
何千ドルもかけて完璧な小売キャンペーンを企画したのに、店舗の強い蛍光灯の下ではブランドロゴがくすんで見えてしまう。色の不一致は消費者の信頼を損なう。.
パッケージデザインに特色を使用することで、あらゆる物理的な媒体においてブランドの一貫性を絶対的に保証できます。重なり合うドットをブレンドする標準的な4色プロセス印刷とは異なり、特色はパントンなどのプレミックスインクを使用することで、鮮やかで均一な色合いを実現します。これにより、大量生産による小売販売においても、視覚的な劣化を防ぐことができます。.

これらのプレミックスインクをいつ使用するかを理解することはもちろん重要ですが、これは単なる美的選択ではなく、製造コストや輸送の成否を左右する重要な製造上の決定事項です。工場現場におけるカラーマネジメントの具体的な物理法則を詳しく見ていきましょう。.
スポットカラーをグローバルカラーの代わりに使うべきなのはどんな時ですか?
あらかじめ調合されたパントンカラーを選ぶか、グローバルプロセスで色を構築するかによって、ロゴが通路から注目を集めるか、背景に溶け込んでしまうかが決まります。.
多孔質の段ボール基材に大きなベタ塗りのブランドロゴを印刷する場合は、グローバルプロセスカラーではなく特色を使用してください。特色は濃密な顔料を供給し、大型小売店の強い蛍光灯の下でCMYK印刷がひどく濁って見える原因となる、ざらついたハーフトーンドットの混色を完全に解消します。.

プロセスインクから特定の配合インクへの切り替えは、デジタル画面の美観だけにとどまらない。高速製造工程において、インクが紙繊維に化学的に結合する方法に直接的な影響を与える。.
ハーフトーンの泥現象と繊維の吸収
私の施設では、調達チームがメインブランドカラーにCMYK(シアン、マゼンタ、イエロー、キー/ブラック)のみを使用したフラットなデジタルアートワークを提出するのを日常的に目にします。彼らは、光学ドットブレンドが光沢のある雑誌用紙と同様に、未加工の32 ECT(エッジクラッシュテスト)テストライナーでも完璧に機能すると考えています。この過度に単純化された想定は、未密封の 段ボール。標準的な4色のドットが繊維質の表面に当たると、 吸収率が不均一になり、グラフィックが視覚的に断片化されます1。
これは単なる理論ではありません。6色ハイデルベルクオフセット印刷機で初期ドローダウンを実行するテストフロアで実際に起こっていることです。前四半期、あるクライアントが巨大な60インチ(1524 mm)のサイドパネルロゴにグローバルプロセスビルドを要求しました。湿ったシアンとマゼンタのドットがバージンクラフトライナーに当たると、0.14 mm外側ににじみ、分光光度計の濃度測定値に完全に失敗し、濁った色あせた惨事になりました。私はすぐにファイルを取り上げ、専用のPMS(パントンマッチングシステム)スポットカラーフラッドプロトコルをマッピングしました。光学ドットブレンドをバイパスし、正確なダイカットゾーンに単一のプレミックスパントンインクをフラッドすることで、私の印刷機は 完全に滑らかでソリッドなポリマーフィルム2。この100%ソリッドカバレッジはブランドのビジュアル資産を救っただけでなく、これにより インクが瞬時に硬化し、自動リソラミネートラインの速度が18%向上し、機械のダウンタイムによる損失を推定1,400ドル削減することができました。
| 生産指標 | CMYKプロセス印刷 | スポットカラーの塗りつぶし |
|---|---|---|
| インク塗布 | ハーフトーンドットブレンディング | 固形プレミックス顔料 |
| 基質リスク | 高繊維出血 | 表面が滑らか |
| 小売店の視認性 | 蛍光灯の下では泥だらけ | 急激な30フィートの乱れ |
私はクライアントに、プロセスインクの多孔性によってブランドの主要アイデンティティを危険にさらさせることは決して許しません。ロゴに正確なパントンカラーの塗りつぶしを義務付けることは、高額なプリプレスでの却下を防ぐための究極の対策です。.
🛠️ ハーベイのデスク: 厚手の段ボール製ディスプレイに印刷すると、ブランドロゴの鮮やかさが失われていませんか? 👉 無料の色視認性監査を受けましょう ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
スポットカラーの目的は何ですか?
これらの独特なインクは、鮮やかな店舗デザインを生み出すだけでなく、数百万ドル相当の自動製造機械を制御する機能的なエンジニアリング指令としても機能する。.
