段ボールの切断には、鋭利な刃物だけでは不十分です。ブランドの信頼性を完全に守るためには、精密に設計されたツール群からなる包括的なシステムが不可欠です。.
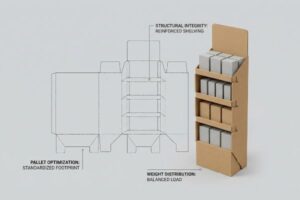
金型には、段ボール製ディスプレイの成形に使用される切断、折り目付け、ミシン目加工などの工具が含まれます。これらの機械的な工具は、構造的な完全性と折り目の精度を左右します。適切な構成を選択することで、材料の破れを防ぎ、複雑な組立ラインや世界中の人通りの多い小売環境でも、パッケージが容易に耐えられるようになります。.

次の小売キャンペーンを最終決定する前に、これらの目に見えないツールがどのように業務の成功を左右するのかを具体的にご説明しましょう。.
金型の種類は何種類ありますか?
使用する工具の選択肢を理解することが、完璧なディスプレイと梱包フロアに積み上げられた大量の段ボールとの違いを生む。.
パッケージングには複数の金型タイプが用いられており、主に貫通カット、部分折り目、ミシン目加工に分類されます。自動機械では、段ボールの切断と緩やかな折り曲げを区別するために、それぞれ異なる金型コマンドが必要です。これらの特殊な形状を正しく適用することで、平らなシートから機能的なマーケティングツールへとスムーズに移行できます。.
利用可能な切削工具の種類の多さは、設計ファイルが間違った言語で記述されているのであれば、何の意味もありません。.
金型加工における隠れたCNCの落とし穴
ほとんどのブランドチームは、Illustratorファイルに黒い輪郭を描くだけで工場にどこをカットするかを伝えるのに十分だと考えています。彼らは構造テンプレートを標準的なビジュアルグラフィックとして扱い、 自動加工機器が実際にデータをどのように解釈する1。
ジュニアデザイナーが折り目やカットごとに標準のCMYK(シアン、マゼンタ、イエロー、ブラック)インクを使用してフラットテンプレートを提出する際に、このようなミスが頻繁に発生します。これらのファイルがRIPソフトウェアに読み込まれると、機械 はカットパスをアートワークに統合し、オペレーターには黒い輪郭線は見えるものの実際のカットが全くない、完璧に印刷された箱が残ります。ソフトウェアがブレードの種類とグラフィックを区別できなかったために、CNC(コンピュータ数値制御)テーブルからサンプルバッチ全体が完全に平らな状態で取り出されたとき、空気中に舞うダイカットの粉塵の感触を今でも覚えています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
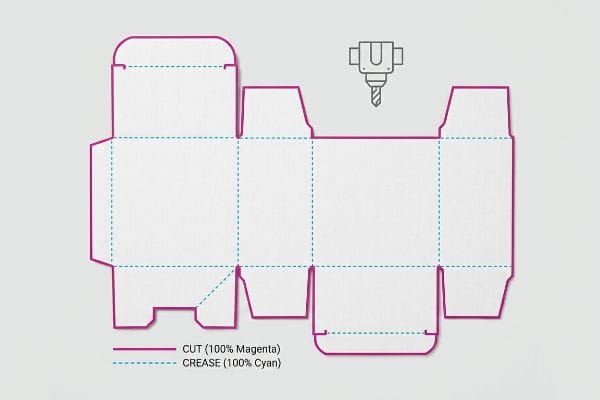
| すべての線に黒色を使用する | カット部分には100%マゼンタのスポットカラーを割り当ててください。3 | 高額な再印刷の遅延を防ぎます |
| 折り目とカットを融合させる | 折り目には100%シアンのスポットカラーを使用してください。4 | 正確な90度の折り目を保証します |
| 機械ソフトウェアのルールを無視する | 構造的なスポットカラーを使用した飛行前点検5 | 組み立て時間を20分短縮 |
私は毎日、こうしたありきたりな黒い線画を機械的な特色に変換しています。デジタルベクターを適切にマッピングするのに30秒かけるだけで、手作業による修正作業の手間が完全に省け、スケジュール管理も万全になります。.
🛠️ ハーベイのデスク: アートワークのレイヤーが誤ってカッティングブレードをキャンセルしてしまうかどうかわからない? 👉 フラットダイラインファイルを私に送ってください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
死には4つの種類がありますか?
