ブランドは高級パッケージに何千ドルも費やしているにもかかわらず、店頭では見向きもされない。その原因は?それは、買い物客の手に触れる機会が不足し、物理的なつながりを築けていないことだ。.
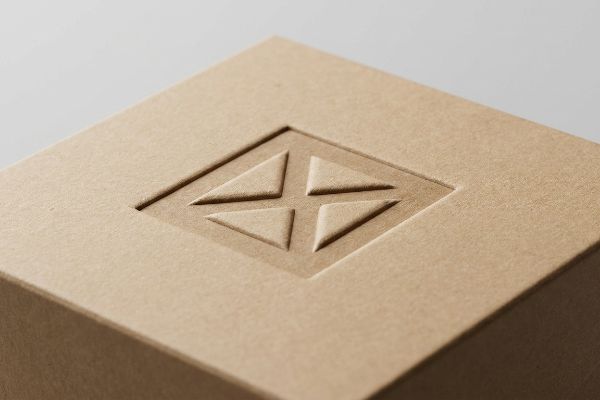
デボス加工とは、金属製の金型を基材に永久的に押し込む機械的な印刷工程のことです。この工程により、パッケージ表面に凹んだデザインが形成され、素材の繊維密度が永久的に高められることで、追加のカラーインクを使用することなく、高級感のある触感豊かなブランディング体験を実現します。.

基本的な理論を知っていることはグラフィックデザイナーにとっては良いことだが、これを段ボール製の重い小売用ディスプレイにまで拡大すると、物理法則は劇的に変化する。
デボス加工とはどういう意味ですか?
凹型ロゴの仕組みを理解することは、高級小売パッケージングの実現をマスターするための第一歩です。.
型押し加工の意味を理解するには、機械的なアンビル(金床)の動作に注目する必要があります。鋼鉄製の金型が板紙に直接押し込まれ、内部の繊維を永久的に下方に圧縮します。これにより、くっきりと凹んだ構造的な痕跡が生まれ、最終的な店頭ディスプレイに圧倒的な視覚的な奥行きと触覚的な摩擦感をもたらします。.
平らな名刺に凹んだような形状を出すのは簡単だが、荷重のかかるディスプレイに適用するには、綿密な構造計算が必要となる。.
エンボス加工が波形フルートに与える影響
グラフィックデザイナーは、触覚効果をデジタル ダイライン。彼らは、デザインを素材に押し込むことが、標準的なインク印刷とまったく同じように機能すると考えています。実際には、金属の形状を厚い段ボールに押し込むと、 紙繊維の物理的な抵抗が大きく変化します1。圧力を綿密に制御しないと、 内側のフルートが不均一に座屈し2、出荷される前にパネル全体が損なわれます。
ベテランデザイナーでさえ、平らなカートンから重量のある店頭ディスプレイに移行する際に、この盲点を見落としがちです。彼らは、荷重を支える構造的な折り目に沿って、大きく深い刻印を施してしまうのです。私は梱包現場で、これが失敗しているのを何度も目にします。店員が折り目に沿ってディスプレイを折り畳もうとしますが、繊維がすでに強い刻印によって押しつぶされているため、生の板紙が引き裂かれる独特の乾いた音が聞こえてきます。この問題を解決するために、私は カッティングプレート3 、それを金床として機能させています。これにより、打撃時の繊維の伸びを正確に制御できるため、クライアントは手作業による再加工費用を何週間も節約でき、トップシートの破れも完全に防ぐことができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 折り目に強い跡を残す | ポリマーマトリックスチャネルルーティング4 | トップシートの破れを防ぎます |
| 板厚制限を無視する | キャリパー固有のダイ圧力5 | 手作業による再作業費用を削減 |
| 繊維の伸びが無限であると仮定する | 制御された金床打撃深度6 | コーナー構造をしっかりと固定します |
美観を重視するあまり、耐荷重性能を損なうような折り畳み構造は避けるべきです。繊維の圧縮深度を正確に制御することで、高級感のある触感を保ちながら、陳列什器の耐久性を確保します。.
🛠️ ハーベイのデスク: ロゴの刻印が構造的な折り目に危険なほど近いかどうか不安ですか?👉 無料の構造監査を受ける↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
型押し加工とはどのようなものですか?
