画面上では完璧に見える構造ファイルが、実際の製造現場ではうまく機能しないというお悩みはありませんか? 店頭で販売できるパッケージデザインには、 平面図形を描くだけでは不十分です。
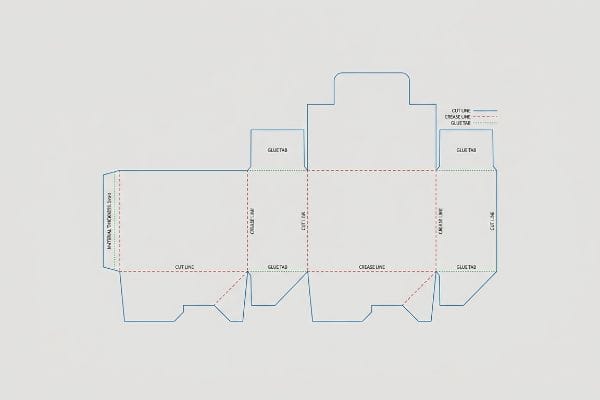
ダイラインの作成とは、段ボールの切断、折り曲げ、接着位置を規定する精密な2次元平面テンプレートを設計することです。この設計図により、構造上の公差、材料の厚み、および印刷の裁ち落とし領域が完全に一致し、シームレスな自動組み立てとダイナミックな小売店での積み重ねが可能になります。.
この構造設計図をマスターできるかどうかが、失敗に終わる店舗と、非常に収益性の高い小売展開を分ける決定的な要素となる。.
金型ラインの設計方法とは?
完璧に設計されたテンプレートは、利益率を守るための防衛線です。物理的な質量とデジタル形状がどのように相互作用するかを理解することが、最初の重要なステップとなります。.
金型ラインの設計には、材料の正確な厚みに基づいて、精密な曲げ代を計算する必要があります。折り畳まれた板紙の厚みに合わせて、嵌合スロットの幅を数学的に調整し、構造的な歪みを最小限に抑え、最終的な共同梱包ラインでの摩擦のない組み立てを確保しなければなりません。.
平面的なレイアウトから三次元の立体構造へと移行するには、物質物理学に対する考え方を根本的に変える必要がある。.
隠されたキャリパー:平面計算が失敗する理由
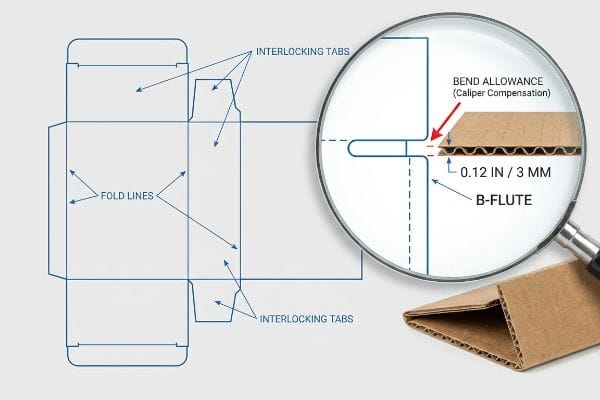
ほとんどのグラフィックデザイナーは、嵌合するタブと折り畳みスロットの幅を、嵌合するパネルの幅と全く同じにします。これは、線に質量がないフラットなコンピューターモニターでは理にかなっています。タブの幅が2インチ(5.08cm)であれば、受け側のスロットも正確に2インチ(5.08cm)の幅であるべきだと彼らは考えています。.
