
あなたは小売ブランドに何千ドルも投資したとしても、もしパッケージがごく普通の茶色の配送用立方体のような見た目だったら、消費者はそれを素通りしてしまうでしょう。.
型抜きボックスは、特殊な鋼製テンプレートや自動化された工業用テーブルを用いて、カスタム形状、連結タブ、折り目などを打ち抜くことで作られる、精密に製造された包装ソリューションです。この拡張性の高いプロセスにより、平らな段ボール素材を、複雑で構造的に均一な3D小売ディスプレイへと変換します。.

しかし、基本的な定義を理解することは第一歩に過ぎません。 大型小売店、これらの特注構造物が工場で実際にどのように設計されているかを理解する必要があります。
型抜きボックスとは何ですか?
ほとんどのブランドオーナーは、特注ボックスとは単に折り畳まれた段ボールに素敵なロゴが印刷されているだけだと考えている。.
ダイカットボックスは、鋭利な鋼鉄製の刃を段ボールに打ち込んで成形する、高度にカスタマイズ可能な包装構造です。標準的なスロット付きカートンとは異なり、これらの特殊な容器は、複雑な角度、カスタム製品ウィンドウ、および外部梱包テープを不要にする安全なロック機構を作成するために、独自の構造テンプレートを必要とします。.
魔法は印刷機の中で起こるのではなく、数学と紙の原料繊維が出会う構造工学部門で起こるのだ。.
カスタムパッケージの裏に隠されたエンジニアリング
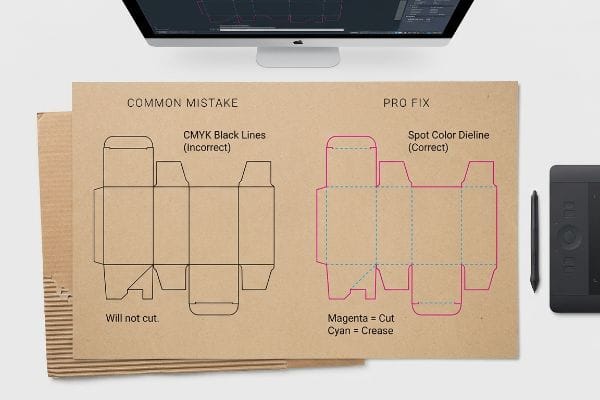
初心者の方は、画面上に描いたデジタル線が自動的に物理的なカットに変換されると思い込みがちです。よくある初心者のやり方は、まず美しい外装デザインを作成し、その上に標準的な黒い輪郭線を重ねて、箱を折り曲げたり組み立てたりする位置を示すというものです。.
この構造レイアウトを見て少し戸惑っているのは分かります。ベテランのグラフィックデザイナーでさえ、毎週同じ間違いを犯しているのを目にするからです。カスタムボックスのレイアウトを標準のCMYK(シアン、マゼンタ、イエロー、キー/ブラック)の黒線で描いたファイルを提出します。しかし、工場では、自動CAD(コンピュータ支援設計)カッティングテーブルは視覚的な黒インクを読み取りません¹ 。これらの線を絶対的な機械的特色²に割り当てないと、CNC(コンピュータ数値制御)マシンはカットラインをアートワークレイヤーに単純に統合してしまいます。その結果、物理的にカットされていない美しい印刷の段ボールが大量に届き、梱包チームはカッターナイフを探し回らなければならず、その間、ルーターブレードのけたたましい機械的な擦過音が背景で鳴り響くことになります。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| カットラインにはCMYKブラックを使用する | 100% マゼンタのスポットカラーを割り当てます | 原材料の無駄を防止します |
| 折り目は破線で表現する | 折り目部分にはシアンを100%割り当ててください。 | トップシートのひび割れを防ぎます |
| 構造設計よりも先にグラフィックデザインを行う | CADファイルを最下層に固定する | 構造的なずれを解消します |
私は常にプリプレス段階でこれらのファイルを処理して、基本的なストロークを機械的な特色に変換します。これにより、印刷されたアートワークを完璧な状態に保ちながら、機械の刃が確実にボードに接触するようにします。.
