
ダイレクト・トゥ・ボードのデジタル出力に頼ることは、迅速な小売店展開のための裏技のように思えるが、蛍光 灯のクラブストアの 照明の下では、ブランドカラーが完全に消えてしまうという問題がある。
デジタル印刷の欠点としては、大量生産速度の遅さ、量産時の単価の高さ、パントン特色の精度制限、段ボール基材における表面張力の問題などが挙げられます。試作品製作には最適ですが、大型の小売店向けディスプレイでは、ブランドの一貫性と構造的な耐久性を維持するために、従来型のオフセット印刷によるラミネート加工が必要です。.

明るいデジタルモニターから実際のテストライナーへと移行すると、標準的なマーケティングダッシュボードでは全く無視されている、製造現場の厳しい現実が明らかになる。.
デジタル印刷のデメリットは何ですか?
ブランド各社は、金型コストを削減するために、常に基板への直接印刷によるデジタル印刷を推進しているが、これは標準的なプロセスが自社の企業スタイルガイドにシームレスに適合するという前提に基づいている。.
デジタル印刷の欠点は、一般的に、未加工のテストライナーにおける色合わせの限界が大きいことです。デジタル印刷機は、あらかじめ調合された特色インクではなく、CMYKハーフトーンのドットのみを使用するため、倉庫の強い照明の下で未密封の段ボールに直接印刷すると、ベタ塗りのロゴがざらついたり、濁ったりすることがよくあります。.

高級デジタルプルーフの保護コーティングを剥がすと、紙繊維のむき出しの物理的性質が、まさにこの欠陥を容赦なく露呈させる。.
CMYKハーフトーン泥沼
クライアントのダイラインを監査する際、マーケティングチームが企業のソリッドロゴを標準的なCMYK(シアン、マゼンタ、イエロー、キー)形式に変換して、デジタルフラットベッド印刷に直接使用しているのをよく見かけます。彼らは、プロセス印刷がバックライト付きオフィスモニターの鮮やかな輝きを完璧に再現できると期待しています。しかし、標準的な4色印刷は、 多孔質の段ボール繊維に不均一に吸収される1。この光学ブレンドは、未密封のボードでは機械的に機能せず、ディスプレイが店頭に並ぶ前にブランド価値を損なってしまいます。
私の施設では、この理論的な前提がテスト段階で最初の段階で崩れ去るのを日常的に目にしています。前四半期、あるクライアントから、従来の印刷版のコストを削減するために、自社の象徴である鮮やかなオレンジ色のロゴを当社のデジタルCMYK印刷機で印刷してほしいという依頼がありました。D50検査照明の下で出力を測定したところ、多孔質の32 ECT(エッジクラッシュテスト)テストライナーがインクを不均一に吸収し、視覚的な濃度が14.8%も低下し、濁った色あせたような仕上がりになっていました。そこで、直接デジタル印刷からスポットカラーのフラッド印刷方式に変更し、光学ドットブレンドを単一の精密に調合されたPMS(パントンマッチングシステム)スポットカラーインクに置き換えることで、均一な顔料のフラッド印刷を回復させました。このシンプルな材料調整により、240インチ(6.09m)離れた場所からでも高コントラストのブランド視認性が確保され、小売店からのチャージバックのリスクを排除すると同時に、 段ボールを 輸送量を70%削減できるという大きな物流上のメリットも維持することができました。
| メトリック/フィーチャー | ダイレクトデジタルCMYK | スポットカラープロトコル |
|---|---|---|
| 色の塗布 | ハーフトーン光学ブレンド2 | プレミックス固形液注入3 |
| 繊維吸収 | 高密度損失4 | 低い密閉面 |
| 小売店の視認性 | 色褪せた視覚的なノイズ | 高コントラストのインパクト |
濁ったハーフトーンのグラフィックで、せっかくの高級小売店向け展開を台無しにするのは断固として拒否します。単色のスポットカラーをふんだんに使用することで、大型店舗の通路の強い照明の下でもブランドイメージが損なわれることなく、物流コストを抑えつつ、ブランドアイデンティティを際立たせることができます。.
