
小売店の陳列ケースを一般的な配送用段ボール箱のように扱っていたら、利益率を損なってしまいます。衝動買いの仕組みを理解するには、単に安価な段ボールを四角く折りたたんだだけの梱包ではなく、構造的な設計が必要なのです。
段ボール製ディスプレイメーカーは、衝動買いを促し、小売物流に耐えうる複雑な3D小売構造を設計する一方、一般的な包装資材サプライヤーは単に大量生産の輸送用ボックスを製造するだけです。パートナー選びを誤ると、小売店からの高額な請求や店舗フロアの構造土台の崩壊といった壊滅的な事態を招くことになります。.

製品を安全に輸送することと、厳しい小売りの売り場で積極的に販売することの根本的な違いは、総所有コスト(TCO)を理解することにある。.
段ボールの最大手メーカーはどこですか?
巨大なグローバル複合企業から原材料を調達することは、収益面で最も安全な選択肢のように思えるかもしれない。.
世界最大の段ボールメーカーには、インターナショナル・ペーパー、ウエストロック、スマーフィット・カッパといった巨大企業が含まれる。しかし、これらの巨大工場は、段ボール原紙と標準的な輸送用カートンの製造に特化しており、店舗環境に耐えうる、動的で耐荷重性のある小売用ディスプレイを構築するために必要な専門的な構造設計能力を欠いている。.

一般的な製紙工場からシート1枚あたりのコストを低く抑えることは、書類上は素晴らしいように見えるが、その平らな素材が3D構造として機能せざるを得なくなった途端、小売キャンペーンは厳しい現実に直面することになる。.
理論的基盤と動的な貨物輸送の現実
クライアントのRFQ(見積依頼)を監査する際、調達チームが材料サプライヤーと構造パートナーを混同しているケースをよく見かけます。彼らはASTM(米国材料試験協会)の材料規格に完全に依存しており、 32ECT(エッジクラッシュテスト)ボード1 。彼らは、平らな未加工の基材の圧縮強度が高ければ、最終的に組み立てられた小売用容器も当然同じ強度を持つと想定しています。これは経験豊富なバイヤーでさえ陥る典型的な落とし穴であり、 平らなボードの強度は、型抜き2、折り曲げ、輸送時の運動による取り扱いを受けると、まったく関係なくなるという現実を見えなくさせています。
これは単なる理論ではありません。顧客が汎用的な大量生産デザインを持ち込むと、テスト現場で実際にこのようなことが起こるのを目にします。汎用サプライヤーは単にボードを切断するだけですが、試作前の ISTA(国際安全輸送協会)振動テスト3で、150ポンド(68kg)のペイロードがベースを完全に破壊するのを目撃しました。32ECT 定格4 は意味をなさず、3D形状に構造的完全性が欠けていたため、支えられていない中央パネルがせん断され、0.85インチ(21.5mm)内側に座屈しました。これを修正するために、CAD(コンピュータ支援設計)形状を完全に再構築し、マスターカートンのフットプリントを正確に0.5インチ(12.7mm)後退させてコーナーを木製パレットのストリンガーの上にしっかりと固定し、垂直方向の二重壁の耐荷重折り目を追加しました。調達チームがExcel BOM(部品表)の調整を許可した後、Kongsberg CNCテーブルは私の新しい形状が完璧に機能することを証明しました。この12.7mmの公差補正を設計することで、ユニットの運動生存率を100%に回復させ、ユニットあたりの共同梱包時間を35秒短縮し、長距離輸送中の廃棄在庫を推定14%削減することができました。
| 物流指標 | 汎用包装資材サプライヤー | エンジニアードディスプレイパートナー |
|---|---|---|
| 圧縮基準値 | 静的フラットボードテスト | 動的組立式3Dテスト5 |
| 構造的焦点 | 基本的な質量容積ボックスの収容 | 高摩擦な小売店の通路でのサバイバル |
| サプライチェーンROI | 頻繁な運動輸送の失敗6 | 高額なチャージバックペナルティをなくします7 |
私は、理論上の平面材料シートのみに基づいた設計を承認することを拒否します。私は、輸送中の衝撃に耐えうる設計のみを行い、小売店の陳列棚が大型量販店のレジに到着する前に崩壊しないように徹底的に設計します。.
