
素晴らしいホリデーシーズンの商品が出荷準備万端でも、適切な陳列設備がなければ、大型小売店は荷物の受け取りを拒否するでしょう。競争の激しい通路スペースを確保するには、高度な技術と精密な設計が不可欠です。.
効果的なホリデーシーズン向け段ボール製店頭ディスプレイを作成するには、大型小売店のコンプライアンス規則に厳密に準拠する必要があります。展開を成功させるには、ビジュアルマーチャンダイジング戦略の最適化、輸送時の重量配分の最適化、高性能な板紙の選定、そして季節的な衝動買いを最大化するための正確なプリプレスカラーマネジメントの統合が不可欠です。.

デザインチームが華やかなパントンカラーの見本を選び始める前に、キャンペーンを実際のサプライチェーンの現実に基づかせる必要があります。.
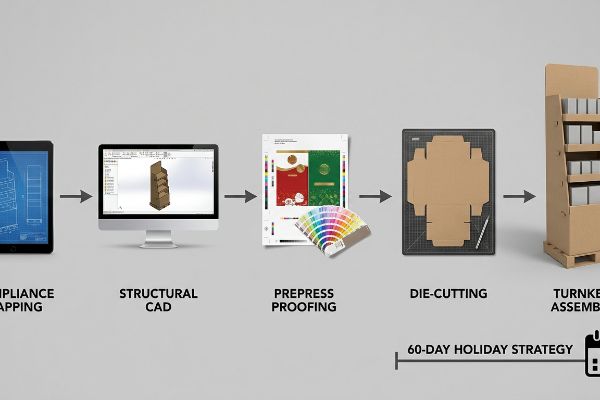
ディスプレイを作成する際の5つのステップは何ですか?
祝日期間中のイベント開催管理は混乱を招くように感じられるかもしれないが、成功の鍵は厳密な順序立てられたワークフローにある。.
ディスプレイ作成の5つのステップは、小売店のコンプライアンスマッピングから始まり、構造CAD(コンピュータ支援設計)エンジニアリング、高精度なプリプレスカラー校正、自動型抜き、そして最後にターンキー方式の組み立てへと続きます。この手順を踏むことで、繁忙期の貨物輸送ラッシュ時に発生するコストのかかる物流上のボトルネックを回避できます。.
これらの段階を概念的に理解するのは簡単だが、限られた休暇期間の中でそれらを実行に移すことが、ほとんどのキャンペーンが失敗する原因となる。.
60日間の休暇戦略
多くのマーケティングチームは、ブラックフライデーの発売に向けて、構造設計とアートワークの承認を10月下旬まで延期できると考えている。彼らは、これら5つの基本的なステップを並行作業と捉え、厳しい季節的な締め切りに間に合わせるために同時に急いで進めることができると考えているのだ。
CAD プロトタイプ作成とプリプレス校正を短縮しようとすると、 60 日ルール1。新しいブランドが、まず物理的な白いサンプルを注文せずに、フラットなデジタルファイルを承認するのをよく見かけます。最近のホリデー ランでは、クライアントが 3 日を節約するために構造の承認を省略しました。500 ユニットが共同包装業者に到着したとき、カスタム インサート トレイは季節のギフト セットに対して数学的にきつすぎました。組み立て作業員が重いガラス瓶をスロットに押し込もうとしたとき、生の段ボール テスト ライナーが破れる音が聞こえました。ラインを一時停止し、一時的な修正を設計し、組み立てラインの速度を推定 35% 低下させるという大きな遅延を負わなければなりませんでした。 インクが紙ボードに触れる前に、物理的な構造を確定する2。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 平面版を大量印刷に直接投入する。. | 印刷前に、実物の白色サンプルによる承認を義務付ける。. | SKUの読み込みにおける摩擦を解消します。. |
| 5つのステップを、それぞれ独立した、個別のベンダー業務として扱う。. | エンジニアリングと印刷を統合し、ターンキー方式のワークフローを実現します。. | ユニットの組み立て時間を短縮します。. |
| ホリデーシーズンの展開における60日間の逆算スケジュールは無視する。. | 出荷日の2ヶ月前に構造CADの計算を確定する。. | 小売店への配送機会の逸失を防ぎます。. |
私はいつも、ホリデーシーズンのグラフィックデザインについて話し合う前に、クライアントに必ず物理的な計算を確定させるようにしています。印刷を中止するのは費用がかかりますが、配送センターから破損した輸送用コンテナを回収するのは経済的に壊滅的な打撃となるからです。.
