
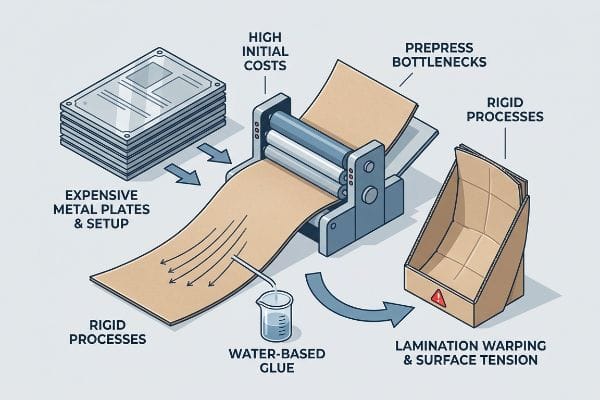
小売店向けディスプレイに従来型のリソグラフィーに完全に依存している場合、サプライチェーンは潜在的な化学的ストレス、大規模なプリプレス工程のボトルネック、そして固定的なセットアップコストにさらされることになります。
リソグラフィー印刷の欠点としては、初期設定コストが高いこと、高価な金属版が必要なこと、そして湿式接着工程が必須であることが挙げられる。リソグラフィーラミネート加工では、広い紙板表面に水性接着剤を使用するため、非常に大きな表面張力が発生し、工場で精密な重りを用いて丁寧に硬化させないと、構造的な完全性が損なわれる可能性がある。.
オフセット印刷は紛れもない視覚的な忠実度を実現する一方で、その物理的な限界を理解することが、高品質なグラフィックが頑丈な段ボール構造を破壊してしまうのを防ぐ唯一の方法である。.
リソグラフィーの欠点は何ですか?
主な弱点はインクではなく、濡れた紙を硬いフルート構造に組み合わせるという、その構造上の問題そのものにある。.
リソグラフィーの欠点は主に構造的な積層構造上の問題に起因する。リソグラフィー印刷機は別個のトップシートに印刷するため、波形基板に貼り付けるには水性ポリ酢酸ビニル接着剤が必要となり、ディスプレイボード全体が深刻な吸湿、繊維の膨張、機械的なカールにさらされることになる。.
デジタル校正の理論的な美しさを過ぎると、工場の現場は湿式ラミネート加工の残酷な化学的現実を露わにする。.
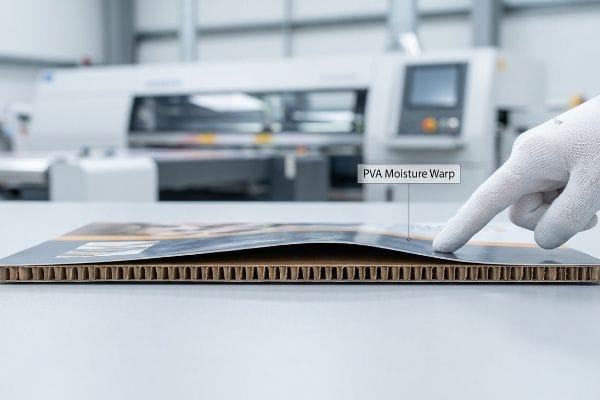
PVAの湿気による反り歪み
クライアントのディスプレイプログラムを監査する際、ブランドがリソラミネート加工の化学的現実を完全に無視しているケースをよく目にします。彼らは、高解像度で印刷されたシートを硬質の段ボールに貼り付ければ、完全に平らな構造パネルができると思い込んでいます。しかし、従来のリソプロセスでは、広範囲にわたって水性PVA(ポリ酢酸ビニル)接着剤1を使用することが必須であることを忘れています。適切なエンジニアリングが行われないと、この水分が紙の繊維ネットワーク2を侵食し、型抜き工程が始まる前に構造的な剛性を損なってしまうのです。
私の施設では、調達チームがグラフィック効果を最大限に高めるために、化学張力を完全に無視して、高さ60インチ(152.4cm)の巨大なサイドパネルをリソグラフィーで印刷することを日常的に要求しています。これは単なる理論ではなく、湿ったPVA接着剤が工場の空気中で硬化する際に、試験現場で実際に起こっているのを目にしています。