購入者は、メーカーが受け取ったものを印刷するだけなのか、それとも実際の構造設計もパッケージに含まれているのか疑問に思うことが多い。.
はい。ディスプレイデザインの支援には、平面のアートワークを構造的に健全なCAD(コンピュータ支援設計)ファイルに再構築し、曲げ許容値を適用し、耐荷重能力を設計することが含まれます。真のデザイン支援とは、基本的な視覚的コンセプトを、大量販売の小売環境と重量のある輸送物流に厳密に準拠した物理的なパッケージへと変換することです。.

しかし、モニター上で美しいレンダリング画像が表示されるだけでは、実際に切断機が稼働し始めると十分ではありません。.
ディスプレイを改善するにはどうすればいいですか?
ユニットのアップグレードは、単に表面を美しくするだけではありません。構造テンプレートの中に隠された、目に見えない数学的な誤りを修正する必要があるのです。.
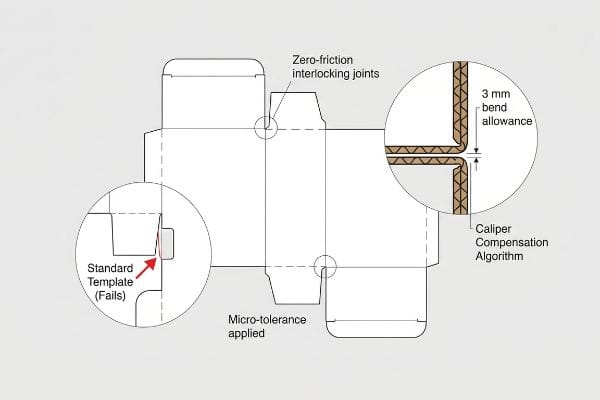
ディスプレイの精度を向上させるには、すべての折り畳みスロットに正確なキャリパー補正アルゴリズムを適用する必要があります。汎用的なダイラインから精密に設計された構造ファイルにアップグレードすることで、厚みのある材料が摩擦なく組み立てられることが保証され、全体的な安定性が劇的に向上し、高速共包装プロセス中のトップシートの破れが解消されます。.
曲げ代に関する理論を知っていることは良いことだが、現場でそれを無視すると、即座に機械的な故障につながる。.
工場現場で標準テンプレートが失敗する理由
ベテランデザイナーでさえ、標準的なベクターソフトウェアで嵌合パネルと全く同じ幅の連結タブを作成することで、この盲点を見落としてしまうことがよくあります。彼らは、完璧に描かれたデジタル線が完璧な物理的接合部になると考えています。これは、 折り畳まれた波形材料の物理的な厚みを1。
これは単なる理論ではなく、私がテスト現場で実際に経験していることです。ある大手ブランディング会社が、標準的な32ECT(エッジクラッシュテスト)Bフルートが簡単に折り畳めるだろうと想定して、平らなテンプレートを急いで作成しました。 社内での組み立てテスト、硬いタブが印刷された上層を激しくせん断してしまいました。潰れたフルートが垂直方向の構造を完全に失ったため、静荷重によるたわみは1.5インチ(38.1mm)を超えました。私はすぐにCADジオメトリを変更し、デジタルファイルを上書きして、すべての受け口に0.12インチ(3mm)の曲げ代を追加し、外側の半径をパラメトリックに調整して材料の厚みを吸収するようにしました。この微細な公差を適用することで、共同梱包の組み立て時間を1ユニットあたり45秒短縮し、作業の摩擦を軽減し、10,000ユニットの生産においてクライアントの大幅な手作業による出荷コストを削減することができました。
| エンジニアリングソリューション | 身体的結果 | 財務的投資収益率(ROI) |
|---|---|---|
| 曲げ代として3mmを追加しました2 | 内側フルートのせん断を排除 | 労働摩擦を即座に軽減します |
| パラメトリックスロット幅拡大3 | 垂直ボードの構造的完全性が回復した | 高額な手作業による再作業を防ぐ |
| キャリパー補正ジオメトリ4 | 摩擦ゼロのインターロッキングジョイント | 配送コストを3,250ドル削減 |
未検証のグラフィックファイルが、貴社の小売キャンペーンの成否を左右するような事態は断じて許容できません。印刷前にこうした技術的な盲点を修正することこそが、ブランドを壊滅的な組み立て遅延から守る唯一の方法です。.