製造業において、構造的な不具合は単なる不便さにとどまらず、キャンペーンの投資対効果(ROI)を完全に損なうものです。私たちは、こうした致命的なエラーを、それぞれ異なる故障事象として分類しています。.
段ボール包装における4つの致命的な欠陥とは、構造的な不具合を指します。それは、スロットの反り、印刷時のひび割れ、パレットの突出による潰れ、そして湿気による歪みです。これらの致命的な欠陥は、設計者が曲げられた段ボールの物理的な厚みを無視した場合に発生し、重い商品が陳列された店頭で、動的な荷重による完全な崩壊を引き起こします。.

これらの失敗要因の中で、型抜き工程で材料の厚みを無視することは、プロジェクトを失敗に導く最も手っ取り早い方法です。.
キャリパー補正と組立の終焉
グラフィックデザイナーは、平面の紙の形状が物理世界にも当てはまると想定して、嵌合するタブの幅を嵌合スロットの幅と全く同じに描くことが多い。しかし、彼らは、 後の波型段ボール6 90度の角度で折り曲げられた
厚みのある板を折り曲げると、 物理的に材料が消費され、外側の半径に対応するために、より広い受け口7が 。最近、金型のスロットがほんの少しきつすぎたために、複雑なヘッダータブを15分間も無理やり押し込もうと汗だくになっている、イライラした小売店員を見かけました。バージンクラフト板の硬い抵抗により、最終的にパネル全体が反り返り、高級ブランドイメージを完全に台無しにする醜い透明テープに頼らざるを得なくなりました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| タブとスロットの幅は1対1 | ダイスロットに曲げ代を追加する8 | 摩擦のないロックを可能にする |
| 溝の厚さを無視する | Bフルートのパラメトリック補正9 | ディスプレイの湾曲を停止します |
| 平面的な2D形状に依存する | ArtiosCAD 3D公差テスト10 | 見苦しいテープの使用をなくします |
板厚に合わせて受け口の位置を数学的に調整せずに、平らなテンプレートを使用することは断固として拒否します。デジタルファイルにわずかな曲げ代を加えることで、共同包装業者は摩擦のない、破れのない組み立てを実現でき、ブランド価値を守ることができます。.
🛠️ ハーベイのデスク: 構造上のスロットは、90度の折り曲げに耐えられるよう数学的に調整されていますか? 👉 構造許容誤差チェックを依頼する ↗ — 安全にダウンロードしてください。ご質問があれば、後ほどメールでお問い合わせください。
ダイにはどのような種類がありますか?
木製の加工板に埋め込まれた刃の物理的な形状は、完成したパッケージが人間の手とどのように相互作用するかを根本的に変える。.
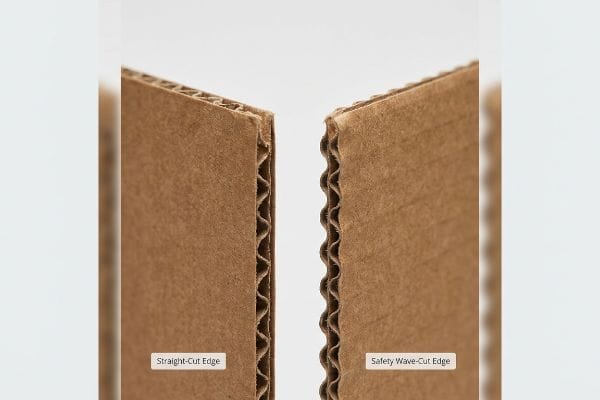
ダイブレードには、直線刃、波刃、特殊安全刃など、さまざまな形状があります。標準的な直線刃は厚い段ボールを効率的に切断できますが、波刃は微細なギザギザの縁を作り出し、小売店の作業員が大量の平積み梱包を組み立てる際に、深刻な紙による切り傷を積極的に防ぎます。.
適切な刃の形状を選択することで、エンドユーザーを痛みを伴う隠れた危険から確実に保護することができます。.