🛠️ ハーベイのデスク: 御社のブランドカラーが、未加工の段ボールで色褪せてざらざらした感じになっていませんか? 👉 無料のカラーキャリブレーション監査をご依頼ください ↗ — 24時間以内に、私がすべての構造ファイルを個人的に確認します。
デジタルマーケティングの5つのデメリットは何ですか?
小売業者は、物理的な商品陳列棚をデジタルマーケティング画面に置き換える実験を頻繁に行っている。これは、長期的にはピクセルの方が物理的な輸送コストよりも安価になると考えているためである。
小売業におけるデジタルマーケティングの5つの欠点は、深刻な認知負荷、高額なハードウェア保守コスト、製品との直接的な触れ合いの欠如、周辺機器による妨害の制限、そして物理的な在庫を安全に保管できないことである。買い物客は受動的なデジタル画面を常に無視する一方、物理的なエンドキャップは、即座に具体的な製品とのインタラクションを促し、衝動買いにつながる。.

調達用のスプレッドシート上では光るスクリーンは印象的に見えるかもしれないが、人間が実際に店舗の通路を移動する際の物理的な幾何学的構造とは全くかけ離れている。.
3-3-3空間交戦の失敗
ベテランのマーケティングチームでさえ、店内のデジタルマーケティングループをモニターで間近に見ることを前提に設計することが多く、買い物客が賑やかな大型店舗でカートを押して移動するという物理的な現実を無視している。彼らは、商品が360インチ(9.14メートル)離れたところからでも視覚的な注意を引く必要があるという、小売マーチャンダイジングの厳格な3-3-3ルール5を理解していない。段ボール製の物理的なディスプレイが提供するような大規模な3D構造の衝撃がなければ、平面のデジタルスクリーンは単に店内の背景ノイズに溶け込んでしまい、物理的な記憶に残ることはまったくない。
私の施設では、クライアントが失敗に終わった店内デジタルキャンペーンを挽回しようと、土壇場で段ボール製の物理的なディスプレイを懇願する場面をよく目にします。ある狩猟用品ブランドは最近、高価なデジタルエンドキャップを導入しましたが、買い物客は画面を全く無視していることがわかりました。理論上のデジタル戦略が失敗したのは、製品の触覚的な保持が全くなく、12.4ポンド(5.62kg)の重量のあるクロスボウアクセサリーを保持できなかったためです。私が代替の物理的なディスプレイを設計した際、棚の人間工学を数学的に最適化して 50インチ(1270mm)のストライクゾーン6、前面の保持リップをカットして 85%の製品視認性を確保しました7。この積極的な構造的介入により、受動的なデジタルの死角が能動的なマーチャンダイジングエンジンに変わり、衝動買いのコンバージョンが瞬時に急増し、第3四半期のプロモーション予算全体が完全に無駄になるのを防ぐことができました。
| メトリック/フィーチャー | デジタルマーケティングスクリーン | 物理的なPOPディスプレイ |
|---|---|---|
| 買い物客エンゲージメント | 受動的な視覚情報のみ | 触覚3D破壊 |
| 通路の混乱 | フラットな背景ブレンド | アグレッシブなダイカット形状 |
| 製品保有 | 在庫容量ゼロ | 高動荷重ベアリング |
巨大な倉庫型量販店では、高価なデジタルスクリーンが毎日完全に無視されているのを目にします。実際に商品を手に取って購入してもらうためには、消費者に商品を手渡すような、積極的な構造設計が必要です。.
🛠️ ハーベイのデスク: 現在実施中のデジタルまたはハイブリッド型の小売キャンペーンは、混雑した通路での人の流れを止めるのに全く失敗していませんか? 👉 無料の視線分析を申し込む ↗ — 100%機密保持。未公開の小売デザインは私が安全に保管します。
デジタル印刷は良いものですか?