接着 剤が収縮し、巨大な表面張力3 が発生し、標準的なシングルウォールテストライナーがポテトチップスのように激しく内側に湾曲し、 垂直荷重容量が4.2%も低下する4。 調達チームが過度に単純化されたスプレッドシートの修正を許可してくれた後、私は厳格な硬化重量プロトコルを導入しました。新しくラミネートされたボードを正確なデッドウェイトの圧力ボードの下に24時間積み重ねて平坦な硬化を強制し、ポリマー張力に対抗するためにバランスの取れたデュプレックスボード構造を導入しました。この内反を解消することで、構造的な角の垂直方向の強度を完全に維持し、重心の高い陳列棚が倒れるリスクを排除し、顧客が小売店から即座に返品手数料を請求される事態を防ぐことができました。同時に、反りのない平らな段ボール箱1つで、完全に組み立てられた硬質ディスプレイ4つのコンテナを置き換えることができるという、大規模なフラットパック物流の効率性も維持できました。
| メトリック/フィーチャー | 汎用リソグラフィーアプローチ | 人工現実 |
|---|---|---|
| 接着剤の硬化 | 自然乾燥、常温硬化 | 24時間デッドウェイトプレス5 |
| 表面張力 | 無視すると、板が反ってしまう。6 | バランスの取れたデュプレックスバックライナー |
| エッジクラッシュ歩留まり | 水分ストレス下で滴下 | ECTの効力を100%維持7 |
私は、湿式化学処理によって物理法則が破壊されることを断固として拒否します。PVA接着剤の張力によって、出荷ドックに到着する前に頑丈な小売用陳列什器が永久的に歪んでしまうようでは、高品質のリソグラフィー印刷も全く無価値です。.
🛠️ ハーベイのデスク: 背の高いリソラミネート加工のサイドパネルが密かに内側に湾曲し、動的荷重容量を低下させていませんか? 👉 無料の構造平面度監査をご依頼ください ↗ — すべての構造ファイルを24時間以内に私が直接確認します。
版画と石版画、どちらが良いでしょうか?
デジタル印刷と従来型のリソグラフィーのどちらを選ぶかは、小売キャンペーンの規模と市場投入までの必要スピードによって決まります。.
標準的な印刷とリソグラフィーを比較するには、その技術的な目的が重要になります。リソグラフィーは、エッチングされた金属版とオフセットシリンダーを使用することで、大量生産において比類のない高忠実度の色再現性を実現します。一方、ボードへの直接印刷は、UV硬化型液体ポリマーを使用するため、セットアップ時間を不要にし、小ロット印刷において極めて高い柔軟性を発揮します。.

適切な物流上の選択をするためには、マーケティング用語を取り除いて、インクが段ボール基材と物理的にどのように相互作用するかを具体的に検討する必要があります。.