物理的な奥行きがあるように見えますが、その真の視覚的な成功は、周囲の光がパッケージにどのように作用するかに完全に依存します。.
型押しされたデザインは、パッケージ素材に直接彫り込まれた、きれいに窪んだクレーターのように見えます。このデザインは通常の表面レベルより低い位置にあるため、凹んだロゴを際立たせるには、店舗の強い照明による深くコントラストの高い影が不可欠です。.
凹んだロゴはバックライト付きのコンピューターモニター上では非常に鮮明に見えるかもしれないが、巨大な大型店舗の環境では全く異なる視覚的印象を与える。.
小売業におけるエンボス加工パッケージの視覚物理学
多くのブランドは、凹んだロゴが代理店から受け取る高解像度の3D PDFレンダリングとまったく同じように見えることを期待しています。自然な凹みが、追加の色によるサポートなしに自動的に買い物客の目を引くと考えています。しかし、 インクを使用していない刻印は、視覚的なコントラストを生み出すために周囲の照明角度7 ています。最適な光源がない場合、 10フィート離れたところから人間の目には物理的な奥行きは完全に平坦に8。
購入者は、控えめで高級感のある外観を期待して、インクを使用していない凹型ロゴを暗いマットラミネートに貼ることがよくあります。しかし、薄暗いクラブストアの通路にディスプレイを置くと、完全に見えなくなってしまいます。あるクライアントが小売店のウォークスルー中に苦労しているのを目撃しました。高価な凹型エンブレムが、一番下の棚の影になっている部分で全く見えなかったのです。手で触れると滑らかで粉っぽい凹みを感じることはできますが、見た目にはただの黒い空洞でした。私はいつも、凹型エンブレムに高コントラストのスポットUV(紫外線)仕上げ9を組み合わせるか、 50インチ(127cm)のストライクゾーン10内にのみ配置することでこの問題を解決しています。こうすることで、店内の照明がエンブレムの縁を照らし、インク予算を増やすことなく、瞬時に視認性を高めることができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| インクを使用していないロゴを、暗いマットなボードに印刷 | 部分的にUVグロスを塗布11 | 薄暗い通路でも抜群の視認性 |
| 下段の棚に印象を配置する | 最適なストライクゾーンへ移動 | 頭上からの光の角度を捉える12 |
| 3D PDFレンダリングのみに依存する | D50ライト下での実物モックアップ13 | 色の変化による予期せぬ事態を解消します |
高級仕上げにかけた予算を無駄にしてはいけません。凹んだ質感を特定の小売店照明の角度に合わせることで、混雑した大型量販店の棚でもブランドが確実に際立つようになります。.
🛠️ ハーベイのデスク: 大型量販店の強い蛍光灯の下で、触覚ロゴが完全に消えてしまうのではないかと心配ですか? 👉 照明評価を依頼する ↗ — 安全にダウンロードしてください。後でご質問があれば、いつでもご連絡ください。
どのような素材に型押し加工が可能ですか?
すべての包装材が、永久的な凹部を形成するために必要な強い機械的圧力に耐え、破損しないとは限りません。.
型押し加工に用いられる材料には、一般的に厚手のバージンクラフト紙、SBS(固形漂白硫酸塩)、多層段ボールなどがあります。しかし、基材の正確な厚さと内部繊維の長さによって、材料が物理的に破損したり、必要な動的圧縮強度を完全に失ったりする前に、金属金型がどれだけ深く押し込めるかが厳密に決まります。.

適切な基材を選ぶことは、単なる美的選択ではなく、キャンペーン全体の物理的な存続を左右する、極めて重要な工学的制約となる。.