🛠️ ハーベイのデスク: 汎用配送ボックスは、商品が店頭に並ぶ前に小売利益率を積極的に圧迫していませんか? 👉 無料の貨物密度監査を受けましょう ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
段ボール包装のデメリットは何ですか?
最も構造的に優れた板紙であっても、自然な化学的脆弱性を抱えており、それを積極的に管理する必要がある。.
段ボール包装の欠点は、主に湿気への感受性、経年劣化による構造的疲労、そして厳しい重量制限にある。多孔質の紙繊維が倉庫内の湿気を吸収すると、基材が物理的に膨張し、重要な圧縮強度を失うため、構造形状が適切に設計されていないと、潰れやすくなる。.
こうした素材固有の弱点を理解しているからこそ、標準的な箱のサプライヤーに頼って複雑な販売用ユニットを製造させることは、物流上の誤りとなるのです。.
高湿度サプライチェーンにおける多孔質繊維のトラップ
独立系グラフィックデザイナーから送られてくる構造ダイラインをレビューする際、段ボール素材の物理的な特性や厚みを完全に無視した平面ベクターファイルをよく見かけます。空調完備のオフィスで作業するデザイナーたちは、段ボールが完全に剛性であると想定し、連結タブや受け溝を全く同じミリメートル幅で描いています。E フルートやBフルートの段ボールを90度折り曲げた際に、実際の厚みがどれだけ 。このような体系的な見落としによって、美しい3Dレンダリングが物理的な悪夢へと変わり、実際の素材が画面上のピクセルのように振る舞わないため、生産ラインで組み立て時に大きな摩擦が生じるリスクにブランドは晒されることになります。
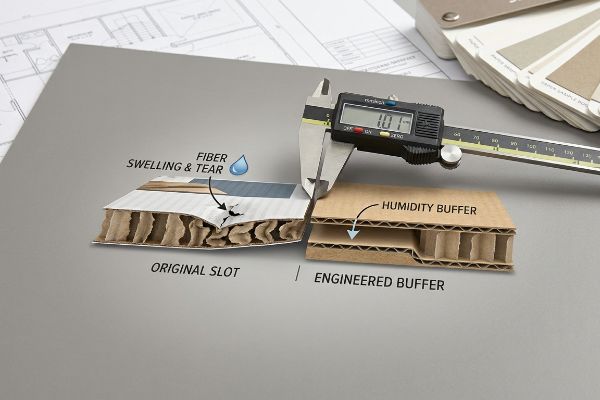
これは単なる理論ではありません。フロリダやテキサスのような高湿度の地域への出荷の場合、テスト現場で実際にこのような現象を目にします。最近の気候チャンバーテストでは、標準の32ECTテストライナーが周囲の水分を吸収して 0.04インチ(1.01 mm)膨張すること9。完璧に設計されたCADスロットが突然きつくなり、組み立てチームがタブを無理やり押し込もうとすると、膨張したフルートが潰れ、リソラミネートされたトップシートが激しく破れてしまいました。現場での20年の経験から、この化学的脆弱性を完全に回避する方法を学びました。そこで、パラメトリックCADソフトウェアをすぐに更新し、すべてのインターロック式受入スロットに正確に1.01 mmの厳密な「湿度バッファ」を挿入するようにしました。このマイクロクリアランスを適用することで、倉庫の湿度に関係なく、共同梱包業者が破れのない摩擦のない組み立てを経験できるようにし、手作業時間を推定25%削減し、生産ラインのボトルネックをほぼ完全に解消しました。
| 環境要因 | 平面ベクトル仮定 | 設計された工場の現実 |
|---|---|---|
| 周囲の湿度 | デジタルベクトルでは完全に無視される | 多孔質繊維を1.01mm膨張させる10 |
| 組み立て時の摩擦 | 強制タブがリソグラフィーシートを破る11 | 滑らかなインターロッキングスロットバッファー |
| 運用労働 | 遅くてイライラする共同梱包 | 高速かつ摩擦のない最終組立 |
私は完璧なデジタル図面を信用しません。マイクロメーターと繊維の物理的な反応のみを信頼します。最悪の気象条件を想定した許容誤差を設計することで、目に見えないサプライチェーンの摩擦からお客様のブランドを守ります。.