即時重合の利点 vs. 高忠実度標準
製造の観点から厳密に言えば、従来のリソグラフィーラミネートと直接板紙UV(紫外線)デジタル印刷は、まったく異なる機械的方程式を解決します。リソグラフィーでは、独立したコーティングされたトップシートに極薄のインク層を塗布し、それを後で段ボールのフルート構造に接着することで、数万個のユニットにわたって最大の光沢と絶対的なデルタE色の一貫性を保証します8。しかし、最新のデジタル印刷では、液体インクを段ボールのテストライナーに直接噴射することで、二次ラミネート工程を完全に省略します9 。
根本的な技術的違いは、硬化化学とツール要件にあります。 オフセットリソグラフィーでは、高価なカスタムエッチングアルミニウム版10 と湿式PVA接着剤が必要となるため、プリプレス工程で大きなボトルネックが生じますが、大量生産の小売向け展開では単位あたりのコストを大幅に削減できます。一方、 フラットベッドデジタル印刷では、瞬時の重合反応11。特殊なプリントヘッドが液体インクを噴射し、UVライトアレイがインクが多孔質ボードに当たった瞬間に、そのインクを固体で耐久性のあるポリマーフィルムに硬化させます。これにより、インクが紙の繊維に染み込むのを完全に防ぎ、二次コーティングされたトップシートを必要とせずに鮮明な画像が得られます。金属版や接着剤の乾燥時間が不要になるため、この直接ボード印刷方式は比類のない柔軟性を提供し、エンジニアは湿式ラミネート加工に伴う化学的反りのリスクを完全に回避しながら、限定生産の構造ディスプレイを迅速に試作・製造できます。
| メトリック/フィーチャー | リソラミネーション | UVデジタルフラットベッド |
|---|---|---|
| ツールコスト | 初期金属プレート | プレートの物理的なコストはゼロです12 |
| 基質プロセス | コーティングされたシートをボードに接着 | 機体直結ジェット噴射 |
| 硬化メカニズム | 蒸発式水分乾燥13 | 瞬間UV重合14 |
私は常に、購入者の方々に、印刷方法をサプライチェーンのスピードに合わせて調整するようアドバイスしています。大量印刷でブランドの色彩を厳密に守るにはリソグラフィーラミネート加工を用い、スピードが重要な場合はUVデジタル印刷を採用するべきです。.
🛠️ ハーベイのデスク: 現在の印刷方法では、最低発注数量が上がり、迅速なプロモーション展開が阻害されていませんか? 👉 無料の印刷方法評価をお試しください ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
リソグラフィーはデジタル印刷より優れているのか?
どちらか一方が優れていると断言するのは罠だ。リソグラフィーは量産による経済性では勝るが、物理的な型抜き工程において、機械的な公差に関する大きなリスクを伴う。.
はい。リソグラフィーは、大量生産における色の一貫性という点ではデジタル印刷よりも優れていますが、製造上の許容誤差はデジタル印刷よりもはるかに大きくなります。リソグラフィーでは、印刷済みのシートを厚い波形の台紙に物理的に接着するため、機械的なラミネートのずれが生じやすく、端が露出しないように十分な余白が必要になります。.
グラフィックデザイナーがコンピューターモニター上で構想したものが、リソグラフィーラミネート加工機の混沌とした高速な現実世界にスムーズに反映されることは稀である。.
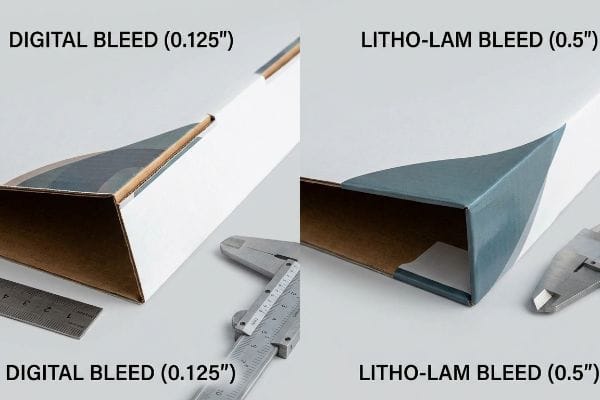
リソシフトブリード義務
