
小売店への商品展開は昨日までに完了させる必要があるが、納期を急ぐとパレットが破損する事態になりかねない。時間は刻々と過ぎており、生産リードタイムの計算を誤ると、キャンペーン全体が台無しになってしまう。.
段ボール製ディスプレイの製造には、通常、初期構造設計から最終的な量産組み立てまで、4~6週間程度かかります。この正確な期間は、エンジニアリング承認、型抜き加工の複雑さ、リソグラフィーラミネート乾燥工程、そして厳格な小売コンプライアンス基準を満たすために必要な自動共同梱包スケジュールなどによって大きく異なります。.

しかし、自動機械が稼働し始め、構造物理学が支配的になると、理論上のスケジュールを知っているだけでは十分ではない。.
段ボールの製造にはどれくらいの費用がかかりますか?
買い手は単価ばかりにこだわり、目に見えない材料費の変動要因を完全に無視する。高価な表面的なマーケティング仕上げに資金を投入するために、構造材の原価を削ぎ落とすことは、サプライチェーンの壊滅的な破綻を招くことになる。.
段ボールの製造コストは、原料繊維の密度、フルートの形状、必要な圧縮特性によって大きく異なります。調達チームは初期価格に注目しがちですが、実際の製造コストを算出するには、過酷な倉庫環境に耐え、輸送中の高額な損傷を防ぐために必要な、厳密な物理的設計を考慮する必要があります。.

しかし、マーケティング予算と生来の体力的な持久力とのバランスを取ろうとすると、ほとんどの調達戦略はたちまち頓挫してしまう。.
美容目的の電気けいれん療法(ECT)のダウングレードの罠
調達チームは、全面箔ラミネート加工のような高価な化粧仕上げを、譲れないマーケティング上の必須事項として扱うことがよくあります。こうした高額な製造コストを相殺するため、彼らは密かに段ボールの TAPPI T811エッジクラッシュテスト(ECT)等級を1に 、1個あたり数セントのコスト削減を図っています。彼らは、光沢のある外装が中空の構造コアを補うと誤って考えているのです。
これは単なる理論ではなく、私は毎週テスト現場でこの問題に取り組んでいます。最近、ある調達機関が、重いホログラフィックフィルムの予算を確保するためだけに、ベンダーに32ECTから26ECTへのダウングレードを強制しました。当初、私は標準の26ECTテストライナーで角を補強すれば商品の重量をかろうじて支えられるだろうと考えていました。しかし、それは全くの見当違いでした。ISTA 3A(国際安全輸送協会)輸送シミュレーション2、 ボックス圧縮試験(BCT)3の ロードセルは187.5ポンド(85kg)で横ばいとなり、油圧プレスによってベースが完全に座屈してしまいました。潰れた溝によって高価な箔が基材から剥がれてしまったのです。この問題を解決するため、私は重い箔フィルムを剥がし、ボードを新品の32ECT規格に戻し、代わりに高固形分光沢水性コーティングを使用して必要なプレミアム反射を実現するという、厳格な構造的介入を設計しました。この材料修正を徹底することで、予算を超過することなく構造的完全性を完全に回復させ、小売業者からの即時拒否を防ぐことができました。
| 外観のダウングレードオーバーライド | 身体的結果 | 貨物輸送と予算の投資対効果 |
|---|---|---|
| 新品の32ECTボードを復元する4 | BCTの下ではフルートの座屈はゼロです5 | 輸送中の損害賠償責任を排除します |
| 厚手の箔ラミネートを剥がす | 外面の裂け目を防ぎます | 高級材料費を削減 |
| 光沢のある水性コーティング剤を塗布する | 高級感のある視覚的反射を維持します | プロジェクト全体の利益率を保護します |
マーケティングの肥大化によって、貴社の構造的な基盤が崩壊することを私は断固として拒否します。光沢のあるラミネート加工のためにボードのグレードを下げることは、致命的な賭けであり、私の生産現場では決して許容しません。.
🛠️ ハーベイのデスク: 高価な化粧フィルムのために、重要なBCT圧縮強度を盲目的に犠牲にしていませんか? 👉 BOM監査を依頼してください↗ — 私はすべての構造ファイルを24時間以内に個人的に確認します。
段ボールでショーケースを作る方法
高品質なショーケースを設計するには、高解像度のグラフィックだけでは不十分です。構造部材と湿式化学接着剤を接合すると、不安定な物理反応が発生し、調整されていないディスプレイが破損する可能性があります。.
