貴社の小売キャンペーンは、製版の遅さや高額なセットアップ費用によってボトルネックになっていませんか?従来の印刷方法では小ロット印刷の予算が圧迫されますが、ダイレクト・トゥ・ボード技術は製造スケジュールを根本から変革します。.
デジタル印刷の利点としては、版不要の生産、紫外線(UV)インクの即時硬化、迅速なプロトタイピング機能などが挙げられます。ポリマーを段ボールに直接噴射することで、湿気による反りを完全に解消し、最小注文数量を大幅に削減し、複雑で変化の激しい小売ディスプレイキャンペーンの市場投入までの時間を短縮します。.

アナログ式リソグラフィからデジタル式フラットベッド印刷システムへの移行は、ブランドの総所有コストの設計方法を根本的に変えるものです。この変化を推進する、過酷な工場の物理現象を見ていきましょう。.
デジタル印刷のメリットとデメリットにはどのようなものがありますか?
デジタル生産は、あなたの次の大型パッケージ展開に適しているでしょうか?機敏なスピードと大量生産における単価のバランスによって、この技術が予算を節約できるか、それとも圧迫するかが決まります。.
デジタル印刷のメリットとデメリットは、セットアップ速度と規模に集約されます。最大の利点は、小ロットの小売キャンペーンにおいて、版不要で即座にセットアップできることですが、最大のデメリットは、従来のアナログ方式と比較して、大規模なグローバル生産における単位あたりのインクコストが高くなることです。.
この選択は単に色の鮮やかさだけの問題ではなく、段ボールが工場内の湿気にどのように反応するかに影響を与える構造的な決定でもある。.
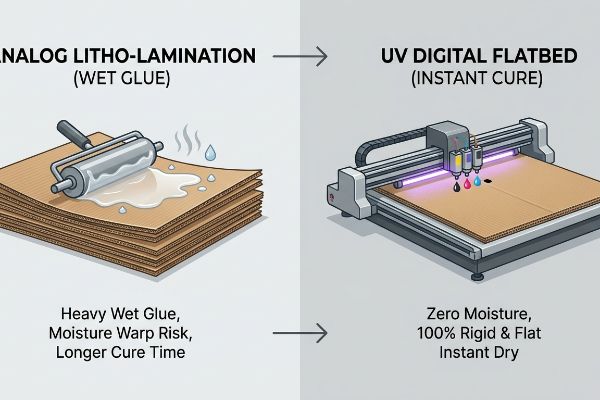
「瞬間重合」による湿気による反りの回避
クライアントのパッケージ仕様を監査する際、調達チームが小売グレードのグラフィックを実現する唯一の方法だと考えて、すべてのプロジェクトで従来型のリソラミネート加工を厳密に要求しているのを常に目にします。彼らは、標準的な湿式PVA(ポリ酢酸ビニル)接着剤と別個のトップシートを中心にExcel BOM(部品表)を作成しますが、 水性化学物質が小ロットのディスプレイの構造的完全性1に 。アナログプロセスを少量生産のキャンペーンに盲目的に適用することで、意図せずして 生のテストライナー2。
これは単なる理論ではありません。従来の湿式接着ラミネート加工で少量のテストバッチをテストした際に、実際にこの現象を目の当たりにしました。最近実施した500個の試作では、24時間常温で硬化させた後、接着剤が収縮して多孔質のボードが反り、主要な耐荷重パネルに0.14インチ(3.5mm)の内反が生じました。この問題を解決するため、すぐに作業工程をボードに直接印刷するフラットベッドプリンターに切り替え、光照射により瞬時に硬化する瞬間重合インクを使用することで、水の使用を完全に排除しました。CNC(コンピュータ数値制御)テーブルにより、完全に平坦なデジタル印刷されたボードが、型抜き加工中も構造的な剛性を完全に保つことが証明されました。24時間の湿気硬化工程を完全に省略することで、共同梱包の組み立て時間を1個あたり38秒短縮し、顧客の人件費を約2,100ドル削減するとともに、反りのあるトレイによる小売店の返品を完全に防ぐことができました。
| 生産指標 | アナログリソグラフィ | UVデジタルフラットベッド |
|---|---|---|
| 水分導入 | 大量の湿った接着剤が染み込んでいる | ゼロ(瞬間硬化ポリマー) |
| ボードの平面度 | 内側に大きく湾曲しやすい | 100%剛性があり、構造的に平坦です |
| 組み立て速度 | 摩擦と歪みによって減速する | 摩擦のないスライドロック |
スプレッドシートが旧式のアナログ方式をデフォルト設定しているという理由だけで、湿った接着剤が構造的な完全性を損なうことを私は断じて許しません。私の フラットベッド設計 により、お客様の陳列棚は完全にまっすぐに立ち、湿気による歪みの問題を完全に回避します。
🛠️ ハーベイのデスク: 現在お使いの小売用トレイは、店頭に届く前に外側に大きく湾曲し、配送ROIを著しく低下させていませんか? 👉 無料の構造平面度監査を受けてください ↗ — すべての構造ファイルを24時間以内に私が直接確認します。