ここでの問題は、 厚みのある段ボール素材は90度曲げると物理的なスペースを占有してしまう1。レイアウト上の受け口を広げて外側の折り曲げ半径を補正しないと、部品がひどく反ったり、組み立てが全くできなくなったりします。私はいつもチームに、すべての折り目にキャリパー補正アルゴリズムを自動的に適用するように指示しています。たとえば、 厚さ0.12インチ(3mm)のBフルートボード2、特定の曲げ許容値でスロットを再構築する必要があります。この微調整により、あらかじめ充填されたディスプレイがスムーズにスライドして組み合わさり、共同梱包の作業時間を大幅に短縮し、手作業での組み立て中にトップシートが破れるのを防ぎます。
| デザイン要素 | 初心者によくある間違い | 時間とコストの節約 |
|---|---|---|
| インターロッキングタブ | スロット幅とタブ幅が完全に一致する | 組立ラインの停止を解消します |
| Bフルートの折り畳み | 外径0.12インチ(3mm)を無視して3 | トップシートの紙が破れるのを防ぎます |
| 挿入トレイ | 入れ子構造部品の材料厚みを忘れる | 手作業を30%削減4 |
材料の厚みを無視した平ヤスリは一切承認しません。適切な曲げ公差でスロットを再構築することこそが、 店舗の床で構造物がきちんと直角に立つことを保証する。
🛠️ ハーベイのデスク: 段ボール用の連結タブの曲げ許容値が適切かどうかご不明ですか? 👉 無料のダイライン監査をご利用ください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
型抜き線を作成する方法は?
構造的な側面だけでなく、自動化された工場設備を制御するために必要な正確な通信プロトコルを確立する必要があります。.
型抜き線を作成するには、プリプレスソフトウェア内でベクターストロークに特定の特色を割り当てます。この絶対色マッピングにより、自動化されたCNC(コンピュータ数値制御)ルーティングテーブルは、最終的なアートワーク層に目に見える黒い輪郭線を印刷することなく、段ボール基材をどこまで正確に切断すればよいかを把握できます。.
プリプレスファイルがカッティングブレードの言語と完全に一致しない場合、印刷物全体が無駄になってしまいます。.
スポットカラーツーリング:機械とのコミュニケーション
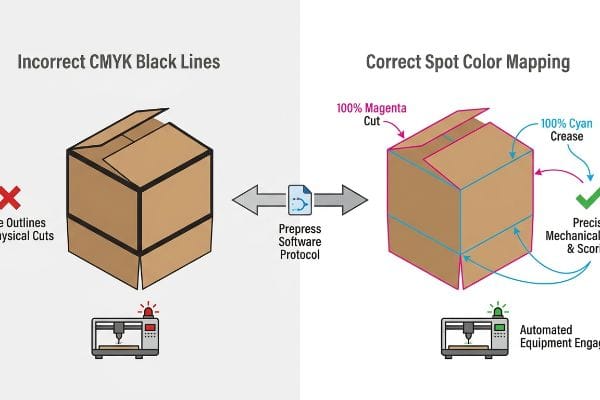
新興ブランドによく見られる間違いは、標準的なCMYK(シアン、マゼンタ、イエロー、キー/ブラック)の黒線を使ってカットや折り目を示す構造ファイルを提出することです。デザイナーは、工場が段ボールのどこをカットすればよいかを視覚的に理解してくれるだろうと考えているのです。しかし残念ながら、 自動裁断装置は視覚的なレイアウトを見るのではなく、非常に詳細なプリプレスカラーデータを読み取るのです。5
カッティングテーブルソフトウェアが標準的な黒線で作成されたファイルを受け取ると、それらの線をアートワークに単純に結合します。その結果、黒い輪郭線は見えるものの、実際の物理的なカットがまったくない印刷された箱ができあがります。これを解決するには、ベクターソフトウェアで絶対スポットカラーを設定する必要があります。たとえば、 100% マゼンタのスウォッチを「カット」、100% シアンのスウォッチを「折り目」と正確に命名するなどです6。これらの線を機械的なスポットカラーに変換することで、鋼鉄製の刃が基材に正確に接触することが保証され、印刷されたブランドが完全に完璧な状態を保ち、発売を遅らせる高価な印刷ミスを回避できます。
| プリプレス要素 | 初心者によくある間違い | 時間とコストの節約 |
|---|---|---|
| カットライン | 標準的なCMYKブラックストロークを使用7 | バッチ再印刷にかかる総コストを削減 |
| 折り目 | 折り目をアートワークのレイヤーに融合させる | 正確な自動採点を保証します |
| ファイル形式 | フラット化されたラスター画像の書き出し8 | プリプレス作業のやり直しを数日分節約できます。 |
私は常に、送られてくるアートワークを事前に確認し、これらの機械的なレイヤーを検証します。ストロークを専用のスポットカラーに強制的に割り当てることは、デジタルデザインと物理的な製造をつなぐ、欠かせない架け橋です。.
