
店頭ディスプレイをスクリーンから実際の店舗フロアへと展開させるのは、まるで地雷原を歩くようなものだ。高額な構造上の不具合を避けるためには、スムーズなプロセスが不可欠だ。
段ボール製ディスプレイの製造工程では、精密な構造設計、プリプレス校正、リソグラフィによるラミネート加工、自動型抜き、そして連続的な折り畳みといった工程が求められます。どの段階においても、厳密な数学的公差が要求されます。これらの工程で検証チェックを一つでも怠ると、輸送中の重大な故障や、厳格な品質管理が求められる大型小売店の荷受け場での即時拒否といった深刻な事態を招くことになります。.

これらの原材料がどのようにして高性能な小売用販促ツールへと変化するのか、そして多くのブランドが実店舗でのキャンペーンを意図せず失敗させてしまうのはどのような点なのかを、詳しく見ていきましょう。.
段ボールはどのように作られるのか?その工程を順を追って説明します。
印刷と切断だけが主要な工程だと考えるかもしれませんが、材料を正しく組み合わせることが、構造的な完全性を構築するか、あるいは永久に破壊するかの分かれ目となるのです。.
段ボールの製造工程は、まず原紙に波状の溝を刻み、水性接着剤を塗布し、平らなライナーボードで挟み込むという段階を経ます。この連続的な波形加工サイクルによって、独特の構造的なアーチが形成され、動的な圧縮強度が得られます。これにより、最終製品である段ボール箱は、過酷な海上輸送や小売店の倉庫での乱暴な取り扱いにも耐えることができます。.

基本的なレシピは単純に聞こえるが、製造現場で起こる物理化学反応は、即座に運動学的リスクをもたらす。.
PVA樹脂の湿気による反り歪みを克服する
ベテランデザイナーでさえ、ラミネート加工の化学的な盲点を見落としがちです。彼らは、高品質の印刷されたトップシートを 硬質のBフルート段ボール1 、完全に平らなディスプレイパネルができると思い込んでいます。理論的には、紙に接着剤を塗布することは単純な機械的結合であり、基材の幾何学的レイアウトを変えることなく均一に乾燥するはずです。
工場の現実ははるかに不安定です。 リソラミネート加工では、湿った水性PVA(ポリ酢酸ビニル)接着剤2。バッチを接着機に通すと、多孔質のライナーボードが瞬時に水分を吸収します。テキサスのような湿度の高い米国環境に出荷する前に乾燥段階を厳密に管理しないと、 収縮するPVAが大きな表面張力3。60インチ(1524 mm)のサイドパネル全体がポテトチップスのように反り、内側に湾曲します。私は、保持タブが物理的に破れるまで、反ったボードの硬い抵抗と格闘しながら、床でこれらの湾曲したパネルを組み立てるのに苦労する事務員を見てきました。これを解決するために、私は厳密な硬化重量プロトコルを考案し、湿ったボードを正確なデッドウェイト圧力で24時間積み重ねました。このフラット硬化により、組み立て時の摩擦がなくなり、共同包装業者の手作業時間を推定30%削減し、ロールアウトスケジュールを維持できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 濡れた接着剤の乾燥段階を急ぐ | 24時間自重養生を施す4 | 湾曲したサイドパネルを解消します |
| PVAの吸湿性を無視する | バランスの取れたデュプレックスバックライナーを追加する5 | ディスプレイがまっすぐ立つことを保証します |
| 組み立て時にタブを歪ませる | フラットボードの形状を完璧にする | 1ユニットあたり25秒の組み立て時間を節約できます6 |
急いで硬化させることで構造的な土台が損なわれることは断じて許しません。板材を数学的に計算して24時間余分に時間をかけてプレスすることで、店舗の強い蛍光灯の下でもディスプレイが完全に垂直に立つことを保証します。.
🛠️ ハーベイのデスク: サイドパネルが反って梱包ラインで組み立てに支障が出ていませんか? 👉 構造監査を依頼する ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
段ボールを作るのに使われる機械は何ですか?
