
小売パッケージは目を引くものにしたいものですが、ボード全体に光沢剤を塗ると安っぽく見えてしまいます。高級感を際立たせる秘訣は、ボードに直接設計された、的を絞った視覚的なコントラストです。
スポットUV印刷は、印刷された段ボールディスプレイの特定箇所に液体紫外線光沢剤を塗布する、ターゲットを絞った仕上げ技術です。これにより、マットな背景に対して高コントラストで高級感のある質感が生まれ、ブランドロゴや主要なビジュアル要素を際立たせながら、段ボール全体の構造的な摩擦力を損なうことはありません。.

しかし、この仕上げが視覚的にどのような効果をもたらすかを理解することは、問題解決の半分に過ぎません。高速生産ラインでどのように動作するかを知ることが、ディスプレイが店頭で生き残れるかどうかを左右するのです。.
UVとスポットUVの違いは何ですか?
巨大な パレットスカート に光沢剤を塗りつけるのは、見た目の問題だけでなく、コンテナ積載物全体に深刻な物流上および運動上のリスクをもたらします。
UVとスポットUVの違いは、塗布範囲と摩擦制御にあります。フルUVは基材全体をコーティングして滑らかな表面を作り出すのに対し、スポットUVは特定のデザイン要素のみをターゲットにします。このターゲットを絞ったアプローチにより、マットな段ボール本来の摩擦係数が維持され、積み重ねたディスプレイが崩れるのを防ぎます。.

平面的なグラフィックデザインから三次元的な構造設計へと移行すると、光沢をどこに配置するかは物理的な安全性の問題となる。.
摩擦コーティングの背後にある工学力学
頑丈なテストライナーに全面光沢を施すと、 ボードの表面張力と摩擦係数が根本的に変化します1。全面UV処理により、輸送用ボード全体に超滑らかで摩擦の少ないバリアが形成されます。これらのユニットを 標準的な 48×40 インチ (121.9×101.6 cm) の GMA (食料品製造業者協会) パレット2、その滑らかな表面は氷のように作用します。
この荷重移動リスクを軽減するために、構造エンジニアは、視覚的なブランディングと物理的な摩擦を切り離す目的で、特定の箇所に光沢を施します。 ベース構造パネルを高摩擦のマットニス3 または未加工のクラフト紙でコーティングすることで、連結タブとベース段はしっかりと固定されるために必要なグリップ力を維持します。その後、光沢はヘッダーやフロントリップなどの前面のプロモーションゾーンにのみ数学的にマッピングされ、 主要な荷重支持面が意図した運動抵抗4を ながら、ブランド要素が強い天井の蛍光灯の光を捉えるようにします。
| メトリック | フルフラッドグロス | エンジニアードターゲットグロス |
|---|---|---|
| パレット摩擦 | 危険なほど低い5 | 高グリップマットベース6 |
| 視覚的なコントラスト | フラットモノトーン | プレミアム高コントラスト |
| コスト効率 | 廃棄物 | インク印刷量の最適化7 |
私は、荷重のかかるモジュール式トレイに全面光沢仕上げを施すことは決してありません。光沢を視覚的に目立つ部分だけに限定することで、ブランドの高級感を損なうことなく、物流を保護します。
🛠️ ハーベイのデスク: 全面光沢仕上げのマスターカートンは、海上輸送中にスケートリンクのように滑り落ちていませんか? 👉 摩擦密度監査を無料で受けてください ↗ — 24時間以内にすべての構造ファイルを私が個人的に確認します。
スポットUVとはどのようなものですか?
まるで液体ガラスがロゴの上を正確に漂っているように見えるが、機械のキャリブレーションがずれると、安っぽくぼやけたミスのように見えてしまう。.
スポットUV加工は、透明で反射率の高い、盛り上がった樹脂を特定のマット印刷要素の上に精密に重ねたような仕上がりになります。強い店頭照明の下では、強烈な視覚効果を生み出し、平らな段ボール素材に高級感のある触感を与え、ブランドロゴや行動喚起テキストを劇的に際立たせます。.