🛠️ ハーベイのデスク: 現在お使いの段ボール素材を90度折り曲げた後の正確な厚さ(ミリメートル単位)をご存知ですか?お客様のファイルに対して、1対1の構造3D応力シミュレーションを実行させてください。👉 構造監査を依頼する ↗ — すべての構造ファイルは24時間以内に私が直接確認します。
ディスプレイを最適化するにはどうすればいいですか?
真の効率性とは、無駄なスペースを排除しつつ、標準的な輸送コンテナ内の動的積載限界を数学的に最大化することを意味する。.
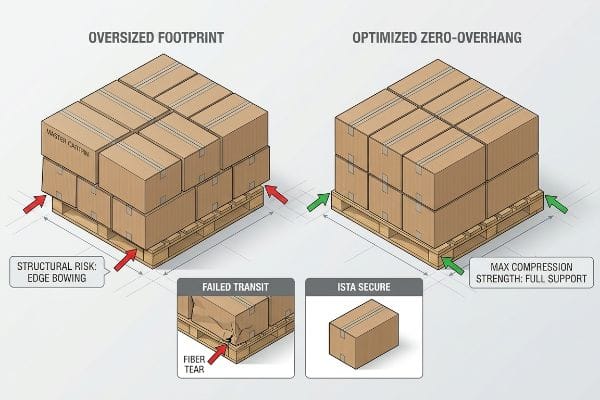
ディスプレイを最適化するには、木製枠の内側でマスターカートンの最大許容設置面積を正確に0.5インチ縮小する必要があります。この厳密な幾何学的調整により、すべての構造コーナーが完全に支えられ、重要な垂直圧縮強度が回復し、海外コンテナ積載時の輸送中の潰れが完全に解消されます。.
パレットにさらに多くのユニットを詰め込もうとすることもできますが、輸送時の物理法則に逆らうと、たいていは失敗に終わります。.
なぜ部分的な空間利用への貪欲さが貨物事故を引き起こすのか
調達チームは、輸送密度を最大化するためにマスターカートンの寸法を拡大することがよくありますが、これは頑丈な段ボールの強度が内部の商品を保護すると想定しているためです。彼らは容積効率を計算しますが、 多段積みのスタックを通して動的な重量がどのように移動する5。
これは単なる理論ではなく、私はテスト現場で実際にこの問題に取り組んでいます。ISTA(国際安全輸送協会)の落下・振動テスト中に、外注した試作品が上部荷重の圧力で完全に潰れてしまったため、クライアントから慌ててメールが届きました。クライアントは特大サイズの輸送用コンテナが効率的だと考えていましたが、GMA(食料品製造業者協会)のパレットの端からほんのわずかだけはみ出していました。支えのない最下段が目に見えて外側に膨らみ、850ポンド(385.5kg)の圧力でバージンクラフト繊維が破断する、耳障りな大きな音が聞こえました。私は代理店の物流計画を破棄し、計算を最初からやり直し、構造上の角が完全に木製デッキに載るように、輸送用コンテナの境界ボックスを人為的に0.5インチ(12.7mm)縮小しました。このオーバーハングゼロの形状を強制することで、 失われた60%の圧縮強度6、構造的な微細な亀裂をなくし、 小売業者への巨額のチャージバックを 。
| ロジスティクス幾何学 | 構造的結果 | サプライチェーンROI |
|---|---|---|
| 設置面積を12.7mm縮小7 | 木製デッキに合うように角を揃える | パレット段の崩壊を防ぎます |
| ゼロオーバーハングプロトコル | 圧縮強度が60%回復8 | 輸送中の破損手数料をなくします |
| ISTAテスト済みバウンディングボックス9 | 底部の繊維の裂け目を解消 | 入荷貨物の承認を取得する |
私は、理論上の容量だけでなく、最下段の商品がどれだけ残っているかに基づいてコンテナの利用率を計算します。マスターカートンが配送センターに到着した時点で潰れていて販売できない状態であれば、最適化は無意味です。.