特色の目的は、視覚的なブランディングにとどまりません。特色は、自動プリプレス機械に対する厳密な機械的指令として機能します。パッケージングエンジニアは、特定の特色名に構造的なベクトルパスを割り当てることで、CNCルーターが厚手の段ボール基材を物理的に切断し、折り目をつける位置を正確に指示します。.
マーケティングチームが特定のパントンカラーにこだわる一方で、構造エンジニアはまさに同じデジタルインクチャネルを利用して、ディスプレイの目に見えない構造を構築しているのです。.
ベクターインクの機械的変換
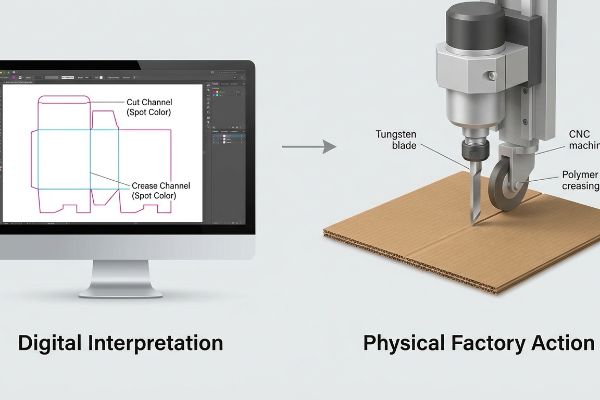
デジタルファイルのスポットカラーチャンネルは、視覚的な顔料ではなく、専用の通信周波数と考えてください。複雑な構造のダイラインを設定するとき、私は単に画面に線を描いているのではなく、ロボット切断テーブルの正確なツールパスをプログラミングしているのです。標準プロセスカラーは、RIP(ラスターイメージプロセッサ)ソフトウェアによって、紙の表面に印刷されるアートワークとして解釈されます。対照的に、特殊なスポットカラー(多くの場合「カット」または「折り目」 4と呼ばれる)は、印刷版を完全に無視して、物理的なタングステンブレードまたはポリマー折り目ホイール5を作動させるように機械に指示します。
視覚的なアートワークと機械的なCNC(コンピュータ数値制御)ツールの厳密な分離は、高速構造パッケージングの根幹を成しています。デザイナーが誤って折り目を標準の黒インクで残した場合、自動システムは 段ボール、平らなシートは構造的に役に立たなくなります。すべての 機械的な形状を専用の非印刷スポットチャネル6、エンジニアリングパイプラインは外科手術のように精密に保たれます。これにより、物理的な切断が印刷されたアートワークと完全に一致し、 重量のある商品が小売フロアに安全に7 、壊滅的な重量配分の失敗を引き起こすことなく、必要なミリメートル単位の公差が維持されます。
| プリプレスチャンネル | デジタル通訳 | 物理的な工場活動 |
|---|---|---|
| 標準CMYK | アートワーク画像 | 紙に塗布されたインク |
| 「カット」スポットカラー | 機械加工ツールパス8 | タングステンブレードスライス9 |
| 「クリース」スポットカラー | 曲げ代 | ポリマーホイールが圧縮される10 |
私は、構造経路が独立したカラーチャンネルに確実に固定されていることを確認するため、送られてくるすべてのダイラインを厳密に監査しています。この厳格なデータ管理により、ボードがカッティングテーブルに届く前に、折り目のずれを完全に排除することができます。.
🛠️ ハーベイのデスク: パッケージのダイラインに、自動裁断機をクラッシュさせる隠れたCMYKストロークが含まれていませんか? 👉 無料の構造ダイライン監査をご依頼ください ↗ — 100%機密保持。未発表の小売デザインは私にお任せください。
特色とプロセスカラーを使用する際のメリットとデメリットは何ですか?
プレミックスインクと4色印刷の正確な利点と欠点を比較検討するには、デジタル校正だけでなく、騒々しい工場現場に足を踏み入れる必要がある。.
特色インクを使用すると、色の一貫性が完璧で、印象的なメタリック仕上げが得られるという利点がありますが、製造工程のコストが高くなるという欠点があります。一方、標準プロセスカラーを使用すると、写真印刷のコスト効率が良いという利点がありますが、未加工の吸水性段ボールに直接塗布すると、色の変化が制御不能になるという深刻な欠点があります。.

