
抜き型にお金を払うのは、まるで隠れた税金のように感じます。しかし、高品質な金型を一度使っただけで捨ててしまうのは、利益を無駄にしているようなものです。再利用の真実とは?.
はい、カッティングダイは木材の反りを防ぐために温度管理された環境で保管すれば、複数回使用できます。工業用スチールルールダイは通常、再カッティングが必要になるまで10,000~15,000回の印刷に耐えます。ただし、寿命は段ボールの摩耗性と保管湿度に大きく左右されます。.
ほとんどのクライアントは、ツール料金は一度きりの負担だと考えていますが、そのツールが再注文に耐えられるかどうかは、物理的性質と湿度に依存します。.
パッケージングにおけるダイカットとは何ですか?
四角い箱は、雑然とした小売店の棚では目立ちません。カスタムメイドの形状は、ありきたりな容器を視覚的に邪魔するものに変え、買い物客の足を止めさせます。.
ダイカットパッケージは、標準的な直線状の箱を作るのではなく、スチールカッターを用いて段ボールシートを特定の形状にカスタマイズするものです。この製造工程により、独自の窓、ロックタブ、構造的なシルエットが生まれ、ブランドの視認性を高めるとともに、粘着テープを必要とせずに複雑なセルフロック機構による組み立てが可能になります。.
視覚障害の構造解剖
私はよくクライアントに、ダイカットは単なる製造方法ではなく、販売戦略でもあると伝えています。「定義とマーケティングゾーン」では、視覚的な混乱。ウォルマートやターゲットのようなアメリカの小売店の標準的な棚は、直線と茶色の長方形で埋め尽くされています。人間の目は当然それを無視します。ダイカットディスプレイ1は、このパターンを打破します。ヘッダーカードを商品の形にカットすることで(例えば、私のクライアントであるデイビッドの巨大なクロスボウなど)、通路に「ストッパー」を作り出すのです。
しかし、そこに至るまでには複雑なプロセスがあります。ある飲料ブランドのプロジェクトで、デザイナーがJPGファイルを送ってきて、「ボトルの周りをカットすればいい」と考えていたのを覚えています。しかし、そうはいきませんでした。マシンにナイフをどこに落とすかを正確に指示するには、ArtiosCADで作成したベクターベースのダイラインが必要でした。この手法のマーケティング効果は非常に大きいのですが、「縁の高さ」のルールを守った場合に限ります。下手なダイカットは製品を覆い隠し、ラベルを隠してしまうことがあります。上手なダイカットは、ラベルを縁取るように仕上げます。.
また、金型レイアウトには「ネスティング」と呼ばれる手法を採用しています。これにより、無駄を最小限に抑えながら複雑な形状をカットすることができます。ただ四角い箱を作るだけでは、段ボールのポテンシャルを無駄にしていることになります。しかし、商品を15度の角度で見せる湾曲した「あご上げ」棚のように、感情的な繋がりを生み出す形状を求めるなら、カスタム金型が必要です。カスタム金型は、輸送用コンテナを沈黙のセールスマンに変身させます。金型の初期費用は300ドルから500ドルですが、15ドルのディスプレイをブランドアンバサダーに変え、販売率を400%向上させることを考えると、取るに足らないものです。.
| 特徴 | 標準スロットコンテナ(RSC) | カスタムダイカットディスプレイ |
|---|---|---|
| 視覚的なインパクト | ロー(長方形/工業用) | 高(カスタムシェイプ/シルエット) |
| 買い物客エンゲージメント | パッシブ(ストレージ重視) | アクティブ(中断フォーカス) |
| 組み立てスタイル | テープが必要です | セルフロックタブ(テープなし) |
| ツールコスト | $0(標準設定) | 200~500ドル(1回限りの料金) |
| エッジ品質 | 粗い / 鋸歯状の | クリーン/セーフティエッジ |
どれだけ強調しても足りないくらいです。カスタム ダイに追加の費用をかけることは、あなたのブランドを一般的な競合から差別化するため、これまでで最も安価なマーケティング投資となります。.
ダイスはどのように機能しますか?
これはレーザーではありません。鋼鉄の刃を紙に押し付ける力の塊であり、ボードを潰さないように絶対的な精度が求められます。.