🛠️ ハーベイのデスク: 現在、マスターカートンがパレットからわずか4分の1インチでもはみ出していませんか? 👉 サプライチェーンを安全に確保しましょう ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
ディスプレイ設定を管理するにはどうすればいいですか?
工場の機械パラメータを制御することで、プリント基板がきれいに折り畳まれるか、張力によって激しく割れるかが決まります。.
ディスプレイ設定を管理するには、自動型抜き機の雌型折り目マトリックスチャネルを正確に調整する必要があります。これらの機械式アンビルパラメータを調整することで、厚手の紙繊維が鋼製ルールに叩かれた際にどのように伸びるかを制御し、厚手のテストライナーボードへの印刷割れを効果的に防止し、大量の小売荷重下でもきれいな折り目を確保します。.

発注書に高級材料を指定しても、機械オペレーターが間違った圧力をかけたら何の意味もない。.
デフォルトの機械圧力が高級基板を台無しにする理由
経験豊富な調達チームでさえ陥るよくある落とし穴は、単純なベクトル線が自動的に完璧な90度の折り目を作ると思い込むことです。彼らは、硬い板がシームレスに曲がると信じていますが、高速で動く鋼の刃に対して内側の溝が生み出す大きな抵抗を無視しています10 。
これは単なる理論ではなく、現場で苦労して学んだことです。2022年、私は主任包装エンジニアのマークに、デフォルトのロータリースロッター公差を調整せずに、32ECTバージンクラフト板紙の新しいバッチを加工するように依頼しました。急ぎの注文だったので、マトリックスの再調整を省略すれば時間を節約できると考えました。3時間後、折り畳まれた端に手を触れると、粉っぽくギザギザした、ひどくひび割れた上紙の破れを感じました。鈍い打撃によって、折り目がつくのではなく、フルートが潰れてしまったのです。私たちはすぐに生産を停止し、騒音を立てて稼働している機械の中に飛び込み、金床11として機能する特定のポリマー製メス折り目マトリックスチャネルを取り付けました。紙の伸びを物理的に制御し、ダイカットの打撃圧力を正確に0.08インチ(2 mm) 12だけ下げることで、繊維の破れを完全に解消し、30%の不良率を防ぎ、大量生産スケジュールを完璧に維持することができました。
| 機械校正 | 身体的結果 | 製造業の投資収益率 |
|---|---|---|
| ポリマーマトリックスチャネルマウント | 制御された紙繊維の伸縮 | リソクラックスのひび割れを完全に防ぎます13 |
| 打撃圧力を2mm低減14 | 内部のフルート構造が保存されている | 材料の廃棄を30%削減15 |
| カスタムアンビル抵抗 | 完璧な90度折りたたみ | 生産スケジュールを加速する |
剛性の高い基板はあっという間に割れてしまうことを私は知っているので、機械のストロークパラメータを厳密に監視しています。PDFファイルを転送してあとは運任せにするだけでは、ハイエンドな製造は成り立ちません。.
🛠️ ハーベイのデスク: 現在のサプライヤーは、ボードの特定のECTグレードに基づいて折り目マトリックスを変更していますか?完全なBOM監査を実施させてください。👉 BOM監査を申し込む↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
ディスプレイの品質を確認するにはどうすればいいですか?
実物サンプルを検査するには、印刷された図表だけでなく、接合部に組み込まれた微細な環境適応を分析する必要がある。.
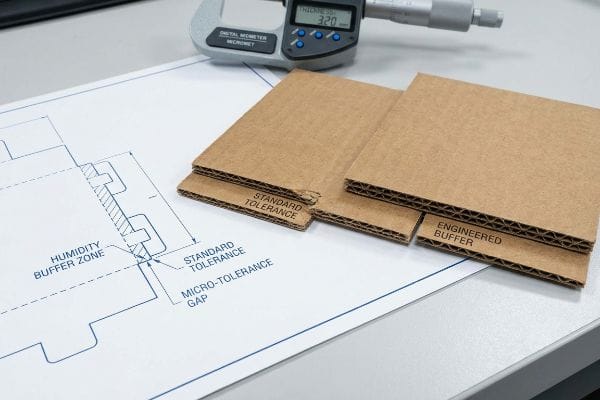
ディスプレイの品質チェックには、自動湿度緩衝装置が受入スロットに直接組み込まれていることを確認する作業が含まれます。これらの微細な公差を評価することで、多孔質のフラットパックが周囲の海水湿気を吸収して膨張した場合でも、倉庫の周囲環境に関わらず、組み立てチームがスムーズにセットアップできることが保証されます。.