これら2つのインクシステム間の金銭的および物理的なトレードオフは、大量生産で高品質な仕上げを実現しようとすると、容赦なく明らかになる。.
メタリックインク用ベースプライマープロトコル
新しい小売プロジェクトを評価する際、デザイナーが標準的なプロセス画像と並んでプレミアムメタリック特色を指定しているのをよく見かけます。これは、2つのシステムが印刷機上で同じように動作すると想定しているためです。彼らは、未密封基材上の特殊インクの化学的限界を理解していません。プロセスインクは透明度が高く、重ねて印刷できるように設計されていますが、 真のメタリックパントンは、キャリア液に懸濁された重く不透明な金属フレーク11 ます。これらを未加工の茶色や標準的な白色のトップシートに直接印刷すると、 多孔質の紙繊維がキャリア液12を、金属フレークは孤立して光沢を失い、通常の倉庫での摩擦で剥がれ落ちやすくなります。
これは単なる理論ではありません。先月、高級酒類ディスプレイの試作を行っていた際に、私は身をもってこのことを学びました。2023年、私は主任パッケージングエンジニアのマークに、標準的なEフルートボードにPMS 877シルバーを直接使用してテストバッチを実行するように依頼しました。私はデリバリースタッカーの横に立ち、印刷されたばかりのシートに親指を滑らせていたのを覚えています。シルバーはすぐにチョークのような灰色のペーストに滲み、マイクロメーターはインクフィルムの厚みが予想より12%減少していることを示しました。紙は文字通りメタリック顔料の生命力を吸い取ってしまっていたのです。私たちはすぐにラインを一時停止し、ホワイトベースプライマープロトコルを開始しました。私は印刷機に、シルバーゾーン13の真下に厚く密度の高い不透明なホワイトスポットインクの層を正確に塗布させ、密封されたポリマーベースを作成しました。ボードを再印刷すると、シルバーは鮮やかに輝き、微細な傷一つなく所定の位置に固定されました。私はテストラボで時間とお金を費やしていますが、それはお客様が小売フロアで利益を損なわないようにするためです。このプライマー調整により、輸送中のインクのにじみリスクが完全に排除され、クライアントの高級ディスプレイは3,000マイルの輸送を、外観上の損傷による小売店からのチャージバックを一切受けることなく乗り切ることができました。
| 印刷属性 | プロセスカラー(CMYK) | 特色(パントン) |
|---|---|---|
| コスト効率 | 低(追加プレートなし) | 高(カスタム設定が必要) |
| 色の一貫性 | 変動しやすい(変化しやすい) | アブソリュート(プレミックス処方) |
| 物質反応 | 紙に吸収される | 下地プライマーが必要です |
ブランドがマーケティング予算を、輸送中にくすんだ灰色の粉になってしまうような高級メタリックインクに浪費することを私は断固として拒否します。しっかりとした下地を作ることは、触感に訴えるパッケージングにおける私の譲れないルールです。.
🛠️ ハーベイのデスク: 輸送時の乱暴な取り扱いにより、貴社の高級メタリックロゴが剥がれたり、輝きを失ったりしていませんか? 👉 無料のインク摩擦分析を申し込む ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接お話しいただけます。
特色合わせにおける業界標準は何ですか?
異なる大陸や基材において正確な色再現性を実現するには、主観的な人間の視覚を捨て、厳密な数学的許容誤差に完全に依存する必要がある。.
特色を一致させるための業界標準は、高度な分光光度計による測定と組み合わせた、厳格なG7マスターグレースケール校正方法に基づいています。この客観的なプロトコルは、デルタEという数学的許容誤差を用いて正確な光波長を測定し、世界中のあらゆる製造サプライチェーンにおいて、印刷されたパッケージがデジタルPantone仕様と完全に一致することを保証します。.

色の検証から人的要素を排除することこそが、湿度、紙質、インクの化学組成といった予測不可能な要素からグローバルブランドの視覚的アイデンティティを守る唯一の方法である。.
