切れ味の鈍いカッティングダイは、生産工程全体を台無しにします。ディスプレイの端が噛み砕かれた段ボールのように見えたら、箱を開ける前から売上を失っていることになります。.
段ボール製造に使用される主な金型の種類には、フラットベッドカッティングダイ、高速ロータリーダイ、デジタルレーザーダイなどがあります。選択された金型のフォーマットは、世界的な産業機械基準に基づく最終的な段ボール小売ディスプレイの物理的精度、生産速度、エッジ品質を直接的に左右します。.
安物の型で段ボールを潰してしまっては、美しいアートワークの意味も無くなります。ウォルマートで展示に耐えられるよう、私たちがどのように紙を裁断しているか、工場の生々しい現実をご紹介します。.
金型の種類は何種類ありますか?
段ボールを切る際には、基本的に3つの選択肢があります。間違った選択をすると、折り目が揃わず、組み立て時間が倍増してしまいます。.
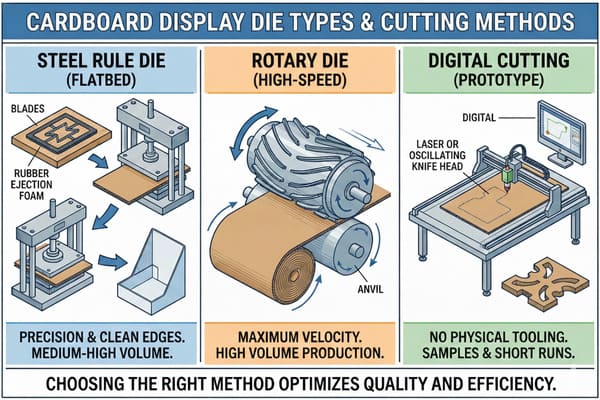
段ボール製造に使用されるダイには、主に3種類あります。フラットベッドダイ、ロータリーダイ、デジタルプロッターブレードです。標準的なフラットベッドダイは、幅50~60インチ(127~152cm)で動作し、標準的な工場設備の限界から生じる複雑な構造の折り目に最適な精度を提供します。.
フラットベッドカッティングとロータリーカッティングの仕組み
私はこれを苦い経験を通して学びました。昨年、ニューヨークの顧客が、複雑な化粧品カウンターディスプレイに高速ロータリーダイを使うことを強く主張しました。1万個生産すれば1個あたり0.5ドル節約できると考えていたのです。ところが、それは大失敗でした。スチール製の円筒の周りに回転刃が取り付けられていたため、Eフルート段ボールがわずかに伸びてしまい、連結タブが1/16インチ(1.5mm)ほど外れてしまったのです。店舗の従業員は組み立てることができず、結局、そのロット全体を廃棄せざるを得ませんでした。.
