ブランドは、小売店での展開において、商業印刷の方法を安易に選択することで、しばしば利益を損なっています。誤った印刷方法を選択すると、構造的な完全性を損なうだけでなく、店頭での視覚的な混乱も招きます。.
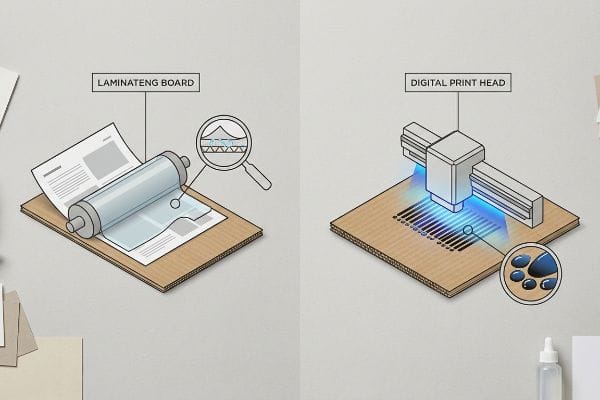
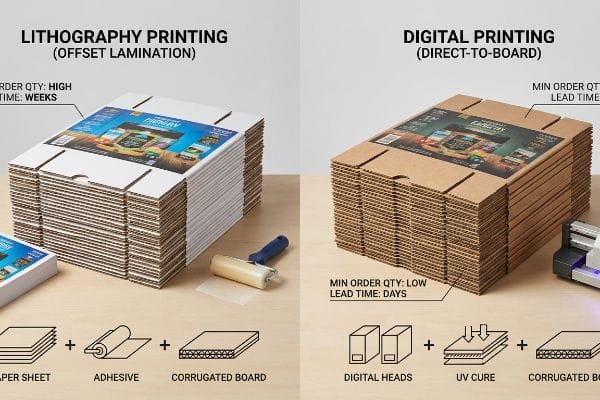
オフセット印刷とデジタル印刷は、段ボール製ディスプレイの製造方法においてそれぞれ異なるアプローチを採用しています。オフセット印刷では、印刷されたシートを接着剤を用いて硬質ボードにラミネート加工するのに対し、デジタル印刷では、紫外線照射によってインクを瞬時に硬化させます。どちらの方法を選択するかによって、最小注文数量、納期、および構造的なフラットパックの物流に影響が生じます。.
工場エンジニアとして、私は画面上のきれいな色を見るのではなく、自動組み立て工程において、湿ったインクと強力な接着剤の化学反応が、生の紙繊維と物理的にどのように反応するかを見ています。.
リソグラフィーはデジタル印刷より優れているのか?
印刷品質だけでは優劣は決まりません。真の評価基準は、選択したインク供給システムが、全体の生産スケジュールや販売展開戦略にどのように適合するかです。.
場合によります。オフセット印刷は、比類のない高解像度と正確なパントン特色マッチングにより、大量生産に対応できます。しかし、高価な金属メッキと湿式ラミネート加工が必要となるため、高速な小売パッケージング向けの、プレート不要のデジタルフラットベッド印刷機に比べると、時間とコストがかさみます。.

バイヤーがプレミアム品質を求める際、彼らはしばしば、従来のオフセット印刷プロセスこそが小売店に受け入れられる唯一の有効な手段だと考え、バックエンドの物流を無視してしまう。.
