
信頼性の高い 小売店向けディスプレイを 、単に折りたたむだけでは不十分です。たった一つの計算ミスが、棚の崩壊や、店内に散乱した商品の破損につながる可能性があります。
段ボール製ディスプレイスタンドの製作には、精密な構造ダイライン、正確なフルート方向、そして計算された曲げ代が必要です。これらの仮設陳列什器は、平らな段ボールを立体的な耐荷重性のある小売什器へと変貌させます。標準化された製造工程では、自動ダイカットとインターロッキングタブを活用することで、外部の湿式接着剤を必要とせずに迅速な組み立てを実現します。.

しかし、裁断や折り畳みを始める前に、デジタル設計理論と実際の倉庫の現実との間のギャップを埋める必要があります。.
段ボールで段ボール製のディスプレイスタンドを作るにはどうすればいいですか?
平らなシートを立体的な小売りの拠点へと変貌させるには、単純なスコアライン以上のものが必要となる。.
段ボール製のディスプレイスタンドを段ボールで作るには、エンジニアは折り目ごとに特定の厚み補正計算を適用する必要があります。段ボールは厚みがあるため、組み立て時に内側の曲げ半径によって材料が消費されます。スロット幅を広げることでこの圧縮に対応し、構造的な反りを防ぎ、角を完全に直角に保つことができます。.
紙に重さを持たせるには、紙の物理的な体積を考慮する必要がある。.
段ボール製ディスプレイスタンドに隠された数学
標準的なグラフィックデザインソフトウェアでは、すべての線が無限に細いパスとして扱われます1。ブランドチームが初めて独自の構造を設計しようとすると、ロックタブと受け口をまったく同じデジタル幅で描いてしまうのは当然です。理論的には、2 インチのタブは 2 インチのスロットにぴったりと収まるはずです。
問題は、平面デザインが厚い B フルート素材に当たった瞬間に発生します。私はよく、共同包装業者が完璧に一致するタブを無理やり押し合わせようと苦労し、汗だくになっているのを目にします。最終的に、折り畳まれたボードの厚さが計算されていなかったために、印刷されたトップシートが破れる大きな、汚い破れ音を聞くことになります。 折り目の外半径2。CAD (コンピュータ支援設計) で正確な曲げ許容公差を追加することで、これらの接合部が摩擦なくスライドするようにし、 組み立て時間を 40%3 、ブランドがロールアウトごとに数千ドルの人件費を節約できるようにします。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 正確なタブ幅の製図スロット | CADキャリパー補正の適用4 | 店舗レベルでの組み立て作業を迅速化します |
| 材料の厚さを無視する | 曲げ代のためのスロット幅の拡大5 | グラフィックトップシートの破れを防ぎます |
| きつい摩擦ジョイントを無理やり押し込む | 摩擦のないスライドロックの設計6 | ぐらつきや反りのある棚を解消します |
板紙の厚みを無視した型抜き線は必ず却下します。プリプレス段階でその計算を修正することで、最終製品が商品の重みで歪むことなく、完全に直角に立つことが保証されます。.
🛠️ ハーベイのデスク: 連結タブの曲げ許容値が正しいかご不明ですか? 👉 無料のダイライン監査をご依頼ください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
手作りのディスプレイスタンドの作り方は?
多くのスタートアップ企業は、見た目の良いデジタルモックアップが実際に機能する什器にそのまま使えると考えて、自作のソフトウェアを使って小売事業の立ち上げを試みる。.
手作りのディスプレイスタンドを作る場合、通常は基本的なウェブベースのグラフィックツールを使用してシンプルな形状を作成します。しかし、商業的な小売環境では、ラスタライズされたテンプレートではなく、パラメトリックエンジニアリングが求められます。プロの生産では、動的な重量負荷を計算するために厳密に固定されたベクタージオメトリに依存しており、ユニットがパレット輸送中に破損しないことを保証します。.