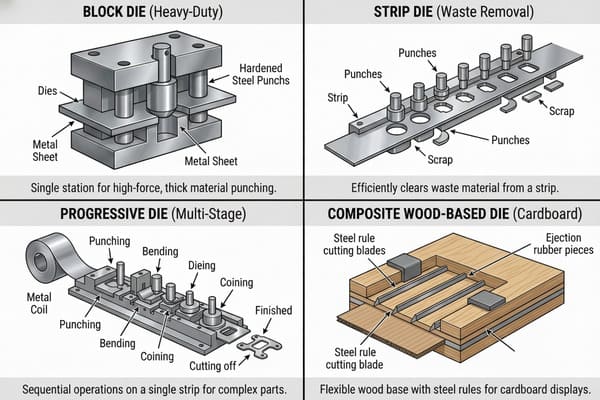
だからこそ、私はツールに非常に厳格にこだわっています。精巧なPOP(Point of Purchase)ディスプレイには、フラットベッドダイ1。フラットベッドダイは、平らな樺の木板に鋼製の定規刃を打ち付けたものです。200トンを超えることもある強大な圧力で型押しすることで、すべての折り線が完璧にまっすぐになるようにしています。フラットベッドは速度が遅く、最大で1時間あたり3,000枚程度しか処理できませんが、折り線がずれることはありません。
ロータリーダイは、シンプルで大量生産可能な輸送箱用であり、小売店のディスプレイ用ではありません。テキサス州のウォルマートやオハイオ州のターゲットに出荷する場合、店舗スタッフは「ゼロ・フラストレーション」な組み立てを必要とします。ダイカットがきれいであれば、タブはレゴブロックのようにカチッとはまります。当社では標準的な48×40インチ(121×101cm)のGMAパレット寸法を採用しており、フラットベッドダイの精度により、マスターカートンが1インチの何分の1かでもはみ出すことはありません。また、 32ECT段ボール2、フルートを垂直に揃えることで、箱圧縮試験(BCT)強度を最大限に高めています。
| 特徴 | フラットベッドダイ | ロータリーダイ | デジタルプロッター |
|---|---|---|---|
| 最適な用途 | 複雑な小売ディスプレイ、鮮明な折り目3 | シンプルで高速な配送ボックス | 試作、1点限りのホワイトサンプル |
| スピード | 中(最大3,000枚/時) | 高(最大12,000枚/時) | 非常に遅い |
| 許容範囲 | 非常に高い(ストレッチゼロ) | 下部(段ボールがシリンダー上で伸びる) | パーフェクト(レーザー誘導4 ) |
| ツールコスト | 適度 | 非常に高価 | 無料(物理的なダイスなし) |
私はいつもお客様に、新品のフラットベッドツールに少しお金をかけるだけで、小売店からのチャージバックを数千ドル節約できるとお伝えしています。Kongsbergのテーブルで最初の白色サンプルをカットしている動画をお見せできますので、量産プレートを焼き入れする前に、正確なタブ張力をご確認いただけます。.
死には4つの種類がありますか?
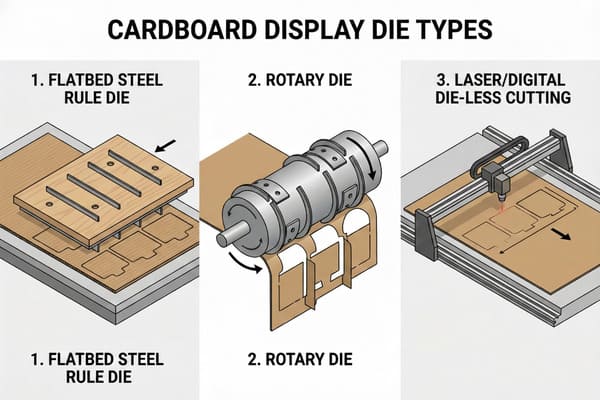
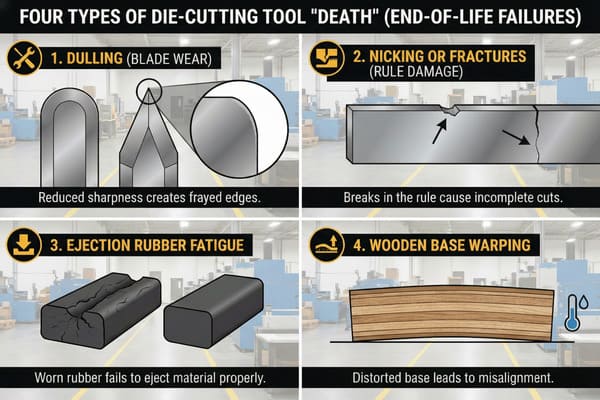
現場でカッティングダイが故障すると、生産は停止します。ここでは、大量生産中にナイフ金型が物理的に故障する4つのケースをご紹介します。.
