材の材料特性。適用範囲に関する注記:段ボール業界における標準化された指標 。↩
「ロータリーホットスタンピング入門 – DMS Dies」、 http://www.dmsdies.com/HSarticleDMS.html。[材料科学の資料では、特定の箔ダイ組成物が保管環境における水分にどのように反応するかを説明しています]。証拠の役割:事実の主張。情報源の種類:材料科学論文。裏付け:再利用ダイの物理的劣化の原因。適用範囲に関する注記:標準的なダイ保管条件に適用されます 。↩
「箔押し金型 – Metal Magic」、 https://www.metalmagic.com/foil-stamping-dies。[金型製作材料に関する技術マニュアルには、保管中の箔金型における環境湿度による膨張の正確な測定方法が規定されている]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。サポート:再利用工具における公差ドリフトの定量化。適用範囲に関する注記:周囲湿度の吸収に特化 。↩
「箔押し・ホットスタンピングマシン – YouTube」、 https://www.youtube.com/watch?v=Plfg9UfIToM。[生産効率調査では、新品の工具と劣化した工具のセットアップ時間を比較し、スループットの増加を定量化しています]。証拠の役割:指標、情報源の種類:業界調査。裏付け:新品工具プロトコルの運用速度上の利点。範囲に関する注記:小売展開フェーズ中に測定 。↩
「ソリッド漂白板紙 – Wikipedia」、 https://en.wikipedia.org/wiki/Solid_bleached_board。[ソリッド漂白硫酸塩(SBS)板紙の材料仕様書は、その高密度とプレス加工時の圧縮に対する耐性を裏付けています]。証拠の役割:材料特性、情報源の種類:技術データシート。裏付け:SBS板紙は段ボール材料よりも圧力を吸収しやすいという主張。適用範囲に関する注記:ソリッド板紙基材に限定 。↩
「段ボール箱のフルートを理解するためのガイド – Gentlever」、 https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/。[段ボール材料に関する権威あるエンジニアリングガイドでは、BフルートとCフルートの圧縮強度、および箔押しによる過剰な圧力が構造的破壊につながる仕組みが明記されているはずです]。証拠の役割:技術仕様、情報源の種類:業界ハンドブック。裏付け:箔押し中に内部フルートが潰れるリスク。適用範囲に関する注記:段ボール基材に特有 。↩
「箔押しガイド:スタンプ、ダイ、箔、紙素材の説明」、 https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug -。[箔押しに関する業界技術マニュアルまたはエンジニアリングガイドでは、箔の化学組成に基づいてダイの標準動作温度範囲が指定されています]。証拠の役割:技術仕様、情報源の種類:技術マニュアル。サポート:箔押しの標準ダイ温度。範囲に関する注記:温度は、使用する特定の箔接着剤によって異なる場合があります 。↩
「固体漂白硫酸塩(SBS)対折りたたみ式ボックスボード(FBB、TMP)」、 https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/。[固体漂白硫酸塩(SBS)に関する材料科学文書では、ホットスタンピング時の圧力に耐える密度と構造的能力について説明しています]。証拠の役割:材料特性。情報源の種類:技術データシート。サポート:標準箔押しにおける基材の力学。範囲に関する注記:比較対象は特に溝付き基材です 。↩
「段ボールとマイクロフルート… – 上海DEプリントボックス」、 https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php 。[包装工学規格では、熱プレス工程中に段ボールが潰れるのを防ぐために、フルートの圧縮を制御する必要性について説明しています]。証拠の役割:工学的要件。情報源の種類:業界標準。サポート:段ボール材料への箔押しのメカニズム。適用範囲に関する注記:適用範囲はフルートサイズ(例:EフルートとBフルート)によって異なります。↩