デジタル化のメリットとデメリットは何ですか?
フラットベッド技術を評価するということは、機械のセットアップが納期にどのように直接影響するかを理解することです。物理的な工具をなくすことで、突発的な小売店の商品陳列ニーズへの対応速度が根本的に向上します。.
デジタル生産のメリットとデメリットは、主に物理的な金型に関わる部分で生じます。デジタルワークフローは、高価な金型や印刷版が不要になるため、迅速なプロトタイピングと無駄のない修正が可能になりますが、数百万個規模の大量生産においては、重厚な機械式プレス加工の速度に劣る可能性があります。.
巨大な鋼鉄製の金型を取り外すと、切断テーブル上には全く異なる一連の物理的な公差が存在することが明らかになる。.
「ツールボトルネック」解消プロトコル
短納期のディスプレイの緊急注文を審査する際、代理店が段ボールの厚みや厚みを完全に無視した平面のベクターCAD(コンピュータ支援設計)ダイラインを提出するのをよく見かけます。彼らは、デジタル印刷とルーティングには物理的なツールが一切不要であるため4 、機械が彼らの一般的な2D Adobe Illustratorスケッチからディスプレイを魔法のように完璧に組み立ててくれると想定しています。この理論的な机上作業では、硬い刃が数学的な補正なしに厚いBフルートボードを切断すると、その材料が90度折り曲げられたときに内部空間を物理的に占有する5という事実を完全に忘れています。
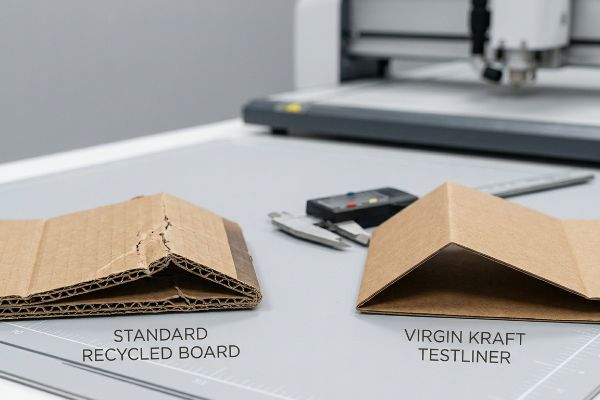
これは単なる理論ではありません。調整されていないクライアントファイルから白いサンプルをテストする際に、実際に現場でこの現象を目にしています。先月、クライアントの未加工のダイラインをカッティングテーブルに送り込み、手作業で組み立てたところ、密度の高い段ボール紙の繊維がきつく噛み合うスロットに激しく抵抗し、局所的に12.4ポンド(5.6kg)の力が急激に加わり、上部の印刷済みライナーがすぐに破れてしまいました。現場で20年間働いてきた経験から、標準的なボードではこの許容範囲の狭い摩擦に耐えられないことが分かっていたので、すぐに基材を 特殊な長繊維化学6。この改良されたクラフト紙の扱い方は劇的に異なり、非常に硬いにもかかわらず、割れるのではなく滑らかでしなやかな音を立てて折り畳むことができました。この弾力性のあるバージン繊維に切り替えて、きつくて融通の利かない切断を吸収させることで、共同包装の組み立て時間を1ユニットあたり29秒短縮し、絶対的な圧縮強度を維持しながら、ブランド側の人件費を数千ドル削減することができました。
| 構造的指標 | 標準再生板紙 | ヴァージン・クラフト・テストライナー |
|---|---|---|
| 繊維の弾性 | 低い(張力による亀裂)7 | 高い(きついシワもしっかり吸収します) |
| 組み立て時の摩擦 | ライナーの深刻な裂け目を引き起こす8 | 滑らかで、破れのない物理的なロック |
| 上部積載容量 | 微小亀裂により破損する9 | 重い パレットの積み重ね |
私は、完璧に加工されたエッジが実際の組み立て圧力下でどのように挙動するかを正確に把握しています。精密な形状と最適な紙の化学組成を組み合わせることで、フラットパック製品が倉庫の床で破損することなく完璧に組み立てられることを保証します。.
🛠️ ハーベイのデスク: スロットの公差が厳しすぎるために、手作業による共同梱包組み立て中に、プレミアム印刷トレイが物理的に破れていませんか? 👉 無料の曲げ許容値計算をリクエストしてください ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
デジタル印刷の用途は何ですか?
ダイレクト・トゥ・ボード技術は、単なる表面的なグラフィックデザインにとどまらず、細分化された地域市場を攻略するための強力なツールです。このプロセスにより、ブランドは生産を中断することなく、製造途中で規制関連のテキストをシームレスに変更することが可能になります。.