エンボス加工ディスプレイにおける材料繊維の限界を理解する
最大限の持続可能性を目指す調達チームは、テクスチャ加工を施した小売用陳列ケースに100%再生紙のテストライナーを義務付けることがよくあります。彼らは、この環境に優しい板紙が金属プレス金型の強い圧力の下で新品の紙とまったく同じように振る舞うと想定しています。彼らは、 セルロース繊維が複数回の再生サイクルを経て物理的に短縮し、構造的に消耗する再生 。
再生紙繊維は、古い輪ゴムのようなものだと考えてください。5 回伸ばして再利用すると、弾力性を完全に失います。重金属の金型が再生紙を大量に叩くと、きれいな凹みのある跡は残りません。代わりに、 短く脆い繊維が圧力で粉々に砕けてしまいます15。ダイカットマシンが再生紙に当たって、波状の粉塵が大量に舞い上がり、ロゴがあるべき場所にギザギザの穴が開いてしまい、生産ラインを停止せざるを得なかったこともあります。このような材料の破損を防ぐため、 長繊維のバージンクラフト紙16 。これにより、金属の衝撃を吸収するために必要な構造的な弾力性が瞬時に回復し、自動高速運転中の材料の破損を完全に防ぐことができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 大量にリサイクルされたテストライナーを刻印 | 30%のバージンクラフト繊維を注入17 | ロゴのギザギザした破れを防ぎます |
| 内耳の弱さを無視する | フルートから離れた印象のマッピング18 | パネルの耐荷重を維持 |
| 薄いSBSに深いテクスチャを押し付ける | 浅水域制限の適用19 | 組み立て中の破れを防ぎます |
使い古された再生繊維は、高圧下ではきれいな立体形状を維持できません。特定の耐荷重パネルをバージンクラフト紙にアップグレードすることで、触感に優れたブランドイメージを鮮明に保ちながら、構造的な崩壊を防ぐことができます。.
🛠️ ハーベイのデスク: あなたは、弱くて使い古されたテストライナー素材に、無計画に重いテクスチャを刻印していませんか? 👉 素材強度監査を申し込む ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
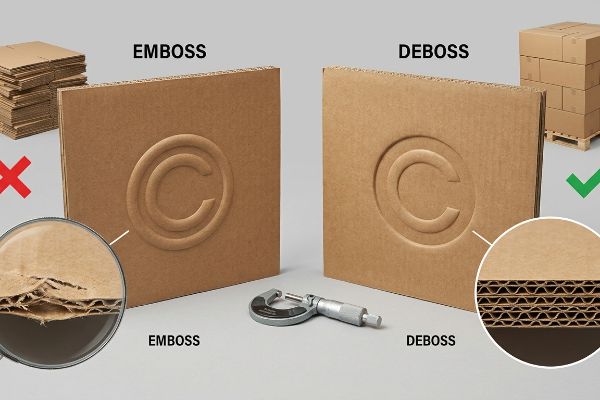
エンボス加工とデボス加工の違いは何ですか?
グラフィックデザイナーはこれら2つの触覚効果を互換性のあるものとして扱うが、工場現場では、それらは物理的に全く正反対のものである。.
エンボス加工とデボス加工の違いは、加える力の方向にある。エンボス加工は、素材を外側に押し出して隆起した突起を作り、繊維を強く引き伸ばす。一方、デボス加工は、素材を内側に押し込み、外側のライナーの重要な伸縮弾性を損なうことなく、内部の溝を密にしてしっかりとした凹状のブロックにする。.
実験室で凹凸のある表面を持つディスプレイを1台だけ立てておくのは簡単だが、充填済みのユニットを500台も全国に出荷するとなると、厳しい現実が待っている。.
工場現場におけるエンボス加工とデボス加工の圧縮物理学
これは、経験豊富な調達チームでさえ陥るよくある落とし穴です。彼らは、 PDQ (Product Display Quick)トレイの重要な耐荷重壁に、外側に大きく3Dエンボス加工を施すことを義務付けます。彼らは、外側の隆起と内側のくぼみを全く同じ構造上のリスクとみなします。彼らは、 基材を外側に押し出すとトップライナー20が、 パネルの理論上のECT(Edge Crush Test)評価21が ん。
私の施設では、外向きに伸びる設計がテストフロアで失敗するのを日常的に目にします。マイクロメーターで外向きのピークを測定すると、紙板が物理的に最大 0.14 インチ (3.5 mm) 薄くなっています。48 × 40 インチ (121.9 × 101.6 cm) の GMA (食料品製造業者協会) パレットに 積み重ねると、薄く伸びた繊維は、187.5 ポンド (85 kg) の動的な上面荷重によって瞬時に微細な亀裂を生じます。マイクロメーターの測定値を取り出して、高価な二重壁板で箱を過剰に設計する必要がないことを証明します。金型を反転させて、代わりに内側の凹部を作成するだけです。金属ダイを押し下げることで、 内側のフルートを圧縮して固体構造ブロック23、外側のライナーの弾性を維持します。最下層の耐荷重パネルすべてにこの厳格な内向き打撃プロトコルを適用することで、構造的完全性を完全に損なうことなく維持し、小売業者の返品率をゼロに抑え、顧客が潜在的な手作業による再梱包費用を推定30%削減できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 耐力壁の外側の突起 | 工具を反転させて内向きに打ち込む | 元の圧縮限界を維持します24 |
| 紙繊維の薄化限界を無視する | 溝を緻密化して固体ブロックにする25 | パレット上部の崩壊を防ぎます |
| 二重壁ボードへのアップグレード | 戦略的な社内ツールを活用する | 原材料費を大幅に節約26 |