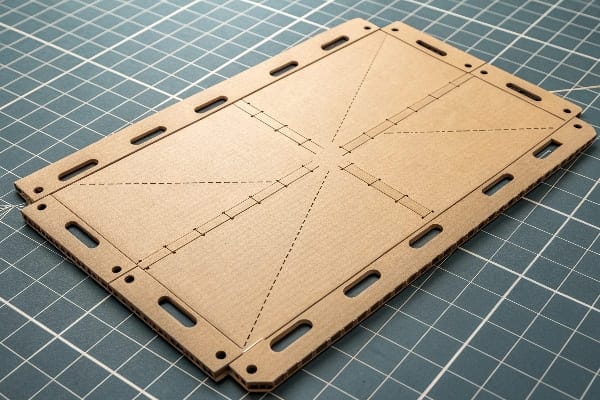
ダイは、スチールルールダイと呼ばれる特注の工具を材料に高圧で押し付けることで機能します。このダイは、合板のベースに、切断用の鋭利な鋼鉄刃と、折り目をつけるための丸い金属ルールが付いています。刃が材料に当たると、刃が材料に突き刺さり、折り目が正確な折り線を形成します。.
圧力と精度の物理学
工場で使われる金型は、単なるナイフではありません。合板、鋼鉄、ゴムのサンドイッチ構造です。ベースは通常、レーザーカットされた合板です。その木材に「鋼鉄の定規」、つまり文字通りの金属片を打ち込みます。鋭いもの(カッティング定規)もあれば、鈍いもの(折り目付け定規)もあります。シンプルに聞こえますが、物理的には過酷です。.
私を悩ませる厄介な現実があります。それは湿度です。深圳の段ボール工場は湿度が高く、木材は湿気を吸収します。金型を6ヶ月間保管した後、再注文のために取り出したら、木材が2mm(0.08インチ)も膨張していたという悪夢のような状況に遭遇したことがあります。梱包の世界では、2mmというのは大惨事です。つまり、固定タブがスロットに収まらなくなるのです。ディスプレイが組み立てられなくなり、最悪の場合、床に傾いて置かれることになります。
これを改善するために、コストコのような高精度を要求される顧客は、2,500ポンド(1,134kg)の耐荷重パレットに厳しい公差を求めています。そのため、長期間放置された古い金型は再利用しません。「フレッシュ・ツール3 エジェクション・ラバー4 についても触れておく必要があります。これは刃の横に接着された発泡材です。ゴムが柔らかすぎると、段ボールがナイフに引っかかってしまいます。硬すぎると、フルート(段ボールの内側の波型部分)が潰れてしまい、積み重ね強度が損なわれます。Eフルートを潰さずにきれいに切断できるよう、ゴムのショア硬度を正確に調整するのに何年もかかりました。
そして「木目方向5 」があります。ダイを木目に対して水平に配置すると、ディスプレイが歪んでしまいます。当社のエンジニアは、BCT(箱型圧縮試験)強度を最大限に高めるために、ダイを木目に対して垂直に配置するよう訓練されています。これは魔法ではなく、物理的なものです。また、「ニッキング」も計算する必要があります。ニッキングとは、切断線に生じる微細な切れ込みのことで、機械内を搬送する際に廃材を所定の位置に保持しますが、後で剥ぎ取られるほど弱いものです。ニッキング比率を間違えると、機械が動かなくなってしまいます。
| 成分 | 関数 | 失敗モード(「厄介な現実」) |
|---|---|---|
| カットルール | 板を切り裂く | 時間が経つと鈍くなり、端がぼやけてしまいます。. |
| 折り目ルール | 繊維を潰して折り畳める | 深すぎるとライナーが割れます(破裂します)。. |
| 合板ベース | ルールを遵守する | 湿度で歪み、次元が変わります。. |
| 排出ゴム | ボードをブレードから押し出す | 摩耗すると、シートが機械の中に詰まってしまいます。. |
再実行の前に、私は必ずダイボードの状態を個人的に確認します。錆びたブレードや反った木材が見つかった場合は、ブランドイメージを保護するためにそれを廃棄して新しいものを作ります。.
ダイカッティングマシンは何に使用されますか?