デルタEメトリックと光の波長
構造パッケージングエンジニアリングにおいて、明るいバックライト付きモニターで表示されるデジタルPDFを信頼することは、物理的な大惨事を招く原因となります。色の精度に関する世界的な基準は視覚的なものではなく、完全に数学的なものです。当社では G7キャリブレーション手法15。高感度分光光度計を使用することで、エンジニアは 標準化されたD50照明条件16。この測定値から、意図したデジタルカラーと基板上の実際の物理的なインクとの間の数値的な距離を表す特定のDelta-E値が生成されます。
Delta-E 許容値を2.0未満に維持することで、数か月間隔で印刷されたバッチ間の差異を人間の目で検出できないことが保証されます。複雑な小売環境を扱う場合、この数学的な光測定への厳密な遵守が重要になります。ブランドが充填済みのディスプレイを大型量販店に出荷する場合、パッケージは厳しい冷白色の蛍光灯照明にさらされます。事前に混合されたスポットインク18 を普遍的な標準に固定する客観的な G7 キャリブレーションがないと、周囲の照明によって色合いが人為的に変化し、ディスプレイが日焼けしたように見えたり、不一致に見えたりします。インクプロファイルを数学的に設計することで、ディスプレイが小売フロアで非常に目立つ静かなセールスマンであり続けることが保証されます。
| 校正指標 | 視覚的主観性 | エンジニアリング標準 |
|---|---|---|
| 検証ツール | コンピューターモニター | 分光光度計装置19 |
| 照明条件 | 管理されていないオフィス | D50標準ブース20 |
| 許容閾値 | 「十分近いように見える」 | デルタEが2.0未満21 |
私は、スマートフォンの写真や主観的なオフィス照明に基づいて色の承認を行うことは決して認めません。分光光度計による厳密な数学的測定を信頼することこそが、完璧な販売実績を保証する唯一の方法だと考えています。.
🛠️ ハーベイのデスク: 工場から店頭の通路に移動する際に、パッケージの色が大きく変化していませんか? 👉 無料の Delta-E 診断レポートを入手 ↗ — すべての構造ファイルを 24 時間以内に私が個人的に確認します。
結論
正確なスポットカラー計算を徹底し、プリプレス工程におけるダイラインの衛生管理を厳格に行うことで、厳しい小売環境下で大量生産キャンペーンが失敗に終わる原因となるハーフトーンの濁りや構造的な位置ずれを完全に排除できます。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店からのチャージバックを回避することができました。理論上のデザインが工場で失敗することにうんざりしているなら、ぜひ私にお任せください。 無料のカラーキャリブレーションと構造監査↗ 、次回の展開が実際のサプライチェーンを無事に乗り切るよう保証いたします。
「水性インクによる段ボール箱印刷の進化」、 https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/。[基材との相互作用に関する印刷技術ガイドでは、多孔質繊維における不規則な毛細管現象がドットゲインの不均一性とインクの移行を引き起こし、視覚的な断片化につながる仕組みを説明しています]。証拠の役割:技術的検証。情報源の種類:印刷科学の教科書。サポート:未加工段ボールにおけるCMYK劣化を引き起こすメカニズム。適用範囲に関する注記:非コート基材への4色プロセス印刷に特化 。↩
「パッケージ印刷におけるCMYKと特色」、 https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/ 。[印刷物理学のマニュアルでは、特色は連続的なインク膜を形成するのに対し、プロセスカラーはハーフトーンのドットに依存しており、多孔質基材ではにじみや隙間が生じる可能性があると説明されている]。証拠の役割:技術的メカニズム。情報源の種類:印刷の教科書。裏付け:視覚的な品質向上。適用範囲に関する注記:多孔質基材に特有 。↩
「パッケージ印刷におけるスポットカラーとは?」、 https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing。[工業用インクの技術仕様によると、単層スポットカラー印刷は、多層プロセスよりも乾燥および硬化の閾値を早く達成することが一般的です]。証拠の役割:生産効率。情報源の種類:インクメーカーのデータシート。サポート:ライン速度の向上。適用範囲に関する注記:インクの種類と乾燥方法によって異なります 。↩
「Adobe Illustrator の特色印刷 – Simply Beautiful Print」、 https://www.beautiful.co.uk/help/understanding-and-using-spot-colours-in-adobe-illustrator-a-practical-guide/。[プリプレスおよびパッケージングエンジニアリングの業界文書では、「カット」や「折り目」などの特色名を使用して非印刷ツールパスを定義するように規定されています]。証拠の役割:技術標準。ソースの種類:業界ハンドブック。サポート:ロボット切断テーブルのプログラミング。適用範囲に関する注記:構造パッケージング設計に特化 。↩