構造プリプレスファイルを評価する際、商業グラフィックデザイナーが標準的な0.125インチ(3.17 mm)のデジタル印刷の裁ち落としを厚手の段ボールディスプレイの型抜きに適用しているのをよく見かけます。彼らは、リソラミネートされたトップシートは、ボードに直接印刷されたデジタル印刷とまったく同じ微細な精度で型抜きできると考えています。彼らは、濡れた紙を厚手の段ボールに押しつぶして接着する物理的なプロセスには、必然的に自動マウント機械が関与し、 標準的なデジタル印刷では完全に回避されるはるかに広い物理的なドリフト許容範囲が生じることを決定的に誤解しています15。
これは単なる理論ではありません。昨年、主任プリプレスエンジニアのマークに、クライアントの標準デジタルダイラインを使用して複雑な連結式フロアディスプレイの試作を依頼した際に、私は苦い経験から学びました。問題は、取り付けフロアで発生しました。デザインは、自動ラミネートベルト16の機械的な滑りを完全に無視し、ごくわずかな商用ブリードマージンに依存していました。私は、スチールルールダイが厚手のボードを突き破る際の耳障りで繰り返されるカチカチという音をはっきりと覚えています。その後すぐに、接着中にトップシートがわずかにずれていたことに気づきました。結果として、ひどいバリが発生しました。メインヘッダーの目立つ90度の折り目に沿って、醜い茶色の紙の端が露出してしまったのです。これを修正するために、私はすぐにジョブをRIP(ラスターイメージプロセッサ)ソフトウェアに戻し、ラミネートベルトの機械的なずれを数学的に再計算し、すべての物理的なカットラインの先にこの大規模で必須の裁ち落としは、ラミネートのずれを防ぐための設計上の安全網として機能し、印刷されたグラフィックがすべての端を完璧に包み込むことを保証し、0.5インチ(12.7 mm)の厳密な最小ブリードマージン17を設計しました。高級化粧品の発売時に小売店による100%の拒否率を引き起こす可能性のある視覚的な欠陥を防ぎます。
| メトリック/フィーチャー | 一般的なデジタルブリード | リソラムリアリティ |
|---|---|---|
| ブリードマージン | 0.125インチ(3.17mm)18 | 最小0.5インチ(12.7mm)19 |
| エッジカバレッジ | シートシフト中に故障する | 100%視覚的なエッジラップ |
| 機械公差 | 静的マイクロ精度 | 動的積層ドリフト20 |
私はプリプレスラボで時間とお金を惜しみなく費やしていますが、それはあなたが店頭で利益を損なわないようにするためです。ラミネート加工機の機械的なずれには十分注意を払い、致命的な視覚的欠陥を防がなければなりません。.
🛠️ ハーベイのデスク: 代理店のデザイナーが、大規模な小売店向けディスプレイ展開において、リソシフトエッジフラッシュを誤ってハードコーディングしていませんか? 👉 無料のプリプレスダイライン公差チェックを申し込む ↗ — 中間のアカウントマネージャーは不要です。構造エンジニアと直接話せます。
リトグラフ用の石版は何回使用できますか?
歴史的な石版印刷では耐久性のある石灰石が用いられていたが、現代の波形板製造では、急速に劣化するアルミニウム板と多孔質の木製型が用いられており、これらは決して永久に使えるものではない。.
現代のリソグラフィー用具は、永久に使い続けることはできません。歴史的な石版は再利用可能でしたが、現代の工業用波形リソグラフィーでは、薄いアルミニウム製の印刷版と木製の鋼製定規ダイが使用されています。これらの非常に繊細な構造を持つツールは、微細な摩耗、周囲の湿気による反り、刃の疲労などによって深刻な影響を受けやすく、小売品質を維持するためには頻繁な交換サイクルが必要となります。.

製造に必要な物理的なツールの寿命を延ばして初期費用を少し節約しようとするのは、大量販売に向けた小売展開を台無しにする最も手っ取り早い方法です。.