段ボール製ショーケースの製造には、印刷された上面シートを、重工業用機械を用いて硬質な段ボール基材に精密に貼り付ける工程が含まれます。この複雑な工程では、水性接着剤の厳密な調整、正確な乾燥時間、そして精密な幾何学的折り畳みが求められ、最終的な陳列ケースが、過酷な小売環境下でも歪みなく耐えられるようにする必要があります。.

しかし、理論を知っているだけでは、機械が稼働し始め、化学的な水分が関係してくると、十分ではない。.
PVAの湿気による反り歪み
顧客は、高品質の印刷されたトップシートを硬質のBフルート段ボールに貼り付けると、当然ながら完全に平らなディスプレイパネルができると思い込んでいることが多い。彼らは、 水性接着剤に完全に依存するリソラミネート6。この湿った接着剤が広い表面積に及ぶと、 多孔質のライナーボードが周囲の湿気を積極的に吸収する7。
これは単なる理論ではなく、私はテスト現場でこの問題に取り組んでいます。ある顧客から、別のベンダーから入手した最初のショーケース用プロトタイプがひどく反ってポテトチップスのような見た目になり、インターロッキングタブが合わなかったためにISTA落下試験に完全に不合格になったため、苛立った電話がかかってきました。最初は、接着剤の量を減らせば、標準の32ECTテストライナー8が表面張力に耐えられるだろうと考えました。しかし、それは全くの間違いでした。湿ったPVA(ポリ酢酸ビニル)接着剤が工場内の空気で乾燥するにつれて、水分が蒸発する匂いが文字通り感じられ、巨大な表面張力によって60インチ(152.4cm)のサイドパネルが2インチ(50.8mm)近く内側に反ってしまいました。これを修正するために、代理店のレンダリングを破棄し、物理化学の計算を最初からやり直し、 PVAの表面張力に対抗するために薄いバックライナーを追加したバランスの取れたデュプレックスボード構造9に方向転換しました。この厳格な加硫重量プロトコルを適用することで、ショーケースが完全に垂直に保たれることを保証し、クライアントが組立ラインで発生する莫大な手作業による再加工費用を削減することができました。
| PVA防湿剤 | 身体的結果 | アセンブリROI |
|---|---|---|
| バランスの取れた二層構造10 | PVAの表面張力に対抗する | パネルの反り欠陥を解消します |
| 制御された硬化重量圧力11 | 接着剤の乾燥を強制する | 共同梱包の組み立てを高速化します |
| 接着剤の粘度を調整しました12 | 繊維の過剰な飽和を防ぎます | 手作業による再加工の手間を削減 |
物理化学を無視すると、高級小売キャンペーンが台無しになるため、私はこの硬化プロトコルを開発しました。私の工場で微細な水分張力を数学的に中和した場合にのみ、ショーケースは床に完全にまっすぐ立つことができます。.
🛠️ ハーベイのデスク: 現在ご利用の段ボールサプライヤーのBフルートの、リソラミネート前の正確な水分含有量をご存知ですか? 👉 構造応力テストを請求する ↗ — 100%機密保持。未公開の小売デザインは私が安全に保管します。
段ボールは製造コストが安いのか?
単価が安いと、後々の深刻な問題が隠れてしまうことが多い。初期投資費用を節約するために、性能の劣る製造設備に頼れば、大量生産の失敗は数学的に必然的に起こる。.
はい。段ボールの製造は、自動化された大量生産システムと標準化された原材料を活用すれば、非常にコスト効率が良いです。しかし、真のコスト削減を実現するには、精密な特注工具への厳格な初期投資が必要です。粗悪な設備でコストを削減しようとすると、すぐに莫大な後工程上の責任が生じ、小売店での組み立て時に壊滅的な構造的欠陥を引き起こす可能性があります。.

しかし、原材料費の低さが必ずしも安価な大量生産につながるとは限らないと考えるのは危険な落とし穴だ。.