抜型が故障する4つの原因は、木材の反り、刃の鈍化、ゴムの排出不良、そして定規の曲がりです。これらの特定の機械的故障は、平均的な工業用鋼材の疲労と環境湿度への曝露率に基づくと、通常10万回から50万回(25万4千回から127万回)の印刷後に発生します。.
ディスプレイが台無しになる前にツールの疲労を認識する
買い手は再注文の費用を節約するために、古い抜き型を再利用したいとよく言います。彼らは鋼鉄は永遠に使えると思っているのです。こういう議論は嫌ですが、私は使い古した工具を使うのは嫌です。去年の夏、湿気の多い雨季の間、倉庫に放置されていた木製の抜き型板を再利用しようとしました。ところが、木材が反り返っていたのです。ハイデルベルグの印刷機でこの板を印刷したところ、刃が44ECTのBフルートに均等に食い込まなかったのです。ロットの半分は、まるでネズミにかじられたかのように、縁がぼやけていました。本当に気が狂いそうでした。
実際に、ダイが床上でどのように故障するかを分析してみましょう。.
まず、木材の反りです。樺材の合板は湿気を吸収します。1.27cm(0.5インチ)の膨張で、ダイライン全体の位置がずれてしまいます。.
刃の鈍化です。5 。スチール定規の刃は、何マイルもの再生クラフト紙を切ると、微細な切れ味を失います。刃が鈍くなると、折り目部分の紙の繊維が破裂してしまいます。
ゴムの排出不良6です。ブレードの横に接着された発泡ゴムブロックが廃段ボールを押し出します。この発泡ゴムが劣化して弾力性を失うと、廃段ボールが詰まってしまいます。この剥離不良により、組立ラインで大規模な詰まりが発生します。
4つ目は、定規の曲がりです。刃の鈍さを補うために機械のオペレーターが圧力を高く設定しすぎると、鋼製の定規が横に曲がってしまいます。きれいに切れる代わりに、潰れて波打った刃先になり、傷防止マット仕上げが台無しになってしまいます。.
アメリカの高級小売店へ出荷する場合、バリのあるエッジは許されません。だからこそ、私はフレッシュツールプロトコルを徹底しています。毎月大量のご注文がない限り、バッチごとに新しい金型を製作しています。.
| 失敗の種類 | 物理的な原因 | 段ボールディスプレイの結果 |
|---|---|---|
| 木材の反り | 倉庫の湿度7 | 登録のずれ、タブが合わない |
| 刃の鈍化 | 鋼の疲労8 | 破裂する折り目、粗いエッジ |
| ゴムの破損 | フォームの劣化 | 切り傷の中に詰まった廃棄段ボール |
| ルール曲げ | オペレーターの過圧 | 押しつぶされたフルート、波打つような美しさ |
1万ドルの生産ロットを台無しにするような、品質の低い刃のせいで台無しになるのは避けたいものです。ほとんどのリピート注文については、新しいナイフの型を作る費用を私が負担しています。なぜなら、店頭でのブランドイメージを守ることは、合板代を数ドル節約することよりもはるかに重要だからです。.
ダイにはどのような種類がありますか?
フラットベッドボードやロータリーボード以外にも、段ボールに何を求めるかによって、スチールブレード自体の物理的形状も変化します。.
ダイブレードには、カッティングルール、クリースルール、ミシン目ルール、スコアリングルールなど、様々な形状のものがあります。標準的なカッティングルールの厚さは通常2~3ポイント(0.71~1.05mm)で、段ボールライナーの印刷面を破ることなくスライスまたは折り曲げることができるように設計されています。.
スチールルールブレードの構造
サイコロは、ただの切れ味鋭い一本のナイフではありません。異なる物理的形状が複合的に作用し、互いに作用し合っているのです。厚い二重壁EBフルート段ボールに、間違った形状の刃を使うと、店員が組み立てようとした際に、ディスプレイが半分に折れてしまいます。.