ハーフトーンのドットによる制約を超えて、版不要技術によってプリプレス工程のボトルネックを回避できることは、小売業者の要求にどれだけ迅速に対応できるかを根本的に変える。.
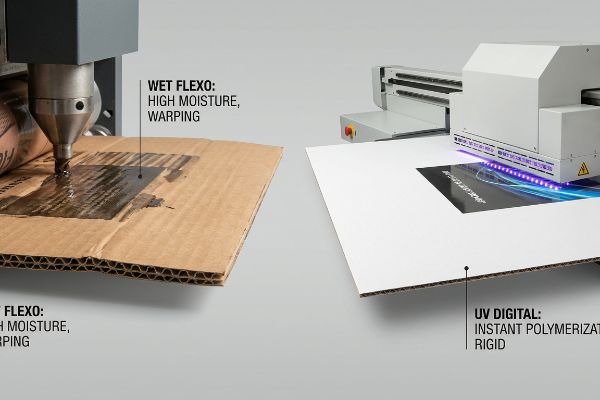
はい。デジタル印刷は、迅速なプロトタイピング、超短納期での小売向けテスト印刷、そして高価なプリプレス版のボトルネックを回避するのに最適です。特殊なフラットベッドアレイを使用することで、液体インクは瞬時に硬化して固体ポリマーフィルムとなり、湿気による反りの深刻なリスクなしに、高コントラストのグラフィックを構造基材に直接印刷できます。.
従来の吸湿性の高い接着剤を製造工程から排除すると、段ボールの物理的特性は劇的に変化する。.
即時重合の利点
従来のリソラミネート加工では、印刷されたトップシートを水性PVA(ポリ酢酸ビニル)接着剤を使用して厚いBフルートボード8に貼り付ける必要があります。この湿式接着プロセスでは、大量の水分が紙の繊維に浸透するため、重荷重がかかった状態で適切に硬化しないと、深刻な内側反りが発生する危険性があります。デジタルフラットベッド印刷では、インクを基材に直接噴射することで、ラミネート加工工程を省略し、コアフルートを完全に乾燥した状態に保ち、この化学的危険性を完全に排除します。
これは単なる理論ではありません。先月、当社の研究開発ラボで新しいハイブリッドPOS(販売時点情報管理)ベースのテストを行った際に、身をもって痛感しました。主任パッケージングエンジニアのマークに、旧型のフレキソ印刷機で標準的な水性ダイレクトインクを使用した頑丈なカウンタートレイを印刷するように依頼しました。テストライナーが水分を吸収した際に、濡れたインクの鋭く酸っぱい臭いがはっきりと覚えています。その結果、1.5mm(0.05インチ)のEフルートが瞬時に剥離し、わずか142.3ポンド(64.54kg)の力でマレン試験機の下で座屈してしまいました。そこで、すぐにUVフラットベッドCNC(コンピュータ数値制御)ラインに切り替えました。UVライトアレイを備えたプリントヘッドを使用することで、液体インクがボードに当たった瞬間に固体ポリマーフィルムに硬化し、繊維の吸収を完全に回避することができました。私はテストラボで時間と費用を費やしていますが、それはお客様が小売現場で利益を損なわないようにするためです。この機械のキャリブレーションは、構造的な完全性を維持しただけでなく、プロトタイプの作成期間を48時間短縮し、クライアントが小売業者の承認を早期に得て、予定よりも早く大規模な全国展開を確定させることを可能にした。
| メトリック/フィーチャー | 湿式フレキソ印刷プロセス | UVデジタル印刷 |
|---|---|---|
| 湿気の影響 | 高繊維膨潤12 | 液体の吸収はゼロです |
| 硬化速度 | 24時間体重ロック13 | 瞬間重合14 |
| セットアップコスト | 高額なナンバープレート料金 | 工具不要 |
私は、機動性の高い小売キャンペーンをプリプレスの遅延から救うために、UVデジタルフラットベッド印刷機を大いに活用しています。ボードの圧縮強度を損なうことなく、高精細なサンプルを迅速に作成する必要がある場合、即時重合は絶対に不可欠です。.