工具劣化の落とし穴
調達チームは、一度の構造工具費用で、何年もディスプレイの再注文に完璧に再利用できる、永久的で壊れないスチールルールダイが手に入ると考えることが多い。彼らは、 多孔質合板に埋め込まれた金属刃13。
これは単なる理論ではなく、私自身の工場で痛い目に遭って学んだことです。2022年、私は主任包装エンジニアのマークに、海外の工場環境の気候の現実を全く無視した顧客の古い木製ダイボードに頼って、大量の フロアディスプレイ の注文を倉庫から取り出すよう依頼しました。この古い機器を再利用すれば、迅速な再注文で時間と費用を節約できると考えました。3日後、工場の現場で、高速プレスが作動するのを見て、私は恐怖に震えました。位置ずれした刃が 構造スコアライン14を きれいに切断する代わりに完全に押しつぶし、Bフルートが反る不快な音が聞こえました。多孔質の木製ベースは6か月以上周囲の湿気を吸収し、 物理的に0.14インチ(3.5 mm)15。耐荷重を回復するために、私はすぐにラインを停止し、緊急の機械的調整を行い、レーザーで焼き付け、新しいスチールルールダイを曲げて、絶対的な鋭利な精度を保証しました。この新たな金型改良は、積載物の負荷による土台の崩壊を防いだだけでなく、ギザギザの切断面を完全に解消し、組立ラインの摩擦を軽減し、顧客にとって手作業による共同梱包費用を削減する時間にもつながった。
| 最新ツールプロトコル | 身体的結果 | 製造業の投資収益率 |
|---|---|---|
| レーザー加工による新しい鋼製金型 | 正確な刃の位置合わせを保証します | 型抜き時の無駄をなくします16 |
| 反りのある木材は廃棄する | スコアラインの潰れを防ぎます17 | 機械の出力速度を向上させる |
| プレス圧力を再調整する | 切れ味抜群の刃先を実現します | スラッシュアセンブリ摩擦時間18 |
劣化したり湿気で傷んだりした木製ボードの上に、貴社の高級小売ディスプレイを設置することは断固として拒否します。すべてのバッチごとに新しいスチール製の金型を使用することこそが、摩擦ゼロの組み立てと最大限の圧縮強度を確実に保証できる唯一の方法です。
🛠️ ハーベイのデスク: 再注文品の圧縮強度が、反りや経年劣化した木製金型板のために密かに低下していませんか? 👉 金 型精度監査を受けましょう ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
段ボールの製造工程とは?
機能的な構造物を作るには、単に紙を折るだけでなく、厳密な数学的幾何学が求められる。90度の角度を作るには、必要な材料を厳密に計算しなければならない。.
段ボール構造物の製造工程では、平らな段ボールシートを専用のCADソフトウェアを用いて精密な三次元形状に変換します。そのためには、正確なキャリパー公差の計算、アルゴリズムによる曲げ許容値の適用、そして精密な切断経路のマッピングが必要となり、最終的に組み立てられた陳列ケースが大量の小売荷重に容易に耐えられるようにする必要があります。.
しかし、平面的なデジタルアートワークを頑丈な物理構造物に変換するには、厳密な力学的な計算が必要となる。.