垂直支持壁を外側に引っ張ることは、構造上の致命的な欠陥となります。内側に圧縮する方式に切り替えることで、厳格な構造剛性を維持しながら、ブランドが求める高級感のある触感を実現できます。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
安価な業者を選んで、デザインをそのまま印刷してもらうこともできますが、薄くなったパネルが重いパレットの荷重でたわむと、輸送中に大きな損傷が発生し、キャンペーンの利益がゼロになってしまいます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書です。基材の圧縮限界を推測するのはやめて、金型費用を支払う前に致命的な構造上の欠陥を見つけるために、私の 無料ダイライン監査↗ ください。
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[紙の物理学に関する技術文献では、金属金型からの圧縮力がセルロース繊維の機械的特性と抵抗を永久的に変化させる仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:材料科学出版物。裏付け:紙繊維の物理的変化。適用範囲に関する注記:高耐久性段ボールに適用される 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[包装工学規格では、デボス加工工程中に高圧垂直圧縮を受けた際の段ボールフルートの座屈閾値について規定している]。証拠の役割:構造検証;情報源の種類:包装工学マニュアル。裏付け:構造破壊リスク。適用範囲に関する注記:不均一な圧力適用に限定される 。↩
「C&T MatrixがAstin Anvil Coversの代理店に」、 https://www.candtmatrix.com/company-news/campt-matrix-becomes-an-agent-for-astin-anvil-covers。[パッケージの型抜きに関する技術文書では、ポリマーマトリックスチャネルが精密なアンビルとして機能し、繊維の変位を制御して材料の破断を防ぐ仕組みについて説明しています]。証拠の役割:技術的検証、情報源の種類:エンジニアリング仕様。サポート:板紙の破断を防ぐためのポリマーマトリックスの使用。適用範囲に関する注記:特に厚紙の高圧デボス加工に適用されます 。↩
「デボス加工パッケージの定義」、 https://packmojo.com/help/debossing-packaging-definition/? srsltid=AfmBOorzncRV7IwKI_SSXS0fKnpV7I3q858YXkSAGLiuac8XRn1xlNex 。[パッケージングエンジニアリングの権威ある情報源では、ポリマーマトリックスルーティングが折り目部分の破損を防ぐために材料の応力をどのように管理するかが説明されています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。サポート:トップシートの破れ防止。適用範囲に関する注記:高級コーティング段ボールに特化。↩
「包装におけるデボス加工:定義、プロセス、用途、課題」、 https://packhit.co.uk/packaging/finishes/debossing/。[段ボールの厚さ(キャリパー)に関する業界標準では、フルートの潰れを防ぐために必要な圧力設定が規定されています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:材料不良と再加工費用の削減。適用範囲に関する注記:板材のグレードとフルートの形状によって異なります 。↩
「打撃する金床」、 https://www.youtube.com/watch?v=B2jFtCjZHVM。[デボス加工機の技術ガイドでは、金床の深さを調整することで繊維の過伸展を防ぎ、構造的な剛性を維持する方法が説明されています]。証拠の役割:機械的説明。情報源の種類:機器メーカーの文書。支持:剛性のあるコーナー構造の維持。適用範囲に関する注記:機械式プレスによるデボス加工に適用されます 。↩
「輝度コントラストと周囲光が視覚に及ぼす影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC7593298/。[光学とパッケージデザインに関する技術文書では、インクが塗布されていない凹部は色コントラストが欠如しており、視認性を確保するために指向性光によって影を作り出す必要があることが説明されている]。証拠の役割:技術的検証。情報源の種類:光学またはグラフィックデザインマニュアル。裏付け:エンボス加工の視認性には照明が必要であること。適用範囲に関する注記:単色材料に特有 。↩
「奥行き知覚と視力における眼内差…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11910907/ 。[人間の視力と奥行き知覚の閾値に関する研究は、浅い物理的な凹みがもはや三次元として知覚されなくなる距離を確認している]。証拠の役割:定量的検証。情報源の種類:視覚科学または人間工学研究。支持:小売距離における奥行き知覚の限界。範囲に関する注記:実際の距離は、凹みの深さによって異なる。↩