私たちは様々な作業に様々な機械を使い分けています。スピードと精度は常にトレードオフの関係にあり、間違った機械を選ぶと予算が無駄になってしまいます。.
ダイカッティングマシンは、大量生産のために材料シートを特定の形状に切断、折り目付け、ミシン目入れするために使用されます。これらの機械は、試作用のデジタルカッターから大量生産用のフラットベッドプレスまで多岐にわたります。これらの機械は、すべてのユニットの寸法が同一であることを保証するため、自動包装の効率化には不可欠です。.

デジタルスピード vs. アナログパワー
サンプルと5,000個の注文に同じ機械を使っているという大きな誤解がありますが、そうではありません。サンプルには、 KongsbergかZundのデジタルカッター6を。物理的な金型は使用せず、コンピューター制御の振動ナイフを使用しています。お客様に約束している「24時間ホワイトサンプル」には最適です。しかし、処理速度が遅いです。複雑なディスプレイ1つをカットするのに5分もかかります。ウォルマートの注文をこれでこなすのは不可能です。
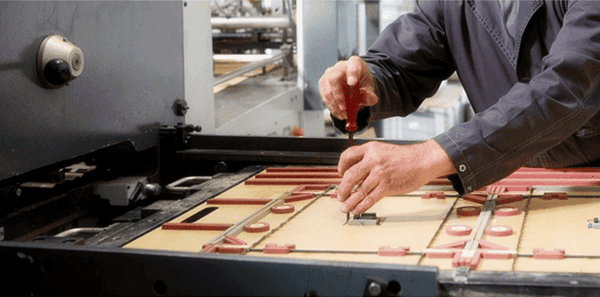
フラットベッド・ダイ・カッター7 (ボブスト社製など)に切り替えます粉塵です。再生段ボール(短繊維が豊富)に鈍いナイフを叩きつけると、粉塵が発生します。以前、電子機器を販売していたお客様が、競合他社のずさんな裁断による段ボールの粉塵で画面に傷をつけられたことがありました。そこで、私は機械に「真空抽出8 」ヘッドを搭載しました。また、シートが梱包ラインに送られる前に、高圧空気を噴射する「エアナイフ」を使ってシートをきれいに吹き飛ばします。製品が茶色い綿毛で覆われて届くまで、ほとんどの人はこの細部に気をとられがちです。
また、「クラブストア」(コストコ)の注文では、マスターカートンの製造に「ロータリーダイカッター9 」を使用することが多いです。これは、フラットベッド機よりも高速ですが、精度が劣るからです。ディスプレイに複雑なロックタブがある場合は、たとえ遅くてもフラットベッド機で製造するようにしています。50ポンド(22.7kg)の製品を保持する構造物を構築する場合、精度は速度よりも重要です。また、「準備」時間も考慮する必要があります。フラットベッドカッターのセットアップには、ダイとカウンタープレートの位置合わせに2~3時間かかります。そのため、これらの機械では100個単位の小ロット生産が非常に高価になります。カットではなくセットアップに費用がかかるからです。
| マシンタイプ | 最適な用途 | スピード | セットアップコスト | 精度 |
|---|---|---|---|---|
| デジタルカッター(コングスバーグ) | 試作品・サンプル(1~50個) | 低速(5分/ユニット) | 低価格($0) | 高い |
| フラットベッドダイカッター | 大量生産(500台以上) | 高速(2,000枚/時) | 中(ダイコスト) | 非常に高い |
| ロータリーダイカッター | シンプルな配送ボックス(大量発送) | 非常に高速(10,000枚/時) | 高(シリンダーダイ) | 中くらい |
当社のフラットベッドカッターが全速力で動いているビデオをお見せできます。リズムは催眠術のようですが、本当に重要なのは、ほこりのない状態を保つ真空システムです。.
サイコロの目的は何ですか?
サイコロがなければ、ただ推測するだけです。サイコロがあれば、最後のマスが最初のマスと必ず一致することが保証されます。.
金型の目的は、数千ものユニットにわたって絶対的な寸法の一貫性と構造の完全性を確保することです。切断線と折り曲げ線を剛性のある金型に固定することで、メーカーは最初のユニットと最終ユニットが同一に組み立てられることを保証します。これにより人為的ミスが排除され、正確な摩擦嵌合によるロックが可能になります。.