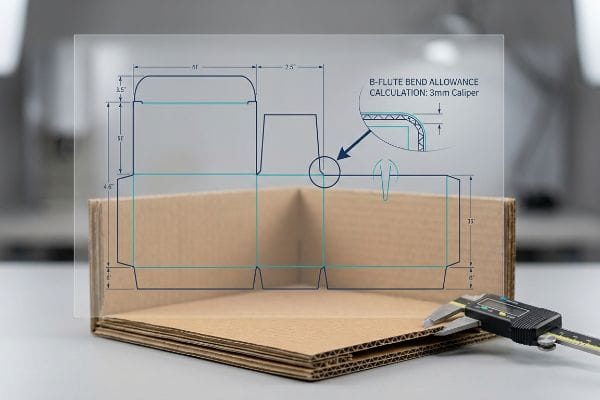
キャリパー補正の計算式
グラフィックデザイナーは、基本的なベクターソフトウェアで、嵌合パネルと全く同じ幅の連結タブや折り畳みスロットを作成することがよくあります。彼らはデジタル線を無限に細いものとして扱い、 折り畳まれた段ボールの物理的な厚み(キャリパー)19。厚い構造パネルが90度折り畳まれると、物理的に材料が消費されるため、 高度なアルゴリズムによる曲げ許容値が必要になります20。
クライアントから、代理店のフラットなデジタルテンプレートが物理的に折り畳めない理由を尋ねられた場合、私は通常、実験台に置いてあるBフルートボードの原片を指差します。この 厚さ3mm(0.11インチ)のボード21が 角に向かって曲がると、 外側の半径が伸び、内側のフルートが圧縮される22 ことを。この体積の減少を補うために、ダイライン上の受け溝を広げなければ、部品同士が激しく擦れ合います。私の工場では、パラメトリックCAD(コンピュータ支援設計)ソフトウェアを使用して、これらの正確な幾何学的公差をすべての折り目に自動的に注入します。これらの数学的な曲げ許容値を使用してスロットを機械的に再構築することで、共同梱包チームが、摩擦がなく、破れのない、小売パレットに完全に直角に収まる組み立てを実現できるようにします。
| パラメトリックCAD補正 | 身体的結果 | 共同包装の投資対効果 |
|---|---|---|
| 数学的な曲げ代を挿入する | ボード折り畳みキャリパーを考慮23 | 摩擦のない連結タブを保証します |
| 受入スロットの許容範囲を広げる | 紙製ライナーボードの破れを防ぎます24 | 手作業による組立ラインを加速する |
| フルートの厚さを正確にマッピングする | 完全な正方形の形状を保証します25 | パレットの積載密度を最大化する |
私はいつもブランドチームに、段ボールは平面のピクセルではなく、物理的な体積を持つ素材であることを思い出させています。もし私が正確な厚みを型抜き線に組み込まなければ、倉庫の床でディスプレイをきれいに組み立てることは決してできません。.
🛠️ ハーベイのデスク: 現在お使いのグラフィックテンプレートは、Bフルートディスプレイの微細な折り曲げ半径を完全に無視していませんか? 👉 CAD公差監査を依頼する ↗ — すべての構造ファイルを24時間以内に私が個人的にレビューします。
結論
初期単価のみを重視するベンダーを選ぶこともできますが、PVAの水分張力が管理されていないために32ECTベースパネルが反ってしまうと、組み立てラインの速度が推定30%低下し、小売店からの即時返品につながります。まさにこのエンジニアリングレビューによって、生産前に大規模な全国展開において致命的な2mmの公差エラーが発見されました。季節ごとのマーケティング予算を構造的に欠陥のあるテンプレートに費やすリスクを冒すのはやめて、サプライチェーン全体の存続を保証するために、私が あなたの次の展開を設計させ 。
「エッジクラッシュ試験方法とボックス圧縮モデリング、TAPPI…」、 https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/。段ボールの圧縮強度測定に関する業界標準の検証。証拠の役割:技術仕様書、情報源の種類:業界標準。サポート:ECT評価のベンチマークとしてのTAPPI T811の妥当性。範囲に関する注記:測定方法に限定 。↩
"[PDF] 3A 2 – 国際安全輸送協会", https://ista.org/docs/3Aoverview.pdf。ISTAの公式文書では、3Aプロトコルは小包配送時のストレスをシミュレートして梱包の耐久性を検証するための標準として定義されています。証拠の役割:技術標準、情報源の種類:業界団体、裏付け:構造的欠陥を特定するためにこの特定のシミュレーションを使用することの正当性。適用範囲に関する注記:特に小包の輸送に適用されます 。↩
「段ボールの圧縮強度に関する比較研究…」、 https://repository.rit.edu/theses/285/。包装工学の文献では、BCTは段ボール箱が崩壊する前に耐えられる最大垂直荷重を測定する方法として定義されています。証拠の役割:工学的指標、情報源の種類:技術マニュアル、裏付け:基材の座屈点を決定するためのロードセル測定の使用。範囲に関する注記:破壊荷重はECT定格と湿度によって異なります 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。32ECT段ボールにおけるバージン繊維と再生繊維の構造安定性と圧縮強度の比較。証拠の役割:材料仕様;情報源の種類:業界ベンチマーク。裏付け:構造的破損を防ぐためのバージン材料の使用。範囲に関する注記:ECTに対する繊維品質の影響に焦点を当てています 。↩