🛠️ ハーベイのデスク: 構造パスはCMYKアートワークレイヤーから適切に分離されていますか? 👉 プリプレスチェックを依頼する ↗ — 安全にダウンロードしてください。後で質問があれば、いつでもご連絡ください。
Canvaで型抜き線をデザインする方法は?
デザインの民主化が加速するにつれ、マーケティングチームはクラウドベースのツールを使用してディスプレイグラフィックをより迅速に反復開発する方法を常に模索している。.
Canvaで型抜き線をデザインするには、事前に設計された構造PDFドキュメントをロックされたベースレイヤーとしてインポートする必要があります。Webベースのプラットフォームはラスタライズされたグラフィックを出力するため、重い小売荷重に耐えうる正確な構造的完全性を維持するには、この数学的に正確なCAD(コンピュータ支援設計)テンプレートに表面ブランディングを重ね合わせる必要があります。.

ウェブベースの利便性は視覚的なスピードに優れているが、崩壊を防ぐためには、基盤となるエンジニアリングに厳密に基づいていなければならない。.
Webツール PDFアンカールール
多くのマーケティングディレクターは、コスト削減のために、グラフィックチームに基本的なウェブツールで直接連結タブを描画させようとします。彼らは、主にソーシャルメディアグラフィック用に設計されたプラットフォームを使用して、3次元ディスプレイを構築しようと試みます。しかし、このアプローチは、動的な小売負荷を支えるために必要な数学的基盤を完全に破壊してしまいます。.
建築設計図の代わりにペイントソフトを使って実際の家の基礎を作ろうとしているようなものだと考えてください。Webプラットフォームでは、 32ECT(エッジクラッシュテスト)段ボール9に必要な自動曲げ許容値やスロット許容値を適用できません。私の経験則は、構造をオンラインで描かないことです。代わりに、専用のパッケージングソフトウェアで生成された事前設計済みの構造ドキュメントを発行します。このロックされたファイルをWebキャンバスにインポートし、最下層に固定して、その上に表面グラフィックを厳密に適用するだけです。これにより、美しいアートワークが複雑な構造計算に完璧に巻き付き、 200ポンド(90.7kg)の重い商品10の下でディスプレイが崩壊するのを防ぎます。
| デザイン要素 | 初心者によくある間違い | 時間とコストの節約 |
|---|---|---|
| 構造基盤 | ウェブプラットフォームでタブをネイティブに描画する11 | 物理的な負荷による崩壊を完全に防ぎます |
| レイヤー管理 | 切り取り線を背景と融合させる | 工場出荷時の機能的なファイルを保護する |
| 出力形式 | 低解像度のラスターエクスポートを送信しています12 | プリプレス工程の完全な再構築を不要にします |
私はすべてのブランドマネージャーに、構造テンプレートを絶対的な幾何学的構造として扱うように伝えています。グラフィックの下に設計されたベースレイヤーを固定することで、構造的な物理法則を損なうことなく、クラウドデザインの利便性を享受できます。.
🛠️ ハーベイのデスク: 高解像度グラフィックを設計済みテンプレートに合わせるのにチームが苦労していませんか? 👉 セットアップガイドを入手 ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
ダイラインのルールは何ですか?
境界線を明確にすることで、高速製造装置が材料の無駄なく、設計を完璧に実行できるようになります。.