デジタル印刷の用途には、地域に特化した小売販売促進、迅速なプロトタイプ作成、地域ごとの規制遵守のための可変データ統合などが含まれます。版不要の技術を活用することで、ブランドは構造グラフィックをシームレスに変更したり、プロモーションメッセージを差し替えたり、さまざまな小売顧客層に対して高度にターゲットを絞った短期マーケティングキャンペーンを実行したりすることができます。.

しかし、様々なデータを印刷できる機能があるからといって、その物理的な構造が床面における厳格な物理規制を自動的に満たすとは限りません。.
「可変データ」に関する法的隠蔽の罠
私はブランドに対し、地域ごとの法的差異に対応するために最新の印刷プロセスに頼ると、物理的な構造がグラフィックと一致しない場合に大きな盲点が生じる可能性があると繰り返し警告しています。マーケティングチームは、一般的な小売業者のコンプライアンスチェックリストを絶対的な技術的真実として扱い、段ボールベースの3Dの現実をマッピングすることなく、必要な法的テキストをプリプレスファイルに盲目的にプロットすることがあまりにも多いのです。彼らは、高解像度のインクだけでコンプライアンスが確保されると考え、 構造的な折り目や厚い保持リップがそのテキストとどのように相互作用するかを 。
これは単なる理論ではなく、先月、 店頭用トレイ た際に、痛い目に遭って学びました。2023年、私は主任パッケージエンジニアのマークに、全国小売業者の自動レイアウトガイドに厳密に従ってバッチを実行するように依頼しました。トラウマは社内ラボのウォークスルー中に発生しました。32ECT (エッジクラッシュテスト)Cフルート11 保持リップの鋭く研磨されたエッジを実際に触って、印刷された85%地域原産の表示をちょうど0.63インチ(16 mm)完全に覆っていることに気づきました。可変コンプライアンスデータは完璧に実行しましたが、工場の現場にある未校正のロータリースロッターがフロントリップを高く切りすぎたため、壊滅的な視覚的ブロックが発生し、即座に 連邦政府の罰金12が。私は大きな音を立てて振動する切断テーブルに駆け戻り、振動する刃の圧力を手動で再調整し、動的負荷容量を維持しながらテキストを露出させるために、ダイラインの前面の傾斜許容度を物理的に18.5度下げました。私はテストラボで時間とお金を費やしていますが、それはあなたが小売フロアで利益を失わないようにするためです。この精密な機械調整は、地域ごとのグラフィックを救っただけでなく、小売店のドックでの規制上の完璧な受領を保証し、ブランドが壊滅的な不適合チャージバックを回避し、推定14,200ドルを節約しました。
| コンプライアンス指標 | 理論的チェックリスト | 機械校正された現実 |
|---|---|---|
| グラフィックの視認性 | 0.63インチ隠れている13 | 視界を遮るものが100%ない法的な眺望 |
| ダイカット角度 | 標準90度ブロック14 | カスタム18.5度構造スウープ15 |
| 小売業者受領 | 即時 ドック拒否 | 摩擦のない規制の取り込み |
買い物客や店舗検査員が実際に文字を読める場合、テクノロジーは売上向上につながります。私は裁断台を数学的に調整することで、重要なコンプライアンスに関するテキストが折り畳まれた段ボールの壁に埋もれてしまわないようにします。.
🛠️ ハーベイのデスク: 汎用の小売用トレイが、せっかく高額な料金を払って印刷した可変データグラフィックを隠していませんか? 👉 無料の視線分析をリクエスト ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接お話しいただけます。
デジタル印刷はスクリーン印刷よりも優れているのか?
直接印刷技術と従来のシルクスクリーン印刷を比較すると、印刷量、セットアップ費用、そして印刷物の耐久性について、綿密な計算が必要となります。最適な選択は、キャンペーンの期間と求められる精度によって大きく左右されます。.
