多くのブランドは、重量のある小売用陳列ケースを輸送中に直立状態に保つのに苦労している。倒壊を防ぐ秘訣は、単に厚手の段ボールを使うことではなく、精密な数学的設計が必要となる。.
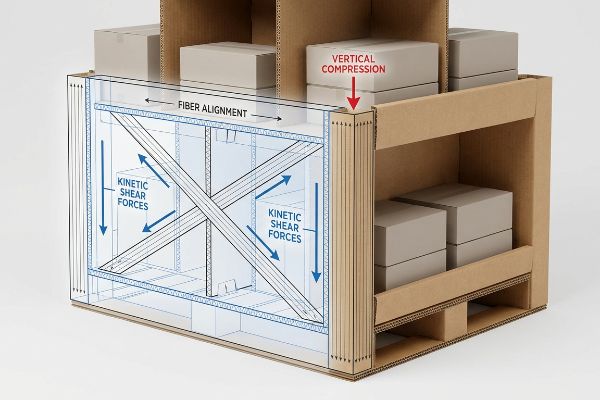
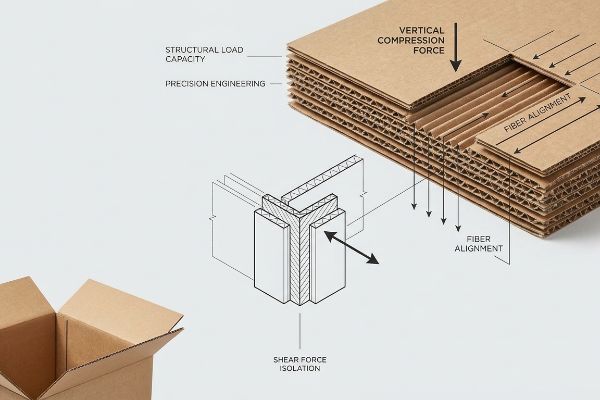
構造設計では、紙繊維を数学的に整列させることで垂直方向の圧縮力を吸収し、動的せん断力を遮断し、耐荷重性を向上させています。この綿密な設計により、段ボール壁が重い小売商品の下でもたわむのを防ぎ、長期倉庫保管中にディスプレイが安全に支えられる総重量を効果的に最大化します。.
原材料の強度だけに頼るのは、特に製品が過酷なサプライチェーンに巻き込まれた場合、コストのかかる賭けとなる。.
構造技術者はどのように荷重を計算するのか?
ディスプレイがどれだけの重量に耐えられるかを正確に把握するには、平らな紙のサンプルを見るだけでは不十分だ。.
構造エンジニアは、エッジクラッシュテストなどの理論的な材料ベンチマークと動的な輸送シミュレーションを組み合わせることで、荷重を計算します。この二段階アプローチにより、完全に組み立てられた三次元の段ボール構造が、サプライチェーンにおける振動や二段積みパレットの圧力に物理的に耐えられることが保証されます。.

折り畳まれた状態でトラックの荷台でバラバラになってしまえば、平置き時の仕様は何の意味も持たない。.
平面的な紙のベンチマークを超えて
調達チームは、原材料の特性評価のみに基づいて小売店のディスプレイを承認することがよくあります。彼らは、平らな板の理論的なECT(エッジクラッシュテスト)評価を測定するASTM(米国材料試験協会)規格1に大きく依存しています。高強度の原材料を使用すれば、床に設置した際に構造的に健全な製品が自動的に保証されるという前提に基づいています。
経験豊富な調達マネージャーでさえ、平面的な計算を鵜呑みにするという落とし穴にはまることがあります。美しく設計された箱が静的ラボテストに合格しても、実際の現場では見事に失敗するのを私は何度も見てきました。あるクライアントは、 44ECTという優れた評価2だけに基づいて、重量のある飲料用輸送箱を承認しました。しかし、試運転中に、倉庫作業員が荷物を積んだ箱をわずか2インチ(50.8 mm)コンクリートの床に落としたのを目撃しました。運動衝撃により、支えのない底の角が瞬時に歪み、紙繊維がパキッと切れる大きな反響音がはっきりと聞こえました。原材料は丈夫でしたが、実際の3D形状が回転トルクに耐えられなかったのです。静的な紙の強度から、 ISTA(国際安全輸送協会)の動的振動テスト3に計算方法を変更することで、せん断力を吸収するようにベースを再設計し、小売店からの壊滅的なチャージバックを回避することができました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ECT評価値のみに厳密に依存する | 動的ISTA輸送シミュレーションを義務付ける5 | 輸送中の隠れた損傷を解消します |
| 運動振動を無視する | エンジニアがコーナーの衝撃吸収を重点的に設計 | 棚の見栄えを損なわない |
| 静的耐荷重が十分であると仮定すると | 能動回転落下力6を計算する | 土台の完全な崩壊を防ぐ |
理論上の材料特性のみに基づいて大量生産を承認することは断固として拒否します。実際の振動試験台でフル装備の形状をテストすることこそが、商品が破損なく販売可能な状態で届くことを保証できる唯一の方法です。.