🛠️ ハーベイのデスク: 目に見えない湿気による膨張が、共同梱包のスケジュールを密かに妨害し、人件費を膨らませていませんか? 👉 無料の構造ダイライン監査をお申し込みください ↗ — 100%機密保持。未発表の小売デザインは私にお任せください。
ディスプレイの基本的な4つの種類は何ですか?
小売店舗の成功には、特定の店舗エリアに適した構造形式を採用することが不可欠です。.
小売店の陳列方法には、フロア型陳列棚、カウンター型陳列棚、サイドキック/パワーウィング型陳列棚、大型パレット型陳列棚の4つの基本タイプがあります。それぞれのタイプによって、構造上の制約、物流上の設置面積、通路の確保や買い物客のアクセス性に関する小売店の規定への厳格な遵守など、全く異なる要件が求められます。.

巨大な床構造を単純に縮小しただけで、それが カウンターユニット。空間的な数学が根本的に変わってしまうからです。
ADA対GMAのクロスオーバー妄想
クライアントのダイラインを監査する際、私は常に、積極的な商社が、大型の店頭ディスプレイを50%縮小してレジカウンターとして使用できるという、拡張性の高い設計を提案しているのを目にします。彼らは、一般的な小売業者のコンプライアンスチェックリストを絶対的なエンジニアリングの真実として盲目的に扱い、物理的に製品を保持していれば、自動的に店舗の検査に合格すると考えています。これは、 GMA(食料品製造業者協会)の倉庫パレットゾーン12 の 前方リーチレジスペース13。
これは単なる理論ではなく、先月、新しいクライアントが季節限定の展開のために縮小型クロスオーバーモデルを強引に推し進めてきた際に、私は身をもって痛感しました。特に覚えているのは、主任エンジニアのマークがこの縮小されたハイブリッドユニットを物理テストカウンターに置くところでした。内部の重いペイロードを再計算せずにベース幅を人為的に圧縮したため、ユニット全体が危険なほど重心が高く感じられました。物理テストフロアで標準的な12度の傾斜テストを行ったところ、ユニットはマレンテスターの横方向の圧力に耐えきれず、内側のBフルートの背骨が瞬時に折れ、激しく前方に傾きました。私はすぐにラインを停止し、マークにBフルートを再カットしてエンジニアリングパイプラインを完全に分離するように指示しました。フロアユニットは、48×40インチ(121.9×101.6 cm)のGMA制限14にしっかりと固定し、カウンターユニットは、 15~48インチ(38.1~121.9 cm)のADA前方到達ウィンドウ15に合わせて再設計し、ロータリースロッターの公差を調整して、奥行きと高さの安定性比を厳密に2:3にしました。私はテストラボで時間とお金を費やしているので、小売店のフロアで利益を損なわないようにしています。この厳格なパイプライン分離は、危険な転倒の危険を防ぐだけでなく、小売店の完全なコンプライアンスを保証し、ブランドを全国的な店舗拒否という壊滅的な事態から救い、逆物流のリスクを最小限に抑えました。
| 空間的制約 | 小型ハイブリッドモデル | 厳格なパイプラインエンジニアリング |
|---|---|---|
| 重心 | 不安定で頭が重いため転倒リスクがある | アンカー固定時の安定性比は2:316 |
| 小売業者のコンプライアンス | 厳格な前方到達法則に違反する17 | 空間数学に100%準拠 |
| キャンペーンサバイバル | 店舗レベルでの広範な拒否 | 摩擦のない大型小売店での受け入れ |
私は、卸売ブランドが小売業者から拒否されるリスクを高めるような、汎用的で画一的な構造の構築を拒否します。私は、それぞれの小売ゾーンごとに、数学的に設計された独自の空間アーキテクチャを採用します。.