🛠️ ハーベイのデスク: あなたのアートワークの線がインクとして印刷されるのか、それとも物理的な構造形状としてカットされるのか分からない? 👉 ファイルをチェックさせてください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
ダイカットとクリカットの違いは何ですか?
多くの新興ブランドは、一般消費者向けの工作機械を使って、自社内で独自の小売構造のプロトタイプを作成しようと試みている。.
ダイカットとクリカットの主な違いは、工業規模にあります。クリカットは薄い素材用の軽量デスクトッププロッターとして機能するのに対し、業務用ダイカットは強力な機械的圧力や工業用自動テーブルを使用して、大量小売流通用の厚手の二重壁段ボールに力強く穴を開けます。.

デスクでプロトタイプを作成するのは素晴らしい創造的な作業だが、そのアイデアを500店舗展開規模に拡大するには、全く異なる種類の機械設備が必要となる。.
クラフトルームから工業的な大量生産へ
スタートアップ企業がデスクトッププロッターと軽量の厚紙を使って、ディスプレイの美しい縮小版(バージョン3)を作成するのは、ごく一般的な手法です。この完璧なミニチュアを次の役員会議に持参すれば、誰もがあなたがすぐにでも工場に赴き、何千台もの製品を大量生産できる状態にあると考えるでしょう。
私はその起業家精神を見るのが大好きですが、クライアントが薄っぺらい厚紙の試作品を渡してくると、いつも優しく現実に戻さなければなりません。一般消費者向けのプロッターは、平らな紙の上で小さな刃を滑らせるだけです。私の工場では、大手小売業者向けに24時間使える白いサンプルを製作する必要がある場合、巨大なコングスベルグのデジタルカッティングテーブルを使用します。これは単に刃を滑らせるだけではなく、高周波振動ツール4を使用して、密度の高い32ECT(エッジクラッシュテスト)の段ボールの溝を激しく切断しながら、甲高い金切り声を上げます。デスクトップマシンでは、厚さ0.12インチ5 (3mm)のボードの曲げ代を数学的に計算することはできません。そのため、クラフトファイルから工業用ダイラインに移行するには、多くの場合、構造を完全に再構築する必要があります。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 薄いカードストックにデザインする | 実際のテストライナー上のプロトタイプ6 | 正確な耐荷重を保証します |
| 板の厚さを無視する | パラメトリック曲げ許容値を適用する7 | 摩擦のない組み立てを可能にする |
| 2Dクラフトファイルを直接スケーリングする | プロ仕様の3Dソフトウェアで再構築 | 構造物の座屈を防ぐ8 |
私はいつも、これらの試作品をまず工業用サンプルテーブルでテストし、厚みのある波形素材が実際に曲がってしっかりと固定されることを確認してから、量産用の金型に1ドルでも費やすようにしています。.
🛠️ ハーベイのデスク: 頑丈な工業用段ボールに切り替えた際に、デスクトッププロトタイプが突然歪んでしまうのではないかと心配ですか? 👉 白いサンプルをリクエスト ↗ — 安全にダウンロードしてください。ご質問があれば、後ほどメッセージでお問い合わせください。
なぜそれらはダイカットと呼ばれるのですか?
商業印刷施設に一度も足を踏み入れたことがない人にとっては、専門用語は非常に分かりにくく感じられるかもしれません。.
ダイカットと呼ばれるのは、製造工程で物理的な「金型」、つまり鋭利な鋼鉄製の刃と鈍い折り目が埋め込まれた特殊な木製板を使用するためです。この特注の金型は、巨大なクッキー型のように機能し、極度の圧力で平らな材料を精密に型抜きして、機能的な構造形状に成形します。.

ほとんどのブランドマネージャーは、自社製品の箱を製造する物理的な金型を実際に目にすることがないため、これらの構造がどのように複製されていくのかについて、大きな誤解が生じている。.
スチールルールダイの物理的実像
パッケージングキャンペーンのために一度限りの金型費用を支払う場合、永久に使える、壊れない金属製の金型を購入できると考えがちです。購入者は、3年後に全く同じ構造ファイルを使用しても、精度や組み立て速度が損なわれることはないだろうと期待することがよくあります。.