構造を描く際に使用するツールによって、それが 小売フロア。
自作のディスプレイスタンドにプロによる固定が必要な理由
ブランドは、予算を節約するために、エントリーレベルのウェブデザインアプリケーションで、経験の浅いスタッフに複雑な連結部品を直接描かせることがよくあります。画面上で寸法が正しく見えれば、工場で簡単に印刷やカットができると考えているのです。しかし、これらの基本的なプラットフォームはラスター画像や連結されていないベクトルを出力するため、重要な数学的フレームワークが完全に破壊されてしまいます。
クライアントから美しくイラストが描かれているものの、構造的に役に立たないフラットファイルが送られてくるという落とし穴に、私は常に遭遇します。線に機械的な論理がないため、私はそれを拒否せざるを得ません。オンラインでゼロから始める代わりに、ロックされたボトムレイヤーとしてインポートできる、事前に設計された PDF テンプレートを提供します。その上に表面グラフィックを適用することで、クリエイティブなビジョンが構造的な計算を上書きしないようにします。検証済みのエンジニアリングファイルにアートワークを固定することで、コストのかかるプリプレスの再設計をなくし、ユニットが最大 50 ポンド (22.6 kg) の商品を安全に保持し、段ボールがたわむという恐ろしい音を立てないことを保証します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ウェブアプリで構造物を描画する | ロックされた構造PDFを使用する | 正確な動的負荷容量を保証します9 |
| ラスタライズされた切断線を送信します | ベクターダイラインにアートを固定する10 | 工場設計変更による遅延を解消する |
| 寸法比を推測する | 事前にテストされた数学に基づいて設計する11 | 棚スペースの確保を保証します |
私はいつも購入者の方々に、芸術作品は主観的なものだが、物理法則はそうではないと伝えています。まず構造面をしっかりと固定すれば、丹念に設計したユニットが通路に傾く心配は一切なくなります。.
🛠️ ハーベイのデスク: 複雑な構造の折り目に合わせてブランディンググラフィックを配置するのに苦労していませんか? 👉 ロックされたPDFテンプレートを入手 ↗ — 安全にダウンロードしてください。後で質問があれば、いつでもご連絡ください。
段ボールスタンドをDIYで作る方法は?
独自の地域限定キャンペーン用のファイルを作成する際、製造装置への指示方法は、グラフィックレイアウトそのものと同じくらい重要です。.
段ボールスタンドをDIYスタイルで作る場合、クリエイターはカット位置を示すために標準的な黒い輪郭線をエクスポートすることがよくあります。工業生産では、自動切断テーブルは、物理的な切断経路と印刷可能なアートワークを区別するために専用のスポットカラーを必要とします。正確な機械的色を割り当てることで、目に見えるガイドラインを印刷することなく、刃が正確に噛み合うことが保証されます。.

人間の目には完璧に見える線でも、何百万ドルもする切断機では全く見えないかもしれない。.
段ボールスタンドを自作するためのスポットカラーの秘密
一般的な商業印刷では、ボックスの周りに黒い線を引くことは、単にプリンターに紙にインクを塗布するように指示するだけです。経験豊富な調達チームでさえ、 、標準的なCMYK(シアン、マゼンタ、イエローキー)の黒線12を ファイルを提出することがよくあります。彼らは、デジタルCNC(コンピュータ数値制御)ルーターがグラフィックの境界線と物理的な切断の違いを自動的に認識すると考えています。
問題は、CMYK ファイルがマシン RIP (ラスターイメージプロセッサ) ソフトウェアに取り込まれると発生し、スライスされた構造ではなく、クライアントがプレミアム グラフィックの上に太い黒い輪郭が印刷された、カットされていないソリッドなボードを受け取ってしまうことです。この問題を解決するために、私はすべての入力ファイルを厳密にインターセプトし、 構造ストロークを絶対的な機械的スポットカラー13。このプリプレスの規律により、スチール ルーターが生の紙ボードをきれいにスライスし、工場の現場で満足のいくシャープなリリースを実現すると同時に、ブランドを完全に損なうことなく、100% の印刷拒否率という大きな事態を防ぎます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| カットラインにはCMYKブラックを使用する | 正確なスポットカラーの割り当て14 | 目立つ醜い輪郭を防ぎます |
| アートと構造のレイヤーを融合させる | 機械的経路の分離15 | クリーンなCNCルーティングを保証します |
| 機械が視覚的な線を読み取ると仮定すると | プリフライトマシンRIPファイル16 | バッチ全体の誤植を排除します |
私は、自動機械に線の意味を推測させることを拒否します。物理的な工具のコマンドと視覚的なインクを分離することで、 切断テーブル。
🛠️ ハーベイのデスク: 前回のテスト実行でロゴの上に黒い線が印刷されてしまいましたか? 👉 事前チェックリストを入手 ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
接着剤を使わずに段ボールでスタンドを作る方法は?