カリフォルニアのコストコに重いパレットディスプレイを出荷する際に、問題が発生しました。クライアントの元のデザイナーは、耐荷重折りの標準的な裁断ルールを使用していました。安全係数テスト中に500ポンド(226kg)のペットフードを載せたところ、ディスプレイ全体が崩れてしまいました。なぜでしょうか?鋭利な刃がバージンクラフトライナーを深く切り込みすぎ、紙の引張強度を損なっていたのです。.
折り目定規9に交換しました。折り目定規は丸みを帯びた鈍い鋼鉄の切れ端です。紙を切ることはありません。波形の溝を潰して、紙の繊維を傷めることなく完璧な折りたたみヒンジを作ります。
次に、ミシン目ルールがあります。これは、開封式の輸送箱にとって非常に重要です。正確なニッキング比率10を。例えば、0.12インチ(3mm)のカットの後に、0.04インチ(1mm)の結束バンドを使用する場合があります。結束バンドが強すぎる場合、ウォルマートの従業員はカッターナイフを使って中身の商品を切断します。結束バンドが弱すぎる場合、FedExのトラック内で箱が開いてしまいます。これらの異なる形状の鋼材を1枚のフラットベッドボードに混ぜ合わせることで、まさに包装の物理特性を操作しているのです。
| ブレードフォーム | 身体的プロフィール | 工場アプリケーション |
|---|---|---|
| カットルール | 鋭い、鋸歯状、またはまっすぐな | 段ボールの輪郭を完全に切断する11 |
| 折り目ルール | 鈍く丸いエッジ | 90度折りたたみヒンジの作成 |
| 穿孔ルール | 交互に歯と隙間がある | 切り離し可能なRRP(小売用パッケージ)12 |
| スコアリングルール | 浅く鋭いエッジ | 上側のライナーボード層のみを切断する |
折り目とカットの比率を正確に決めることで、お客様のディスプレイが圧力によって割れるのを防ぎます。落下試験の映像はお気軽にお問い合わせください。適切なスコアリングルールによって、マスターカートンが工場からお客様の倉庫まで、いかに無傷で輸送されるか、その過程を詳しくご覧いただけます。.
最も一般的なダイの種類は何ですか?
カスタム小売 POS ディスプレイを注文する場合、工場の現場で絶対的に優先されるツール方法が 1 つあります。.
最も一般的なダイは、フラットベッドスチールルールダイです。この特殊な金型は、100~300トン(90~272メートルトン)の標準圧力で動作するため、精密に連動する物理的構造を持つカスタム段ボールパッケージディスプレイを製造するための世界的な製造標準となっています。.

スチールルールフラットベッドがカスタム小売ディスプレイで主流となる理由
深圳やシカゴの本格的な包装工場に足を踏み入れれば、平台式のスチール製定規ダイ13S。まさに業界の頼もしい主力製品です。
クライアントは聞きたくないでしょうが、デジタルカッティングテーブルは大量生産には実質的に役に立ちません。24時間で白いサンプルを1枚カットして製品のフィット感をテストするには最適です。しかし、ブラックフライデーまでに5,000個のフロアスタンドをシアトルに発送する必要がある場合、ロボットアームで動くデジタルブレードでは遅すぎます。.
フラットベッドのスチールルールダイは、スピードと極めて複雑な構造を両立できる唯一のツールであるため、最も一般的に使用されています。醜いプラスチッククリップに代わる折り紙のような紙製のロックを設計する場合、折り曲げ公差は極めて狭くなります。すべてのカット、折り目、ミシン目加工を、200トンの巨大なパンチ1つで実現する必要があります。.