めっきコストと高忠実度出力のマトリックス
クライアントのダイラインを監査する際、調達モデルによって、バッチサイズに関係なく、すべてのプロモーション展開にオフセット印刷を指定するようチームが促されているケースを頻繁に目にします。これは、従来の商業印刷プロセスこそが真の小売向けコントラストを実現する唯一の方法だと考えてしまう、経験豊富なバイヤーでさえ陥りがちな落とし穴です。彼らが気づいていないのは、従来のオフセット印刷では、CMYK 1 (シアン、マゼンタ、イエロー、ブラック)の各色レイヤーごとに物理的な金属版を作成する必要があり、箱を1つもカットする前に莫大なセットアップ費用が発生し、リードタイムが大幅に延長されるということです。
私の工場では、ブランド各社が従来のオフセット印刷とラミネート加工の工程で、短納期で200個の試作品を無理やり作ろうとするケースをよく目にします。平面のベクターCAD(コンピュータ支援設計)データは完璧に見えますが、工場での初期試作段階では、6色ハイデルベルグオフセット印刷機の版合わせだけで4日間もかかってしまいます。そこで、厳格な金型プロトコルを導入し、短納期キャンペーンを高速UVデジタルフラットベッドを備えたコングスベルグCNC(コンピュータ数値制御)カッティングテーブルに移行しました。これにより、金属版のボトルネックが完全に解消され、印刷を即座に開始できるようになりました。こうした過剰な段取り工程を排除することで、 共同梱包の組み立て 時間を数時間短縮し、顧客は不要な金型費用を数千ドル節約できるだけでなく、 32ECT(エッジクラッシュテスト)の段ボールディスプレイ2 が完全に平らな状態で出荷されることを保証しています。段ボールは平らに梱包されるため、 平らに梱包された段ボールのコンテナ1つで、組み立て済みの硬質ディスプレイのコンテナ4つ分を置き換えることができ、キャンペーン全体のROIを大幅に向上させる輸送乗数として機能します。
| 指標重視 | レガシー想定 | 人工現実 |
|---|---|---|
| セットアップ速度 | 4~5日間(播種)4 | 即時ファイル転送 |
| 資本コスト | 初期金型製作 | 金型費用は無料です |
| 最適なボリューム | 2,000台以上5 | 100~1,000ユニット6 |
迅速な対応が求められるキャンペーンにおいて、ブランドがマーケティング予算を無駄に金属板に費やすことは断じて許しません。生産規模に合わせて機械の生産ラインを正確に調整することで、納期を守り、利益率を確保します。.
🛠️ ハーベイのデスク: 高額なセットアップ料金が、インクが乾く前に短期プロモーションのROIを著しく低下させていませんか? 👉 無料の印刷方法監査を受けましょう ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
リソグラフィーの欠点は何ですか?
従来のオフセット印刷における最大の脅威は、色のマッチング不良ではない。それは、基板内部で発生する、目に見えない、非常に破壊的な化学反応である。.
リソグラフィーの欠点としては、深刻な構造的な湿気による反り、長い乾燥時間、そして高額な初期金型費用が挙げられる。必要な水性接着剤は、ラミネート加工中に多孔質の波形基材に浸透し、大きな表面張力を生み出す。その結果、工場内の空気中で硬化する際に、平面パネルが激しく内側に反ってしまう。.

購入者は、高級な印刷を施したトップシートを硬質ボードに貼り付ければ、永久に平らなパネルができると考えているが、物理学的にはそうではない。.