🛠️ ハーベイのデスク: 長時間のプリプレス遅延と高額な金型費用が、新しい小売構造のプロトタイプ作成を妨げていませんか? 👉 24時間無料のデジタルサンプルレビューを入手 ↗ — 中間のアカウントマネージャーは不要です。構造エンジニアと直接話せます。
デジタル印刷とスクリーン印刷、どちらが良いですか?
これら2つの異なる塗布方法のどちらを選択するかは、高速なグラフィック処理の柔軟性と、厚みのある触感豊かな表面加工とのバランスを取ることに尽きる。.
スクリーン印刷は、スポットUVやメタリックプライマーなどの厚く高粘度の特殊コーティング剤の塗布に適しており、比類のない触感の耐久性を提供します。一方、デジタル印刷は、高速で版不要の可変データ印刷や複雑な多色写真アートワークに適しており、迅速なプロトタイピングと機敏なキャンペーン展開が物流上の最優先事項となります。.

これら2つの異なるインク供給システムが原紙基材とどのように相互作用するかを理解することは、量産用の型抜きラインを最終決定する前に絶対に必要です。.
高粘度レジストレーションの背後にある工学的メカニズム
スクリーン印刷は基本的に物理的なステンシルプロセスとして機能し、高粘度のインクを織り目の細かいメッシュを通して基材に直接押し出します。この機械的な動作により、 デジタルプリントヘッドでは目詰まりせずに噴射できない15。しかし、この重厚なアナログプロセスでは、色やコーティングごとに個別のスクリーンが必要となるため、デジタルフラットベッドの機敏なピクセル駆動の噴射に比べて本質的に柔軟性に欠け、時間がかかります。
高級折りたたみカートンや段ボールスタンドを設計する際、構造設計者はスポットUV光沢や高膜厚テクスチャが標準グラフィックと交差する正確な位置を慎重にマッピングする必要があります。スクリーン印刷では物理的に厚いポリマーフィルム16を塗布するため、デジタル印刷されたベースレイヤーに完全に位置合わせするには、レジストレーションのずれに細心の注意を払う必要があります。2種類の印刷機間のわずかな機械的ずれを考慮するため、プリプレス段階で0.5mm(0.02インチ)のトラッピング許容値17を数学的に組み込みます。この非常に精密なプリプレスキャリブレーションにより、高粘度スクリーン層がデジタルインクとシームレスに重なり、未印刷の紙の微細な隙間が透けて見えるのを防ぎます。重厚な触覚作業をスクリーン印刷機に、高速なカラー作業をデジタル印刷機に分離することで、エンジニアは両システムの最高の機械的特性を活用し、完璧な小売プレゼンテーションを実現できます。
| メトリック/フィーチャー | デジタル印刷 | スクリーン印刷 |
|---|---|---|
| インクの粘度 | 低マイクロドロップレット | 高メッシュデリバリー18 |
| 変数データ | 非常に柔軟性が高い | 不可能な固定ステンシル19 |
| 触覚コーティング | 限定的な機能 | スポットUVに最適20 |
私は常に調達チームに対し、キャンペーン特有の摩擦感や美的要件に合わせて機械を選ぶようアドバイスしています。スピードと写真のような鮮明さを求めるならデジタルアレイを使用し、強い触感が必要な場合は従来型のスクリーン印刷を用いるべきです。.