🛠️ ハーベイのデスク: 現在お使いのカウンターマーチャンダイザーは、実際の買い物客との摩擦で転倒するリスクがありますか? 👉 無料の比率計算ツールをリクエストしてください ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
Amazonの段ボール供給業者はどこですか?
高速なeコマース物流には、商業的なB2B貨物輸送とは全く異なる資材特性が求められる。.
Amazonの段ボール供給業者は、世界中に広がる製造業者ネットワークで構成されており、数十億個ものB2C向け配送用封筒の製造を、インターナショナル・ペーパーやウエストロックといった巨大企業に大きく依存している。これらの供給業者は、小売店の店頭販売用ではなく、eコマースの迅速な小包配送に特化した、軽量で非常に特殊な段ボール素材を設計・製造している。.

軽量の荷物を1つ住宅の玄関先に投下する際の物流は、数トンもの小売用パレットを商業サプライチェーンを通して移動させる際の過酷な物理法則とは全く異なる。.
B2C二次物流の幻影
クライアントのサプライチェーンを監査する際、野心的なスタートアップ企業が、B2C(企業対消費者)のeコマース用インバウンドボックスをB2B(企業間取引)のアウトバウンド小売フルフィルメントに再利用することで、物理的な物流を自力で構築しようとしているのをよく目にします。彼らは、見た目に無傷のAmazonのメール便用梱包材が工場出荷時の強度を保っていると盲信し、1ユニットあたり0.05ドル節約するためだけに、マスターカートンECTを意図的にダウングレードしたRFQを提出します。彼らは、 段ボールのフルートが機械的な衝撃吸収材として機能すること18。最初の小包輸送中に、これらの 紙繊維は微細な衝撃と水分19 、内部構造を永久的に疲労させ、重い商品の重量に耐えられない目に見えない構造的欠陥を生み出します。
これは単なる理論ではありません。ブランドが大量小売出荷の物流コストを削減しようとすると、テスト現場で実際にこのようなことが起こるのを目にします。最近の油圧圧縮テストで、見た目は完璧に見える、大量のリサイクルされたeコマースボックスを評価しました。しかし、圧縮プレートが187.5ポンド(85kg)のトップロード圧力に達した瞬間、微細に疲労したコーナーが瞬時に崩れ、側壁が自然に外側に湾曲して内部の商品をひどく押しつぶしました。マイクロメーターの測定値を取り出して、複雑な二次補強に余分な費用をかける必要がないことを証明しました。必要なのは、厳密にバージンクラフト材にアップグレードすることだけでした。調達チームがExcel BOMの調整を許可してくれたら、材料自体が大変な仕事をしてくれました。私は、新品の32ECTプロファイル21を使用して、 ISTA 6-Amazon SIOC(Ships In Own Container)規格20に特別に認証された新しいマスターシッパーを提供しました。この厳格な新品素材使用義務を徹底することで、動的なコーナー荷重耐力を100%回復させ、底板の崩壊リスクを排除し、顧客にとって破損品や大型量販店への再入荷手数料を推定22%削減することができました。
| サプライチェーン変数 | リサイクルB2Cメール便 | ヴァージンB2Bマスターカートン |
|---|---|---|
| 繊維の完全性 | 疲労した微小亀裂のあるフルート22 | 100%フレッシュな衝撃吸収 |
| 上部積載容量 | 目に見えないベースティアの粉砕23 | 二段積みの海上輸送にも耐える24 |
| 小売店の受け入れ | 隠れた損害のリスクが高い | 完璧な受信指標 |
私は、構造的に劣化している中古の紙繊維に、お客様の大規模な小売注文を賭けるようなことはしません。私は、製品が新品同様の状態で、すぐに床に敷ける状態で届くよう、数学的に計算された、新鮮で動的な耐荷重性能を保証します。.