場合によります。高解像度グラフィック、迅速なプロトタイピング、小ロットの小売キャンペーンにおいては、セットアップ費用がかからないため、デジタル印刷の方がスクリーン印刷よりも優れています。しかし、数百万個規模の大量生産において、超高濃度の特殊蛍光インクや高粘度スポットUVコーティングを施す場合は、従来のスクリーン印刷の方が圧倒的に優れています。.

しかし、インクの供給方法を比較することは、しばしば購入者の注意を、作品の表面下に潜む、はるかに危険な調達上の落とし穴から逸らしてしまう。.
「美容目的のECTダウングレード」という構造的落とし穴
さまざまなインク供給システムを比較するクライアントのRFQ(見積依頼)を監査する際、調達チームが危険な財務上の罠に陥っているのを常に目にします。それは、1ユニットあたり0.05ドル節約し、プレミアムなマルチパススクリーン印刷のコストを相殺するためだけに、ボードの圧縮定格を盲目的にダウングレードしたファイルを提出することです。彼らは、プラスチゾルインクの厚い層や厚いスポットニスを塗布すれば、弱くなった段ボールベース16に何らかの構造的な剛性が加わると考えています。この誤った考えは、表面の見た目の仕上げと引き換えにコア内部の繊維密度を犠牲にするため、小売ディスプレイ全体が海上輸送中に上からの衝撃で潰れる危険性が非常に高くなります。
これは単なる理論ではありません。倉庫シミュレーションで、スクリーン印刷を多用したダウングレードされたボードをテストすると、実際にこのような現象が起こります。前四半期、あるブランドが巨大なスクリーン印刷ヘッダーを実現するために26ECTベースを要求しましたが、BCT(ボックス圧縮テスト)中に、弱くなったフルートがわずか187.5ポンド(85kg)の圧力で壊滅的に折れ曲がり、高価なグラフィックが目に見えて歪みました。厚いスクリーンインクに頼るのではなく、マイクロメーターの測定値を取得し、デザインを救うために高価なプラスチッククリップや厚い表面ニスは必要ないことを証明しました。必要なのは、折り曲げ許容範囲を0.8mm狭くし、高速CMYK(シアン、マゼンタ、イエロー、キー)フラットベッド技術を使用して、新品の32ECTボード17に戻すことだけでした。調達チームがExcel BOMの調整とアナログスクリーンセットアップ料金の完全削減を許可してくれた後は、密度の高い段ボール素材自体が重労働を担ってくれました。この超精密な構造公差を適用することで、コンテナの積載密度が11 %増加し、キャンペーンごとにクライアントの国際貨物輸送コストを約4,100ドル節約できるとともに、商品の破損リスクを完全に排除できます。
| パフォーマンスメトリック | ダウングレードされたスクリーン印刷 | キャリブレーション済みフラットベッド 32ECT |
|---|---|---|
| ベース圧縮 | 耐荷重187.5ポンド(85kg)19 | 350ポンド(158kg)以上20 |
| 廃棄物の設定 | 高精度手動プレートアライメント | ゼロウェイスト直接ドロップ21 |
| 物流ペイロード | より厚い構造緩衝材が必要 | 船体は平らに積み上げられ、密度が増加する。 |
時代遅れのセットアップ料金のために、段ボール本来の強度を犠牲にしてはいけません。予算を賢く配分して高密度構造と最新の効率性を実現することで、ディスプレイが輸送中に破損することなく無事に届くことを保証します。.
🛠️ ハーベイのデスク: 現在のRFQは、高濃度の化粧インクを使用するためだけに、構造上の重要な強度を意図的に削り取っていませんか? 👉 無料の構造ダイライン監査を申し込む ↗ — すべての構造ファイルを24時間以内に私が個人的にレビューします。
結論
湿った接着剤による湿気による反り対策や、構造繊維を破損させないタイトで硬い型抜き加工の防止など、精密なエンジニアリングなしに最新の印刷プロセスに頼ると、キャンペーンの投資対効果(ROI)は著しく低下します。実際、このエンジニアリングレビューによって、大規模な全国展開において、生産前に致命的な2mmの公差誤差が発見されました。 無料の構造型抜き監査を 検証し、次回のディスプレイが店頭で圧倒的な存在感を放つようお手伝いいたします。