工具劣化の落とし穴
長期ディスプレイ供給契約を精査する際、調達チームが、標準的な工具費を回避するために、私の施設が複数の季節ごとの再注文でまったく同じリソグラフィープレートと構造切断金型を再利用することを要求してくることが頻繁にあります。彼らは製造ツールを、積極的に劣化していく物理的な部品ではなく、永久的で破壊不可能な資産として扱います。彼らは、標準的なスチールルール金型が未加工の合板21に埋め込まれていること、オフセットアルミニウムプレートが高速で研磨性の高いシート送り作業中に微細な表面傷22を受けるという物質的な現実を無視しています。
私の工場では、空調管理されていない倉庫の環境物理学を全く考慮せず、半年前の金型を使って3回目、4回目の再発注を要求してくるバイヤーを日常的に目にします。これは単なる理論上の話ではなく、工場内の湿度を半年も吸収してきた古い多孔質の木製ダイボードを取り出してテストすると、実際にこのようなことが起こります。木材は物理的に膨張して反り、鋼製の折り目付けブレード23を正確な90度の位置に押し出します。デジタルマイクロメーターで最初の打刻出力を測定すると、主要な荷重支持折り目24に0.04インチ(1.01 mm)という致命的なずれが見つかり、ボードの構造的な圧縮抵抗がすぐに危険にさらされます。調達チームが時代遅れのコスト削減方針を放棄することを許可してくれた後、私は新しい金型の使用を義務付けるプロトコルを導入しました。主要な生産バッチごとに、新品の鋼製ルールダイをレーザーで焼き付け、新しいオフセットプレートをエッチングすることを厳格に指示しています。新鮮な金属に一切妥協しないことで、極めて高い切断精度を保証し、摩擦のない完璧な直角タブロックにより、最終的な共同梱包組立時間を最大25%短縮します。
| メトリック/フィーチャー | 古い工具を再利用 | 最新ツールプロトコル |
|---|---|---|
| 金型ベース材料 | 湿気で反った合板25 | レーザーカットされたばかりのボード |
| ブレードアライメント | 深刻な機械的ずれ26 | 絶対真ゼロ偏差 |
| タブアセンブリ | 高摩擦、引き裂き | 摩擦のない、すっきりとしたタブロック27 |
古びた木材の歪みが、頑丈な陳列ケースの構造的な耐久性を左右するようなことは決して許しません。新しい金属加工工具への投資は、必須の保険であり、オプションの費用項目ではありません。.
🛠️ ハーベイのデスク: 現在のサプライヤーは、湿気で歪んだカッティングダイをこっそり再利用して、段ボール製ディスプレイの組み立て速度を妨害していませんか? 👉 無料の構造健全性ツール監査をリクエストしてください ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
結論
湿ったPVAの水分張力、機械的なラミネートのずれ、劣化した金型の反りといった厳しい物理的現実を無視すると、販売員が店舗に到着する前に、配送ROIが著しく低下してしまいます。まさにこのエンジニアリングレビューによって、最近、大規模な全国展開において、生産前に致命的な2mmの公差エラーが発見されました。目に見えない製造公差によってキャンペーンが台無しになるのを許さないでください。私の 無料Liso-Lamプリプレスおよび金型監査↗ 、摩擦のない共同梱包と完璧な小売実行を数学的に保証します。
「水性ラミネーション|低臭気フレキシブルパッケージ」、 https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOooKg4cBx0YDUfj315v5U088Gb2s9fknKx50qXgmy2HQ5MJ_APtl 。[リソラミネーションの業界標準では、印刷されたライナーを段ボールに接着するために水性ポリ酢酸ビニルが必要であると規定されています]。証拠の役割:技術仕様、情報源の種類:包装業界標準。サポート:リソグラフィーの化学的要件。適用範囲に関する注記:従来の湿式接着方法 。↩
「繊維組成と乾燥条件が曲げ剛性に及ぼす影響…」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-fiber-composition-and-drying-conditions-on-the-bending-stiffness-of-paper/。[材料科学研究では、水性接着剤からの水分がセルロース繊維に浸透し、膨潤を引き起こして構造剛性を低下させる仕組みが説明されている]。証拠の役割:因果メカニズム。情報源の種類:材料科学ジャーナル。裏付け:水分による繊維劣化。適用範囲に関する注記:セルロース系紙基材に適用 。↩