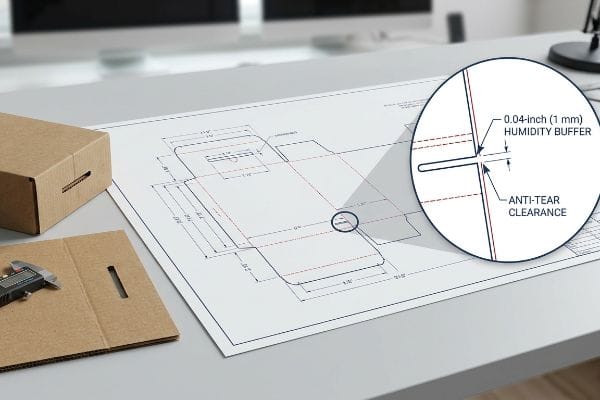
ダイラインに関する規定では、湿度緩衝材と十分な印刷ブリードが必須とされています。輸送中の湿気による膨張に対応するため、微細なクリアランス調整を実施するとともに、自動リソラミネート加工時に段ボールの端面を隠すために、0.5インチ(12.7mm)のオーバープリントブリードを確保する必要があります。.
しかし、理論を知っているだけでは、機械が稼働し始め、物理的な環境が段ボールに攻撃を仕掛けてくるときには十分ではない。.
吸湿膨張耐性の実態
ほとんどのブランドチームは、温度・湿度管理された設計オフィスで設定されたスロット公差が、サプライチェーン全体を通して完全に一定であると想定している。彼らはテストライナーボードの絶対的な乾式キャリパーに頼り、画面上の形状が永久的なものであると信じ込んでいる。.
環境物理学は、あなたの完璧なデジタルファイルなど気にしないということを、私は身をもって学びました。 大規模なクラブストア展開 、私はボードの乾燥厚さに合わせて受入スロットを完璧に設計しました。現実の崩壊は共同梱包の現場で起こりました。多孔質の段ボール素材が 輸送中に周囲の海洋湿気を吸収し、物理的に膨張したのです13。スロットは信じられないほどきつくなり、組み立てチームはインターロック機構を無理やり押し込もうとするだけで、フルートを潰し、トップシートを引き裂き始めました。この問題を解決するために、私はデジタルパラメータを完全に再調整し、すべての構造テンプレートの受入スロットに0.04インチ(1 mm)の湿度バッファを必須として設計しました。この正確な公差調整により、タブが引っかかるのを防いだだけでなく、 共同梱包の組み立て時間をユニットあたり40秒短縮し14、クライアントの莫大な人件費を削減し、展開が遅れることなく小売店のフロアに届くことを保証しました。
| エンジニアリングソリューション | 身体的結果 | 財務/コンプライアンスROI |
|---|---|---|
| 0.04インチ(1mm)湿度緩衝材 | 湿気によるスロットの膨張による詰まりを防ぎます15 | 労働組立費用を削減 |
| 耐引裂性クリアランス | フルート同士が潰れるのを防ぎます16 | トップシート材の無駄をなくします |
| 動的スロット幅拡大 | 摩擦のない部品挿入を保証します | 展開スケジュールを遵守する |
環境緩衝材を基礎ラインに直接組み込むことは、湿度の高い倉庫環境における壊滅的な組立不良を防ぐ究極の防御策です。真の構造的信頼性は、平面理論ではなく、物理法則によって決まります。.