生産現場にご案内して、古い金型を再利用しようとしたときに実際に何が起こるかをお見せしましょう。あなたの「金型」は頑丈な鋼鉄ではなく、未加工の多孔質合板に手作業で打ち込まれた金属刃のマトリックスです。調達チームが、湿度の高い倉庫に8か月間放置されていた金型を再利用してコスト削減を図ろうとすると、私は惨事が起こるのを目の当たりにします。木製のベースは湿気を吸収してほんのわずか数ミリ反り、刃の位置がずれてしまいます。機械式プレス機の重く轟く音が板に当たると、きれいにスライスされません。紙の端はギザギザになり、ロックタブの位置もずれてしまい、共同梱包チームが折り畳むのに2倍の時間がかかり、最終的には人件費の利益が損なわれます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 古い木製の型抜き板を再利用する | 新しいツールプロトコルを実装する | 切れ味抜群のきれいな刃先を実現します |
| 湿度の高い場所での金型の保管 | バッチごとに新しい金型をレーザーで焼き付ける | タブのずれを防ぎます |
| 刃の鈍化を無視する | 新しいスチールルールブレードを義務付ける | 共同梱包時間を大幅に短縮 |
私は、新たな金型製作手順を義務付け、量産ごとに真新しい金型基板をレーザーで焼き付けることで、この劣化リスクを完全に排除し、箱が完璧に折り畳まれることを保証します。.
🛠️ ハーベイのデスク: 古い箱の再注文品の角が突然破れたり、フルフィルメントチームの組み立てに時間がかかったりしていませんか? 👉 ツール監査を受けましょう ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
型抜き加工とはどのようなものですか?
モニターに映し出された美しい3Dデジタルレンダリングを見ると、実際の製造工程も同様にクリーンで予測可能なものになるだろうとつい考えてしまいがちです。.
型抜きは、切断用の連続した外周と折り曲げ用の内側の凹みが特徴的な、大きくて平らな幾何学的なパズルのような形状をしています。組み立て前に見ると、正確なロックタブ、戦略的に配置されたスロット、そして印刷されたアートワークが構造上のあらゆる縁にシームレスに巻き付くように設計された広い裁ち落としマージンが確認できます。.
しかし、理論を知っているだけでは、機械が稼働し始め、巨大な材料のシートがコンベアベルト上を実際に移動し始めると、十分ではない。.
工場現場で標準印刷マージンが機能しない理由
多くのグラフィックデザイナーは、カスタムパッケージのファイルにも、通常0.125インチ(3.17mm)程度の標準的な商業印刷の裁ち落としマージンを適用しています。彼らは、名刺や薄いパンフレットの印刷に使われるルールが、厚手の段ボール製の小売用パッケージにも安全に適用できると考えています。
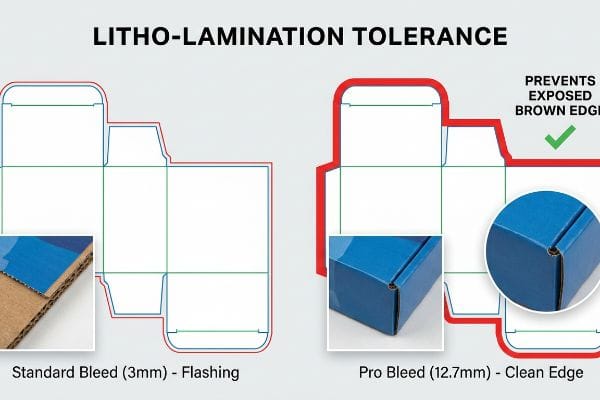
デジタルラボでデザインファイルを完璧に仕上げるのは簡単ですが、5,000個の小売店向け展開におけるリソラミネート加工を監督する際の厳しい現実があります。私の施設では、購入者が自動接着機の機械的な許容誤差を無視したために、美しくデザインされたファイルが盛大に失敗するのを日常的に目にします。リソラミネート加工では、印刷されたトップシートを、湿ったPVA(ポリ酢酸ビニル)接着剤を使用して厚い段ボールに貼り付けます。高速マウント中に物理的なずれを測定すると、紙は必然的にずれます。標準的な3mmのブリードでは全く不十分です。湿った接着剤の粘着抵抗によってシートが引っ張られ、突然、印刷領域外にダイが当たってしまいます。その結果、「フラッシング」と呼ばれる、見苦しい茶色の段ボールの端が高級 化粧品ディスプレイ、ブランド価値を瞬時に損なうことになります。
先月、プリプレスアライメントデータを取り出して、クライアントに別の工場を探す必要はないことを証明しました。必要なのは、物理的な裁断線からわずか0.5インチ(12.7mm)という極めて厳格な最小裁ち落としマージンだけだったのです。この積極的な裁ち落としマージンを強制することで、ラミネート加工時のずれのリスクを数学的に排除し、バリの発生を完全に防ぎ、品質管理検査で15%もの不良率が発生するという深刻な事態を回避できました。.