工業用切断テーブルやオフセット印刷機は組立ラインの動力源となるが、これらの大型機械も、入力されたデジタル指示を理解できなければ全く役に立たない。.
段ボール製ディスプレイの製造に使用される機械には、工業用段ボール製造機、自動リソグラフィー印刷機、デジタル切断テーブルなどがあります。これらの高性能製造システムは、非常に精密なベクターデータを使用して動作し、正確なデジタル特色を物理的な刃の動きと正確な折り目の深さに直接変換することで、完璧な組み立てを実現します。.
ハードウェアの知識は重要ですが、これらの機械と適切にコミュニケーションする方法を理解することこそが、大規模な生産ボトルネックを回避する真の秘訣です。.
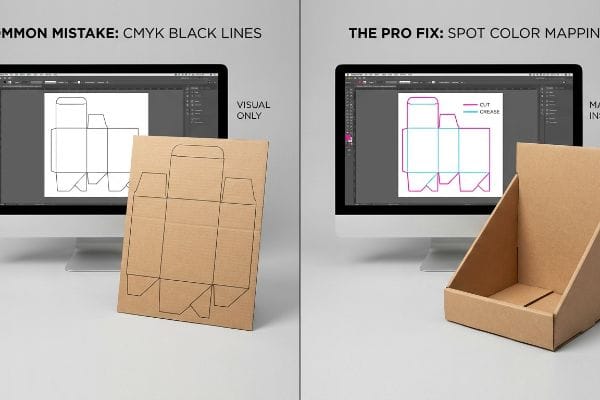
スポットカラーツーリングコマンドの落とし穴
経験豊富な調達チームでさえ陥りがちなよくある落とし穴は、PDF 上の視覚的な線が機械に切断位置を自動的に指示すると思い込むことです。彼らは、 、標準的な CMYK (シアン、マゼンタ、イエロー、キー/ブラック) の黒い線7 を 使用してダイラインを提出します。視覚的には、製造準備が整った完全な設計図のように見えます。
しかし、自動化されたCNC(コンピュータ数値制御)ルーティングテーブルやレーザーダイボードバーナーは、視覚的な黒線を読み取ることができません。 絶対的な特色マッピングが必要です8。標準の黒線でファイルが届くと、機械のプリプレスソフトウェアはそれらのカットラインをアートワークレイヤーに直接マージします。印刷機は、目に見える黒の輪郭を持つ美しい箱を印刷しますが、物理的なカットは一切行いません。以前、カッティングヘッドが無駄に浮遊し、生の紙板ではなく空気を切断するスピンドルの大きな空虚な回転音を発したため、試作バッチ全体が停止するのを見たことがあります。今では、絶対的な特色プロトコル、つまり「カット」には100%マゼンタ、「折り目」には100%シアンを義務付けています。これにより、デジタルの意図が鋭利な機械的実行に変換され、小売業者の大規模なチャージバックを引き起こす印刷ミスを防ぐことができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| カットラインにはCMYKブラックを使用する | 100%マゼンタのスポットカラーを割り当てる9 | 刃の切れ味を損なわないことを保証します |
| 構造をアート作品に融合させる | 機械経路を完全に隔離する10 | 印刷時の輪郭線の欠陥を防ぎます |
| 視覚的なPDFレビューに頼る | プリフライトマシンRIPソフトウェア11 | 機械のダウンタイムをなくします |
私はプリプレス段階では、構造的な数学的要素と表面的な美観を常に切り離して考えています。厳密なカラーマッピングを徹底することで、刃が基材に完璧に接触し、作品の美しさを保ち、生産スケジュールを円滑に進めることができます。.
🛠️ ハーベイのデスク: お使いのプリンターは、ベクターパスが読み取れない、プロトタイプの作成が遅れるといった問題を抱えていませんか? 👉 プリプレスファイルチェックを受けましょう ↗ — 安全にダウンロードしてください。ご質問があれば、後ほどメールでお問い合わせください。
段ボールは天然素材ですか、それとも人工素材ですか?