PVAの湿気による反り歪み
パッケージ仕様書をレビューする際、デザイナーがリソラミネート加工を、摩擦のない、見た目の美しさを向上させるための単なる手段と捉えていることが頻繁にあります。彼らは、段ボールの厚みや、トップシートを厚いBフルートボードに接着するために必要な大量の液体接着剤を完全に無視した、平面のベクターダイラインを提出します。彼らは、この湿った接着剤が最終的に乾燥し、収縮し、小売構造の全面に引張力を加える必要があるという化学的な現実を完全に無視しています。
私の工場では、理論的な設計と紙の生の化学反応がぶつかり合ったときに何が起こるかを日常的に目の当たりにしています。ラミネート加工には水性PVA(ポリ酢酸ビニル)接着剤を使用しています。制御されていない60インチ(152.4cm)のサイドパネルの吸湿性を測定すると、 乾燥中のPVAが非常に大きな表面張力8を 、ディスプレイ壁全体がポテトチップスのように内側に反り返り、 インターロッキングスロットの公差が最大0.14インチ9 (3.5mm)ずれてしまいます。現場での20年の経験から、厳格な硬化重量プロトコルを設計することを学びました。濡れたボードを正確なデッドウェイトの圧力プレートの下に24時間積み重ね、バックライナーを備えたバランスの取れたデュプレックスボード構造を指定することで、表面張力を完全に中和します。このフラット硬化の物理化学を徹底することで、最終的な陳列棚が 小売フロア、組み立て摩擦を減らし、壁の曲がりや歪みによる出荷拒否のリスクを完全に排除します。
| 構造的指標 | 一般的なラミネート加工 | エンジニアリングされた治療プロトコル |
|---|---|---|
| パネルの平面度 | 深刻な内反10 | 完璧な垂直公差 |
| 接着剤の化学 | 制御不能な蒸発 | 加圧硬化型PVA11 |
| 組み立て時の摩擦 | セットアップ中にタブが破れる | 摩擦のない共包装 |
濡れた段ボールを自然乾燥させると、構造的な破損を招くことは間違いありません。私はすべてのラミネートパネルを加圧硬化サイクルに通しています。なぜなら、歪んだディスプレイは、実際の小売重量に耐えられないからです。.
🛠️ ハーベイのデスク: 現在お使いのサイドキックディスプレイは、実際の湿度変動によって反ったり折れたりする危険性はありませんか? 👉 平面度ストレステストをご依頼ください ↗ — 100%機密保持。未発表の小売デザインは私にお任せください。
版画と石版画、どちらが良いでしょうか?
標準的な直接印刷とラミネート加工されたリトグラフを比較するには、自動型抜きにおける機械的な許容誤差を理解する必要がある。単に見た目の好みだけの問題ではないのだ。.
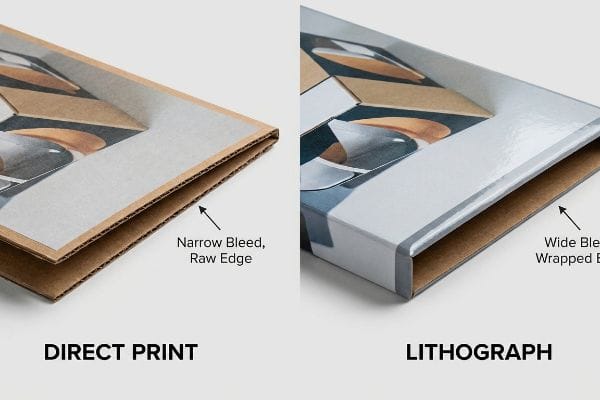
印刷とリトグラフのどちらを選ぶかという議論は、インクを基材に物理的に塗布する方法に集約されます。リトグラフは、ラミネート加工された上紙によって優れた視覚的奥行きを実現するため、より広い裁ち落とし余白が必要となります。一方、直接印刷はより厳密な位置合わせ精度を実現しますが、高級小売店向けの写真のようにリアルな光沢仕上げは犠牲になることが多いです。.