「適切な方法で段ボールの反りを解消する…」、 https://www.linkedin.com/posts/dancan-biari-53a135163_corrugated-packaging-cardboard-activity-7435791310604820480-L0io。[ポリ酢酸ビニルの化学特性データシートには、水の蒸発中に基材に機械的応力を誘発する収縮プロセスが記載されています]。証拠の役割:機械的説明。情報源の種類:化学特性データシート/材料科学ジャーナル。裏付け:反りの根本原因。範囲に関する注記:水性接着剤に特有 。↩
「段ボールのエッジクラッシュテストにおける全視野測定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/。[段ボールの性能に関する技術報告書は、接着剤による反りとエッジクラッシュテスト(ECT)値の低下との相関関係を検証するだろう]。証拠の役割:定量的検証。情報源の種類:技術標準/業界報告書。裏付け:PVA収縮が構造強度に及ぼす影響。適用範囲に関する注記:T811試験に特有 。↩
「段ボール用接着剤の調製 – Pkg Solutions」、 http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php。[リソラミネーションの技術エンジニアリングガイドでは、PVA接着剤が反りなく安定するために必要な時間と圧力が規定されています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。サポート:剛性フルート構造のための最適化された硬化プロセス。適用範囲に関する注記:ハイエンドのエンジニアリング段ボールソリューションに適用されます 。↩
「…を用いた段ボールの幾何学的特徴の識別」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10346967/。[吸湿膨張に関する材料科学文献では、水分塗布による表面張力の不均衡が複合板の湾曲を引き起こす仕組みが説明されている]。証拠の役割:因果メカニズム;情報源の種類:学術教科書。裏付け:一般的なリソグラフィーにおける反り歪みの原因。範囲に関する注記:溝付き媒体への湿式紙塗布に特有 。↩
「…を用いた段ボールのエッジクラッシュ抵抗の推定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。[TAPPIまたはASTMの標準化された試験データは、さまざまな接着剤硬化条件下でのエッジクラッシュテスト(ECT)強度保持のベンチマークを提供する]。証拠の役割:性能指標。情報源の種類:技術標準。サポート:エンジニアリング段ボールの構造的完全性。範囲に関する注記:エッジクラッシュテスト指標に特に関連する 。↩
「デジタル印刷とオフセット印刷:違いは何? – Solopress」、 https://www.solopress.com/blog/print-inspiration/digital-vs-lithographic-printing-whats-the-difference/。[業界の技術マニュアルや色彩科学論文では、オフセット印刷はデジタル印刷よりも大量生産においてデルタEのばらつきが小さいことが検証されている]。証拠の役割:技術的検証、情報源の種類:技術標準。裏付け:色の一貫性におけるオフセット印刷の優位性。適用範囲に関する注記:特に大規模な工業生産に適用 。↩
「段ボール包装に最適な印刷プロセスとは?」、 https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging。[デジタル印刷機メーカーの技術仕様書によれば、板紙への直接UV印刷では、別途コーティングされたトップシートは不要であることが確認されている]。証拠の役割:プロセス検証、情報源の種類:メーカーの技術仕様書。サポート対象:デジタル印刷ワークフローの効率性。範囲に関する注記:板紙への直接UV印刷技術に限定 。↩
「オフセット印刷の版はどのようなものですか? – Rotatek」、 https://rotatek.com/plates-offset-printing/。[印刷技術に関する権威ある情報源であれば、オフセットリソグラフィーで使用される具体的な版材と化学エッチング工程を詳しく説明するはずです]。証拠の役割:事実の検証。情報源の種類:業界ハンドブック。裏付け:リソグラフィーの高いプリプレスコストと複雑さ。範囲に関する注記:従来のオフセット印刷規格を参照 。↩
「紫外線硬化型自己修復ポリマーの研究進捗状況…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10748115/。[UV硬化インクに関する技術文書では、液体モノマーがUV照射によって固体ポリマーフィルムに変換される光化学反応について説明されている]。証拠の役割:技術的メカニズム、情報源の種類:材料科学ジャーナル。サポート:ボードへの直接印刷の速度と耐久性。範囲に関する注記:UV硬化型デジタルシステムに特有 。↩