🛠️ ハーベイのデスク: 現在お使いのマスターカートンが長距離LTL貨物輸送に耐えられるかどうか、まだ不安ですか? 👉 無料のBOM監査をリクエスト ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
構造形状は構造強度にどのように貢献するのか?
容器の形状を変えることで、重力が商品にどのように作用するかを直接的に決定づけることができます。.
構造形状は、相互接続された壁面や角部全体に垂直方向の荷重圧力を継続的に分散させることで、構造強度に貢献します。上部の蓋を取り外して開口部のある容器にするなど、形状を変更すると圧縮応力が変化するため、重いパレットの重量による完全な崩壊を防ぐために、フルートの戦略的な再配置が必要となります。.

魅力的な開放的な形状は消費者には魅力的に見えるかもしれないが、倉庫での積み重ねの物理法則を完全に変えてしまう。.
オープントップ式ゴミ箱の隠れた脆弱性
ブランドは、原材料費を節約し、すぐに使えるオープントップの小売用ビンを作成するために、標準的なRSC(レギュラースロットコンテナ)からHSC(ハーフスロットコンテナ)に移行することがよくあります。その目的は、店舗スタッフの開梱プロセスを効率化することです。しかし、連続した上部フラップを取り除くと、上部の圧力を自然に分散させる360度の上部エンクロージャー7がなくなります。
購入者から、標準的な箱の上部を切り取ってすぐに小売用トレイを作れるかどうかよく聞かれます。私はいつも、形状を完全に変更すると物理法則が変わることを警告しています。ある店員が、標準的な上部が開いた容器を3段に積み重ねて通路の端に陳列棚を作ろうと苦労しているのを見たことがあります。安定させるための上部のフラップがないため、開いた端は非常に脆弱でした8。バージンクラフトボードの硬い抵抗が弱まり、上段の在庫80ポンド(36.2kg)の下で垂直の壁が外側に明らかに湾曲するにつれて、かすかにうなり声が聞こえました。側面は最終的にたわみ、店員は商品がこぼれないようにするために、角を苦労してテープで貼り直さなければなりませんでした。私は、内部の波型構造を完全に垂直に揃えて圧縮強度を最大化することでこれを解決し9 、蓋がなくなった分を補い、共同梱包時間を20%短縮しました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 補強材なしで上部フラップを取り外す | 内部の波状溝を垂直に揃える10 | 側壁の反りを防ぎます |
| 開口部のある容器を弱い角に直接積み重ねる | 二重壁ボードプロファイルにアップグレード11 | 重い上段を安全に支えます |
| 構造的な囲いの喪失を無視する | 特定のエッジクラッシュ限界を再計算します12 | 店内での商品のこぼれを防ぎます |
お客様からオープンアクセス形状のご要望があった場合、私は必ず数学的に上部の安定性の損失を補正します。この構造的な欠陥を補うことで、店舗マネージャーが混雑した床に積み重ねようとした瞬間に、収納ボックスが崩れ落ちるのを防ぐことができます。.
🛠️ ハーベイのデスク: あなたのオープンタイプの陳列トレイは、最も重い商品の重みでひっそりとたわんでいませんか? 👉 マーチャンダイジングチェックリストをダウンロード ↗ — 安全にダウンロードしてください。後で質問があれば、いつでもご連絡ください。
構造化設計を用いることの重要性とは?