レーザーカットされたバーチ合板14を使用しています。レーザーで溝を焼き付け、鋼鉄製の定規を木材に打ち込みます。これにより、寸法がずれることがありません。ダンプビンが、米国規格のエンドキャップに引っかかることなくぴったり収まるように、幅34.5インチ(87.6cm)に設計されている場合、フラットベッドダイはユニット番号1とユニット番号5,000がミリメートル単位で完全に一致することを保証します。打ち込まれた鋼鉄の物理的な形状を変えるソフトウェアの不具合は一切ありません。
| メトリック | フラットベッドスチールルールダイ | デジタルプロッタ (Kongsberg/Zund) |
|---|---|---|
| 生産速度15 | 約3,000ユニット/時 | 約10ユニット/時間 |
| 複雑性容量 | 非常に高い(すべてのカットは即座に行われます) | 高い(ただし順次削減) |
| セットアップ時間16 | ボードの組み立てには2~3日かかります | 5分(ファイルのアップロード) |
| 大規模単位コスト | 非常に低い | 非常に高い |
スチールルールフラットベッドは、高級感を損なうことなく大量生産を可能にする技術です。お客様の初期設計を必ずデジタルテーブルで実行し、構造を実際にテストしていただきます。承認後、量産に向けて正確な形状を確定するためのスチールダイを製作いたします。.
結論
より良い小売戦略は、適切なツール選びから始まります。デザインが実際にどのように折りたためるかをご覧になりたいですか?すぐお見積もりを、または物理的な白サンプル。
複雑な POP ディスプレイにフラットベッド ダイが好まれる理由と、小売用パッケージの正確でストレスのない組み立てをどのようにして実現するかについて説明します。. ↩
32ECT 段ボールの重要性と、その木目方向と強度が輸送用カートンの耐久性と性能にどのように影響するかについて説明します。. ↩
パッケージング プロジェクトでプロフェッショナルでシャープな折り目を作成し、より洗練された高品質の外観を実現する方法を学びます。. ↩
レーザー誘導システムがデジタル プロッターの精度を高め、完璧なプロトタイプとサンプルを生み出す仕組みをご覧ください。. ↩
刃の鈍化を理解することで、高品質のカットを維持し、コストのかかる製造エラーを回避し、パッケージが常にプロフェッショナルに見えるようになります。. ↩
ゴムの排出不良について学ぶことで、組立ラインでの詰まりやダウンタイムを防ぎ、効率と製品品質を向上させることができます。. ↩
倉庫の湿度を制御することで木材の反りを防ぎ、段ボールディスプレイのフィット感と仕上がりを向上させ、コストのかかる製造エラーを削減する方法について学びます。. ↩
鋼鉄の疲労を理解することで、刃をより鋭く維持することができ、よりきれいな切断と段ボールディスプレイ製造装置の寿命の延長につながります。. ↩
折り目ルールが素材の強度を維持し、耐久性と機能性を兼ね備えたパッケージ デザインに不可欠な完璧な折りたたみヒンジを作成する方法を学びます。. ↩
ニッキング率を理解することは、製品に損傷を与えることなく簡単に開けることができ、安全性と利便性の両方を確保するティアアウェイボックスを設計する鍵となります。. ↩
段ボールの輪郭を完全に切断すると、高品質な製品のプレゼンテーションと保護に不可欠な梱包の精度と効率にどのような影響が及ぶかを学びます。. ↩
小売業者にとって、棚の在庫管理が容易になり、消費者エクスペリエンスが向上するなど、切り離し可能な RRP が価値あるパッケージング イノベーションとなる利点をご確認ください。. ↩
フラットベッド スチール ルール ダイが、カスタム小売ディスプレイの高速、正確、かつ一貫した大量生産を可能にし、業界で不可欠なものとなっている仕組みについて説明します。. ↩
レーザーカットされたバーチ合板が、鋼の刃を正確に保持し、大量生産ですべてのカットと折り目が完璧に再現されるようにするために重要である理由をご覧ください。. ↩
生産速度を理解することで、プロジェクトのタイムラインと効率のニーズに適した切断方法を選択できます。. ↩
セットアップ時間について学ぶことで、ワークフローを最適化し、新しい生産実行を開始する際の遅延を減らすことができます。. ↩