「紙用折り目付けホイール付きCNC振動ナイフ切断機…」、 https://www.youtube.com/watch?v=5kr3jCCI82M。[デジタル切断テーブルの技術仕様では、基材の型抜きと筋入れに使用される物理的コンポーネントについて説明します]。証拠の役割:ハードウェア仕様、ソースの種類:製品マニュアル。サポート:ベクターデータの機械的変換。範囲に関する注記:自動切断ハードウェアに限定 。↩
「プロセスカラーとスポットカラーのパッケージ定義 | PackMojo」、 https://packmojo.com/help/process-colors-vs-spot-colors/?srsltid=AfmBOoovu90bi2P0D3DOyTWJHheTbW0k2Ed-SUNSrrJ5r3pdbN5hPYW_ 。[プリプレスソフトウェアまたはCNCパッケージング機械の技術文書では、指定されたスポットカラーをツール用の非印刷マーカーとして使用することが確認されています]。証拠の役割:プロセス検証。ソースの種類:技術ガイド。サポート:視覚芸術と機械的コマンドを分離する方法。範囲に関する注記:プリプレスから製造までのワークフローに焦点を当てています 。↩
「構造安全性のための多重荷重トポロジー最適化設計…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11356512/。[段ボールディスプレイの業界技術規格では、荷重下での構造崩壊を防ぐために必要な特定の許容誤差が検証される]。証拠の役割:技術的検証。情報源の種類:技術規格。裏付け:安全性のためのCNC切削における精度の必要性。適用範囲に関する注記:重量のある段ボール基材に特有 。↩
「スポットカラーを含むデジタル印刷の色制御…」、 https://www.youtube.com/watch?v=XsR5Z_Tz59c 。プリプレス規格では、特定のベクタースポットカラーが、インク指示ではなく機械的なツールパスとしてRIPソフトウェアによってどのように解釈されるかを説明しています。証拠の役割:プロセス検証。ソースの種類:技術標準。サポート:機能的なスポットカラーのデジタル解釈。適用範囲に関する注記:ベクターベースの自動化ワークフローに適用されます 。↩
「デジタルダイカットブレード、マッチング3個パック – Primera Technology, Inc.」、 https://www.primera.com/digital-die-cutting-blades-matched-3-pack.html。デジタルフラットベッドカッターの技術マニュアルでは、指定されたスポットカラーがタングステンカーバイドブレードの動きをトリガーし、基材を正確にスライスすることが確認されています。証拠の役割:技術仕様、情報源の種類:機械マニュアル。裏付け:スポットカラーの「カット」によってトリガーされる物理的動作。範囲に関する注記:自動デジタル切断システムに特有 。↩
「板金曲げにおけるKファクターとは?究極ガイド」、 https://sendcutsend.com/blog/what-is-k-factor-in-bending-terminology/?srsltid=AfmBOory6fM11yF5EBytveI1HgxLDChtsTvbSe_M20vP_aQwwVUtJxm -。工業仕上げ仕様では、ポリマースコアリングホイールを使用して、指定されたスポットカラーマーカーを介して基材に曲げ代を作成する方法が詳述されています。証拠の役割:技術仕様、ソースタイプ:エンジニアリングマニュアル。サポート:スポットカラー「折り目」によってトリガーされる物理的動作。範囲に関する注記:自動折り曲げおよびスコアリング装置に限定されます 。↩
「パントングラフィックスメタリックインクとコーティングに関する事実」、 https://www.pantone.com/articles/faq/facts-about-pantone-graphics-metallic-ink-and-coatings?srsltid=AfmBOopjLwjYpvKJjmk4FPR9LimPenxvWMAc5jemD-pCySGR34zyli7R。[インクメーカーの技術仕様書では、メタリックスポットカラーは不透明度と光沢を実現するために懸濁金属粒子を使用していることが確認できます]。証拠の役割:技術仕様書、情報源の種類:メーカーの技術データシート。裏付け:メタリックインクの化学組成。適用範囲に関する注記:メタリックスポット顔料に特有 。↩
「段ボールの座屈破壊における接着剤:有限…」、 https://research.fs.usda.gov/treesearch/5843。[印刷業界のマニュアルでは、未密封基材における毛細管現象がインクの溶剤を剥離し、顔料の密着不良と金属光沢の喪失につながる仕組みが説明されている]。証拠の役割:因果メカニズム。情報源の種類:印刷業界の技術ガイド。裏付け:未密封ボード上のメタリックインクにプライマーが必要であること。適用範囲に関する注記:未密封または多孔質基材に限定される 。↩