環境に配慮したキャンペーンの究極の目標は、接着剤を使わないクリーンな構造を実現することであり、そのためには摩擦嵌合による接合部の精度と、紙の幾何学的な形状の相互嵌合に完全に依存する必要がある。
接着剤を使わずに段ボールでスタンドを作るには、精密にカットされた連結タブと折りたたみ式のモジュールトレイが不可欠です。液体接着剤や化学テープを一切使用しないことで、これらの折り紙のような構造は、完璧なリサイクル性を実現しています。接合部をしっかりと固定するには、使用する段ボールライナーボードのグレードごとに、正確な吸湿膨張許容値を計算することが不可欠です。.

しかし、理論を知っているだけでは、機械が稼働し始め、湿度が上昇し始めると十分ではない。.
接着剤を使わずに段ボールでスタンドを作ると、輸送中に失敗する理由
デザイナーたちは、接着剤を使わない構造の洗練されたシンプルさを好み、材料の厚みに合わせて数学的に設計されたスロットが年間を通して安定した性能を発揮すると考えています。彼らは、 ボード17 の摩擦嵌合タブを設計します。乾燥紙の寸法は工場から店頭まで変化しないと考えるのは、全く妥当なようです。
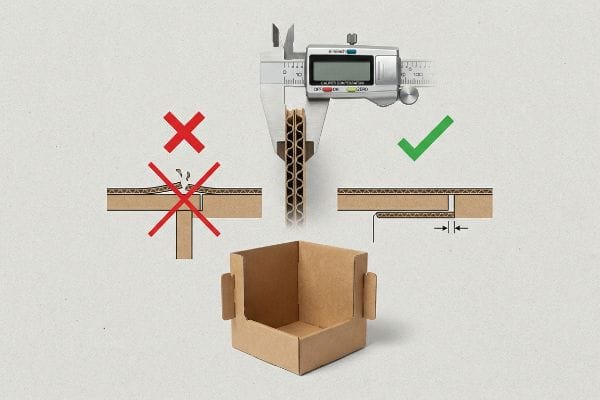
これは単なる理論ではありません。高湿度地域に出荷される際に、この落とし穴が共同梱包作業の大幅な遅延を引き起こすのを私は目の当たりにしてきました。多孔質の32 ECT(エッジクラッシュテスト)試験ライナーは、空気中の水分を吸収し、物理的に数ミリメートル膨張します。これにより、理論的には完璧な摩擦接合部が、頑固で大きすぎる楔形になってしまいます。試験現場でデジタルノギスを使って膨張した溝を測定すると、テープは不要であることが分かります。必要なのは、受け入れスロットに0.04インチ(1mm)の緩衝材を人工的に設けることだけです。これらの切り込みを事前に広げることで、共同梱包チームは摩擦のない、破れのない組み立て作業を確実に行うことができ、手作業時間を推定25%削減し、お客様の製品発売期限を守ることができます。.