デジタル画面から物理的な 折りたたみ式カートン 、高速製造機械内部で発生する隠れた機械的な変化を露呈させる。
積層シフトの背後にある工学力学
標準印刷とリソグラフィーの物理的な違いを理解するには、物理的な取り付けプロセスを客観的に検討する必要があります。従来の直接印刷では、インクを基材に直接塗布するため、グラフィックはボードの構造座標に永久的に固定されます。一方、リソグラフィーでは、グラフィックを別の薄いトップシート12に印刷し、二次製造工程で厚く波状の波形コア13に機械的に接着する必要があります。
リソグラフィーは、2つの異なる素材を高速で整列させてプレスするために自動機械を使用するため、自然な機械的変動が生じます。上層シートは、段ボールの裏地に接着される際にわずかに物理的にずれます。この動きを補正するために、パッケージエンジニアはアートワークの裁ち落としマージンを数学的に拡張し、多くの場合、 厳密に0.5インチ(12.7 mm)の安全マージンまで 。この設計された裁ち落としにより、最終的にスチールルールダイが形状を打ち抜いたときに、印刷されたグラフィックが露出したすべての端を完全に包み込むことが保証されます。プリプレスRIP(ラスターイメージプロセッサ)ソフトウェアでこの機械的なラミネートのずれを計算しないと、最終的に折り畳まれたディスプレイには茶色の 段ボールの端、米国の高級小売店での陳列に必要な高級感が損なわれてしまいます。
| プロセスメカニック | 直接申請 | ラミネート加工リトグラフ |
|---|---|---|
| 出血耐性 | 0.125インチ(3.1mm) | 0.5インチ(12.7mm) |
| 基板接合 | ワンステップ硬化 | 多段階接着 |
| エッジの外観 | 生のフルートが見える | 全面ラッピンググラフィック |
私はエンジニアリングチームに、包装における精度とは機械のばらつきをなくすことではなく、鋼鉄製の刃が板に当たる前に、そのばらつきを数学的に予測して計画を立てることだと教えています。.
🛠️ ハーベイのデスク: 型抜きされた端から茶色の段ボールが見えて、店頭でブランドの高級感を損なっていませんか? 👉 無料のプリプレス裁断監査を申し込む ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
デジタル印刷のデメリットは何ですか?
直接デジタルワークフローは金属版を不要にし、市場投入までの時間を短縮する一方で、ブランドが様々な基材にわたって企業カラーの完全な一貫性を求める場合、深刻な制約が生じる。.
デジタル印刷の欠点としては、真のパントン特色を忠実に再現できないため、CMYKの光学ブレンドに頼らざるを得ず、未密封の段ボールでは色が濁って見えることがある点が挙げられます。さらに、デジタルフラットベッド印刷は、大量生産のオフセット印刷機に比べて単位あたりの処理速度が著しく遅いため、大規模な小売店への展開は経済的に非効率になります。.

厳重に管理された企業ブランドカラーを包装材にデジタルプリンターで再現しようとすると、多くの場合、視覚的に悲惨な結果に終わる。.
CMYKハーフトーン泥沼
クライアントのダイラインを監査する際、マーケティングチームが標準プロセスフォーマットで作成されたデジタルアートワークを提出するのを頻繁に目にします。彼らは、直接デジタルプリンターがバックライト付きコンピューター画面とシームレスに一致すると想定しています。彼らは、非常に多孔質のテストライナー15に小さな重なり合うデジタルインク滴が物理的にどのように振る舞うかを完全に無視して、このファイルを盲目的に大量生産に送り込みます。彼らは、密封されたトップコート16なしでデジタルプリントヘッドが紙の物理特性を克服できると想定しています。
私の施設では、大規模なブランドロゴにデジタルプロセスカラーのみを使用した結果生じる弊害を日常的に目にしています。デジタルフラットベッドから最初の試刷りを取り出し、強いD50小売照明の下で顔料を測定すると、 CMYKハーフトーンのドットが繊維に不均一に吸収され<sup> 17 </sup>、結果として、大きなデルタE色ずれ<sup> 18 </sup>を起こした、ざらざらとした色あせたロゴになってしまいます。クライアントの調達チームは、セットアップ料金を少しでも節約するために、この汚れた状態を受け入れようとすることがよくあります。私は分光光度計の測定値を取得し、妥協したブランディングを受け入れる必要がないことを証明しました。ファイルをインターセプトし、主要なロゴレイヤーを分離し、それをハイブリッド印刷機に送って、デジタルベースの上に正確な単一ミックスのPMS(パントンマッチングシステム)スポットカラーインクを流し込みました。調達チームがプリプレスプロファイルの調整を許可してくれた後、このスポットカラー注入により、ハーフトーンのざらつきは完全に解消されました。このハイブリッドカラーマネジメントを適用することで、ディスプレイが20フィート(6.1メートル)離れた場所からでも高コントラストの視認性を確保し、通路での衝動買いを最大限に促進すると同時に、ブランド基準違反による小売店からの拒否を防止します。
| カラーメカニック | ピュアデジタルCMYK | ハイブリッドスポットプロトコル |
|---|---|---|
| 色素送達 | 重なり合うインクの点19 | プレミックス固形フラッド20 |
| エッジコントラスト | ざらざらしていて色褪せている | 抜群の視認性 |
| 小売店の視認性 | 背景に溶け込む | 20フィートの妨害21 |
私は、未処理のデジタルCMYKミックスでブランドの主要ロゴを台無しにすることは決して許しません。力強く鮮やかな発色を実現することこそが、大型量販店の視覚的な混乱の中でもディスプレイが際立つ唯一の方法だと考えています。.