「デジタル印刷とオフセット印刷のコスト差を理解する」、 https://www.pdi.co.uk/insights/understanding-the-cost-differences-between-digital-and-litho-printing。[デジタル印刷とオフセット印刷の比較により、デジタルワークフローでは物理的な版が不要となり、セットアップコストが削減されることが確認されています]。証拠の役割:経済的事実。情報源の種類:印刷コスト分析。裏付け:デジタル印刷のコスト効率。範囲に関する注記:プリプレスツールに関するものです 。↩
「ラミネート加工における水分の影響 – AICC Now」、 https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[印刷業界の文書では、インクから溶剤または水が蒸発してリソグラフィーシートを乾燥させるプロセスについて説明しています]。証拠の役割:技術仕様書、情報源の種類:印刷教科書。サポート:リソグラフィー乾燥機構。範囲に関する注記:従来のオフセット/リソグラフィープロセスに特化 。↩
「UVフラットベッドプリンターの動作原理:プリントヘッドからUV硬化まで」、 https://seniorprinter.com/uv-flatbed-printer-working-principle-from-print-head-to-curing/。[UV硬化に関する技術マニュアルまたは業界ガイドでは、紫外線が化学反応を引き起こし、インクを瞬時に硬化させる仕組みを説明しています]。証拠の役割:技術仕様、情報源の種類:業界ホワイトペーパー。サポート:UVデジタル硬化速度。適用範囲に関する注記:UV硬化インクに適用されます 。↩
「リソラミネート加工 vs. デジタル印刷:産業用バイヤー向けガイド…」、 https://mdmpkg.com/litho-laminated-vs-digital-printing-premium-corrugated-packaging-2/。[段ボール取り付け機械の技術仕様では、直接デジタル印刷の固定位置合わせと比較して、ラミネート加工プロセスに固有の機械的ばらつき(ドリフト)を定量化します]。証拠の役割:技術検証。情報源の種類:機械仕様マニュアル。裏付け:リソラミネート加工にはより広い裁ち落としマージンが必要であるという主張。適用範囲に関する注記:重量のある段ボール製ディスプレイ製造に適用可能 。↩
「リソラミネート機 – ラミナシステム」、 https://www.laminasystem.com/machines/litho-laminating-machines。[段ボール包装製造に関する技術マニュアルでは、ラミネートベルトの機械的なばらつきが印刷シートと段ボールのずれを引き起こす仕組みが詳しく説明されています]。証拠の役割:技術的説明、情報源の種類:業界技術マニュアル。裏付け:ラミネートずれの原因メカニズム。範囲に関する注記:ずれの程度は、機器の経年劣化やメンテナンス状況によって異なります 。↩
「パッケージデザインにおけるブリードの重要性を理解する」、 https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOopEhRIjk_vPUk4MuHKQT3yxE9luMUHkDpFPwvsEb-m6w_L6m6lg 。[大量リソラミネーションのプリプレスエンジニアリングガイドラインでは、接着工程中の物理的な位置ずれを補正するために、拡張ブリードマージンが指定されています]。証拠の役割:技術仕様、ソースタイプ:プリプレスガイドライン。サポート:バリ取り防止に使用される特定のメトリック。範囲に関する注記:特定のマージンは、ダイカットの複雑さによって異なる場合があります 。↩
「ブリード印刷入門:その概要と使用方法 – Binders, Inc」、 https://www.bindersinc.com/resources/what-is-bleed-printing。[業界標準の印刷ガイドラインでは、デジタル印刷におけるブリードの基本要件として0.125インチが規定されています]。証拠の役割:事実の検証、情報源の種類:業界標準、サポート:デジタルブリード基準。適用範囲に関する注記:ほとんどの商用デジタル出力の標準 。↩
「リソグラフィーラミネーション」、 https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopP56SqmwO_MOU1TaNgmDy9eNK5CC3S973mfDw_HfP0PlI7QEip 。[パッケージングエンジニアの技術仕様書によると、リソグラフィーラミネーションでは、機械的なずれを補正するために、かなり大きなブリードマージンが必要であることが確認されています]。証拠の役割:技術仕様書、情報源の種類:技術マニュアル、サポート:リソグラフィーラミネーションのブリード要件。範囲に関する注記:リソグラフィーラミネーションプロセスに特有 。↩