購入者は最大限の環境配慮を求める傾向があるが、紙の原料繊維を物理的な限界を超えて加工しようとすると、持続可能なキャンペーンが物流上の悪夢に変わってしまうことが多い。.
はい。段ボールは再生可能なセルロース木材繊維を原料としているため天然素材と言えますが、現代の製造工程は高度に人工的なものです。製造業者はこれらの有機繊維を化学的にパルプ化し、機械的に再構成して段ボール状の試験用ライナーを製造します。これは、持続可能な環境規制と、グローバルな物流に求められる厳格な動的耐荷重性能とのバランスを取るためのものです。.

素材の起源は有機物だが、再生紙を無限の資源のように扱うのは、構造工学において危険な見落としである。.
再生板紙における繊維枯渇限界
最大限の持続可能性を目指す調達チームは、新品の板紙と全く同じ物理的完全性を持っているという前提で、重量のある小売用陳列ケースに100%リサイクルされたテストライナーを義務付けることがよくあります12。これは、標準的な構造パッケージの容量を維持しながら、企業の環境ノルマを満たすという、完璧なウィンウィンのように思えます。
紙繊維をゴムバンドに例えて考えてみてください。ゴムバンドは伸ばして再利用するたびに、永久的に弾力性を失います。再生パルプ化の過程で、セルロース繊維は物理的に短くなります。5 ~7回の再生サイクル13の後、これらの繊維は完全に機械的に疲弊します。完全に再生されたトレイをTAPPI(製紙技術協会)T811エッジクラッシュテスト(ECT) 14の下に置くと、疲弊したフルートが圧力で瞬時に崩壊する際に、乾燥した微細なパチパチという音が聞こえます。重量のある二段積みの海上輸送に耐えるために、私はハイブリッド材料の義務付けを実施し、荷重を支えるフルートに正確に30%の比率でバージンクラフト材料を直接注入しています。この戦略的に長い新鮮な繊維を導入することで、動的圧縮強度が瞬時に回復し、パレットが完全に無傷で到着し、厳しい大型ボックスのサステナビリティ監査に安全に合格することが保証されます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 100%再生紙ボードの使用を義務付ける | 30%のバージンクラフト材を注入15 | 重いパレットによる上部積載にも耐える |
| 微細な繊維の長さを無視する | コアフルーティング密度の向上16 | 通路での押しつぶしを防ぎます |
| エコマーケティングだけに頼る | CoCとECTの強さのバランスをとる17 | 厳格な受入監査に合格する |
私はマーケティング上の謳い文句のために、製品の安定性を犠牲にすることは決してありません。新鮮なクラフト繊維と再生パルプをブレンドすることこそが、重量のある製品が工場から店頭までの過酷な輸送に耐えられることを保証できる唯一の方法なのです。.
🛠️ ハーベイのデスク: 環境に配慮したディスプレイは、実際の商品の重みで崩れていませんか? 👉 マテリアル戦略監査を依頼する ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
段ボール箱製造とは?
平面的なグラフィックをデザインすることと、そのアートワークを三次元の耐荷重構造に変換することは全く別物であり、精密な機械的公差に対する絶え間ない注意が必要となる。.
段ボール箱の製造工程では、自動切断、筋入れ、折り畳みといった工程を経て、平らな素材を幾何学的な構造へと変換します。この高速な加工プロセスは、板紙の厚みに合わせて適切な曲げ代を設けることで、原材料を製品の安全な流通と販売に最適な、剛性が高く耐荷重性に優れたマスターカートンへと仕上げます。.
しかし、理論を知っているだけでは十分ではなく、機械が実際に稼働し始め、平らな段ボールが角を曲がる必要が出てくると、話は別です。.