🛠️ ハーベイのデスク: 段ボールのフラットパックに直接印刷した際に、企業のロゴが濁っていたり、ざらついていたり、色がずれていたりしませんか? 👉 Delta-E カラー戦略レビューをご依頼ください ↗ — すべての構造ファイルは、24時間以内に私が直接確認いたします。
結論
一般的な印刷の前提に頼ると、深刻な化学的歪み、CMYKハーフトーンの濁り、そして小売店舗の構造的完全性を損なう大規模なエッジブリードの不具合が必然的に発生します。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店へのチャージバックを回避することができました。過酷な店舗環境下でディスプレイが歪むのを防ぐため、私がお客様の構造ファイルを包括的な 段ボールラミネート&プリプレス監査↗ 、スムーズな組み立てと完全な視覚的損傷を保証します。
「印刷プロセス:オフセット印刷 – Walsworth」、 https://www.walsworth.com/blog/the-printing-process-offset-printing。[商業印刷プロセスの技術マニュアルでは、オフセットリソグラフィーではCMYKプロセスで使用される各色層ごとに個別の物理版が必要であることが確認されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。裏付け:リソグラフィーのセットアップに関連する間接費とリードタイム。適用範囲に関する注記:標準オフセットリソグラフィーに適用され、デジタル印刷には適用されません] 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[エッジクラッシュテスト(ECT)の業界標準では、32 ECT段ボール材料の積載強度と耐荷重能力が定義されています]。証拠の役割:技術仕様書、情報源の種類:材料工学規格。支持:構造的完全性。適用範囲に関する注記:ECT値は、段ボールのフルートと組成に固有のものです 。↩
「フラットパック式と組み立て式段ボールディスプレイ:コスト、配送、設置」、 https://leader-display.com/flat-pack-vs-assembled-cardboard-display/。[小売包装の物流ベンチマークでは、硬質段ボールディスプレイから折りたたみ式段ボールディスプレイへの移行に伴う配送量の削減を定量化しています]。証拠の役割:定量的検証。情報源の種類:物流業界レポート。サポート:運賃乗数とROI。範囲に関する注記:実際の比率は製品の形状によって異なります 。↩
「オフセット印刷 – Wikipedia」、 https://en.wikipedia.org/wiki/Offset_printing。[商業印刷に関する業界標準ガイドでは、版作成、硬化、印刷機の校正に必要な一般的な時間が確認できる]。証拠の役割:事実確認;情報源の種類:技術マニュアル。裏付け:従来のリソグラフィーのセットアップ速度。範囲に関する注記:所要時間は施設の能力によって異なる 。↩
「オフセット印刷 vs. デジタル印刷:サイズ、色、コスト比較」、 https://theprintauthority.com/printing/offset_vs_digital_printing/。[印刷コスト分析論文では、オフセット印刷の高いセットアップコストが単位あたりのコストの低さで相殺される生産閾値が一般的に定義されています]。証拠の役割:経済ベンチマーク。情報源の種類:業界ホワイトペーパー。サポート:リソグラフィーの最適ボリューム。範囲に関する注記:閾値はジョブの複雑さによって異なります 。↩
「印刷ロットについて知っておくべきこと:小ロット印刷と大ロット印刷」、 https://www.ambrosetheprinter.com/blog/what-to-know-about-print-runs-short-run-vs-large-volume-printing。[デジタル印刷機の技術仕様では、金型費用が発生しない小ロット生産の効率範囲が示されています]。証拠の役割:技術仕様、情報源の種類:機器マニュアル。サポート:デジタル印刷の最適ボリューム。範囲に関する注記:印刷機の技術によって異なります 。↩