「先進IC基板(AICS)における総オーバーレイドリフトへの対応」、 https://semiengineering.com/addressing-total-overlay-drift-in-advanced-ic-substrate-aics-packaging/。[ラミネーションプロセスに関する技術文書では、印刷シートを基板に接着する際に発生する物理的なばらつきと材料の動きについて説明しています]。証拠の役割:技術的説明、情報源の種類:工学教科書、裏付け:リソグラフィ・ラミネーション装置の公差リスク。範囲に関する注記:製造の物理的接着段階に関するものです 。↩
「段ボール平型レーザーダイ製作 – ステップバイステッププロセス」、 https://www.ytdiemaker.com/news/step-by-step-guide-to-the-flatbed-laser-die-template-manufacturing-process.html。[工業用ダイカット工具の技術仕様書には、構造支持のためにスチールルールが通常合板またはMDFベースに埋め込まれていることが記載されています]。証拠の役割:技術仕様書、情報源の種類:工業製造マニュアル。支持:構造ダイの材料構成。適用範囲に関する注記:段ボール包装用途に一般的 。↩
"[PDF] リソグラフィー アルミニウム版リソグラフィー | WSU のアート", https://art.wsu.edu/documents/2023/08/aluminum-plate-lithography.pdf/。[オフセット印刷におけるアルミニウム版の劣化に関する材料科学データは、研磨性のあるシート送りやインク摩擦が版の寿命に及ぼす影響を文書化します]。証拠の役割:因果メカニズム。情報源の種類:印刷業界の技術論文。サポート:印刷版の摩耗メカニズム。範囲に関する注記:高速産業印刷環境に特化 。↩
「極限条件下での切断:ブレード性能の最適化」、 https://bladesdirect.net/blogs/news/cutting-in-extreme-conditions?srsltid=AfmBOorqhHeE-md92Q8y4ya3Di1m–NNYJpozTWXr8ZjqTtFJ1C-MAHr 。[金型製作に関する権威あるガイドでは、木材基材の吸湿性が高湿度下での寸法不安定性を引き起こし、埋め込まれた鋼製ルールのずれにつながることを説明しています]。証拠の役割:技術的検証。情報源の種類:材料科学マニュアル。裏付け:木材の反りによるブレードのずれのメカニズム。適用範囲に関する注記:空調管理されていない産業環境に適用可能 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[包装工学規格では、折り目の精度に関する許容範囲と、特定の指標を超える偏差が段ボールの垂直方向の圧縮抵抗に及ぼす影響が規定されている]。証拠の役割:技術仕様、情報源の種類:工学規格。裏付け:折り目の偏差と構造的破壊との関連性。適用範囲に関する注記:工業用包装における荷重支持折り目に焦点を当てている 。↩
「まな板は反る?答えが『いいえ』である6つの理由」、 https://treeboard.com/blog/will-my-cutting-board-warp/?srsltid=AfmBOooELRp4Yp74jDWDQ_dIsibsTK3ol6aKfzm3Hhf0ICCnxqNWbdyG。[材料科学または工業工学の資料では、合板の吸湿性がダイカットベースの寸法不安定性や反りにつながる仕組みが説明されている]。証拠の役割:技術仕様書。情報源の種類:材料科学ハンドブック。裏付け:古い工具の材料劣化。範囲に関する注記:木質基材に焦点を当てている 。↩
「ダイカット加工におけるダイカット位置ずれ問題のトラブルシューティング」、 https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations。[ダイカット加工の製造規格では、繰り返し使用サイクル後にブレードに発生する機械的なずれと位置ずれを定量化します]。証拠の役割:メートル法による検証。情報源の種類:製造規格。裏付け:再利用工具におけるブレードの位置ずれの劣化。適用範囲に関する注記:偏差はミクロンまたはミリメートルで測定されます 。↩
「硬質包装の折り畳み:折り目、折り線、そして…」、 https://eliterigidboxes.com/blog/rigid-packaging-folding-creasing-fold-lines-and-assembly-best-practices/。[工業用包装設計ガイドでは、組み立て時にタブがきちんとロックされるために必要な特定の摩擦係数と許容誤差が定義されます]。証拠の役割:ベンチマーク仕様。情報源の種類:工業設計マニュアル。サポート:新規金型の性能基準。適用範囲に関する注記:特定の板紙のグレードと厚さによって異なります 。↩