「ポリビニルによる包装紙のバリア特性の改善…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8072764/。[包装材料科学に関する権威ある技術情報源では、水性接着剤が繊維の膨潤と基材の剛性低下を引き起こす仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:接着剤の化学と材料の劣化との関連性。範囲に関する注記:特に非バリア性基材に関するもの 。↩
「ラミネート加工における水分の影響 – AICC Now」、 https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[包装業界の標準では、多孔質のテストライナーに水性接着剤を塗布すると、硬化プロセス中にボードの反りやカールが発生するリスクが高まることが確認されています]。証拠の役割:技術的検証。情報源の種類:包装製造ガイド。裏付け:アナログラミネート加工が水分による損傷を引き起こすという主張。適用範囲に関する注記:リソラミネート加工プロセスに適用されます 。↩
「段ボール包装用UV LEDおよびEB硬化インク – 花王コリンズ」、 https://www.kaocollins.com/inks/uv-led-eb-cardboard-packaging/。[UV硬化インクに関する技術マニュアルまたは材料科学論文では、水分を加えることなくUV光照射によってインクが瞬時に硬化する光重合プロセスが詳細に説明されています]。証拠の役割:技術的検証。情報源の種類:工業印刷ハンドブック。裏付け:基材の反り防止におけるフラッシュ硬化の有効性。範囲に関する注記:UVおよびLED硬化デジタル技術に特化 。↩
「デジタル切断 vs ダイカット:2026年のパッケージングにはどちらが優れているか?」、 https://www.cncvicut.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html。[デジタル製造に関する業界技術ガイドでは、CNCルーティングとデジタル印刷により、物理的な切断ダイと印刷版が不要になることが確認されています]。証拠の役割:事実の確認。情報源の種類:業界技術マニュアル。サポート:ツーリングのボトルネックの解消。適用範囲に関する注記:デジタルフラットベッドワークフローに適用されます 。↩
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[段ボール包装のエンジニアリング規格では、折り曲げ時の材料の厚さ(キャリパー)を考慮するための曲げ代計算の必要性が規定されている]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングハンドブック。裏付け:CADダイラインにおける数学的補正の要件。適用範囲に関する注記:剛性基材の折り曲げに特有 。↩
"[PDF] バージンボード対再生ボード L. Lisa Zhao 論文…", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf。[バージンクラフトライナーの技術仕様では、再生繊維と比較して、より長いセルロース繊維が引裂強度と折り曲げ耐久性を向上させることが示されている]。証拠の役割:技術的検証。情報源の種類:材料科学仕様。裏付け:長繊維化学が高摩擦組立時のライナーの破断を防ぐという主張。適用範囲に関する注記:性能は特定の坪量とパルプ化プロセスに依存する 。↩
「バージン段ボールと再生段ボールの本当の違い」、 https://www.crownhillpackaging.com/news/the-real-difference-between-virgin-recycled-cardboard/。[段ボールの技術材料仕様では、再生パルプの繊維長が短いため、バージン繊維と比較して引張強度と弾性が低下することが説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学仕様。裏付け:繊維弾性の比較。範囲に関する注記:リサイクル中の繊維劣化の影響に焦点を当てています 。↩