見た目が完璧なデジタルテンプレートも、組み立てラインで物理的に破れてしまっては、全く役に立たない。.
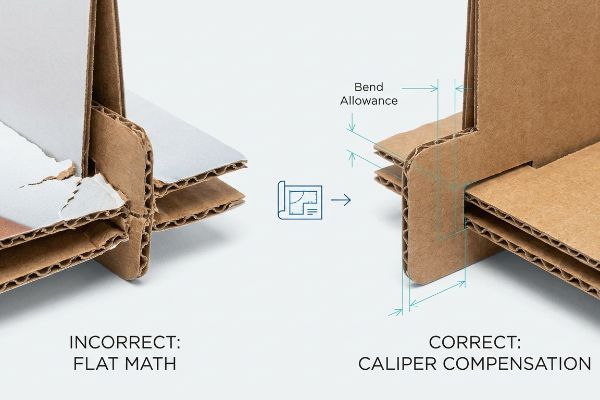
構造設計を採用することは重要です。なぜなら、製造開始前に板材の厚みや曲げ許容値を数学的に計算できるからです。この精度により、自動型抜き加工時の内部摩擦やスロットのずれを防ぎ、高耐久性の段ボール製ディスプレイが大きな動的荷重下でも破損することなく、継ぎ目なく折り畳まれることを保証します。.
実験室でディスプレイを1台設置するのは簡単だが、500台をペースの速い配送センターに出荷するとなると、厳しい現実が待ち受けている。.
工場現場で標準的な平面計算が通用しない理由
グラフィックデザイナーは、デジタルソフトウェア上で、 嵌合パネル13。彼らは、完璧に描かれたデジタル線がそのまま物理的な折り目になると考えています。このアプローチでは、厚みのある立体的な基材を、標準的なプリンター用紙と同じくらい薄いものとして扱っています。
私の工場では、デジタルファイルが厚み補正を無視したために、美しく印刷されたキャンペーンが頓挫するケースを日常的に目にします。 厚さ0.11インチ(2.8mm)のBフルートボード14 が90度折り曲げられると、 外側の半径によって材料15が。この特定の曲げを補正するために受け口のスロットが広げられていない場合、組み立て担当者は大きすぎるタブを小さすぎる穴に無理やり押し込まざるを得ません。最近の試作では、共同包装業者がタブを無理やり押し込んだために、段ボールのフルートが潰れ、リソラミネートされたトップシートがひどく破れたため、歩留まりが3.2%低下しました。私はすぐにその工程を中断し、精密なCNC(コンピュータ数値制御)ツールのキャリブレーションを行いました。ダイラインのスロットを数学的に広げて正確な曲げ許容誤差を追加することで、摩擦は解消されました。この厳密な幾何学的調整を実施することで、共同梱包の組み立て時間を1ユニットあたり38秒短縮し、クライアントの遅延作業費を数千ドル節約するとともに、トレイが完全に直角に配置されることを確認しました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| タブ幅と同じ幅のスロットを描画します。 | アルゴリズムによるキャリパー曲げ補正を適用する16 | イライラする噛み合い摩擦を解消します |
| 折り畳まれた紙の厚みを無視して | フルートのゲージに合わせてスロットを広げる17 | リソラミネーション印刷物の破れを防ぎます |
| 平面的な2Dイラストレーターファイルに依存する | 飛行前に3D構造クリアランスを実行する18 | 物理的な共同梱包時間を短縮します |
私は平面的なデジタル図面に実際の製造工程を左右されることは決してありません。切断機械に正確な厚み公差を積極的に組み込むことで、お客様の生産ラインを遅らせる摩擦を物理的に排除します。.