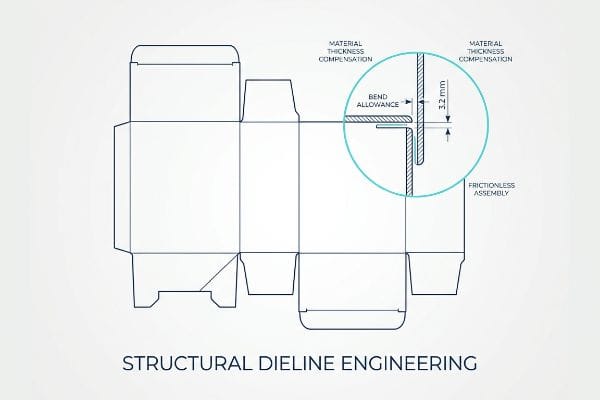
生産現場におけるキャリパー補正の落とし穴
グラフィックデザイナーは、CAD(コンピュータ支援設計)ソフトウェアで、嵌合パネルと全く同じ幅の連結タブや折り畳みスロットを作成することがよくあります。彼らは、1インチ(25.4mm)のタブが1インチのスロットに単純に差し込まれると想定し、平面のデジタル設計図が物理的な世界に完璧に反映されると信じています。.
ラボでディスプレイを1つ立てるのは簡単ですが、忙しい共同梱包業者に500個出荷するとなると、厳しい現実が待っています。段ボールには物理的な質量があります。厚さ3.17 mm (0.12 インチ) の B フルートパネル18を 90 度折り曲げると、外側の半径の周りの材料が物理的に消費されます。ダイラインの受け口が補償するように広げられていないと、形状が崩れます。私の施設での初期プロトタイプテストでは、標準ファイルがこの基本的なテストに失敗するのをよく見かけます。店員は汗をかきながら位置がずれたタブを無理やり押し込み、ブランドの美観を損なう醜い破れた紙の端ができてしまいます。各折り目に正確に 3.2 mm (0.12 インチ) 19の特定の曲げ代を数学的にプログラムすることで、摩擦によるロックを解消します。この徹底的な構造修正により、摩擦のない組み立てが保証され、共同梱包時間をユニットあたり推定 42 秒短縮し、人件費を節約できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| タブ付きスロットを1:1で設計する | 曲げ加工時の計算値を加える20 | 摩擦のないタブ挿入を可能にする |
| ボードキャリパーの消費を無視する | 外側半径のスロットを広げる21 | 紙板の端が破れるのを防ぎます |
| ラインに強いロックをかける | 精密な幾何学的オフセットを設計する22 | 高額な共同包装人件費を削減 |
私は常に、実際の材料の厚みを考慮して、平らな金型線を再構築します。これらの微細なクリアランスを構造ファイルに直接組み込むことで、店頭でのテープまみれの組み立て作業という混乱を防いでいます。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
最も安価な製造業者を選ぶこともできますが、グラフィックデザイナーの調整されていないカラーファイルが、組み立てラインで補正されていない3.17 mm (0.12 インチ) Bフルートタブと組み合わされると、紙が破れたり、PVAサイドパネルが反ったりして、共同梱包の速度が推定30%低下し、キャンペーンの利益率が完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。基材の許容誤差を推測するのはやめて、私があなたのファイルを 無料のダイラインプリフライト監査↗ 、量産開始前に高額な機械的エラーを検出させてください。
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。段ボール包装の業界標準では、Bフルートボードのフルート高さ、厚さ、圧縮強度が規定されています。証拠の役割:仕様書、情報源の種類:業界標準。裏付け:材料の技術グレードと構造特性。適用範囲に関する注記:標準的なグローバルフルートチャートに基づいています 。↩
「水性接着剤の包装」、 https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html。工業文書は、段ボールのリソラミネーションに使用される接着剤の化学組成を検証しています。証拠の役割:技術的検証。情報源の種類:業界ハンドブック。裏付け:水性PVAの使用。適用範囲に関する注記:接着剤の種類は製造元によって異なる場合があります 。↩
「バカ質問タイム:バカなPVAの直し方 | Oldhammer Forum」、 https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/。材料科学の研究によると、PVA接着剤からの水の蒸発が多孔質基材に引張応力と反りを引き起こす仕組みが説明されています。証拠の役割:因果関係の検証。情報源の種類:査読済み研究。裏付け:PVAの収縮と基材の反りの関係。適用範囲に関する注記:多孔質の紙ベースの材料に特に適用されます 。↩
「段ボールに最適な接着剤:強力な接着を実現するおすすめ製品 – ARO Pumps」、 https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/。段ボールの反りを防ぐための接着剤の硬化時間に関する技術文書。証拠の役割:技術仕様書、情報源の種類:製造ガイド。根拠:24時間の硬化期間の必要性。適用範囲に関する注記:PVA系接着剤に特有 。↩