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な3mmのブリードを使用 | 最小12.7mmのブリードを強制する12 | 露出した茶色の段ボールを隠す |
| ラミネート機のシフト13を無視する | 芸術をあらゆるスコアラインを超えて拡張する | ブランドグラフィックをそのまま維持します |
| 切断面に直接印刷する | 設計された安全網を構築する | 小売店での品質管理による拒否をなくします |
この大きな裁ち落としの基準を満たさないプリプレスファイルは厳格に拒否します。そのため、デザインチームは背景を引き伸ばして、キャンペーンが自動製造の物理的な現実に耐えられるようにする必要があります。.
🛠️ ハーベイのデスク: 現在お使いのデザイナーのアートワークファイルは、高速リソラミネート加工に耐えられるだけの十分な機械的安全マージンを備えているかご存知ですか? 👉 ダイラインファイルを送ってください ↗ — 大量生産に予算を無駄にする前に、私が計算をストレステストします。
結論
より安価なベンダーを選ぶこともできますが、リソグラフィとラミネート加工のずれによって高級棚ディスプレイで段ボールの端が露出してしまうと、小売業で大きな摩擦が生じ、組立ラインの速度が推定30%低下し、キャンペーンの利益率が瞬時に失われてしまいます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書そのものです。機械的な公差を推測するのはやめて、私があなたの構造ファイルを 無料のダイライン監査↗ 、発売前に致命的なエッジエラーを検出させてください。
「CMYK vs. スポットカラー vs. シミュレーションプロセス印刷」、 https://www.screenprinting.com/blogs/news/cmyk-vs-spot-vs-simulated-process-whats。[デジタルカッティングプロッターの技術マニュアルでは、機械はCMYKインク値ではなく、指定されたスポットカラーによってカットパスを識別すると規定されています]。証拠の役割:技術仕様、情報源の種類:ハードウェアマニュアル。裏付け:CADテーブルが視覚的な黒をカットコマンドとして認識できないこと。範囲に関する注記:自動デジタルカッティングシステムに特有 。↩
「ダイカットとは?ラベル印刷におけるダイカット工程」、 https://www.bluelabelpackaging.com/blog/die-cut-mean/。[構造パッケージ設計に関する業界ガイドでは、カットラインと折り目をCNC機械に伝えるために、独自のスポットカラー指定を使用することを説明しています]。証拠の役割:技術標準、情報源の種類:業界ガイド。サポート:生産ファイルにおける機械的なスポットカラー割り当ての要件。適用範囲に関する注記:プロフェッショナルなプリント・トゥ・カットワークフローに適用されます 。↩
「インタラクティブ・リテール向けディスプレイ構造設計…」、 https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/。[パッケージングの工業デザインガイドでは、初期段階のコンセプト検証に低忠実度の物理プロトタイプを使用することがしばしば規定されています。証拠の役割:手順検証。情報源の種類:業界マニュアル。サポート:設計検証のための縮小プロトタイプの使用。適用範囲に関する注記:小売ディスプレイ開発の概念段階に適用されます。] ↩
「Kongsberg Ultimate – …のための最も生産性の高い切断ソリューション」、 https://www.kongsbergsystems.com/en/cutting-systems/tables/ultimate/overview。[産業機器メーカーの技術文書は、高密度波形基材の切断に振動工具を使用することを裏付けています。] 証拠の役割:技術仕様書、情報源の種類:メーカーマニュアル。サポート:消費者向け切断機構と産業用切断機構の区別。適用範囲に関する注記:ハイエンドデジタル切断テーブルに特化 。↩
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[包装工学規格では、折り畳み工程における材料の厚みを考慮した曲げ許容値の計算式が規定されています。] 証拠の役割:技術的指標、情報源の種類:業界標準。裏付け:試作品から工業生産への移行時に構造再構築が必要となること。適用範囲に関する注記:段ボールおよび高耐久性板材に適用可能 。↩