🛠️ ハーベイのデスク: 現在ご利用のサプライヤーが標準Bフルートディスプレイトレイに使用している正確な曲げ代をご存知ですか? 👉 ダイラインファイルをお送りください ↗ — 大量生産に予算を無駄にする前に、私が計算を検証します。
結論
エンジニアリングで手抜きをするサプライヤーを選ぶこともできますが、計算が不適切なオープントップビンが倉庫内の圧力で歪むと、内部摩擦が激増し、組立ラインの速度が推定30%低下し、プロジェクトの利益率が完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。曲げ代を推測するのはやめて、量産開始前に致命的な構造エラーを検出するために、私の無料ダイライン監査↗であなたのファイルを直接チェックさせてください。
「エッジクラッシュテスト:段ボール包装に関する重要な知見」、 https://www.testresources.net/blog/edge-crush-test-essential-insights-for-corrugated-packaging。権威ある外部情報源がこの主張をどのように裏付けているかについての簡単な説明。証拠の役割:技術的検証。情報源の種類:業界標準。裏付け:ECTを定量化するためのASTMの使用。適用範囲に関する注記:特に段ボール材料の試験について言及しています 。↩
「ECT評価の説明:段ボール包装におけるその意味…」、 https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOorG6NuIiCXzPqbdzA3Yaj8JiRSrD3oDBK_S_2XTtt4x92UvxQLa 。信頼できる情報源であれば、エッジクラッシュテスト(ECT)を定義し、44ECTという評価が段ボールの垂直圧縮強度に関して何を意味するのかを明記するでしょう。証拠の役割:技術的定義、情報源の種類:業界標準。支持するもの:静的材料ベンチマークとしてのECTの使用。適用範囲に関する注記:ECTは原材料の強度を測定するものであり、最終組立品の構造的完全性を測定するものではありません 。↩
「試験手順 – 国際安全輸送協会」、 https://ista.org/test_procedures.php。国際安全輸送協会の情報源は、包装にかかる動的輸送応力をシミュレートするための振動試験のプロトコルを説明する。証拠の役割:手順の検証。情報源の種類:専門機関。サポート:静的試験から動的輸送シミュレーションへの移行。範囲に関する注記:出荷および取り扱いシミュレーションに関するISTA規格に焦点を当てています 。↩
「全視野ひずみで強化された新しいエッジクラッシュテスト構成…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/。エッジクラッシュテスト(ECT)規格の検証と、輸送中の動的応力を考慮しない平坦度評価の不備。証拠の役割:技術的定義、情報源の種類:業界標準。支持事項:ECTのみに依存することの不十分さ。適用範囲に関する注記:特に段ボールの強度に関するもの 。↩
「ISTAパッケージングのクイックガイド – Eurofins Softlines & Leather」、 https://www.eurofins.com/textile-leather/articles/a-quick-guide-to-ista-packaging/。国際安全輸送協会(ISTA)規格が、実際の輸送中の損傷を予測するための動的シミュレーションのプロトコルを提供していることの確認。証拠の役割:規格の検証。情報源の種類:国際機関。サポート:静的ベンチマークに対するISTAシミュレーションの有効性。範囲に関する注記:3Aまたは6などのISTA試験シリーズを対象としています 。↩
「危険物包装の落下試験シミュレーション」、 https://opus4.kobv.de/opus4-bam/files/61413/Packag+Technol+Sci+-+2024+-+Lengas.pdf。落下時の回転力を計算し、構造崩壊を防ぐために使用される物理学および数式の説明。証拠の役割:方法論の検証。情報源の種類:工学教科書。サポート:静的重量を超える能動力計算の要件。適用範囲に関する注記:重心および衝撃角度の分析に適用されます 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。段ボールの構造力学に関する技術分析では、上部フラップがどのように横方向の安定性を提供し、垂直荷重を分散させるかが説明されています。証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:上部の留め具を取り外すと垂直荷重の耐荷重能力が低下するという主張。適用範囲に関する注記:結果はフルートの種類と材料のグレードによって異なる場合があります 。↩
"[PDF] 段ボール箱が木製パレットの配送に及ぼす影響の調査", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf。段ボール容器の上部閉鎖部が横方向の安定性を提供し、壁の座屈を防ぐ仕組みについての技術的な説明。証拠の役割: 構造検証; 情報源の種類: 包装工学規格。支持事項:開口部のある容器は必要な安定性を欠いているという主張。範囲に関する注記:蓋の欠損に起因する構造的不安定性に焦点を当てる 。↩