🛠️ ハーベイのデスク: ホリデーシーズンのスケジュールがブラックフライデーに間に合うほど速く進んでいるか不安ですか? 👉 タイムライン監査を依頼する ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
優れた小売店向けディスプレイとは?
どんなに美しいグラフィックでも、買い物客が通路を素通りしてしまうなら、何の意味もない。.
優れた小売店ディスプレイは、3-3-3の空間的エンゲージメントルールを効果的に活用します。高コントラストの構造形状を用いて30フィート離れた場所からでも注目を集め、棚の人間工学を最適化して3フィートの距離でのエンゲージメントを高め、遮るもののない商品視認性によって3インチの距離での最終的な触覚的コンバージョンを促します。.

その空間的な連続性をマスターすることは、基本的なマーケティング理論のように聞こえるかもしれないが、それを構造的に実行するには、精密なビジュアルエンジニアリングが必要となる。.
3-3-3空間エンゲージメントルールをマスターする
グラフィックデザイナーは、バックライト付きデジタルモニターで間近に見ることを前提に、美しく精緻な季節ごとのアートワークを頻繁に制作します。彼らは、こうした細部までこだわったデザインが、視覚的に混雑した大型店舗環境でも完璧に映えることを期待しています。.
フロアスタンドのベースに7層もの小さな宣伝文を印刷すると、急いでいる買い物客に大きな認知負荷3を引き起こします。よく受ける質問は、店舗の強い蛍光灯の下でユニットを目立たせる方法です。答えはテキストを増やすことではなく、構造的な破壊です。最近、店員が美しく印刷されているが構造的に平坦なホリデーシッパーを補充するのに苦労しているのを見ました。30フィート離れたところから注意を引くダイナミックな型抜きヘッダーがないため、それはただの茶色の箱に見え、背景の通路の雑然としたものに完全に溶け込んでいました。これを解決するには、常に大きなスポットカラーのフラッドと積極的な上部輪郭を使用します。微細なコピーを取り除き、大胆な焦点にのみ焦点を絞ることで、 3秒間の狭い物理的インタラクションウィンドウ4内で心理的トリガーが確実に活性化されます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ベースパネルに、段落程度の短いマーケティングコピーを印刷する。. | 高コントラストの特色と型抜きされた構造的なヘッダーを使用してください。. | 30フィート離れたところからでも注目を集める5. |
| 通路ではなく、デジタル画面の美しさだけを追求したデザイン。. | 棚の高さは、50インチ(127cm)のストライクゾーン6に厳密に最適化してください。 | 顧客との距離(約90cm)を最大化する。. |
| 主要な製品ラベルを隠すために、高い保持力を持つリップを使用する。. | 前面トレイの縁をカットして、 製品の視認性を85%確保します7。 | 高速なパルス変換を実現します。. |
私はすべてのブランドマネージャーに、小売店の陳列棚はパンフレットではなく、実物の広告塔だと伝えています。買い物客がメイン通路からホリデーシーズンの商品情報を理解できなければ、決して商品を見に行こうとはしないでしょう。.
🛠️ ハーベイのデスク: 季節ごとのグラフィックが認知負荷を高め、衝動買いをする顧客を遠ざけていませんか? 👉 視覚ストレステストを受けてみましょう ↗ — 安全にダウンロードできます。ご質問があれば、後ほどメールでお問い合わせください。
企業はどのようにして、製品を販売するための効果的な店頭ディスプレイを構築できるのでしょうか?
ホリデーシーズンに大量の商品を販売するには、単に在庫を棚に詰め込むだけでは不十分だ。.
効果的な店頭ディスプレイを構築して商品を販売するには、非対称な内部仕切りを設計する必要があります。商品を3点、5点、または7点ずつグループ化することで、視覚的な心理的緊張感が生まれ、買い物客の関心を引きつけると同時に、店内での激しい補充作業中に段ボールが破れるのを防ぐための最適な物理的スペースを確保できます。.

最大密度が最大収益につながると考えるかもしれませんが、 トレイ 、実際には業務上のボトルネックが生じます。
非対称性で視覚的な緊張感を生み出す
商品企画チームは、重たいホリデーギフトをぎっしりと並べ、完璧な対称性を保ちながら、平らに梱包して1枚のトレイに載せようとすることがよくあります。棚のあらゆるスペースを独占することが、陳列面積を最大限に活用し、小売店のバイヤーの承認を得る最善の方法だと考えているからです。.