「ラミネート加工における水分の影響 – AICC Now」、 https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[接着剤化学または包装工学に関する技術資料では、水性接着剤が蒸発時に収縮し、基材に引張応力が発生する仕組みが説明されている。]。証拠の役割:技術的メカニズム。情報源の種類:エンジニアリングマニュアル。裏付け:水分による反りの物理的原因。適用範囲に関する注記:特にリソラミネート加工で使用される水性接着剤について言及している 。↩
"[PDF] 段ボールのねじれ – 原因と対策 – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097。[材料科学の参考文献では、PVA接着剤からの水分蒸発が多孔質セルロース基材の収縮と表面張力の差を生み出し、湾曲につながる仕組みが詳しく説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学の教科書。裏付け:基材の反りの物理的原因。適用範囲に関する注記:水性接着剤に特有 。↩
「段ボール箱寸法公差完全ガイド – Upack」、 https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoq_LWSDMt97Zeg0w9zQc4SG6M0I63L11lt0rcVdpk7ttW4LgaNE。[包装工学規格では、湿気による反りを受けた大型段ボールの典型的な寸法偏差指標が提供されます]。証拠の役割:定量的ベンチマーク。情報源の種類:業界標準。サポート:構造公差損失の規模。範囲に関する注記:基材グレードとパネルサイズによって異なります 。↩
「積層造形技術の開発における利用…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11054453/。[接着剤化学に関する権威ある情報源が、一般的なPVAラミネート加工中の不均一な水分損失が内部応力を引き起こし、構造的な反りにつながる仕組みを説明しています]。証拠の役割:因果関係の説明。情報源の種類:技術マニュアル。裏付け:一般的なラミネート加工がパネルの平面度に及ぼす影響。適用範囲に関する注記:オフセットボードにおけるPVA系接着剤に特に関連 。↩
「PVA/PEGDAの熱安定性と分解メカニズム…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC12566940/。[硬化プロトコルに関する技術文書では、PVA硬化プロセス中に制御された圧力を加えることで、ボードの反りを防ぐ方法が示されています]。証拠の役割:技術仕様、情報源の種類:製造規格。裏付け:設計された硬化プロトコルの有効性。適用範囲に関する注記:工業用ラミネーションプロセスに適用されます 。↩
「パッケージ印刷用リソラミネーション入門ガイド」、 https://gleepackaging.com/litho-lamination-for-packaging-printing/。[パッケージ製造に関する技術マニュアルでは、リソグラフィーラミネーションにおける印刷工程とマウント工程の分離について詳述している]。証拠の役割:工程検証、情報源の種類:技術マニュアル。支持:リソグラフィーの機械的区別。適用範囲に関する注記:特にリソラミネーションパッケージングについて言及している 。↩
「段ボールへのリソグラフィーマウントについて調べています… – PrintPlanet.com」、 https://printplanet.com/threads/looking-into-litho-mounting-on-corrugated.19545/。[段ボール包装の業界標準では、印刷されたライナーをフルートに接着するために必要な接着プロセスが定義されています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:リソグラフィーの二次製造段階。範囲に関する注記:接着メカニズムに焦点を当てています 。↩
「リソグラフィーラミネート加工 – Packlane」、 https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopYUuMvhgEggrvxfEWXJ-Z-PyqWsqi9CYj2jw0d0WSPknXZsPiP 。[業界標準のパッケージングマニュアルでは、ラミネート加工工程における位置ずれを補正するために必要なブリードマージンが規定されています]。証拠の役割:技術仕様、情報源の種類:業界ハンドブック。裏付け:リソグラフィー印刷された段ボール製ディスプレイに必要な0.5インチのブリード要件。範囲に関する注記:正確な測定値は、機器の許容誤差によって異なる場合があります 。↩