「スポットUV印刷ガイド:パッケージ用コーティング&仕上げ – Gentlever」、 https://gentlever.com/spot-uv-for-custom-packaging/。[印刷技術ガイドでは、スポットUVが鏡面反射を高めてマットな基材との視覚的なコントラストを生み出し、凹んだ要素を強調する方法を説明しています]。証拠の役割:技術的方法、情報源の種類:印刷仕様。サポート:視認性を高める方法。適用範囲に関する注記:効果はニスの厚さによって異なります 。↩
「効果的なディスプレイと顧客の流れのための小売店舗設計」、 https://www.business.qld.gov.au/industries/manufacturing-retail/retail-wholesale/retail-displays。[小売マーケティング基準では、「ストライクゾーン」を消費者の注意が最も高まる目の高さの範囲と定義しており、通常は50~60インチ付近を中心としています]。証拠の役割:技術仕様、情報源の種類:業界ガイド。サポート:衝動買いを促す最適な配置。範囲に関する注記:対象となる顧客層の身長によって異なります 。↩
「マット vs スポットUV パッケージ:どちらの仕上がりが見栄えが良いか? – YLTPACK」、 https://yltpacking.com/matte-vs-spot-uv-packaging-which-finish-looks-better/。[印刷技術ガイドでは、スポットUVがマット表面に対して鏡面コントラストを生み出し、暗い環境での視認性と読みやすさを向上させる仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:印刷業界のマニュアル。裏付け:視認性を高めるためのUV光沢の使用。範囲に関する注記:効果は光沢とマットのコントラストの度合いによって異なります 。↩
「パッケージの色明度と小売店の棚位置の関連性…」、 https://www.desjardin.fr/en/blog/association-between-packaging-color-lightness-and-retail-shelf-position-for-triggering-sales。[小売店の照明設計研究では、天井照明器具からの入射角が、デボス加工などの立体的な表面テクスチャの視認性にどのように影響するかを説明しています]。証拠の役割:環境物理学的検証。情報源の種類:小売店設計研究。裏付け:視覚的奥行きのためのストライクゾーン配置の重要性。範囲に関する注記:結果は、特定の小売店照明器具の照明によって異なります] 。↩
「ライトブースでの色の混乱:D50がパッケージングに最適な理由…」、 https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e。[ISOおよびANSI規格では、一貫した色評価を保証し、メタメリズムを排除するために、D50をグラフィックアート業界の標準光源として定義しています]。証拠の役割:業界標準の検証。ソースの種類:技術標準。サポート:色ずれによる予期せぬ事態を防ぐためのD50ライトの使用。適用範囲に関する注記:特に、模擬昼光条件下に適用されます] 。↩
「複数回のリサイクルサイクルが機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC13075187/。[パルプ・製紙科学の権威ある情報源が、繰り返しのリパルプ化と機械的処理がセルロース繊維を短縮し、その構造的完全性を低下させる仕組みを解説しています]。エビデンスの役割:技術的検証、情報源の種類:科学雑誌。裏付け:再生テストライナーにおける繊維の劣化。適用範囲に関する注記:様々な再生紙グレードに適用可能 。↩
「成形パルプ製品の機械的特性と吸湿性…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8512325/。[セルロース繊維の形態に関する技術研究により、繰り返しリサイクルすると繊維が短くなり、破断せずに機械的変形に耐える能力が低下することが確認されています]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:リサイクル繊維は高圧デボス加工で破損するという主張。範囲に関する注記:繊維長と引張強度に焦点を当てています 。↩
「再生繊維材料の品質変化。パート1:影響要因…」、 https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/。[工業用製紙ガイドラインでは、長繊維バージンクラフトを配合することで、再生基材の引裂強度と弾性が向上すると規定されている]。エビデンスの役割:プロセス検証。情報源の種類:業界技術マニュアル。裏付け:材料の破断を防ぐためのバージンクラフト添加の有効性。適用範囲に関する注記:有効性は特定の配合比率によって異なる 。↩