この対称的な過密状態は、視覚的な魅力を完全に損ないます。車がぎっしり詰まっていてドアを開けられない混雑した駐車場を想像してみてください。それは大きな摩擦を生み出します。確実な経験則は、商品を非対称で奇数個のクラスターに自然に分ける専用のモジュール式仕切りを設計することです。私はかつて、クライアントが隙間の許容範囲をゼロにすることを要求した対称的な化粧品トレイを評価したことがあります。小売店員は床で汗をかきながら、硬いプラスチック製のコンパクトをスロットに乱暴に押し込んでいました。空間的な余裕がなかったため、前面の保持リップが外側に裂ける独特のひどい音が聞こえました。0.25インチ(6.35 mm)の物理的なクリアランスを厳密に適用し、 3-5-7の非対称ルール8を使用することで、共同梱包の積載時間を20%削減しながら、購入者の心理的な魅力を生み出します9 。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 完全に左右対称で、端から端まで均一な製品グリッドを強制的に作成する。. | 商品を3個、5個、または7個ずつのグループにまとめる。. | 視覚的に魅力的な緊張感を生み出す。. |
| 重量のある硬質製品向けに、隙間のない公差を設計する。. | 部品間に0.25インチ(6.35mm)の隙間を設けるように設計してください。. | フロント保持リップの吹き抜けを防ぎます。. |
| 構造的なSKUサポートのない大きな空隙が残る。. | 在庫を固定するために、フローティング式のモジュール型仕切りを設置してください。. | 物を直立させたままにしておくことができます。. |
寸法的な余裕を持たせずに、最大限の機能を備えたトレイを設計することは断固として拒否します。製品に物理的なゆとりを持たせることで、素材の破れを防ぐだけでなく、消費者の視線を効果的に商品の中心へと誘導することができます。.
🛠️ ハーベイのデスク: 重いホリデー商品は、補充中に前面の縁を突き破ってしまいますか? 👉 構造レビューを依頼する ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
小売店のディスプレイをどのようにデザインすればよいか?
平面的なグラフィックコンセプトを、機能的で荷重を支えるホリデーシーズンの販促用什器に変換するには、容赦のない数学的な厳密さが求められる。.
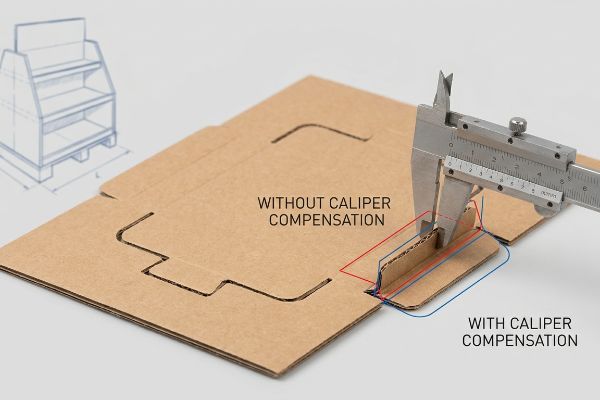
小売店向けディスプレイのデザインでは、型抜き工程において段ボールの実際の厚みを正確に計算する必要があります。パラメトリックな曲げ代を適用することで、折り畳んだ際に段ボールの厚みが嵌合し、座屈することなく大きな動的荷重に耐えられる、完全に正方形の構造が保証されます。.
フォールド補償の理論を知ることは素晴らしいことですが、500個もの商品を忙しい配送センターに発送する際の厳しい現実があります。.