「段ボール印刷ソリューション|サンケミカル」、 https://www.sunchemical.com/packaging_corrugated/。[包装工学の権威ある情報源によれば、白色プライマー層は、吸収性のある段ボール基材が金属顔料を吸収するのを防ぎ、色の鮮やかさとインクの厚みを確保すると説明されている。] 証拠の役割:技術検証;情報源の種類:業界マニュアル。裏付け:ホワイトベースプライマープロトコルの有効性。適用範囲に関する注記:多孔質基材に適用 。↩
「段ボール箱の内外を考える – 印刷」、 https://www.agfa.com/printing/tips/corrugated-boxes/。[インク化学に関する技術文書では、プライマーがバリアを形成し、インクの密着性を向上させ、輸送中の隣接面へのインクの転写を低減することが示されています]。証拠の役割:因果関係。情報源の種類:印刷技術ガイド。裏付け:プライマーの使用による輸送中の損傷の低減。適用範囲に関する注記:高顔料インクまたはメタリックインクに特有 。↩
"[PDF] G7方式によるインディゴ印刷機のキャリブレーションとプルーフ", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac。[Idealliance社による権威ある業界標準では、G7方式がグレーバランスを標準化し、異なる印刷機間で視覚的な一貫性を実現する方法を説明しています]。証拠の役割:技術的検証、情報源の種類:業界標準。サポート:グレーバランス標準化のためのG7方式。適用範囲に関する注記:主に印刷・包装業界に適用可能 。↩
「グラフィックアートにおけるD50色チェック|JUST-Normlicht」、 https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html。[ISO 3664などの国際規格では、印刷物の表示および測定のための標準光源としてD50が指定されています]。証拠の役割:技術仕様、ソースの種類:国際規格。サポート:客観的な色測定のためのD50照明の使用。適用範囲に関する注記:グラフィックアートおよび印刷ワークフローに特化 。↩
「Delta E値とその人間の知覚レベルの概要…」、 https://www.researchgate.net/figure/Summary-of-Delta-E-Values-with-Their-Associated-Level-of-Human-Perception_tbl1_354093713。[権威ある色彩科学の情報源またはCIE規格では、Delta-E値が2.0未満の場合、平均的な人間の目では色の違いを認識できない閾値であることが確認されています]。証拠の役割:技術的検証。情報源の種類:業界標準。裏付け:色のバッチに対する人間の視覚的知覚に関する主張。範囲に関する注記:知覚は、観察者の専門知識と照明条件によって異なる場合があります。] ↩
「ワークフロー革新—G7キャリブレーション – Idealliance」、 https://idealliance.org/workflow-innovations-g7-calibration/。[IDEAlliance G7ドキュメントでは、グレースケールキャリブレーションが、さまざまな印刷プロセスや基材間で色の安定性を確保するための一貫した視覚的基準をどのように作成するかを規定しています]。証拠の役割:プロセス検証。ソースの種類:技術認証マニュアル。サポート:インクの一貫性に関する普遍的な標準としてのG7の使用。適用範囲に関する注記:IDEAlliance G7手法に特化して適用されます。] ↩
「カラー分光光度計|色測定機器」、 https://www.xrite.com/page/color-spectrophotometer。[権威ある色彩科学の文書では、分光光度計が客観的な数値による色測定の主要ツールとして挙げられています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:主観的な検証ツールからエンジニアリングされた検証ツールへの移行。範囲に関する注記:プロ仕様のハードウェアに焦点を当てています 。↩
「ISO 3664:2009 に基づく色合わせ | JUST-Normlicht」、 https://www.just-normlicht.com/us/iso-3664-2009.html。[ISO 3664 などの国際規格では、一貫性を確保するために、グラフィックアートと色合わせの標準光源として D50 を定めています]。証拠の役割: 業界標準。ソースの種類: 規制標準。サポート: 制御された照明環境の要件。適用範囲に関する注記: 印刷における昼光シミュレーション規格に特化] 。↩
「スポットカラーのデルタE | PrintPlanet.com」、 https://printplanet.com/threads/spot-color-delta-e.5292/。[技術的な測色ガイドラインでは、プロフェッショナルな業界アプリケーションにおける許容可能な色差の一般的な閾値として、デルタE値が2.0以下と定義されています]。証拠の役割:技術的指標、情報源の種類:技術マニュアル。サポート:色精度の定量的許容閾値。範囲に関する注記:正確な許容範囲は、基材とブランドの要件によって異なる場合があります] 。↩