"[PDF] 再生紙の物理的特性の比較検討…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses。[包装製造ガイドでは、再生紙ライナーの構造的完全性の低下が、物理的なロックおよび折り畳み工程中の表面破れの可能性を高めることを詳述している]。証拠の役割:事実検証;情報源の種類:製造マニュアル。裏付け:組み立て摩擦の影響。適用範囲に関する注記:特にタイトフォールド組み立てに適用される 。↩
「穿孔が耐荷重能力に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[段ボールの構造工学研究では、再生材の繊維疲労により微細な亀裂が生じ、垂直圧縮強度が低下することが示されている]。証拠の役割:技術的説明、情報源の種類:工学研究。支持:上部荷重能力の破壊メカニズム。範囲に関する注記:高圧垂直荷重シナリオに限定される 。↩
「段ボール包装のデザインとブランディングを成功させるためのガイド」、 https://www.yorkcontainer.com/york-container-blog/perform-promote-protect-your-companys-guide-to-successful-corrugated-packaging-design-and-branding。[段ボール包装工学に関する技術文書では、折り目や保持リップなどの構造部品が印刷された規制情報を妨げる可能性があることを説明しています]。証拠の役割:技術的検証。情報源の種類:包装工学規格。裏付け:3D構造におけるグラフィックのずれのリスク。範囲に関する注記:段ボール製の小売ディスプレイに焦点を当てています 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[業界の包装規格は、店頭ディスプレイで使用される32 ECT Cフルート段ボールの技術的な耐荷重および構造仕様を提供します]。証拠の役割:技術仕様書、情報源の種類:業界ハンドブック。裏付け:記載されている包装材料の構造的妥当性。適用範囲に関する注記:ECT値は最小圧縮要件を表します 。↩
「原産国表示違反、罰則、および対応」、 https://www.daeryunlaw.com/us/insights/origin-marking-violations-in-new-york。[FTCやFDAなどの機関による規制ガイドラインは、消費者向けパッケージにおける義務的な遵守事項または原産国表示のテキストを隠蔽した場合の法的罰則と罰金について概説しています]。証拠の役割:法的検証。情報源の種類:政府規制。裏付け:規制上の誤りが連邦罰則につながるという主張。範囲に関する注記:具体的な罰金額は、管轄区域と違反の性質によって異なります 。↩
「49 CFR 571.108 — 規格番号 108; ランプ、反射装置、および…」、 https://www.ecfr.gov/current/title-49/subtitle-B/chapter-V/part-571/subpart-B/section-571.108。[権威ある規制または業界標準ガイドでは、コンプライアンス違反を引き起こす具体的な遮蔽の測定値が定義されます]。証拠の役割:事実の検証。情報源の種類:規制ガイドライン。サポート:グラフィックの視認性に関する不適合指標。適用範囲に関する注記:小売包装上の法的テキストの視認性に適用されます 。↩
"[PDF] ダイカット設計ガイドライン | MAST Technologies", https://www.masttechnologies.com/wp-content/uploads/2013/09/Tech-Bulletin-106-Die-Cutting-Design-Guidelines.pdf。[パッケージデザインの業界標準では、90度ブロックが標準ダイカットの基本仕様として確認されています]。証拠の役割:基本仕様、情報源の種類:業界マニュアル。サポート:標準カット角度とカスタムカット角度の比較。適用範囲に関する注記:基本的な幾何学的ブロックカットに適用されます 。↩