🛠️ ハーベイのデスク: 現在ご利用の段ボールサプライヤーのボードの正確な含水率と膨張許容値をご存知ですか? 👉 許容値レビューを依頼する ↗ — 24時間以内にすべての構造ファイルを私が個人的にレビューします。
結論
事前の見積もりに基づいてベンダーを選定するかもしれませんが、湿度の高い倉庫で温度変化によって膨張した段ボールに構造的な亀裂が生じると、組み立てラインの速度が推定30%低下し、発売スケジュールが大幅に遅れる可能性があります。500人以上のブランドマネージャーが、こうした致命的な初期段階のミスを回避するために、当社のプリプレスチェックリストを使用しています。テストされていない許容範囲で製品展開全体を危険にさらすのはやめて、生産開始前に致命的な物理的エラーを検出するために、私がお客様のファイルを無料のダイライン監査↗で直接チェックさせてください。
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。段ボールの折り目や折り畳みに関する研究では、有限の板厚によって中立軸を中心に歪みが分布する湾曲した折り目領域が形成されることが説明されており、平面図の形状において材料の厚みを考慮する必要性を裏付けています。証拠の役割:メカニズム、情報源の種類:紙。裏付け:厚い段ボール材料は90度の曲げ時に物理的な空間を占めるため、平面図では折り目の半径または厚みを考慮する必要があります。範囲に関する注記:これは一般的に曲げ力学の原理を裏付けるものであり、記事で説明されている特定のタブアンドスロットディスプレイ設計を直接テストするものではない可能性があります 。↩
「段ボール – Wikipedia」、 https://en.wikipedia.org/wiki/Corrugated_fiberboard。段ボールのフルート形状に関する参考文献では、Bフルートの板厚は約3mmと記載されていることが多く、この記事で示されている寸法例を裏付けています。証拠の役割:定義、情報源の種類:百科事典。根拠:Bフルートの段ボールの厚さは約0.12インチ、つまり3mmです。範囲に関する注記:正確な厚さは製造業者、ライナー重量、圧縮によって異なるため、この値は業界の慣例的な概算値として扱うのが最適です 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。段ボール設計または包装工学の情報源によると、折り畳み設計では、折り畳み中にライナーが割れたり破れたりしないように、ボードの厚み、フルートの形状、および曲げ半径を考慮する必要があると説明されています。証拠の役割:メカニズム、情報源の種類:研究。裏付け:Bフルートの折り畳みでは、トップシートの紙が破れないように、約0.12インチ/3mmの外径を考慮する必要があります。範囲に関する注記:これは設計メカニズムを裏付けるものですが、正確な0.12インチ/3mmの値は、ボードのグレード、フルートの形状、湿度、およびスコアリング方法によって異なる場合があります 。↩
「使い捨て食品包装材料を印刷用として使用する… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11022204/。時間動作研究、包装組立研究、または製造工学研究では、挿入トレイの適合性の向上、または入れ子部品の材料厚みの許容範囲に関連する労働時間の変化が報告されています。証拠の役割:統計;情報源の種類:論文。裏付け:入れ子挿入トレイ部品の材料厚みを考慮することで、手作業を30%削減できます。範囲に関する注記:情報源が同じトレイの形状、材料、および組立プロセスを直接研究していない限り、30%の削減は文脈固有のものである可能性が高いです 。↩
「ISO 19593-1 – 包装およびラベル業界向け処理手順」、 https://en.help.durst-group.com/a/1285130-iso-19593-1-processing-steps-for-the-packaging-and-label-industry。ISO19593-1および関連するPDF処理手順ガイダンスでは、裁断や折り目付けなどの製造工程を、目に見えるページアートワークとは別にエンコードする方法を説明し、視覚的なデザイン要素と機械可読な仕上げ指示との区別をサポートしています。証拠の役割:メカニズム、情報源の種類:機関。サポート:自動裁断装置は、目に見えるレイアウト線を解釈するだけでなく、構造化されたプリプレスデータに依存します。範囲に関する注記:これは一般的なプリプレスメカニズムをサポートしますが、個々の裁断テーブルとRIPワークフローでは、命名規則と処理規則の実装方法が異なる場合があります 。↩