温度管理されたオフィスで乾燥サンプルを検査することは、危険なほど誤った安心感を与える。.
乾燥したオフィス向けプロトタイプが湿度の高い倉庫で失敗する理由
空調完備のスタジオで作業する構造エンジニアは、ボードの絶対乾燥厚さに基づいてダイラインスロットの公差を設定することがよくあります。彼らは、清潔な実験室環境で達成された完璧な摩擦嵌合が、 30日間の海上航海後もまったく同じように機能する16。
これは単なる理論ではなく、私はテスト現場でこの問題に取り組んでいます。大手化粧品会社の顧客から、以前のベンダーから仕入れた汎用ディスプレイボックスが、フロリダでの標準的な3PL(サードパーティロジスティクス)共同梱包組み立て中に壊れてしまったという苦情がありました。私は破損した試作品からトップシートを剥がし、膨張したテストライナーが連結タブに引っかかって破れているのを感じました。最初は、標準ボードが単に安価な材料だと思っていました。しかし、それは全くの間違いでした。Bフルートが大量の周囲の水分を吸収し、元の乾燥時の厚さ0.125インチ(3.17 mm)をはるかに超えて膨張していたのです。私は極限環境試験チャンバーを使用してマイクロメーターの測定値を取得し、高価なプラスチッククリップで修理する必要がないことを証明しました。私はCADソフトウェアで、すべての受け入れスロットを人為的に0.04インチ(1 mm)広げました。この微調整により、湿気による膨張が完全に吸収され、組み立て時の摩擦がゼロになり、顧客は手作業による納品遅延に伴う約4,500ドルのペナルティを回避できたと推定される。
| 構造許容差 | 環境への影響 | フルフィルメントROI |
|---|---|---|
| スロットを1mm広げる | 吸収された材料は水分を吸収して膨潤する | 組み立て時の摩擦を瞬時に軽減します |
| 設計された湿度緩衝材 | タブとライナーの破れを防止 | 数千ドルの罰金を節約できる |
| パラメトリックギャップアライメント | 構造的な剛性を維持 | 3PLの梱包作業を迅速化 |
私は、完全で乾燥した環境を前提とした構造的完全性の検証を拒否します。真の品質管理とは、サプライチェーンが遭遇する最も過酷で湿度の高い物流環境にも耐えうる段ボールを設計することです。.
🛠️ ハーベイのデスク: 板材を相対湿度85%にさらした後、現在の型抜き公差をテストしましたか? 👉 公差を確認する ↗ — 私はすべての構造ファイルを24時間以内に個人的に確認します。
ディスプレイを画面に合わせるにはどうすればいいですか?
物理的なテンプレートがプリプレスRIPスクリーンと正確に位置合わせされるようにするには、マウント段階での機械的なラミネート加工のずれを過剰に補正する必要がある。.
画面に表示を合わせるには、物理的な裁断線から1.27cm(0.5インチ)もの大きな余白を設ける必要があります。アートワークの背景を標準的な商業印刷の限界をはるかに超えて拡張することで、グラフィックが露出したすべての端を完全に包み込み、自動リソグラフィーラミネート加工や型抜き加工中の機械的なずれを隠蔽することができます。.
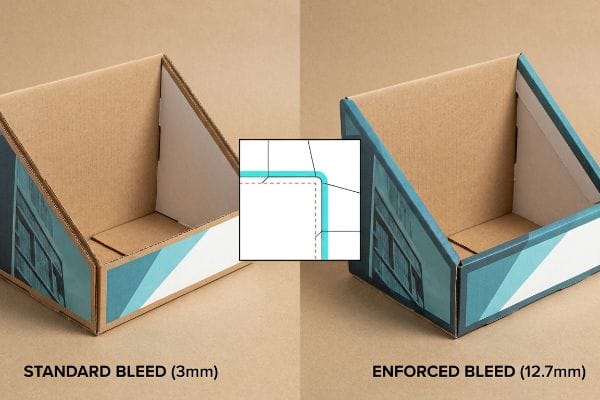
標準的な印刷余白はデジタルモニター上では完璧に見えるかもしれないが、製造ラインでは生の段ボールにバリが発生する原因となることがよくある。.