工場現場で標準金型が故障する理由
独立系のクリエイティブエージェンシーは、標準的なベクターソフトウェアで、嵌合パネルと全く同じ幅の連結タブや折り畳みスロットを作成することがよくあります。彼らは、厚い 波状の基材を 平らで摩擦のないプリンター用紙のように扱い、 折り畳みに必要な体積空間を10。
私の工場では、デザイナーが厚み補正を無視したために、美しく印刷された季節キャンペーンが組み立てラインで完全に崩壊してしまうのを日常的に目にします。厚さ0.12インチ(3mm)のBフルートボード11が90度折り曲げられると、材料が消費されます。折り目の外径を補正するためにダイラインの受け溝が広げられていないと、物理的に破損してしまいます。最近の試作段階で、私は頑丈なエンドキャップに深刻な反りの欠陥があることを確認しました。タブはスロットと数学的に同一でしたが、共同包装業者がタブを拳で叩いたため、外側のリソラミネートライナーが割れて、下の茶色のフルートが露出してしまいました。私はマイクロメーターの測定値を取得し、 32ECTボード12をダウングレードする必要がないことを証明しました。CADソフトウェアに0.06インチ(1.5mm)広い曲げ代を入力すればよかったのです。この厳密な公差を適用することで、構造部品が完璧に組み合わさることを保証し、組み立て作業時間を1ユニットあたり42秒短縮し、キャンペーン全体の利益率を維持することができました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 挿入タブと全く同じ幅の受け溝を描画する。. | フルートの厚さに基づいて厳密なキャリパー補正を適用する13. | 正確な、安定した組み立てを保証します。. |
| 厚手の32ECT Bフルート14を、標準的な折りたたみ式カートン紙と同様に扱う。 | CADで正確な0.06インチ(1.5mm)の曲げ代を追加する15. | 外側ライナーのひび割れを防ぎます。. |
| 倉庫での組み立て時に、部品を無理やりきつく組み付ける。. | フラットPDFに、自動化されたパラメトリック公差を設計する。. | 共同梱包作業時間を大幅に短縮します。. |
私は、物理的な計算を再構築することなく、クライアントから送られてきたフラットなベクターファイルをカッティングテーブルに送ることは決してありません。どんなに美しいグラフィックデザインでも、店頭に並ぶ前に構造的な角が歪んでしまえば、何の役にも立たないからです。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
構造プロトタイプの作成を省略することもできますが、大量生産のホリデーシーズン中に、数学的に欠陥のある連結スロットが歪んでしまうと、大きな摩擦が生じ、組立ラインの速度が推定35%低下し、プロジェクトの利益率が完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。曲げ代を推測するのはやめて、量産前に私の 無料ダイライン監査↗ 計算を確定させてください。
「ホリデーシーズン準備の新ルール – eTail East」、 https://etaileast.wbresearch.com/blog/the-new-rules-of-holiday-readiness。[季節小売展開に関する業界物流基準では、構造およびプリプレスのマイルストーンに必要な最低リードタイムとして60日ルールが定義されています]。証拠の役割:用語の定義、情報源の種類:業界マニュアル。裏付け:60日間の生産期間の必要性。範囲に関する注記:季節的な貨物輸送のピーク期間に特化 。↩
「パッケージデザイン準備ガイド:アートファイル、ダイライン、ブリード」、 https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide。[パッケージエンジニアリング規格では、コストのかかる材料の無駄を防ぐため、大量印刷前に物理的なサンプリングによって構造的完全性を検証する必要があると規定されています]。証拠の役割:技術規格、情報源の種類:エンジニアリングガイド。サポート対象:ディスプレイ作成の連続ワークフロー。適用範囲に関する注記:段ボールおよび板紙ディスプレイに特化して適用されます 。↩
「提示方法と情報密度が視覚に及ぼす影響…」、 https://www.researchgate.net/publication/224282006_The_effects_of_presentation_method_and_information_density_on_visual_search_ability_and_working_memory_load。[認知心理学における権威ある研究は、刺激の多い環境における過剰なテキスト情報が意思決定と記憶をいかに損なうかを説明しています]。証拠の役割:理論的裏付け。情報源の種類:学術誌。裏付け:テキスト密度が買い物客に及ぼす影響。適用範囲に関する注記:特に高速交通機関の小売環境に適用可能 。↩
「金魚サイズの注意持続時間:マーケターの新たな課題」、 https://www.retaildive.com/ex/mobilecommercedaily/goldfish-sized-attention-spans-the-marketers-new-challenge。[ニューロマーケティングと小売デザインにおける業界ベンチマークは、買い物客がディスプレイに目を向ける短い時間を定量化している]。エビデンスの役割:指標の検証。情報源の種類:業界ホワイトペーパー。サポート:心理的トリガーのタイミング。範囲に関する注記:人通りの多い通路での行動に関連する 。↩