「(PDF)アルミニウム押出技術 P Saha – Academia.edu」、 https://www.academia.edu/36395225/Aluminum_Extrusion_Technology_P_Saha。パッケージのプリプレスおよび印刷制作のガイダンスでは、一般的に、デザイナーはダイライン、カットライン、折り目ラインを別々の特色見本に配置するように指示されており、これにより、仕上げ作業を印刷されたアートワークから分離できます。証拠の役割:一般的なサポート、ソースの種類:教育。サポート:カットと折り目の指示は、通常のプロセスカラーのストロークではなく、ベクターアートワークの専用の特色として定義する必要があります。範囲に関する注記:特定の見本名とCMYKプレビューカラーは通常、ワークフローまたはベンダーに依存するため、ソースはこれらの正確な名前が普遍的であることを証明せずに特色の使用法をサポートしている場合があります 。↩
"[PDF] グラフィックコミュニケーション&プリント財団", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1169&context=grcsp。パッケージングのプリプレスガイドラインでは、通常、ダイカットまたは折り目指示を印刷アートワークから区別するために、名前付きスポットカラーに割り当てられたベクターパスを要求することで、通常のプロセスカラーのストロークが仕上げ指示ではなく印刷可能なアートワークと誤解される可能性があるという点を裏付けています。証拠の役割:メカニズム、情報源の種類:機関。裏付け:カットパスは通常、非印刷スポットカラーのベクターラインとして指定する必要があるため、カットラインに標準的な視覚的なCMYKブラックストロークを使用することは、プリプレスにおける初心者によくある間違いです。範囲に関する注記:これはワークフローの原則を概ね裏付けていますが、正確な命名規則と色の要件は、印刷業者またはダイメーカーによって異なります 。↩
"[PDF] グラフィックデザイナーのための印刷制作教育", https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download。プリプレスおよび印刷制作に関する資料では、PDF/ベクターアートワークは、フラット化されたラスター画像よりも編集可能なジオメトリ、テキスト、特色、および色分解をより確実に保持すると説明されており、ラスターのみのエクスポートでは制作前に追加のプリプレス修正が必要になる可能性があるという主張を裏付けています。証拠の役割:メカニズム、情報源の種類:教育。裏付け:適切な制作ファイルではなくフラット化されたラスター画像をエクスポートすると、プリプレスの問題が発生し、再作業が必要になる可能性があります。範囲に関する注記:情報源は追加作業の技術的な理由を裏付けるものですが、節約できる時間はジョブの複雑さと印刷会社のワークフローによって異なります 。↩
「食品パッケージ設計ツールとしての有限要素解析(FEA)の有効性…」、 https://www.academia.edu/37451324/The_efficacy_of_finite_element_analysis_FEA_as_a_design_tool_for_food_packaging_A_review。規格およびパッケージングエンジニアリングの参考文献では、エッジクラッシュテスト(ECT)を段ボールのエッジ方向の圧縮抵抗の尺度として定義し、構造パッケージ設計は制御されたスコア、スロット、および寸法許容値に依存すると説明しています。証拠の役割:メカニズム、情報源の種類:機関。裏付け:段ボールディスプレイ構造には、特に32 ECTボードを使用する場合、曲げ許容値やスロット許容値などのエンジニアリング制御が必要です。範囲に関する注記:これはECTと許容値のエンジニアリング上の関連性を裏付けていますが、それ自体ですべてのWebベースのグラフィックツールがこれらの機能を欠いていることを証明するものではありません 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。マッキー式などのモデルを含む段ボール包装の圧縮強度に関する研究では、耐荷重は板材の端面圧縮強度、曲げ剛性、構造形状に関連していることが示されています。証拠の役割:メカニズム、情報源の種類:論文。裏付け:段ボール製の小売ディスプレイが重い商品を支える能力は、アートワークの配置だけではなく、構造設計に依存します。範囲に関する注記:これは、特定の荷重に対する段ボール構造の設計に関する文脈的な裏付けを提供しますが、記述されている特定のディスプレイの200ポンドの耐荷重を直接検証するものではありません 。↩