🛠️ ハーベイのデスク: 使い古された再利用輸送用カートンが、隠れた輸送中の損傷によって卸売マージンを静かに損なっていませんか? 👉 無料のサプライチェーン脆弱性監査を申し込む ↗ — 24時間以内にすべての構造ファイルを私が個人的にレビューします。
結論
小売店の通路で繰り広げられる過酷な物理法則は、理論上の材料費削減など気にしません。湿気による膨張、輸送中の衝撃、厳格なコンプライアンス比率を無視すれば、レジでの利益はあっという間に消え去ります。先月だけでも、私の構造監査によって3つのブランドが1万ドル以上の在庫廃棄と小売店からのチャージバックを回避することができました。基本的なパッケージングサプライヤーに、平らな板紙を前提としたキャンペーンを賭けさせるのはもうやめましょう。次回の大型店舗展開を万全にするために、ぜひ私に 無料の構造ダイライン監査↗ せてください。
"[PDF] 段ボール紙の仕様 – 国立公文書館", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[権威ある業界標準の情報源は、32ECT評価とその段ボール材料調達における役割を定義するだろう]。証拠の役割:技術仕様。情報源の種類:業界標準。裏付け:材料選択の技術的根拠。適用範囲に関する注記:段ボールに適用される 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[包装工学文献では、未加工の段ボールを切断および折り畳み加工する際に発生する構造的完全性の喪失について説明している]。証拠の役割:技術的原理。情報源の種類:エンジニアリングマニュアル。裏付け:基材の定格と最終製品の強度との間のギャップ。範囲に関する注記:加工プロセスに焦点を当てている 。↩
「ISTA包装試験 – Intertek」、 https://www.intertek.com/performance-testing/packaging/ista/。[物流および包装規格に関する権威ある情報源は、実際の輸送環境をシミュレートするために使用されるISTA振動試験のプロトコルを定義するだろう]。証拠の役割:技術標準。情報源の種類:業界団体。裏付け:使用されている試験方法の妥当性。範囲に関する注記:輸送シミュレーション規格に焦点を当てている 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[段ボール材料の技術マニュアルでは、エッジクラッシュテスト(ECT)の評価と、それに対応する段ボールの積載強度を定義しています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングハンドブック。支持:使用される段ボールの基本的な構造的完全性。範囲に関する注記:ECTは垂直圧縮強度を測定します 。↩
「段ボール包装の簡略化された動的強度解析…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/。構造包装解析の業界標準は、3D組み立て試験が平面板試験よりも実際の故障をより正確に予測することを検証するだろう。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアルまたは業界標準。支持:設計されたディスプレイ試験方法の優位性。適用範囲に関する注記:段ボール製ディスプレイ材料に特有 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。物流パフォーマンスデータによると、汎用的な大容量箱は、設計されたソリューションと比較して、輸送中に構造的破損の頻度が高いことが示されています。証拠の役割:比較パフォーマンス。情報源の種類:物流レポート。裏付け:汎用パッケージの非効率性。範囲に関する注記:輸送モードによって異なります 。↩
「契約梱包のミスで小売業者のチャージバックが発生する原因とは?」、 https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks。物流ガイドや小売ベンダーマニュアルでは、エンジニアリング梱包によって輸送中の構造的損傷によるベンダーのチャージバックが減少することが実証されているはずです。証拠の役割:経済的影響。情報源の種類:物流ケーススタディ。裏付け:エンジニアリングパートナーのサプライチェーンROI。範囲に関する注記:特定の小売業者との契約内容によって異なります 。↩