"[PDF] 段ボールのねじれ – 原因と対策 – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097。湿気によるカールを防ぐための段ボール構造における材料バランスの工学的分析。証拠の役割:構造的解決策。情報源の種類:業界標準。サポート:反り防止方法。範囲に関する注記:二重ライニング用途に焦点を当てています 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。修正された段ボール形状による組み立て効率の向上に関する実証データまたは事例研究。証拠の役割:性能指標。情報源の種類:運用研究。裏付け:定量的な時間短縮の主張。範囲に関する注記:平均的な小売店の陳列サイズに基づいている可能性が高い 。↩
「特色とプロセスカラー | Adobe」、 https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html。CNC切断テーブルの技術文書では、CMYK値は印刷データとして解釈されるのに対し、特色名は切断および折り目付けのための特定のツールパスコマンドをトリガーするために必要であると規定されています。証拠の役割:技術仕様書、情報源の種類:製造マニュアル。サポート:印刷準備済みグラフィックと機械読み取り可能なツール指示の区別。適用範囲に関する注記:自動デジタル切断システムに適用されます 。↩
「CNCプラズマ切断の習得:技術、操作、CAM」、 https://www.youtube.com/watch?v=wtriVCfRIK0。CNCおよびレーザー切断ソフトウェアがスポットカラー属性によってツールパスとアートワークを区別する方法を説明する技術文書。証拠の役割:技術検証。ソースの種類:機器マニュアル。サポート:機械指示のための非視覚的なカラーマッピングの必要性。適用範囲に関する注記:ベクターベースのプリプレスワークフローに適用されます 。↩
「Adobe Illustrator – カットラインに使用するカラースウォッチはどれですか?」、 https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines。産業用プロッターの切断刃の技術的なトリガーとして特定のスポットカラーがどのように使用されるかについての簡単な説明。証拠の役割:技術仕様。ソースの種類:機器マニュアル。サポート:きれいな刃の切断を保証するためのスポットカラーの使用。範囲に関する注記:特定のRIPおよびカッター構成に特有 。↩
「サイズと印刷経路が…の機械的特性に及ぼす影響 – PMC – NIH」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/。構造ダイラインを印刷層から分離して位置合わせエラーを回避するための業界標準の簡単な説明。エビデンスの役割:業界のベストプラクティス。ソースの種類:印刷生産マニュアル。サポート:印刷された輪郭欠陥の防止。適用範囲に関する注記:オフセット印刷とデジタル印刷の両方の段ボール印刷に関連 。↩
「デジタル印刷におけるRIPとは? – ローランドDGA株式会社」、 https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing。ラスターイメージプロセッサ(RIP)のプリフライト処理が、ハードウェアに到達する前にファイルエラーを検出する仕組みについて簡単に説明しています。証拠の役割:ワークフローの検証。情報源の種類:テクニカルガイド。裏付け:プリフライト処理によって機械のダウンタイムが解消されるという主張。適用範囲に関する注記:大量生産の産業用印刷に適用されます 。↩
「バージン繊維含有量が強度と剛性に及ぼす影響…」、 https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/。再生繊維とバージンセルロース繊維の引張強度と破裂圧力を比較した材料科学研究または工業用包装規格。証拠の役割:技術的比較。情報源の種類:査読付きジャーナルまたは技術仕様書。裏付け:再生板とバージン板の物理的性能の差。適用範囲に関する注記:重荷重用途に限定 。↩