「構造パッケージ設計:ウィンドウとホルダー | Packlyブログ」、 https://www.pack.ly/en/blog/post/packaging-design-windowing-and-holders。[型抜きに関する技術文書は、特定の18.5度の角度の使用と構造上の利点を検証する]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングマニュアル。サポート:精密な構造型抜き機能。範囲に関する注記:カスタムボードの構造設計に限定 。↩
「再生紙中の重金属含有量に対する着色剤の影響…」、 https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/。[技術的な包装規格では、表面コーティングは段ボールの内部繊維密度とフルート構造に比べて構造的な補強効果がほとんどないことが確認されています]。証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:化粧仕上げでは圧縮等級の低下を補うことはできないという主張。適用範囲に関する注記:段ボール基材に特有 。↩
「段ボール箱の強度ガイド:フルート等級、ECT評価、壁厚…」、 https://anchorbox.com/corrugated-box-strength/。[段ボールの材料規格では、ECT(エッジクラッシュテスト)評価を積層強度の主要な指標として定義しており、評価が高いほどフルートの座屈が発生するまでの閾値が高くなります]。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:ボード等級を上げると構造的破損を防ぐという主張。適用範囲に関する注記:全箱圧縮試験(BCT)の性能は、箱の寸法と湿度にも依存します] 。↩
"[PDF] Investigation of the Effect of Corrugated Boxes on the Distribution of", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf。[物流最適化と包装工学の研究により、寸法のばらつきを減らし、箱の直角度を改善することで、輸送コンテナの容積効率が向上することが実証されています]。証拠の役割: 定量的検証; ソースの種類: 物流研究論文。支持事項:超精密な構造公差と積載密度の増加との関連性。[適用範囲に関する注記:増加率は、特定のSKUの形状とパレットパターンによって異なります] 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[工学的研究または材料応力試験により、スクリーン印刷された段ボール材料の特定の耐荷重能力と座屈点が検証される]。証拠の役割:技術仕様、情報源の種類:業界試験報告書。裏付け:従来のスクリーン印刷の構造的劣化。範囲に関する注記:特定のインク量と板紙のグレードに依存する 。↩
「ボックス圧縮試験(BCT)強度計算ツール – Westpak」、 https://westpak.com/resources/calculator/box-compression-test/。[デジタルフラットベッド印刷を使用した32ECT段ボールの技術データシートで圧縮閾値を確認できます]。証拠の役割:性能指標、情報源の種類:技術データシート。サポート:デジタル印刷の構造的完全性。範囲注記:垂直圧縮強度(ECT)を参照 。↩
「スクリーン印刷 vs デジタル印刷(DTG):どちらが優れているか? – xTool」、 https://www.xtool.com/blogs/xtool-academy/screen-printing-vs-digital-printing?srsltid=AfmBOoqly9oX0eaXdJ7OFBbBehSru-PSMlvBerkQH8ZpH3kdslBvxMdr。[印刷ワークフローの比較分析により、ボードへの直接デジタル印刷では版のセットアップとそれに伴う廃棄物が不要になることが確認されるだろう]。証拠の役割:プロセス効率。情報源の種類:製造分析。サポート:コストと廃棄物の削減。適用範囲に関する注記:セットアップ段階に特に適用される 。↩