「段ボール箱のフルートタイプ解説:A、B、C、E、F」、 https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php。[段ボール包装のエンジニアリングガイドラインでは、適切なフィットを確保するために、BフルートおよびEフルート材料の厚みに基づいて折り曲げ許容量の計算を規定しています]。証拠の役割:技術仕様書、情報源の種類:包装エンジニアリングマニュアル。裏付け:折り曲げ時の材料変位を計算する必要性。適用範囲に関する注記:段ボールの厚みに特有 。↩
「輸送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooNvhha08pAMDGHWIwqg_3idTpGU67IIuJoWAFcLzMqsodOzu1V。[段ボールの技術規格では、高湿度環境で水分を吸収した際の32ECTライナーの膨張に関するデータが提供されています]。証拠の役割:技術検証、情報源の種類:業界標準。裏付け:板紙の定量化された寸法変化。適用範囲に関する注記:膨張率は繊維の種類と相対湿度レベルによって異なります 。↩
「湿度と温度が機械的特性に及ぼす影響…」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。[セルロース繊維の吸湿性に関する権威ある研究は、高湿度下における多孔質板紙繊維の膨張率に関する定量的データを提供している]。証拠の役割:技術仕様書。情報源の種類:材料科学ジャーナル。裏付け:周囲の湿度が段ボールの寸法に及ぼす影響。範囲に関する注記:特定の板紙グレードに特有 。↩
「スロットとタブ」、 https://www.youtube.com/watch?v=aAyfV4CSlos。[工業用包装ガイドラインでは、デジタルベクトルのずれが手作業による組み立て中にリソグラフィー印刷面の機械的破損につながる仕組みが詳しく説明されています]。証拠の役割:故障解析。情報源の種類:業界マニュアル。裏付け:不適切な設計仮定の欠点。適用範囲に関する注記:高GSMリソグラフィーシートに適用されます 。↩
「48インチ×40インチ GMAパレット|最大手パレットメーカー&サプライヤー」、 https://www.meridianpkg.com/feeds/category/gma-pallets。[食料品製造業者協会の業界仕様は、倉庫および小売環境におけるパレットベースの商品陳列ユニットの構造および寸法要件を定義しています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:パレットゾーンの明確な物流フットプリント要件。範囲に関する注記:消費者ブランド協会の下で参照される場合があります 。↩
「ADAアクセシビリティ基準 – Access-Board.gov」、 https://www.access-board.gov/ada/。[ADAの公式アクセシブルデザイン基準では、障害のある人が利用できるよう、小売店のレジカウンターに必要な正確な手の届く範囲と床面積が規定されています]。証拠の役割:技術的検証。情報源の種類:法的/規制基準。裏付け:レジエリアの厳格な空間ルールの存在。範囲に関する注記:手の届く範囲と操作性の制限に焦点を当てています 。↩
「標準パレットサイズ|チャート付き – Kamps Pallets」、 https://www.kampspallets.com/standard-pallet-sizes-with-chart/。[食料品製造業者協会の業界標準では、48×40インチのフットプリントが小売パレット出荷の普遍的な標準として定義されています]。証拠の役割:技術的検証。情報源の種類:業界団体の標準。サポート:物流フットプリントのコンプライアンス。範囲に関する注記:北米の物流に特化 。↩
「第3章:操作可能な部品」、 https://www.access-board.gov/ada/guides/chapter-3-operable-parts/。[ADAアクセシブルデザイン基準では、車椅子を使用する人が製品にアクセスできるようにするための具体的なリーチ範囲要件が規定されています]。証拠の役割:規制検証、情報源の種類:政府規制。サポート:買い物客のアクセシビリティ遵守。適用範囲に関する注記:米国連邦アクセシビリティ法に適用されます 。↩
「WAC 296-307-52030: – | WA.gov」、 https://app.leg.wa.gov/wac/default.aspx?cite=296-307-52030。[商業用什器の構造工学マニュアルでは、安定性を確保し転倒を防止するための標準ベンチマークとして2:3の比率が検証される]。証拠の役割:技術仕様、情報源の種類:工学マニュアル。支持:厳密なパイプライン工学の安定性。適用範囲に関する注記:自立型小売ディスプレイユニットに適用される 。↩