「ゴールデンサンプル」の一貫性
ダイの目的は、単にカットすることだけではありません。リスクを軽減することです。5,000枚のディスプレイを手作業でカットすることを想像してみてください。すべての折り目がわずかにずれ、ディスプレイは傾いてしまいます。ダイは、当社の「ゴールデンサンプル」プロトコル。プレス機から出た最初のシートがゴールデンサンプルと一致することを確認できれば、ダイが正しいことが分かります。ダイは「許容範囲」を固定します。段ボールの場合、許容範囲は通常+/- 1mm(0.04インチ)です。優れたダイは、その範囲を維持します。
しかし、私がよく目にする具体的な失敗パターンがあります。それは「オーバープリント」の悪夢です。デザイナーは端まで色を塗りたがります。印刷中にダイが0.5mm(0.02インチ)でもずれると(機械の振動によって発生します)、アートワークの端に醜い白い線が入ります。これは「レジストレーションドリフト10 ブリード11 の使用を勧めています。しかし、もっと重要なのは、PitStop Proソフトウェアを使用して、プリプレス段階で「ノックアウト」と「オーバープリント」の設定を確認することです。
ダイの目的は精密さですが、紙は伸びる有機素材です。ダイを使用することで、紙がわずかに伸びても、箱が四角く折りたためる位置に折り目がつきます。カウンタープレート(プレス機の下部)には「マトリックス」と呼ばれる溝があり、段ボールを折り目に沿って押し込みます。適切なマトリックスを使用しないと、折り目が柔らかくなり、ディスプレイが風船のように膨らんでしまいます。また、店舗従業員が手を置く部分には、専用の「セーフティエッジ」ブレードを使用しています。標準ブレードは鋭利で、紙で手を切る可能性があります。セーフティブレードは微細な波状構造になっているため、触れても安全です。これは、米国市場におけるお客様の責任を保護するために、ダイの設計において意図的に採用されたものです。.
| 要素 | 手動/デジタルカッティング | ダイカット(物理ツール) |
|---|---|---|
| 一貫性 | 変動(時間の経過とともに変動) | 100%同一 |
| 折り品質 | 表面スコアのみ | 深い圧縮折り目 |
| 複雑な形状 | 可能だが遅い | インスタント |
| リスク | 高(ヒューマンエラー) | 低(ツールベース) |
私は、抜き型を成功の青写真として扱っています。ツールが正しければ、生産は退屈なものになります。そして、私の工場では、退屈なことは良いことなのです。.
結論
カッティングダイは初期費用がかかりますが、スピードと均一性で元が取れます。再利用は可能ですが、「切り口がぼやける」という事態を避けるため、湿気によるダメージがないか常に確認しています。.
金属を切断する前に、ダイラインを確認するために無料の構造 3D レンダリングを作成しますか
ダイカット ディスプレイが革新的なデザインを通じて製品の視認性を高め、売上を伸ばす方法を探ります。. ↩
湿度が段ボールに与える影響を理解することで、生産品質を向上させ、コストのかかるエラーを防ぐことができます。. ↩
製造プロセスにおける精度と品質の維持における新しいツールの重要性を探ります。. ↩
適切な排出ゴムが切断効率を高め、生産時の材料の無駄を防ぐ方法を学びます。. ↩
製品の完全性にとって極めて重要な段ボール梱包の強度と耐久性に木目方向がどのように影響するかを説明します。. ↩
プロトタイプやサンプルにデジタルカッティングテクノロジーを導入することで、効率と精度が向上します。. ↩
大量生産と精度を実現するフラットベッドダイカッターの仕組みと利点について学びます。. ↩
真空抽出により、切断時のほこりや破片を最小限に抑えて製品の品質を向上させる方法をご覧ください。. ↩
ロータリーダイカッターが、シンプルな配送用ボックスを大量に生産する際の効率をどのように向上できるかをご覧ください。. ↩
一般的な印刷エラーを回避し、デザインの精度を向上させるために、レジストレーションドリフトについて学習します。. ↩
ブリードの重要性を理解することで、不要な白いエッジを避け、視覚的に魅力的なデザインを作成できます。. ↩