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 乾燥キャリパー用の製図スロット | 湿度スロットバッファを追加する | 湿度の高い環境でも簡単に組み立てられます |
| 密着した摩擦嵌合に頼る | 板材の膨張を補正する | タブが潰れたり破れたりするのを防ぎます |
| 醜い透明テープに戻る | 正確なCAD公差の適用 | 接着剤を使わない、高級感のある美しい外観を維持します。 |
私は常に、工学的な側面と並行して環境への配慮も考慮に入れています。面倒な接着剤やプラスチック製のクリップは必要ありません。輸送中に紙がどのように呼吸し、膨張するかを数学的に考慮するだけで良いのです。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
より安価なベンダーを選ぶこともできますが、湿度の高い倉庫で32 ECTボードが膨張してインターロックできなくなり、組み立てラインの速度が推定30%低下すると、キャンペーンの利益率はゼロになってしまいます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書そのものです。環境許容範囲を推測するのはやめて、私があなたの構造ファイルを 無料のダイライン監査↗ 、量産前に致命的な寸法エラーを検出させてください。
「幅ゼロの線 – InkscapeForum.com – Inkscape Alpha Web」、 https://alpha.inkscape.org/vectors/www.inkscapeforum.com/viewtopicdd18.html?t=33045。[ベクターベースソフトウェアの技術文書では、パスは物理的な厚みを持たない数学的な座標であると説明されている]。証拠の役割:技術仕様、ソースの種類:ソフトウェアドキュメント。サポート:手動でのマテリアル補正が必要な理由。適用範囲に関する注記:Adobe Illustratorなどのベクターソフトウェアに適用されます 。↩
「段ボール箱究極ガイド – Shorr Packaging」、 https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。[権威ある構造設計ガイドでは、組み立て時の材料干渉や構造的破損を防ぐために曲げ許容値の計算を規定しています。証拠の役割:技術的検証。情報源の種類:エンジニアリングハンドブック。裏付け:折り目における材料厚さ補正の必要性。適用範囲に関する注記:具体的な計算はフルートサイズによって異なります。] ↩
「公差がコストと製造性に与える影響 – aPriori」、 https://www.apriori.com/resources/video/the-price-of-precision-how-tolerances-shape-cost-and-manufacturability/。[包装工学における業界ベンチマークやケーススタディは、高精度CAD公差によって達成される効率向上を実証できます。証拠の役割:定量的検証。情報源の種類:業界ホワイトペーパー。裏付け:精度が手作業による組立作業を削減するという主張。範囲に関する注記:結果は表示の複雑さによって異なる場合があります。] ↩
「二重壁段ボール包装の最適設計 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。[包装工学の権威ある情報源では、CAD測定値を調整して材料の物理的な公差を考慮することで、正確な組み立て適合性を確保する方法が説明されています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。サポート:スロットとタブの適合精度。適用範囲に関する注記:段ボール製造に適用されます 。↩
「段ボール構造:曲げ代計算 1 – YouTube」、 https://www.youtube.com/watch?v=j1n5ojAbAic。[段ボール製造の業界標準では、曲げ代を考慮することで折り曲げ工程中の材料の応力や破れを防ぐ方法が詳しく説明されています]。証拠の役割:事実の主張、情報源の種類:製造ガイドライン。裏付け:上面シートの破れ防止。適用範囲に関する注記:高耐久性段ボールシートの折り曲げ半径に特化 。↩
「スライドロック機構を開発しました。再利用できるように設計しました…」、 https://www.instagram.com/reel/DWJZmXsj48u/。[店頭ディスプレイの機械設計ドキュメントでは、スライドロックが従来の摩擦嵌合ジョイントよりも構造的完全性と安定性を向上させる方法を示しています]。証拠の役割:技術仕様書。情報源の種類:工業デザインハンドブック。サポート:ぐらつきや反りのある棚の解消。範囲に関する注記:耐荷重構造要素に焦点を当てています 。↩
「ラスター画像とベクター画像:違いは何ですか? – Adobe」、 https://www.adobe.com/creativecloud/file-types/image/comparison/raster-vs-vector.html。[CAD/CAM規格に関する技術文書では、ラスター画像に自動切断機に必要な座標ベースのパスがない理由が説明されています。証拠の役割:技術検証。ソースの種類:エンジニアリングマニュアルまたはCADソフトウェアのドキュメント。サポート:Webデザインの出力と工業製造との非互換性。範囲に関する注記:パラメトリック機能のないエントリーレベルのグラフィックツールを指します。] ↩
「一時的な小売ディスプレイの耐荷重能力 – UD Direct」、 https://www.ud-direct.com/blog/temporary-retail-display-load-bearing-capabilities。[店頭ディスプレイに関する業界技術規格では、強化段ボールの耐荷重制限に関するデータを提供しています。証拠の役割:技術仕様、情報源の種類:製造マニュアル。裏付け:耐荷重に関する主張。適用範囲に関する注記:耐荷重は、板紙のグレードと構造設計によって異なります。] ↩