「ADA(アメリカ障害者法)のアクセシブルデザイン基準タイトルIII規則28 CFR…」、 https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/。[ADA(アメリカ障害者法)ガイドラインは、アクセシブルな小売環境における具体的な最大到達深度と高さを定義しています]。証拠の役割:規制遵守。情報源の種類:法令。裏付け:縮小版ハイブリッドモデルの不遵守。適用範囲に関する注記:主に米国の連邦アクセシビリティ法に適用されます 。↩
"[PDF] 板紙包装の機械的特性の調査…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr。[材料科学または包装工学のマニュアルでは、段ボールのアーチ状のフルート層が輸送中にエネルギーを散逸させ、内容物を保護する仕組みが詳しく説明されています]。証拠の役割:技術仕様書、情報源の種類:工学教科書。支持:段ボールの物理的メカニズム、適用範囲に関する注記:標準的なBフルートおよびCフルート構成に適用されます 。↩
「…の圧縮強度に対する相対湿度の影響」、 https://open.clemson.edu/all_theses/3225/。[セルロース繊維の劣化に関する研究は、輸送中の吸湿吸収と機械的ストレスが、使用済み段ボール材料の構造的完全性と圧縮強度をどのように低下させるかを説明するだろう]。証拠の役割:事実の主張。情報源の種類:査読済みの材料研究。裏付け:再利用された輸送コンテナの劣化。範囲に関する注記:影響は相対湿度と取り扱いの強度によって異なる 。↩
"[PDF] 6-amazon.com-sioc – 国際安全輸送協会", https://ista.org/docs/6AmazoncomSIOCOverview.pdf。[ISTAまたはAmazonの公式物流文書には、外箱なしで出荷される梱包に関する具体的な試験手順と認証要件が詳述されています]。証拠の役割:事実の検証。情報源の種類:業界標準。裏付け:Amazon出荷におけるSIOC認証の存在と適用。適用範囲に関する注記:SIOC対象製品のみに適用されます 。↩
「輸送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqXnHb10-4bqcIpdwhjCq2HmiYdSBHtwzrQH0m-B6uNowi4Mim9 。[エッジクラッシュテスト(ECT)評価の技術材料仕様は、32ECT段ボールの標準化された積載強度測定値を提供します]。証拠の役割:技術仕様、情報源の種類:材料データシート。サポート:32ECT材料の選択に関連する耐荷重能力。範囲に関する注記:実際の性能は、フルートの種類とボードのグレードによって異なる場合があります 。↩
「再生繊維材料の品質変化。パート1. 影響要因…」、 https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/。再生繊維板の技術分析では、パルプ化サイクルを繰り返すことでフルートの構造的完全性がどのように劣化するかが示されています。証拠の役割:技術検証、情報源の種類:材料科学ジャーナル。裏付け:再生B2Cメール便の繊維の完全性が損なわれているという主張。適用範囲に関する注記:低グレードの再生段ボール媒体に適用されます 。↩
「配送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopou6nx-true2XGX8wzdd7ASiZox9HXv_i3FDUumprqUYlUiCo -。小包の積み重ねに関する物流調査では、強度の低いリサイクル素材を使用した配送物の最下層で圧縮破壊が発生することが明らかになっています。証拠の役割:実証的検証。情報源の種類:サプライチェーンのホワイトペーパー。裏付け:B2Cメーラーが隠れた圧縮を受けやすいこと。範囲に関する注記:大量のeコマース配送に焦点を当てています 。↩
"[PDF] 航空輸送における海産物および生鮮貨物の要件", https://www.virginaustralia.com/content/dam/vaa/documents/cargo/forms/seafood-packaging.pdf。包装工学規格では、B2Bカートンが海上輸送条件に耐えるために必要な破裂強度と圧縮強度を規定しています。証拠の役割:業界標準の検証。情報源の種類:包装工学ハンドブック。裏付け:バージンB2Bカートンの優れた上部積載能力。適用範囲に関する注記:工業用マスターカートンに限定 。↩