高速小売業における安全面での優位性
調達チームは、大量生産を発注する際に、最も安価な標準的なストレートスチールルールダイをデフォルトとして選択する傾向がある。彼らは、 カミソリのように鋭利な切り口のついた厚紙の端が与える生理的な影響を1 シフトあたり数百台のユニットを組み立てる作業員に、
紙のまっすぐな端は、研ぎたてのシェフナイフのようなものだと考えてください。見た目はきれいかもしれませんが、高速で動かすと非常に危険です。私は、標準的な ディスプレイ トレイをました。紙で深く切ったときの鋭い痛みは、 組み立てラインの速度を推定で 20% 低下させるため12、私はすぐにツールを 安全な波型カット プロファイル13。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準ストレートダイブレード | 波浪安全プロファイルの指定14 | 紙で指を切るような重傷を防ぎます |
| 組み立て時の人間工学を無視する | 角丸ダイの統合15 | 開封速度を向上させます |
| 最も安価な工具を求めて | 特注安全金型への投資 | 小売業者からの苦情を減らす |
ブランドを実際に作り上げている小売店の従業員を罰するのは、ビジネスとして最悪だと私は強く信じています。金型の形状を安全エッジにアップグレードしてもコストはごくわずかで済みますが、製造現場における信頼と効率性を大幅に向上させることができます。.
🛠️ ハーベイのデスク: 現在お使いの陳列方法が、商品を補充しようとしている店員を意図せず怪我させていないか確認しましたか? 👉 安全評価を受ける ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
最も一般的なダイの種類は何ですか?
を打ち抜く主要な方法として依然として主流を占めている 段ボール製ディスプレイ。
最も一般的な金型は、平型鋼製ルール金型です。この特注の木製ボードには、精密に曲げられた金属製の刃と折り目付けルールが取り付けられています。この金型は、波形シートに強力な圧力をかけることで、大規模なグローバル小売販売キャンペーンにおいて、迅速かつ再現性が高く、コスト効率の良い構造成形を実現します。.

しかし、理論を知っているだけでは、機械が稼働し始め、繊細な印刷面に強い圧力がかかると、十分とは言えなくなる。.
標準的な鋼製金型が微細な摩擦をスケールアップさせる理由
顧客は、標準的なスチールルールダイを高級 段ボール 、自動的に完璧で欠陥のない90度の折り目がつくと思い込んでいることが多い。彼らはダイカットプレスの基本的なメカニズムを信頼しているが、 バージンクラフト繊維が金属製折り目ルール16。
これは単なる理論ではありません。高圧の金属が基材に衝突すると、テスト現場で実際にこのような現象が起こります。 私の施設、標準的なスチールルールが内側の溝をたわませ、印刷されたトップシートを激しく割って、ヒンジに沿って茶色の繊維がむき出しになるのを日常的に目撃しています。32 ECT (エッジクラッシュテスト) ボードの抵抗を測定すると、 完全なリソクラック17 を 衝突時に 、カッティングプレート18でした。この 2.4 mm アンビルチャネルで繊維の伸びを制御することで、クラックを完全に排除し、共同包装の組み立て時間をユニットあたり 40 秒短縮し、ブランドの視覚的価値を保護しました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な非緩衝型折り目 | 女性用折り目付けマトリックスを使用する19 | 見苦しいひび割れを解消します |
| 金型に過剰な圧力をかける | ダイストライクキャリパーの調整20 | 構造を強固に保つ |
| 試験の成績を変更する | ポリマー製アンビルチャンネルの取り付け21 | 組み立て時間を大幅に短縮 |
私は、ダイベッドにしっかりとした折り目加工を施したマトリックスを使用せずに、高精細な印刷ディスプレイを製作することはありません。物理的な繊維張力を適切に管理することで、店頭での完璧なプレゼンテーションが実現し、ひび割れた製品を手作業で廃棄するという悪夢のような事態を回避できます。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
金型製作時に材料の厚みを無視するサプライヤーを選ぶこともできますが、そのタイトなスロットが原因でベースがひどく反り返り、小売店から即座に返品されると、利益は完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。段ボールの公差を推測するのはやめて、私があなたのファイルを 無料のダイラインプリフライト監査↗ し、金属刃が落ちる前に隠れた物理的な摩擦点を見つけ出しましょう。
「ダイカットマシンにおけるAI:期待される変換 – SBL」、 https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/。[CNC加工機械の技術マニュアルには、切断と折り目付けのためのベクターパスの機械可読コードへの具体的な変換が詳述される]。証拠の役割:技術検証。情報源の種類:エンジニアリングマニュアル。裏付け:機械は視覚的表現を超えた特定のデータ解釈を必要とするという主張。範囲に関する注記:自動包装コンバーターに限定 。↩