「コントラストがウィンドウディスプレイをより魅力的にする方法」、 https://www.samtop.com/what-role-does-contrast-play-in-making-a-window-display-more-attractive%EF%BC%9F/。[環境心理学とビジュアルマーチャンダイジングの研究では、高コントラストの色と構造的な見出しが買い物客の注意を引く距離を定量化しています]。証拠の役割:経験的証拠。情報源の種類:マーケティングリサーチ調査。サポート:距離に基づく注意指標。範囲に関する注記:店舗の照明と通路の混雑状況の影響を受ける 。↩
「第2章:顧客のためのディスプレイ高さの選択」、 https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/。[ビジュアルマーチャンダイジングと人間工学に関する業界標準では、成人買い物客のエンゲージメントを最大化するための最適な目の高さが定義されています]。エビデンスの役割:技術的指標の検証。ソースの種類:小売デザインガイド。サポート:買い物客のエンゲージメントのための最適な棚の高さ。範囲に関する注記:対象となる人口統計学的身長によって異なる場合があります 。↩
「なぜ小売業者は商品を目の高さに置くのか? – PopDisplay」、 https://popdisplay.me/why-do-retailers-place-products-at-eye-level/。[店頭ディスプレイ(POP)の技術仕様では、トレイの縁の高さと見える商品パッケージの割合との相関関係を示す指標が提供されています]。証拠の役割:技術仕様、情報源の種類:パッケージングエンジニアリングマニュアル。サポート:商品の視認性最適化。範囲に関する注記:製品の寸法に依存します 。↩
「奇数の法則:インテリアデザインにおける3、5、7の法則が効果的な理由」、 https://www.tidbitsandtwine.com/rule-of-odds-interior-design/。[査読済みのデザインガイドラインやビジュアルマーチャンダイジングの教科書では、奇数個のグループ分けが視覚的な訴求力とダイナミズムを高めることが実証されています]。エビデンスの役割:理論的裏付け。情報源の種類:業界の教科書。裏付け:購入者への心理的訴求力。範囲に関する注記:視覚構成の一般原則 。↩
「ロードセルを使用した製品と包装の完全性の保護」、 https://www.interfaceforce.com/safeguarding-products-and-packaging-integrity-using-load-cells/。[包装許容範囲に関する物流および産業工学データは、適切な空間的緩和が積載摩擦と作業時間をどのように低減するかを説明しています]。証拠の役割:定量的検証。情報源の種類:技術ホワイトペーパー。サポート:共同包装における効率向上。適用範囲に関する注記:硬質品の積載に特化 。↩
「段ボール箱究極ガイド – Shorr Packaging」、 https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。[構造包装設計または段ボール工学に関する権威あるガイドでは、材料の厚さが折り畳み寸法にどのように影響するか、およびインターロック部品の曲げ代の必要性について説明されています]。証拠の役割:技術仕様、情報源の種類:エンジニアリングハンドブック、裏付け:ダイライン設計における非ゼロ公差の必要性。適用範囲に関する注記:さまざまな段ボールフルートサイズに適用可能 。↩
"[PDF] 段ボールの仕様書 – 国立公文書館", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[段ボール包装の業界標準では、製造の一貫性を確保するために、Bフルートボードの標準的な厚みが規定されています。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:材料厚さの基準値の検証。範囲に関する注記:正確な厚さは製造業者によって若干異なる場合があります。] ↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[エッジクラッシュテスト(ECT)評価は、段ボールの耐荷重能力の標準化された尺度です。証拠の役割:技術仕様書、情報源の種類:材料データシート。サポート:構造板の強度検証。適用範囲に関する注記:ECT値は、特に垂直圧縮強度を測定します。] ↩
「パッケージングと印刷におけるダイラインとは? – PopDisplay」、 https://popdisplay.me/what-is-a-dieline-in-packaging-print/。パッケージング設計の原則では、適切なフィットと組み立てを確保するために、スロット幅を材料の厚みに合わせて調整する必要があります。証拠の役割:手順の検証。情報源の種類:業界のベストプラクティス。サポート:組み立ての安定性。適用範囲に関する注記:すべての溝付き材料に該当します 。↩
「…の段ボール箱の圧縮強度推定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。エッジクラッシュテスト(ECT)評価32は、Bフルート段ボールの特定の圧縮強度と材料密度を定義します。証拠の役割:材料特性の検証。情報源の種類:工業規格。サポート:耐荷重能力の主張。適用範囲に関する注記:北米の包装における標準測定 。↩
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。技術包装規格では、折り畳み時のライナー破損を防ぐため、Bフルート段ボールの特定の曲げ許容値を規定しています。証拠の役割:技術仕様書、情報源の種類:包装工学マニュアル。裏付け:CAD設計精度。適用範囲に関する注記:32ECTグレードの材料に特有 。↩