「テストライナー紙|Inviker」、 https://inviker.com/en/paper-packaging/testliner-paper/。[段ボール製造の業界標準では、構造的完全性と耐荷重性を検証するために、試作時に実際のライナー重量を使用することが義務付けられています]。証拠の役割:業界標準、情報源の種類:製造ガイドライン。裏付け:カードストックではなく、生産グレードの材料で試作することの利点。範囲に関する注記:段ボールの外層を指します 。↩
「SOLIDWORKSチュートリアル – 板金を使用した段ボール箱」、 https://www.youtube.com/watch?v=OLcQhg5W5IY。[包装に関する技術マニュアルでは、材料の厚さに基づいて曲げ代を計算することが、正確な折り畳みとフィットに不可欠であることを説明しています]。証拠の役割:技術仕様書、ソースの種類:エンジニアリングマニュアル。サポート:摩擦のない組み立てを保証するためのパラメトリックな許容値の要件。適用範囲に関する注記:特に剛性または半剛性の基材に適用されます 。↩
「3D構造物の曲げ、座屈、自由振動挙動の予測」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8745964/。[構造解析ガイドでは、3Dモデリングは2Dスケーリングでは無視される材料応力と体積制約を考慮し、座屈のリスクを低減することが示されている]。証拠の役割:技術的正当性、情報源の種類:構造工学ガイド。裏付け:2D設計ファイルをプロフェッショナルな3Dソフトウェアで再構築する必要性。範囲に関する注記:耐荷重性のある小売ディスプレイ構造に焦点を当てている 。↩
「スチールルールダイス101:概要、用途、利点」、 https://fremontcuttingdies.com/steel-rule-dies-101-intro-uses-benefits/。[ダイカット製造に関する技術ガイドでは、スチールルールダイスの物理的な構造、合板へのスチールルールの埋め込みについて説明しています]。証拠の役割:事実の検証。情報源の種類:技術マニュアル。資料:建築材料。範囲に関する注記:スチールルールダイスに焦点を当てています 。↩
「木材接合部における硬質接着剤と軟質接着剤の性能…」、 https://research.fs.usda.gov/treesearch/30498。[材料科学文献によると、多孔質合板は湿気にさらされると吸湿膨張と反りを起こすことが確認されている]。証拠の役割:因果関係の説明。情報源の種類:工学教科書。裏付け:湿度が工具に及ぼす影響。範囲に関する注記:金型に適用される一般的な合板の挙動 。↩
「どれくらいの裁ち落とし幅が必要か、どうやって判断すればいいですか?」、 https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。[プロの印刷マニュアルやグラフィックデザインの標準規格では、トリミングのばらつきを考慮して、商業印刷プロジェクトの基準となる裁ち落とし幅として0.125インチが指定されています]。証拠の役割:業界標準、情報源の種類:技術ガイド。根拠:0.125インチの裁ち落とし幅の共通性。適用範囲に関する注記:2D印刷の標準であり、大判印刷では異なる場合があります 。↩
「なぜブリードが重要なのか? – 上海DE Printed Box」、 https://www.deprintedbox.com/blog/why-bleed-important-in-printing/。業界の包装規格では、厚手の基材の型抜き時の見当ずれを補正するために、最小ブリード幅が規定されています。証拠の役割:技術仕様、情報源の種類:業界標準。根拠:ブリードマージンの増加に関する推奨事項。適用範囲に関する注記:特に大型段ボールディスプレイに適用されます 。↩
「印刷におけるレジストレーションとは?許容誤差 – Sticky Business」、 https://www.stickybusiness.com/blog/what-does-registration-shift-mean。工業用ラミネート機械の技術文書では、フィルム貼付中に発生する固有の機械的ドリフトと基材のずれについて説明しています。証拠の役割:技術的メカニズム、情報源の種類:機械文書。サポート:スコアラインを超えてアートワークを拡張する必要性。範囲に関する注記:ずれのばらつきは、機械の精度と材料の張力に依存します 。↩