「デジタル段ボール印刷の神話を解明 – Paper360」、 https://paper360.tappi.org/2024/10/18/myths-of-digital-corrugated-printing-debunked/。[インクと基材の相互作用に関する技術研究では、未密封の多孔質テストライナー上でインク滴がどのように広がり、融合してドットゲインの増加と色の濁りにつながるかが説明されています]。証拠の役割:技術的検証。情報源の種類:技術ホワイトペーパー。裏付け:多孔質表面上のインクの挙動。適用範囲に関する注記:特に段ボール基材に適用されます 。↩
"[PDF] Ashlandコーティング", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13666.1_Coatings_Digital.pdf。[印刷業界の規格では、未加工の非コート紙へのインク吸収を制御し、色の濃度を維持するために、密封されたトップコートまたはプライマーが必要であると規定されています]。証拠の役割:技術要件。情報源の種類:業界仕様。裏付け:トップコートの必要性。適用範囲に関する注記:高多孔性基材に適用されます 。↩
"[PDF] 1. ドットゲインとは、インクが基材に吸収されるにつれてハーフトーンのドットサイズが増加することです…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf 。[印刷科学の資料では、多孔質基材上のハーフトーンのドットが不均一な吸収とドットゲインを引き起こし、ぼやけた視覚的外観につながる仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:業界ホワイトペーパー。裏付け:未密封基材ではデジタルCMYKプロセスカラーが劣化するという主張。適用範囲に関する注記:多孔質または未密封の段ボールに特化。↩
「色の精度とデルタEの説明:…に関する考慮事項」、 https://formlabs.com/blog/color-accuracy-delta-e/。[測色基準では、デルタEは知覚される色差の定量的尺度として定義されており、インクの吸収が不均一な場合に増加します]。証拠の役割:技術的検証。情報源の種類:学術教科書。裏付け:吸収の問題が測定可能な色の偏差を引き起こすという主張。適用範囲に関する注記:一般的な色彩科学と品質管理に適用されます 。↩
「カラーハーフトーン」、 http://facweb.cs.depaul.edu/sgrais/color_halftones.htm。[デジタル印刷プロセスに関する技術文書では、ハーフトーンドットの重ね合わせによってCMYKカラーがどのように実現されるかが説明されています]。証拠の役割:技術的説明、情報源の種類:印刷業界のマニュアル。サポート:デジタルCMYK顔料供給のメカニズム。適用範囲に関する注記:標準的なハーフトーンベースのデジタルワークフローに適用されます 。↩
「パッケージ印刷におけるCMYKとスポットカラーの比較」、 https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/ 。[カラー印刷に関する権威ある情報源では、スポットカラーの塗布はドットパターンではなく、あらかじめ混合された顔料を均一に塗布することであると区別されています]。証拠の役割:技術的な説明。情報源の種類:印刷の教科書。サポート:ハイブリッドスポットプロトコルのメカニズム。範囲に関する注記:スポットカラーまたはハイブリッド印刷方法に特化 。↩
「CMYK vs. スポットカラー:どちらのプロセスが最適か – Prime Line Packaging」、 https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/。[視覚認知研究または小売マーケティング調査では、CMYKハーフトーンよりも高いコントラストと視認性を実現する距離に関する定量的データが得られます]。証拠の役割:指標検証、情報源の種類:視覚科学研究。サポート:小売視認性効果。範囲に関する注記:周囲の照明と基材の反射率に依存します 。↩