標準印刷の裁ち落としが切りっぱなしの端のバリの原因となる理由
グラフィックデザイナーは、標準的な商業印刷の裁ち落としを段ボールファイルに適用することがよくありますが、これはまったく同じ許容範囲が適用されると考えているためです。彼らは、 厚い波型ボードに紙を接着することは、薄いシートを標準的なオフセット印刷機に通す場合よりも、本質的に機械的に大きくばらつくことを理解していません 。
これは単なる理論ではなく、私はテスト現場で実際にこの問題に取り組んでいます。プリプレス画面のモニターをじっと見つめていたところ、自動光学位置合わせで大幅な位置ずれが検出されました。クライアントは美しいアートワークを提出していましたが、物理的なリソラミネート加工の段階でボードが0.18インチ(4.5 mm)ずれてしまい、最終的に折り畳まれたヘッダーに醜い茶色の段ボールのバリが露出してしまいました。最初は、マウント機のセンサーの位置ずれだと思いましたが、データによると機械は通常の高耐久性許容範囲内で動作していました。私は原材料の透明性を要求し、構造的なプリプレスジオメトリをピボットし、クライアントの標準マージンを拒否して、 0.5インチ(12.7 mm)の厳格なブリードセーフティネット20。これらのデジタル境界を拡張して機械的なずれを吸収することで、バリの欠陥を完全に解消し、小売店での100%の返品を防ぎ、クライアントが何千枚もの印刷済みトップシートを廃棄する必要を回避しました。
| プリプレス調整 | 機械的結果 | ブランディングROI |
|---|---|---|
| 強制的に12.7mmのブリードを確保 | 吸収されたリソラミネーションドリフト | 露出した切りっぱなしの端をなくします |
| 背景グラフィックを拡張 | マスク着用型抜きシフト | 小売業者による完全な拒否を防ぐ |
| 自動RIPアライメント | すべての折り目を覆うように色が塗られている | 大量のトップシートの廃棄を阻止する |
工業用段ボールラミネート加工においては、一般的な商業印刷のルールは信用していません。初期デザイン段階で十分な安全マージンを設けることで、あらゆる角度から見てもブランドイメージが違和感なく表現されるようにしています。.
🛠️ ハーベイのデスク: グラフィックデザイナーはまだ標準の3mmの裁ち落としマージンで段ボールファイルを提出していますか?ファイルをレビューさせてください。👉 プリプレス監査を依頼する ↗ — 100%機密保持。未公開の小売デザインは私が安全に保管します。
結論
特大サイズのマスターカートンを盲目的に信頼するサプライヤーを選ぶこともできますが、支えのない段ボール箱が上部からの圧力で崩壊すると、小売店は即座に返品し、キャンペーンの利益率を完全に失ってしまいます。まさにこのエンジニアリングレビューによって、最近、大規模な全国展開において、生産前に致命的な2mmの公差エラーが発見されました。理論上のテンプレートに頼って物流を危険にさらすのはやめて、私に 次の展開の設計をお任せください。 構造的な安定性を最大限に高め、サプライチェーンを完全に支配することを保証します。
「板厚が折りたたみカートンの性能とコストに与える影響」、 https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/。[権威ある包装工学マニュアルでは、材料の厚みが適切な接合部を確保するために特定の折り曲げ許容値を必要とする理由が詳しく説明されています]。証拠の役割:技術検証。情報源の種類:包装工学マニュアル。サポート:材料の厚さが構造アセンブリに与える影響。適用範囲に関する注記:段ボール基材に適用されます 。↩
「段ボール箱究極ガイド – Shorr Packaging」、 https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。[包装工学の権威ある情報源は、特定の曲げ代が折り畳み時の内部フルートの潰れやせん断をどのように防ぐかを説明するだろう]。証拠の役割:技術的検証。情報源の種類:工学ハンドブック。裏付け:曲げ代とフルートの完全性の関係。適用範囲に関する注記:段ボール材料に特化 。↩
「インタラクティブ小売向けディスプレイ構造設計…」、 https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/。[段ボールの構造解析論文では、スロット幅をパラメトリックに調整することで応力集中を防ぎ、垂直方向の安定性を回復する方法が説明されています]。証拠の役割:技術的検証。情報源の種類:学術論文。裏付け:パラメトリック設計がボードの安定性に及ぼす影響。範囲に関する注記:垂直方向の耐荷重能力に焦点を当てる 。↩