"[PDF] 建設仕様書", https://www.dpo.uab.edu/sustainability/images/Documents/pdfs/blueprints/alabama-survivAL-specs.pdf。板紙パッケージ設計とダイラインエンジニアリングに関する資料では、タブ、フラップ、ロック機能は、材料の厚さ、折り畳み挙動、荷重経路を考慮して設計する必要のある構造部品であると説明されています。これは、純粋に視覚的なウェブ描画ではなく、目的に特化した構造設計が必要であることを裏付けていますが、すべてのウェブプラットフォーム設計が物理的に失敗することを証明するものではありません。証拠の役割:メカニズム、情報源の種類:教育。裏付け:ウェブプラットフォームでタブをネイティブに描画することは、物理的なパッケージで構造的な弱点や荷重崩壊につながる可能性があるため、初心者の間違いです。範囲に関する注記:文脈上の裏付け。情報源は、記事の特定のワークフローを直接テストするのではなく、構造パッケージングのメカニズムを説明する必要があります 。↩
"[PDF] グラフィックデザイナーのための印刷制作教育", https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download。プリプレスおよび印刷に関するガイダンスでは、一般的にラスター画像の解像度とベクター制作アートワークを区別し、低解像度のラスターファイルは高品質の印刷や型抜き制作には適さない可能性があると指摘しています。これは、不適切なラスターエクスポートにはプリプレス修正または再構築が必要になる可能性があるという主張を裏付けていますが、再構築の程度はプリンターのワークフローとジョブの複雑さによって異なります。証拠の役割: general_support; ソースタイプ: institution。裏付け: 低解像度のラスターエクスポートを送信することは、そのようなファイルは制作に適さず、プリプレス再構築が必要になる可能性があるため、初心者の間違いです。範囲に関する注記: 完全な再構築が常に排除されるという絶対的な主張ではなく、一般的なプリプレスのリスクを裏付けています 。↩
"[PDF] 圧縮に対する相対湿度の影響… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf。紙と段ボールの吸湿性に関する研究によると、相対湿度の上昇は水分含有量を増加させ、段ボールの寸法と厚さを変化させる可能性があり、湿度の高い輸送条件がスロットの嵌合を締め付けるメカニズムを裏付けています。証拠の役割:メカニズム、情報源の種類:紙。裏付け:多孔質の段ボール材料は輸送中に周囲の湿度を吸収して物理的に膨張し、スロットの嵌合に影響を与える可能性があります。範囲に関する注記:これは材料の一般的な挙動を裏付けていますが、記事で説明されている特定のフロリダの出荷を文書化していません 。↩
"[PDF] DFA", https://ocw.mit.edu/courses/2-875-mechanical-assembly-and-its-role-in-product-development-fall-2004/319a0f903d70a1a731d869d2a1c70c7c_class16_dfa04.pdf。組立性設計と手動組立に関する研究では、部品の嵌合、挿入の難しさ、および公差に関連する固着が組立時間の延長と関連付けられており、スロットクリアランスの増加が作業時間の短縮につながるという主張を裏付ける文脈的根拠を提供している。ただし、この情報源は、報告されている1ユニットあたり40秒の短縮を独自に検証するものではない。証拠の役割:メカニズム、情報源の種類:論文。根拠:公差調整によるスロットの固着の緩和は手動組立時間を短縮できるが、正確な40秒という数値は直接的な運用上の証拠を必要とする。範囲に関する注記:文脈的根拠のみ。正確な時間短縮には、社内時間調査、生産記録、または監査済みの事例データが必要となる 。↩
「段ボールの水分流動に対する応答:3次元有限要素法…」、 https://research.fs.usda.gov/treesearch/20229。紙板の吸湿性と寸法変化に関する材料科学の資料は、段ボールが水分を吸収して寸法が変化し、それがスロットやジョイントへの適合性に影響を与える可能性があるという前提を裏付けています。証拠の役割:メカニズム、資料の種類:紙。裏付け:0.04インチの湿度バッファーにより、水分による膨張が原因でスロットが詰まるのを防ぎます。範囲に関する注記:この資料は、水分膨張メカニズム全般を裏付けるものであり、必ずしも0.04インチのバッファー値やこの正確なスロット設計を裏付けるものではありません 。↩
「段ボールの端部圧縮抵抗の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。段ボール構造に関する技術文献は、フルート形状が圧縮強度に寄与し、過度の圧縮によってフルートが潰れたり崩壊したりして、ボードの性能が低下することを裏付けています。証拠の役割:メカニズム、情報源の種類:論文。裏付け:アンチティアクリアランスにより、段ボールのフルートが互いに潰れるのを防ぎます。範囲に関する注記:情報源はフルートの潰れメカニズムを裏付けていますが、指定された「アンチティアクリアランス」機能を直接評価しているとは限りません 。↩