「波板間の座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。波板を垂直に揃えることで材料の軸方向耐荷重能力が最大化されるという原理の検証。証拠の役割:技術的検証。情報源の種類:包装科学の教科書。支持:構造的完全性の喪失を補償する方法。適用範囲に関する注記:垂直圧縮荷重に特に適用される 。↩
"[PDF] 段ボール構造が機械的特性に及ぼす影響", https://www.woodresearch.sk/wr/202004/12.pdf。垂直フルート配列が圧縮強度を最大化し、横方向の変形に抵抗する仕組みに関する技術的説明。証拠の役割:技術的検証。情報源の種類:包装工学ハンドブック。支持:壁の反りを防止する方法。適用範囲:段ボール容器に適用可能 。↩
「二重壁段ボール包装の最適設計 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。二重壁段ボールと単層段ボールの積載強度と耐荷重に関する比較データ。証拠の役割:仕様検証。情報源の種類:材料科学データシート。支持事項:重量のある上段への二重壁プロファイルの使用。適用範囲に関する注記:強度はフルートサイズとライナーグレードによって異なります 。↩
「段ボール箱 – エッジクラッシュテスト (ECT) | TheBoxery.com」、 https://www.theboxery.com/ect.asp?srsltid=AfmBOopoBry2BpP9pDUiA2IBaNcLJBCX22YGrUwBJNC4WUThYAn2a53J。段ボールの積載強度を測定するために使用されるエッジクラッシュテスト (ECT) の業界標準定義。証拠の役割: 標準定義。情報源の種類: 業界標準 (ASTM/ISO)。サポート: オープンコンテナの荷重制限を再計算する要件。適用範囲に関する注記: ボードの端の圧縮強度に焦点を当てています 。↩
「タブとスロットを備えた板金部品の設計 – SendCutSend」、 https://sendcutsend.com/blog/designing-sheet-metal-parts-with-tab-and-slots/?srsltid=AfmBOooUe789swgWOgsNayHWZMiiPMkEfGAKSHt9pWkrE-XBAYk7d5Hc 。専門的な包装エンジニアリング規格では、適合性を確保するために、板の厚さに基づいてタブとスロットに公差を追加する必要性が詳細に規定されています。証拠の役割:技術的裏付け。情報源の種類:エンジニアリングマニュアル。サポート:物理的な組み立てにおける1:1デジタル測定の失敗。適用範囲に関する注記:段ボールおよび厚い基材に特有 。↩
「段ボールと材料グレード – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。Bフルート段ボールの業界標準厚さの検証。証拠の役割:技術仕様書、情報源の種類:業界マニュアル。サポート:厚み補正のための材料寸法。範囲に関する注記:標準寸法は製造業者によって若干異なる場合があります 。↩
「5層構造の段ボールの曲げ剛性の解析的決定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。折り曲げ時に外側半径で材料が伸びる段ボールの機械的特性の説明。証拠の役割:物理的原理。情報源の種類:包装工学の教科書。裏付け:スロットのずれを防ぐために曲げ代を計算する必要性。適用範囲に関する注記:特に厚肉基材に適用される 。↩
「スライド時の摩擦を低減する革新的なロールオンブラケット設計…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC13056222/。曲げ加工時に材料の厚さを調整することで、正確な嵌合と摩擦低減を実現する方法を説明した技術文書。証拠の役割:技術的検証、情報源の種類:エンジニアリングマニュアル。サポート:噛み合い摩擦を防止するためのアルゴリズムによる補正の使用。適用範囲に関する注記:特に剛性または半剛性材料に適用されます 。↩
「段ボール箱究極ガイド – Shorr Packaging」、 https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。段ボール包装の業界標準では、フルート形状に対応し、表面応力を防止するために必要なスロット幅の拡大について詳述しています。証拠の役割:仕様検証、情報源の種類:業界標準。裏付け:フルートゲージの調整により、リソラミネート加工されたグラフィックの破れを防ぐという主張。適用範囲に関する注記:段ボール材料に特有 。↩
「密なパッキングとパッキング効率 – DoITPoMS」、 https://www.doitpoms.ac.uk/tlplib/crystallography3/packing.php。構造クリアランスの3Dシミュレーションが物理的な組み立てエラーと時間を削減する方法を示すソフトウェアドキュメントまたはケーススタディ。証拠の役割:プロセス効率の証明。ソースの種類:技術ホワイトペーパー。裏付け:3Dプリフライトが物理的な共同パッキング時間を短縮するという主張。範囲に関する注記:有効性は3Dモデルの忠実度に依存します 。↩