🛠️ ハーベイのデスク: プレミアムスポットUVコーティングが中心からずれて、小売店のディスプレイの視覚的なプレゼンテーションを損なっていませんか? 👉 無料のプリプレス トラッピング監査をリクエストしてください ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
結論
検証されていないデジタル印刷の前提に頼ると、キャンペーンはあっという間に頓挫し、濁ったCMYKハーフトーンや劣悪なプリプレスレジストレーションが、深刻な小売店からのチャージバックにつながる可能性があります。まさにこのエンジニアリングレビューによって、大規模な全国展開において、生産前に致命的な2mmの公差エラーが発見されました。キャリブレーションされていないピクセルによって構造的なROIが損なわれるのを許さないでください。 私がお客様の構造ファイルを無料の段ボールプリプレス監査↗で直接チェックし、 次回の大量卸売出荷が完璧な色合わせ、構造的に健全で、会員制量販店の棚を席巻する準備が整っていることを保証します。
"[PDF] 1. ドットゲインとは、インクが吸収されるにつれてハーフトーンのドットサイズが増加することです…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf。[包装印刷基材に関する技術ガイドでは、段ボール繊維の高い多孔性がインクのにじみとハーフトーンのドットの不均一な吸収を引き起こす仕組みが説明されています]。証拠の役割:技術的メカニズム。情報源の種類:印刷業界ハンドブック。裏付け:未密封の段ボールではCMYKプロセス印刷が失敗するという主張。適用範囲に関する注記:未密封の段ボール基材を特に扱っています 。↩
「ハーフトーン」、 https://en.wikipedia.org/wiki/Halftone。[デジタル印刷の技術マニュアルでは、CMYKプロセスがハーフトーンドットを利用して、見る人の目の光学的ブレンドによって連続的なトーンをシミュレートする方法を説明しています]。証拠の役割:技術的定義、情報源の種類:印刷教科書。サポート:デジタルカラー適用メカニズム。適用範囲に関する注記:標準的なハーフトーンデジタルプロセスに適用されます 。↩
「パッケージ印刷におけるCMYKと特色」、 https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/ 。[特色の工業印刷規格では、色の均一性と不透明度を確保するために、あらかじめ混合されたインクをベタ塗りで塗布することが規定されています]。証拠の役割:プロセス定義、情報源の種類:印刷業界標準。サポート:特色プロトコルの適用方法。適用範囲に関する注記:スクリーン印刷またはオフセット印刷に一般的 。↩
「コーティングとインク吸収 | American Print and Bindery – Goodprint」、 https://goodprint.com/blogs/print-bind-closer-look/the-science-behind-ink-absorption。[基材の多孔性に関する材料科学研究は、未処理繊維へのデジタルインクの吸収が光学的濃度の測定可能な損失をもたらすことを検証するだろう]。証拠の役割:性能指標。情報源の種類:材料科学論文。裏付け:繊維吸収がデジタル印刷品質に及ぼす影響。適用範囲に関する注記:特に多孔質で未密封の基材について 。↩
「ビジュアルマーチャンダイジングにおける3の法則とは?」、 https://proportionlondon.com/blog/what-is-the-rule-of-three/。[権威ある小売デザインガイドまたはマーチャンダイジングマニュアルには、3-3-3ルールが定義され、視覚的捕捉に必要な360インチの距離要件が検証されているはずです]。証拠の役割:技術的検証。情報源の種類:業界標準。サポート:小売ディスプレイの効果を高めるための具体的な空間要件。適用範囲に関する注記:主に人通りの多い大型店舗環境に適用されます 。↩
「第2章:顧客のためのディスプレイ高さの選択」、 https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/。[権威ある小売デザイン基準と人間工学研究では、消費者の視線と手の届く範囲が最も多い「ストライクゾーン」の具体的な高さ範囲が特定されています]。エビデンスの役割:技術仕様。情報源の種類:人間工学研究または小売デザインマニュアル。サポート:消費者のエンゲージメントを高めるための棚の高さの最適化。範囲に関する注記:最適な高さは、対象となる人口統計学的身長に基づいて若干異なる場合があります。] ↩