「スクリーン印刷のためのベクターアートワークの習得 – YouTube」、 https://www.youtube.com/watch?v=IwH6MeS7YRs。[RIPソフトウェアの技術文書には、カットパスがCMYK印刷インクとしてレンダリングされないようにするための特色または専用レイヤーの要件が詳細に記載されています]。証拠の役割:技術検証、ソースの種類:ソフトウェアマニュアル。サポート:パスがアートワークから分離されていない場合のCNCプロッターの機械的故障。適用範囲に関する注記:RIP駆動のCNCシステムに適用されます] 。↩
「印刷用カラー設定:4色プロセス、拡張色域、およびスポットカラー…」、 https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/。[権威あるプリプレスまたは印刷マニュアルでは、型抜きテンプレートのカットラインを示すために100%マゼンタのスポットカラーを使用することが確認されています]。証拠の役割:技術仕様、ソースの種類:業界ハンドブック。サポート:カットのための適切なカラー割り当て。範囲に関する注記:特定のソフトウェア/ワークフロー標準に特有 。↩
「特色とプロセスカラーの理解 - 完全ガイド」、 https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/。[パッケージデザインの技術ガイドラインでは、折り目やしわを示すための共通標準として100%シアンが指定されています]。証拠の役割:技術仕様、ソースの種類:デザインマニュアル。サポート:折り目の適切な色割り当て。範囲に関する注記:特定のソフトウェア/ワークフロー標準に特有 。↩
「プリプレス101:特色とその活用法」、 https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used。[プリフライトソフトウェアのドキュメントでは、専用の構造特色を使用することで、ダイカット機への転送時のエラーを防ぐ方法が説明されています]。証拠の役割:プロセス検証、情報源の種類:ソフトウェアドキュメント。サポート対象:構造プリフライトの効率性。範囲に関する注記:使用する特定のプリフライトソフトウェアによって異なります 。↩
「段ボールの厚みが折りたたみカートンの性能とコストに与える影響」、 https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/。[段ボール材料の技術包装マニュアルまたは業界標準では、材料の厚みと折り畳み形状への影響が定義されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:構造設計における折り畳み許容値の要件。適用範囲に関する注記:特に溝付き段ボールに適用されます 。↩
"[PDF] 折り目付けと折り畳み – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。[包装工学規格では、材料の厚さが曲げ半径にどのように影響するかを説明しており、組み立て時の絡まりを防ぐためにスロット寸法を大きくする必要があることを示しています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:スロット設計におけるキャリパー補正の必要性。適用範囲に関する注記:段ボールの厚さに特有 。↩
「段ボール構造:曲げ代計算 1 – YouTube」、 https://www.youtube.com/watch?v=j1n5ojAbAic。[包装設計のエンジニアリングマニュアルでは、曲げ代が材料の変形を考慮して正確な嵌合を確保する方法を説明しています]。証拠の役割:技術仕様書、情報源の種類:エンジニアリングハンドブック。裏付け:ロック機構における曲げ代の必要性。適用範囲に関する注記:特に折りたたみ可能な段ボール材料に適用されます 。↩
「5層構造の曲げ剛性の解析的決定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。[溝付きメディアの技術規格では、B溝の特定の厚さを考慮することで構造的な反りを防ぐ方法が詳述されている]。証拠の役割:材料特性、情報源の種類:製造規格。サポート:パラメトリック設計によるディスプレイの反り防止。適用範囲に関する注記:B溝段ボールに限定 。↩
「パッケージ設計ソフトウェア(構造) – Core77 ディスカッションボード」、 https://boards.core77.com/t/package-design-software-structure/17140。[ArtiosCAD のソフトウェアドキュメントでは、3D シミュレーションが干渉と公差の問題を特定して構造アセンブリを最適化する方法が詳しく説明されています]。証拠の役割:ソフトウェアの機能。ソースの種類:技術文書。サポート:仮想テストによる二次接着剤の除去。範囲に関する注記:Esko ArtiosCAD ソフトウェアに特有 。↩
"[PDF] 材料の取り扱いと保管 – OSHA", https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf。[労働安全衛生または包装工学に関する権威ある情報源は、組立環境における標準的な直線カットの板紙の端に関連する裂傷の発生率を文書化しているはずです]。証拠の役割:事実の検証。情報源の種類:労働安全報告書。裏付け:標準的な金型が作業員にとって危険な端を作り出すという主張。範囲に関する注記:大量生産の手作業組立に焦点を当てています 。↩