「圧縮強度推定における座屈の役割…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/。32ECT(エッジクラッシュテスト)評価がBCT(ボックス圧縮テスト)性能とどのように相関し、垂直圧縮破壊を防ぐかについての技術的な説明。証拠の役割:技術的検証。情報源の種類:包装工学規格。支持:32ECTボードの構造的完全性。適用範囲に関する注記:標準的な波形フルートに適用されます 。↩
"[PDF] ラミネート用接着剤 – Ashland", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf。リソラミネート加工で使用される接着剤の化学組成と用途の説明。証拠の役割:技術仕様書。情報源の種類:工業製造ガイド。裏付け:印刷シートを段ボールに接着するための水性接着剤への依存。適用範囲に関する注記:標準的な商業用リソラミネート加工に焦点を当てています 。↩
「適切な接着剤で段ボールの反りを解消する…」、 https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io。水性接着剤に曝された紙ベースのライナーボードの吸湿特性に関する技術データ。証拠の役割:材料特性の検証。情報源の種類:材料科学の教科書。サポート:多孔質基材における水分吸収のメカニズムとそれに続く寸法不安定性。範囲に関する注記:特に、湿った接着剤に対する段ボールの反応について扱っています 。↩
「段ボール仕様書」、 https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。エッジクラッシュテスト(ECT)規格と32ECTライナーボードの耐荷重能力に関する簡単な説明。証拠の役割:技術仕様書、情報源の種類:業界標準、裏付け:構造的抵抗に関する主張、適用範囲に関する注記:規格は製造業者によって若干異なる場合があります 。↩
「デュプレックスボード:その構成と用途の理解」、 https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html。デュプレックス構造における対称的な層構造が、PVA硬化中の水分による張力をどのように中和するかについての簡単な説明。証拠の役割:工学原理;情報源の種類:製造マニュアル;裏打ち材の反り防止効果;適用範囲に関する注記:水性接着剤に特化 。↩
「…を用いた二重壁段ボールの形状解読」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/。接着面張力とカールを軽減するためのボードバランスに関する技術文書。証拠の役割:技術検証。情報源の種類:材料科学ジャーナル。サポート:二重壁ボードの構造安定性。範囲に関する注記:二重壁ボード基材に特有 。↩
「BPGの乾燥と平坦化 – MediaWiki – Conservation Wiki」、 https://www.conservation-wiki.com/wiki/BPG_Drying_and_Flattening。接着剤の平坦な乾燥を確保するための硬化プロセス中の加重に関する工業ガイドライン。証拠の役割:プロセス検証。情報源の種類:製造マニュアル。サポート:パネルの反り防止。適用範囲に関する注記:湿式化学接着剤による接着に適用 。↩
「PVA接着剤 – atdmco.com」、 https://atdmco.com/elementor-6917/。接着剤の粘度がセルロース系ボードの繊維飽和速度と深さにどのように影響するかについての化学分析。証拠の役割:技術仕様書。情報源の種類:接着剤化学論文。支持:繊維飽和の低減。範囲に関する注記:PVA系接着剤に焦点を当てています 。↩
「金型工場向け木製金型製作究極ガイド – Yitai」、 https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/。標準スチールルール金型の物理的構造を検証し、金属刃と合板ベースの使用を確認する。証拠の役割:事実検証。情報源の種類:工業製造ガイド。裏付け:金型の材料脆弱性と劣化の可能性。適用範囲に関する注記:標準非磁性ルール金型に特化 。↩
「段ボール輸送箱の厚さオプションガイド – GMS Industries」、 https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options。権威ある外部情報源がこの主張をどのように裏付けているかについての簡単な説明。証拠の役割:技術的検証。情報源の種類:包装工学規格。裏付け:Bフルート段ボールにおいて、切断/スコアリングのずれが構造崩壊と耐荷重低下を引き起こす仕組み。範囲に関する注記:段ボールのフルートの機械的破損に焦点を当てています 。↩
「湿度と温度が…の機械的特性に及ぼす影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。権威ある外部情報源がこの主張をどのように裏付けているかについての簡単な説明。証拠の役割:技術的検証。情報源の種類:材料科学ハンドブック。裏付け:工業環境における周囲湿度にさらされた多孔質木材基材の寸法不安定性。範囲に関する注記:特定の測定は、一般的な吸湿膨張の事例を表しています 。↩