「ほぼリアルタイムの棚上視認性の重要性 – Circana」、 https://www.circana.com/post/the-importance-of-near-real-time-on-shelf-visibility。[ビジュアルマーチャンダイジングにおける定量的研究は、棚の保持リップの高さと、標準的なアプローチ角度から買い物客に見える商品の割合との相関関係を示しています]。証拠の役割:指標の検証。情報源の種類:ビジュアルマーチャンダイジング研究。裏付け:保持リップの構造的変更が商品の視認性を直接的に向上させるという主張。範囲に関する注記:割合は商品の寸法によって異なります。] ↩
「パッケージ印刷におけるリソラミネーション入門」、 https://gleepackaging.com/litho-lamination-for-packaging-printing/。[段ボール包装に関する業界マニュアルでは、接着剤を用いて印刷済みの紙を波型ボードに接着する標準的なリソラミネーション工程について説明しています]。証拠の役割:工程検証。情報源の種類:包装業界ハンドブック。裏付け:従来のリソラミネーションの定義。適用範囲に関する注記:従来のオフセットリソグラフィーのワークフローに適用されます 。↩
「カバーボードの反りの主な原因 – Bindwel」、 https://bindwel.com/the-primary-causes-of-warped-cover-boards/。[接着剤塗布に関する技術文書では、水性接着剤が繊維の膨張と基材の反りを引き起こし、平らにするために機械的な圧力が必要になる仕組みを説明しています]。証拠の役割:技術的検証。情報源の種類:工業工学マニュアル。裏付け:湿った接着剤と材料の変形との因果関係。適用範囲に関する注記:水性PVA接着剤に特化 。↩
「板紙表面欠陥と輸送箱印刷品質ガイド」、 https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e。[包装工学の情報源は、水性インクが段ボールライナーに浸透し、接着結合を損ない、剥離につながる可能性があることを確認する必要があります]。証拠の役割:事実に基づくメカニズム。情報源の種類:包装工学ハンドブック。裏付け:湿気による構造的破壊のリスク。適用範囲に関する注記:特に薄溝段ボール材料に関して 。↩
「UV光が液体インクを固体プリントに変換する仕組み – kenteer」、 https://kenteer.com/uv-ink-curing-mechanism-how-uv-light-transforms-liquid-ink-into-solid-prints/。[UV硬化インクに関する技術ガイドでは、UV照射によって誘発される急速な重合反応によって固体フィルムが形成される仕組みを解説しています]。証拠の役割:技術検証;情報源の種類:材料科学の教科書。裏付け:瞬間重合のメカニズム。適用範囲:UV硬化性配合物に適用 。↩
「水性共…による紙の一時的な変形と膨潤」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9906801/。[基材との相互作用に関する技術論文では、液体インクがフレキソ印刷工程中にセルロース繊維を膨張させ、寸法安定性に影響を与える可能性があることが説明されている]。証拠の役割:メカニズムの説明。情報源の種類:印刷科学に関する学術誌。裏付け:湿式フレキソ印刷の水分の影響。適用範囲に関する注記:主にセルロース系基材に適用可能 。↩
「フレキソ印刷 – 概要 | ScienceDirect Topics」、 https://www.sciencedirect.com/topics/engineering/flexographic-printing。[水性フレキソ印刷の業界標準では、反りを防ぐために必要な水分蒸発と基材の安定化の期間が詳細に規定されています]。証拠の役割:メトリック検証。情報源の種類:印刷業界のマニュアル。補足:湿式フレキソプロセスの硬化速度が遅い。適用範囲に関する注記:所要時間は、基材の多孔性および周囲の湿度によって異なる場合があります 。↩