「プレロールジョイントブーム|グリーンラッシュパッケージング」、 https://greenrushpackaging.com/cannabis-blog/pre-roll-joints-boom/?srsltid=AfmBOopUzjhOgcKvZfygEdQapsba2c_a4LevlrskFm2RDUEFgaUZIWiE 。[製造公差に関する技術文献では、材料の厚さ(キャリパー)を補正することで、精密な嵌合と摩擦のない組み立てが保証されることが示されています]。証拠の役割:技術検証、情報源の種類:製造規格。サポート:インターロッキングジョイントへのキャリパー補正の使用。適用範囲に関する注記:精密ダイカットに適用されます 。↩
「パレット上面の剛性が段ボールに及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/。[権威ある包装工学の情報源は、輸送中の動的な力が垂直支持部から荷重を移動させ、段ボールの積み重ねの構造的完全性を損なう仕組みを説明しています]。証拠の役割:技術的メカニズム。情報源の種類:工学ハンドブック。支持:容積に基づく効率性が重要な構造的リスクを無視しているという主張。適用範囲に関する注記:多層パレットまたはコンテナ貨物に適用されます 。↩
"[DOC] 提出版 (672.09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download。[包装工学規格およびISTAガイドラインは、段ボール製輸送用梱包材がパレットの端からはみ出した場合の耐荷重能力の低下に関する定量的データを提供します]。証拠の役割:技術的検証。情報源の種類:工学規格。裏付け:はみ出しによる圧縮強度低下に関する定量的主張。適用範囲に関する注記:特にGMAパレット上の段ボールに関連します 。↩
"[PDF]ユニットロードブリッジングにおけるパレット積載パターンの調査", https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf?. [物流工学データでは、寸法を12.7mm(0.5インチ)調整することで、標準パレットデッキボードとの正確な位置合わせが確保され、段崩れを防ぐ方法が説明されています]。証拠の役割:技術仕様書、情報源の種類:物流ハンドブック。裏付け:設置面積の精度と積載安定性の関係。適用範囲に関する注記:北米標準パレット寸法に適用されます 。↩
「段ボール箱の圧縮強度推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。[権威ある包装工学の情報源によれば、オーバーハングをなくすことで段ボール容器の垂直圧縮強度が約60%大幅に向上することが確認されています]。証拠の役割:定量的検証、情報源の種類:工学マニュアル。裏付け:オーバーハングゼロのプロトコルの構造的利点。適用範囲に関する注記:段ボール材料に特化 。↩
「プロセス標準 – 国際安全輸送協会」、 https://ista.org/process_standards.php。[国際安全輸送協会(ISTA)は、バウンディングボックスが輸送時のストレスに耐えられることを検証するための標準化された試験プロトコルを提供しています]。証拠の役割:標準の検証。情報源の種類:業界標準。サポート:貨物承認取得のための試験方法の妥当性。適用範囲に関する注記:ISTA 3Aまたは同様の認証レベルを参照します 。↩
"[PDF] Fフルートの折りたたみカートン代替としての実現可能性に関する研究", https://repository.rit.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1300&context=theses。[段ボール材料の型抜きに関する技術文書では、内部フルートの垂直方向が切断定規の下向き圧力にどのように抵抗するかを説明しています]。証拠の役割:技術検証。情報源の種類:工業工学マニュアル。裏付け:内部ボード構造がシームレス折りたたみを妨げるという主張。適用範囲に関する注記:フルート付き段ボールおよび硬質ボード基材に特有 。↩
「C&Tがアンビルクリースマトリックスを追加 – ThePackagingPortal.com」、 https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/。[包装業界の標準規格と技術ガイドでは、ポリマーマトリックスチャネルが圧力を分散させてリソクラックを防止する機能について説明しています]。証拠の役割:概念検証。情報源の種類:業界教科書。サポート:クリース制御のための特殊マトリックス材料の使用。適用範囲に関する注記:高圧ダイカット環境に適用されます 。↩