「バージン繊維含有量が強度と剛性特性に及ぼす影響…」、 https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/。[材料科学研究または業界技術ガイドでは、特定の割合のバージンクラフト繊維を添加することで、再生テストライナーの引張強度が上昇し、スタンピング中の構造的破損を防ぐことが検証される]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:バージン繊維ブレンドがブローアウト防止に有効であること。範囲に関する注記:テストライナーのグレードに特有 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[包装工学マニュアルでは、フルートへの直接的な圧力を避けることで垂直支持部の崩壊を防ぎ、パネルの圧縮強度を維持できることが示されています]。証拠の役割:構造検証。情報源の種類:包装工学ハンドブック。支持:パネルの耐荷重能力の維持。適用範囲に関する注記:段ボール基材に適用可能 。↩
「ブラインドデボス加工ガイド:エレガントで環境に優しい印刷技術」、 https://www.epackprinting.com/support/blind-debossing/。[ソリッド漂白硫酸塩(SBS)ボードの技術仕様では、材料の繊維ネットワークが破断する前に可能な最大圧縮深さが定義されています]。証拠の役割:技術仕様、情報源の種類:材料データシート。サポート:組み立て時の破断防止。適用範囲に関する注記:特に薄いSBS基材に適用されます 。↩
「板紙の機械的特性の調査…」、 https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr。[段ボール基材に関する材料科学の文書では、外向きのエンボス加工による引張応力がライナー紙の局所的な薄化を引き起こす仕組みが詳細に説明されている。] 証拠の役割:技術的メカニズム、情報源の種類:材料科学マニュアル。裏付け:エンボス加工中の材料劣化。適用範囲に関する注記:段ボールに適用される 。↩
「穿孔が耐荷重に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[包装工学規格は、エンボス加工による構造変形とライナーの薄化が、ECTで測定される垂直圧縮強度をどのように低下させるかに関するデータを提供する。] 証拠の役割:技術的指標の検証。情報源の種類:包装工学規格。裏付け:構造的完全性の喪失。範囲に関する注記:特にエッジクラッシュテスト指標に関して 。↩
「標準パレットサイズ|チャート付き – Kamps Pallets」、 https://www.kampspallets.com/standard-pallet-sizes-with-chart/。[業界の物流基準は、食料品製造業者協会(GMA)パレットの公式寸法を裏付けています]。証拠の役割:事実確認、情報源の種類:業界標準。サポート:標準出荷寸法。範囲に関する注記:北米の物流に特化 。↩
「輸送中の耐久性を高める革新的なデザインの段ボール包装」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[段ボールに関する材料科学の資料では、デボス加工における圧縮力が局所的な密度と垂直方向の耐荷重能力をどのように高めるかを説明しています]。証拠の役割:技術的検証。情報源の種類:工学研究。裏付け:デボス加工の物理的特性。適用範囲に関する注記:特に溝付き板紙材料に適用されます 。↩
"[PDF] パレット積みボックスのオフセットがユニット化された…の圧縮強度に及ぼす影響", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac。[構造包装工学に関する権威ある情報源は、内向きの金型が外向きのピークと比較して垂直圧縮強度を維持する仕組みを説明するだろう]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。支持:圧縮限界の維持。適用範囲に関する注記:包装の耐荷重壁に特に適用される 。↩
「段ボール箱のフルートを理解するためのガイド – Gentlever」、 https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/。[段ボールの物理学に関する技術文献によれば、フルートを圧縮して固体ブロックにすることで局所的な密度が増加し、上部積載時の崩壊を防ぐことが実証されています]。証拠の役割:技術的検証。情報源の種類:材料科学論文。サポート:パレット崩壊の防止。範囲に関する注記:段ボールに特化 。↩
「二重壁段ボール包装の最適設計 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。[業界のコスト分析ベンチマークでは、戦略的な金型による構造強度の向上は、より厚い二重壁段ボールへのアップグレードよりも費用対効果が高いことが示されています]。証拠の役割:経済的検証、情報源の種類:産業コスト分析。裏付け:原材料コストの削減。範囲に関する注記:金型と材料のアップグレードの比較分析 。↩