「カスタムパッケージングのための型抜き機能 – Royal Paper Box」、 https://royalpaperbox.com/capabilities/manufacturing/die-cutting/。精密型抜きに関する権威ある情報源は、高精度鋼製金型が材料の無駄を削減する方法を示しています。証拠の役割:技術的検証。情報源の種類:製造ハンドブック。裏付け:精密な工具が無駄をなくすという主張。適用範囲に関する注記:大量生産の工業用段ボール製造に適用されます 。↩
「反り、ねじれ、曲がり、湾曲を簡単に修正する方法…」、 https://www.youtube.com/watch?v =vm- 2zPCjMl8 。段ボール加工に関する技術ガイドでは、平らな支持板が罫線エラーを防ぐ役割について説明しています。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。支持:板の平坦性と罫線の完全性の関係。適用範囲に関する注記:ダイカットプレスに特化。↩
「型抜き加工における型抜き位置ずれ問題のトラブルシューティング」、 https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations。プレス校正に関する研究では、圧力設定とエッジの清潔さおよび折り曲げやすさとの相関関係が示されています。証拠の役割:性能指標。情報源の種類:機械仕様書。裏付け:圧力再校正により組み立て時間が短縮されるという主張。範囲に関する注記:切断品質と下流の組み立てとの相互作用に焦点を当てています 。↩
「二重壁段ボール包装の最適設計 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。段ボール構造におけるスロットとタブの正確な寸法を決定するために、材料キャリパー測定値がどのように使用されるかの説明。証拠の役割:技術的検証。情報源の種類:製造規格。裏付け:厚みは適合性を考慮して計算する必要があるという主張。適用範囲に関する注記:すべての段ボールフルートタイプに適用可能 。↩
「5層構造の曲げ剛性の解析的決定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。厚板の90度折り曲げ時の材料損失と膨張を決定するために使用される数式に関する文書。証拠の役割:技術的検証。情報源の種類:エンジニアリングハンドブック。裏付け:アルゴリズムによる曲げ許容値の必要性。適用範囲に関する注記:構造用段ボール包装に特有 。↩
「段ボールと材料グレード – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。標準Bフルート段ボールの厚み測定値の検証。証拠の役割:技術仕様、情報源の種類:製造規格。サポート:使用材料の物理的寸法。範囲に関する注記:厚みは製造業者によって若干異なる場合があります 。↩
"[PDF] 折り曲げと折り畳み – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。折り畳み工程における波形溝の機械的変形の説明。証拠の役割:物理的原理。情報源の種類:材料科学の教科書。裏付け:曲げ代計算の必要性。適用範囲に関する注記:波形材料に特に適用される 。↩
「無料板金曲げ代計算ツール | FIRGELLI Engineering」、 https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOooodHB1g02ZlhYNgg52NsDSrkXxxG-XLowdEgURYJRJ1911i2fy 。構造包装設計に関する技術文書では、折り畳み時の材料の厚さ(キャリパー)を補正するために曲げ代がどのように計算されるかを説明しています。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。サポート:CADの曲げ代と実際の折り畳み結果の間の数学的関係。適用範囲に関する注記:段ボールに特化 。↩
「段ボール箱究極ガイド – Shorr Packaging」、 https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。段ボールの材料科学ガイドラインによると、スロット公差を大きくすることで応力集中が軽減され、ライナーボードの破裂を防ぐことができる。証拠の役割:因果関係の検証。情報源の種類:業界標準。裏付け:公差拡大が材料の完全性に及ぼす影響。適用範囲に関する注記:手作業による組み立て工程に適用 。↩
「…における溝付き段ボールシートの非線形有限要素解析」、 https://onlinelibrary.wiley.com/doi/10.1155/2014/654012。構造ディスプレイの幾何学的解析によると、折り畳まれた段ボールで正確な90度の角度を維持するには、正確な溝の厚さを考慮する必要がある。証拠の役割:幾何学的証明。情報源の種類:技術仕様。裏付け:直角性を確保するための溝の厚さマッピングの必要性。範囲に関する注記:構造ディスプレイの用途に焦点を当てています 。↩