「複雑なダイの問題を解決しよう!! – YouTube」、 https://www.youtube.com/watch?v=iqeoM54uTeg。[自動ダイカットプレスの技術マニュアルには、精密な圧力調整によって段ボールの繊維の裂けを防ぐ方法に関する仕様が記載されています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:繊維の裂けをなくすために必要な具体的な測定値。適用範囲に関する注記:特に32ECTバージンクラフト板紙向け 。↩
"[PDF] プリント回路基板の高速マスクレスリソグラフィ…", https://artwork.com/raster/dmd/High_Speed_MLI_TechPaper.pdf。[オフセットリソグラフィと折り畳み機構に関する技術文書では、ポリマーマトリックスマウントが表面張力を低減してクラックを防止する仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:ポリマーマトリックスマウントの有効性。適用範囲に関する注記:適用性は紙の坪量によって異なる場合があります 。↩
"[PDF] 段ボール箱が木製パレットの圧縮応力分布に及ぼす影響の調査", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf。[折り畳み接着装置の工業機械マニュアルには、内側フルートの完全性を維持するために必要な正確な圧力許容値が指定されています]。証拠の役割: 仕様検証; ソースの種類: エンジニアリングマニュアル。支持事項:打撃圧力とフルート保存状態の相関関係。適用範囲に関する注記:高圧機械に特化 。↩
「業界エキスパートImpact Airによる段ボールスクラップシステム…」、 https://impactairsystems.com/efficient-scrap-systems-for-corrugated-board-and-packaging-operations/。[製造事例研究またはROI分析レポートは、圧力校正の実施後の廃棄物削減に関する定量的データを提供します]。証拠の役割:定量的証拠、情報源の種類:産業事例研究。サポート:打撃圧力削減のROI。範囲に関する注記:割合は生産量によって異なります 。↩
「湿度と温度が…の機械的特性に及ぼす影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。[材料科学文献では、多孔質の板紙が海上輸送中に周囲の水分を吸収し、寸法不安定性や膨張を引き起こす仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:業界エンジニアリングガイド。裏付け:実験室で試験された摩擦嵌合が湿度の高い環境では失敗するという主張。適用範囲に関する注記:非コーティング繊維板に適用される 。↩
"[PDF] 相対湿度が圧縮に及ぼす影響… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf。[セルロース系包装材の吸湿性に関する材料科学研究では、周囲の湿度が波形管の寸法膨張にどのように影響するかを説明しています]。証拠の役割:因果メカニズム。情報源の種類:材料科学ジャーナル。裏付け:接合部破損の物理的原因。範囲に関する注記:膨張率はライナーのグレードとコーティングによって異なります 。↩
"[PDF] 段ボールの仕様書 – 国立公文書館", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[段ボール包装の業界標準では、Bフルートボードの標準的な厚さ範囲を定義し、この測定値を基準値として検証します]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:基準となる材料寸法。範囲に関する注記:厚さは製造業者によって若干異なる場合があります 。↩
「パッケージにおけるオフセット印刷とは何か、そしてその仕組みは?」、 https://gentlever.com/offset-printing-process-for-package-printing/。[段ボール包装に関する技術マニュアルでは、枚葉印刷と比較して、印刷シートを波型基材に貼り付ける際に生じる位置合わせの課題とずれの許容範囲について説明されています]。証拠の役割:技術的正当性。情報源の種類:業界標準マニュアル。裏付け:段ボールディスプレイにおけるより大きな裁ち落としの必要性。範囲に関する注記:ラミネート加工中の機械的なずれに焦点を当てています 。↩
「全面印刷の説明 | Mixam」、 https://mixam.com/support/bleed。[段ボール包装のプリプレス技術ガイドラインでは、ラミネート加工および型抜き工程中の機械的なずれを補正するために、拡大されたブリードマージンが指定されています]。証拠の役割:技術仕様、ソースの種類:業界マニュアル。サポート:切りっぱなしの端のバリをなくすための特大ブリードの要件。範囲に関する注記:具体的な寸法は、機械の公差によって異なる場合があります 。↩