「LED UV硬化における効率的なインク重合の科学…」、 https://goodiuv.com/the-science-behind-efficient-ink-polymerization-in-led-uv-curing-systems/。[UV硬化に関する権威ある情報源が、光開始剤がUV光照射時に即座に重合を開始し、乾燥時間を不要にする仕組みを解説しています]。証拠の役割:技術的検証。情報源の種類:材料科学の教科書。裏付け:UVデジタル印刷の迅速な硬化という利点。適用範囲に関する注記:UV硬化可能なインクの化学組成に特化 。↩
「インク粘度が印刷品質に与える影響 | INX International」、 https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality。[インクのレオロジーとノズル径に関する技術文書は、スクリーン印刷で使用される高粘度ペーストと比較して、インクジェットヘッドの最大粘度閾値を示しています]。証拠の役割:技術的検証。情報源の種類:工業用印刷エンジニアリングマニュアル。裏付け:デジタル印刷はインク粘度によって制限されるという主張。適用範囲に関する注記:特に、商用グレードのピエゾ式およびサーマル式インクジェット技術に関するものです 。↩
「スクリーン印刷とデジタル印刷の品質比較 – PrintRAR」、 https://printrar.com/comparison/screen-print-vs-digital-print-quality/。[インク堆積速度に関する技術文書によると、スクリーン印刷ではデジタルインクジェットやトナーの薄膜に比べて、インクまたはポリマーの層が著しく厚くなることが確認されています]。証拠の役割:技術仕様書、情報源の種類:印刷業界のマニュアル。裏付け:インク量の機械的な違い。適用範囲に関する注記:特に高粘度の特殊コーティング剤に適用されます 。↩
「スクリーン印刷用アートワークのトラッピング方法:ギャップやミスレジストレーションを避けるための4つの重要なステップ」、 https://screenprintingmag.com/how-to-trap-artwork-for-screen-printing-4-essential-steps-to-avoid-gaps-and-misregistration/。[プリプレスエンジニアリングガイドラインでは、単一の基材に異なる印刷プロセスを組み合わせる際に発生する機械的な位置ずれを軽減するために、トラッピング許容範囲を定義しています]。エビデンスの役割:業界標準。ソースタイプ:プリプレス技術ガイド。サポート:位置合わせのための特定のキャリブレーションメトリック。範囲に関する注記:許容範囲は印刷機の精度によって異なる場合があります 。↩
「スクリーン印刷インク混合:粘度と色精度の制御」、 https://cndinggroup.com/screen-printing-ink-mixing-controlling-viscosity-and-color-accuracy/。[印刷工学の技術マニュアルでは、高粘度インクをメッシュスクリーンを通して押し出し、厚みのある触感のある層を作る方法が説明されています]。証拠の役割:技術仕様書、情報源の種類:工学教科書。裏付け:スクリーン印刷におけるインク供給のメカニズム。範囲に関する注記:高粘度インク用途に特化 。↩
「スクリーン印刷インクの付着に影響を与える変数を制御する」、 https://anatol.com/controlling-the-variables-that-affect-your-screen-printing-ink-deposit/。[スクリーン印刷の業界標準では、静的乳剤ステンシルの使用により、印刷ごとにデータを変更する可能性が排除されることが確認されています]。証拠の役割:事実上の制限。情報源の種類:工業印刷ガイド。裏付け:スクリーン印刷では可変データをサポートできないこと。適用範囲に関する注記:ハイブリッドデジタルスクリーンシステムは除外 。↩
「スクリーン印刷 vs デジタルUV印刷:完全な産業技術比較…」、 https://www.imagoprinter.com/en/blog/uv-led-printing/screen-printing-vs-digital-uv-printing-a-complete-industrial-technology-comparison/。[コーティング深さの比較分析により、スクリーン印刷は、デジタル印刷では実現できない高膜厚スポットUV効果に必要なインク膜厚を達成できることが示されています]。証拠の役割:比較性能。情報源の種類:技術ホワイトペーパー。裏付け:触覚コーティングにおけるスクリーン印刷の優位性。範囲に関する注記:堆積量に焦点を当てています 。↩