「米国における非致死性傷害による生産性損失 – PubMed」、 https://pubmed.ncbi.nlm.nih.gov/40812486/。[軽微な反復性裂傷が作業者の効率とスループットに与える影響を定量化した産業人間工学研究または職場安全報告書。エビデンスの役割:定量的検証。情報源の種類:学術研究。裏付け:特定の生産性損失指標。範囲に関する注記:割合は組立速度と量によって異なる場合があります。] ↩
"[PDF] さまざまな基材に適したルールの選択", https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf。[ダイメーカーの技術文書。波型カットプロファイルが非線形エッジを作成し、紙の深い切り込みのリスクを軽減する方法を詳述。証拠の役割:技術仕様書、情報源の種類:業界マニュアル。裏付け:安全エッジの物理的メカニズム。適用範囲に関する注記:特に板紙および段ボール材料に適用されます。] ↩
「製品:カッティングルール – ウェーブ – ナショナルスチールルールは…のリーダーです」、 https://steelrule.com/product-cutting-rule-wave/。ダイカット工具に関する業界安全マニュアルでは、ウェーブカットエッジがストレートブレードと比較して圧力を分散し、深い皮膚裂傷を防ぐ仕組みについて説明しています。証拠の役割:技術検証、情報源の種類:製造安全ガイドライン。サポート:深刻な紙による切り傷の軽減。適用範囲に関する注記:段ボールおよび厚紙に適用可能 。↩
「角が丸い箱:小売配送用ボックス – Trend Hunter」、 https://www.trendhunter.com/trends/retail-shipping-box。人間工学研究によると、角を丸くすることで手作業による組み立て時の摩擦や引っ掛かりが軽減され、スループットが向上する。エビデンスの役割:性能検証、情報源の種類:人間工学研究。サポート:開梱速度の向上。範囲に関する注記:大量小売商品の取り扱いに焦点を当てています 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[材料科学または包装工学に関する技術資料では、バージンクラフト繊維の構造的完全性と弾性が、金属製折り目定規で圧縮された際に物理的な抵抗を生み出す仕組みが説明されている。] 証拠の役割:技術的説明、情報源の種類:エンジニアリングマニュアル。裏付け:材料抵抗が完璧な折り畳みを妨げるという主張。範囲に関する注記:高強度バージンクラフト繊維に特有 。↩
「ECT定格の説明:段ボール包装におけるその意味…」、 https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWyk -。[32 ECTボードのエンジニアリング仕様では、基板のたわみが表面の破損またはリソクラックにつながる物理的閾値が規定されています。] 証拠の役割:技術的検証。情報源の種類:材料科学論文。裏付け:材料の破損閾値。範囲に関する注記:32 ECTボードグレードに特有 。↩
「ダイカット時の折り目部分の紙のひび割れを防ぐ方法」、 https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/。[ダイカット工具に関する業界ガイドでは、ポリマーマトリックスチャネルが繊維の伸びをどのように制御して、標準的なスチールルールと比較して表面のひび割れを防ぐかを説明しています。] 証拠の役割:技術的メカニズム、情報源の種類:製造ハンドブック。裏付け:ひび割れ低減におけるマトリックスチャネルの有効性。適用範囲に関する注記:高圧プレス加工に適用可能 。↩
「段ボール用折り目マトリックス – Citoシステム」、 https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/。段ボール包装の業界標準では、雌型折り目マトリックスが正確な反圧力点を提供することで表面のひび割れを防ぐ方法が示されています。証拠の役割:技術検証。情報源の種類:製造ハンドブック。裏付け:折り目マトリックスが折り目品質に及ぼす影響。適用範囲に関する注記:段ボールに特化して適用されます 。↩
「段ボール箱の一般的な折り目問題 – Packmage」、 https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issues。ダイカット装置の技術ガイドでは、ストライクキャリパーの調整が材料の変形を防ぎ、構造的完全性を維持する方法を説明しています。証拠の役割:技術検証。情報源の種類:機器マニュアル。裏付け:キャリパー調整が剛性に及ぼす影響。適用範囲に関する注記:フラットベッドスチールルールダイに関するものです 。↩
「段ボール型抜き機 FAQ ガイド – AOPACK」、 https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/。材料科学データによると、ポリマー製アンビルチャンネルは、従来の鋼鉄製に比べて摩擦を低減し、切断精度を向上させ、手作業による組み立てを迅速化します。証拠の役割:技術検証、情報源の種類:産業調査。裏付け:ポリマー製アンビルによる組み立て速度の向上。範囲に関する注記:効率向上は紙の種類によって異なります 。↩