「インタラクティブ小売向けディスプレイ構造設計…」、 https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/。[権威あるエンジニアリングガイドでは、ロックされた構造PDFが、耐荷重計算を損なうスケーリングエラーをどのように防止するかを説明しています]。証拠の役割:技術検証。ソースの種類:エンジニアリングマニュアル。サポート:ディスプレイの構造的完全性。適用範囲に関する注記:主に耐荷重性のある段ボールまたはアクリル製の什器に適用されます 。↩
「カスタムパッケージングと印刷におけるダイラインの完全ガイド」、 https://gentlever.com/dielines-for-custom-packaging-and-printing/。[工業製造規格では、手動トレースを避けるために、精密CNCおよびダイカットツールにはベクターパスが必要であると規定されています]。証拠の役割:プロセス検証。情報源の種類:製造ハンドブック。サポート:生産リードタイムの短縮。適用範囲に関する注記:特に商業用プリント&カットワークフロー向け 。↩
「小売店における棚スペースの寸法決定と商品配置」、 https://www.sciencedirect.com/science/article/pii/S0377221720309061。[小売店コンプライアンスマニュアルには、什器が標準的な小売店の棚と設置面積の制約に適合するようにするために必要な具体的な数学的比率が詳細に記載されています]。証拠の役割:業界標準。情報源の種類:小売店コンプライアンスガイド。サポート:店舗配置規則の遵守。範囲に関する注記:要件は特定の小売チェーンによって異なります 。↩
「CABEにおけるレーザー切断 – トーマス・ジェファーソン大学」、 https://www.jefferson.edu/academics/colleges-schools-institutes/architecture-and-the-built-environment/student-resources/digital-fabrication-lab/laser-cutting-at-cabe.html。[段ボールのCNCルーティングに関する技術文書には、CMYK値は印刷可能なアートワークとして扱われ、特定のソフトウェアマッピングなしでは切断指示として使用できないと記載されている。証拠の役割:技術的検証。情報源の種類:CNCオペレーターガイド。裏付け:インクと切断パスの区別。範囲に関する注記:自動デジタル切断テーブルに特有。] ↩
「DTF印刷における特色管理:知っておくべきことすべて」、 https://www.caldera.com/spot-color-management-in-dtf-printing-everything-you-need-to-know/。[プリプレス制作に関する技術ガイドでは、特定の特色を指定することで、RIPソフトウェアがCNCルーター用の印刷可能なCMYKアートワークからカットパスを分離できることが確認できる]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:自動切断のメカニズム。範囲に関する注記:産業グレードのRIPソフトウェアに特有 。↩
「CMYK vs. スポットカラー:どちらのプロセスが最適か」、 https://www.primelinepackaging.com/blog/cmyk-spot-color/。[業界のプリプレス規格では、スポットカラーはインク残留物を残さずにカッティングソフトウェアに指示を与えるための非印刷技術マーカーとして使用される、と説明されています]。証拠の役割:技術検証。情報源の種類:印刷業界のマニュアル。裏付け:目に見える輪郭線を防ぐためのスポットカラーの使用。適用範囲に関する注記:デジタルカッティングテーブルとCNCプロッターに適用されます 。↩
「積層CNCプロジェクトクラス:積み重ねた木製アートのデザインと製作方法」、 https://www.youtube.com/watch?v=lUx0kiNnNt4 。[CAD/CAMワークフローに関する技術文書では、構造パスを別々のレイヤーに分離することで、CNCルーターがグラフィック要素をカットラインとして誤って解釈するのを防ぐと規定されています]。証拠の役割:技術検証。ソースの種類:CNCエンジニアリングガイド。サポート:クリーンなCNCルーティング。範囲に関する注記:ベクターベースの構造ファイルに焦点を当てています 。↩
「プリフライト(印刷) – Wikipedia」、 https://en.wikipedia.org/wiki/Preflight_(printing)。[プロの印刷制作基準では、RIPプリフライトは、大量生産前にラスターイメージプロセッサファイルを検証し、アライメントと色の正確性を確保する重要なプロセスと定義されています]。証拠の役割:プロセス検証。ソースタイプ:印刷制作基準。サポート:バッチ印刷ミスの排除。範囲に関する注記:特に印刷のRIPフェーズに関係します 。↩
「…の圧縮強度に対する相対湿度の影響」、 https://open.clemson.edu/all_theses/3225/。[包装工学に関する権威ある情報源では、吸湿によって段ボールライナーボードの厚さがどのように変化し、乾燥状態での厚み測定では永久的な摩擦嵌合接合には不十分になるかが詳細に説明されている。] 証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:吸湿膨張許容値を考慮する必要性。適用範囲に関する注記:非コーティングセルロースボードに適用 。↩