"[PDF] 製紙とリサイクルの過程でセルロース繊維はどうなるのか…", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf。パルプ・製紙科学における権威ある研究により、セルロース繊維の繰り返しリサイクルによる分解限界が検証されています。証拠の役割:事実検証、情報源の種類:査読付きジャーナル。裏付け:繊維枯渇限界。範囲に関する注記:実際の限界は繊維源によって異なる場合があります 。↩
「段ボールの端部圧縮試験における全視野測定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/。段ボールの圧縮強度を測定するためのTAPPI規格の検証。証拠の役割:技術的検証。情報源の種類:業界標準文書。サポート:構造試験におけるECTの使用。適用範囲に関する注記:段ボールライナーボードおよび中厚段ボールに適用可能 。↩
"[PDF] バージンボード対再生ボード L. Lisa Zhao 論文…", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf。バージン繊維の割合が繊維の枯渇を防ぎ、垂直荷重容量を維持する仕組みの説明。証拠の役割:技術仕様書。情報源の種類:材料科学ジャーナル。支持:バージンクラフト材の構造的利点。適用範囲に関する注記:再生ボードブレンドに適用 。↩
「段ボールの端部圧縮抵抗の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。1フィートあたりのフルート数を増やすことで垂直圧縮に対する抵抗力がどのように向上するかについての技術分析。エビデンスの役割:工学原理。情報源の種類:包装業界マニュアル。サポート:通路での圧縮防止。範囲に関する注記:段ボールの形状に焦点を当てています 。↩
「ECT評価の説明:段ボール包装におけるその意味…」、 https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg 。小売物流および品質管理監査を満たすために必要なエッジクラッシュテスト(ECT)値の標準ガイドライン。証拠の役割:業界標準。情報源の種類:物流認証ガイド。サポート:監査コンプライアンスのためのECT指標の必要性。範囲に関する注記:小売受入基準に特化 。↩
「段ボールと材料グレード – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。Bフルート段ボールの業界標準キャリパー測定値の検証。証拠の役割:事実検証。情報源の種類:技術仕様書。裏付け:材料の厚さに関する主張。範囲に関する注記:測定値は製造業者によって若干異なる場合があります 。↩
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。折り曲げ時の幾何学的破損を防ぐため、材料の厚さに基づいて曲げ代を計算する技術的根拠。証拠の役割:工学的検証。情報源の種類:包装設計ハンドブック。支持:構造補正方法。適用範囲に関する注記:90度折り曲げに特化したアプリケーション 。↩
「5層構造の曲げ剛性の解析的決定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。包装工学に関する技術文書では、折り曲げ時の材料変形を考慮して正確なフィットを確保する方法について説明しています。証拠の役割:技術仕様書、情報源の種類:業界ハンドブック。裏付け:タブ挿入のための曲げ代の使用。適用範囲に関する注記:主に硬質および半硬質の折り畳みカートンに適用されます 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。段ボールの材料科学ガイドラインでは、厚み(キャリパー)によって折り曲げ時の材料の外径に対応するためにスロットを広げる必要があることが詳述されています。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。根拠:板紙の破れを防ぐためにスロットを広げる必要性。適用範囲に関する注記:フルートサイズと板紙のグレードによって異なります 。↩
「包装非効率性の隠れたコストとその解決策」、 https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/。組立ライン最適化に関する工業工学研究では、幾何公差を最適化することで、組立時間とロック機構に必要な物理的な力が削減されることが示されています。証拠の役割:経済的影響。情報源の種類:工業工学研究。裏付け:幾何オフセットによって共同包装作業が削減されるという主張。範囲に関する注記:大量生産の自動化または半自動化ラインに焦点を当てています 。↩