画面上で完璧な視覚効果を実現するのは簡単だが、動く段ボール上の高粘度ポリマーの流体挙動を制御するのは、非常に困難な現実である。.
段ボールにおける印字ずれの実態
クライアントのアートワークを監査する際、デザインチームが小さな文字の上に髪の毛のように細い光沢線を入れるよう要求するのをよく見かけます。彼らは印刷機がピクセル単位のデジタル精度で動作すると思い込んでいるのです。しかし、重いBフルートボードが巨大なスクリーン印刷機の中を高速で移動する際に発生する物理的なずれを見落としています。
私の工場では、理論上の完璧さと機械的な現実が衝突した結果を日常的に目にします。グラフィックチームが光沢マスクに正確な1:1のダイラインを設定すると、高速印刷中に高粘度スクリーン印刷メッシュが必然的に 約0.03インチ(0.76 mm)9 。私はこれをデジタルマイクロメーターで測定し、その結果として「ハロードリフト」と呼ばれる現象が発生します。これは、透明な光沢がずれて、物理的にマットな空隙と重なり、高級感を損なう現象です。20年間現場で働いてきた経験から、これらのCAD(コンピュータ支援設計)ファイルをインターセプトし、光沢マスク層に0.5 mmのトラッピングプロトコルを積極的に適用することを学びました。インクがメッシュに到達する前にポリマー境界を数学的に拡張することで、液体樹脂が下の印刷されたインクドットを完全に包み込むようにします。この設計された誤差範囲により、シャープな仕上がりが保証され、 欠陥による廃棄率が12%10 、店頭でのブランドイメージが向上します。
| 生産変数 | 標準マスク | 設計された0.5mmトラップ |
|---|---|---|
| 高速ドリフト | 目立つハロー | 完璧なカプセル化 |
| インクレジストレーション | 位置ずれを起こしやすい | 誤差範囲を確保 |
| 不良率への影響 | 高欠陥量 | 最適化された材料収率 |
段ボールに微細な光沢のディテールを要求するようなファイルは拒否します。マスクに数学的な仕掛けを組み込むことで、ブランドロゴがぼやけた印刷ミスではなく、鮮明に表示されるようにします。
🛠️ ハーベイのデスク: プレミアム光沢層が印刷されたロゴから剥がれ落ち、店頭でのブランドの視覚的な権威を損なっていませんか? 👉 光沢許容度レビューをご依頼ください ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
UVスポットとはどういう意味ですか?
それは、重くて脆いポリマーを柔軟な紙基材に塗布することを意味し、構造的な折り目に対して物理的に抵抗する組み合わせとなる。.
UVスポット硬化とは、選択的な紫外線硬化プロセスを利用して、包装材の指定された領域に液体ポリマーを硬化させることを意味します。高度な製造においては、硬化した樹脂の硬い層と、折り畳まれた段ボール基材の柔軟で多孔質な性質との間の化学的緊張を慎重に制御する必要があります。.

この用語は単純な美的選択のように聞こえるかもしれないが、硬質プラスチックを折り畳み紙に硬化させる際の物理的原理を無視すると、壊滅的な構造的欠陥につながる可能性がある。.
脆性ポリマーの崩壊とスコアラインの罠
パッケージングのブリーフィングを確認する際、グラフィックチームがフロアディスプレイの折り目に沿って光沢ゾーンをまっすぐに走らせているケースをよく見かけます。彼らは厚みのあるEフルートボード11を硬いガラス板のように扱い、梱包ライン12でボードが90度強く曲げられたときに発生する運動応力を全く考慮していません。
これは単なる理論ではありません。先月、スポーツ用品のクライアント向けに新しい頑丈なバルクビンをテストした際に、私は身をもってそれを学びました。2022年、私は主任パッケージングエンジニアのマークに、完全に組み立てられたモックアップをISTA(国際安全輸送協会)の振動シミュレーションで実行するように依頼しました。クライアントは美観上の理由から、主要な水平方向の折り目線の上に厚手のスポットグロスストリップを直接貼ることを主張していました。シミュレーションされた上部積載物が187.5ポンド(85kg)に達したとき、私は脆く硬化したポリマーが折り目に沿って激しく割れる、大きく鋭い音を聞きました。硬化したグロスはくさびのように作用し、 32ECT(エッジクラッシュテスト) 13のバージンクラフトのトップライナーを物理的に切り裂き、サイドパネル全体が瞬時に剥離しました。私たちはすぐに、カッティングテーブル上に厳格な「光沢面禁止ゾーン」を設け、光沢マスクをすべての構造的なスコアラインから正確に0.125インチ(3.17mm)だけ後退させました。このわずか3.17mmの公差調整により、壁の崩壊を防ぐだけでなく、微細な亀裂も完全に解消し、共同包装組立時の廃棄物を4%削減し、クライアントの在庫数百個分の廃棄ロスを回避しました。
| 構造的指標 | 光沢オーバーフォールド | 0.125インチの立ち入り禁止区域15 |
|---|---|---|
| ポリマー状態 | 張力に耐えきれずパキッと音がする16 | 安全に曲げる |
| 基板の剥離 | 裂傷のリスクが高い17 | 光ファイバーの途切れなし |
| 組み立て速度 | ゆっくりとした手動折りたたみ | 高速かつスムーズ |
私のテストラボでは時間と費用を惜しみなく投入していますが、それはお客様が店頭で利益を損なわないようにするためです。私の工場では、お客様の売上から脆い光沢を取り除くことは絶対に譲れないことです。
🛠️ ハーベイのデスク: 貴社の高級印刷ディスプレイは、コストコに届く前に折り目に沿ってひび割れ、構造的な完全性を損なっていませんか? 👉 構造ダイライン監査を依頼する ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接お話しいただけます。
スポットUVと浮き彫りホイルの違いは何ですか?
どちらも高級品の店頭陳列を効果的に妨害するが、片方は重機による機械的なプレス加工が必要なのに対し、もう片方は光で液体樹脂を硬化させる。.
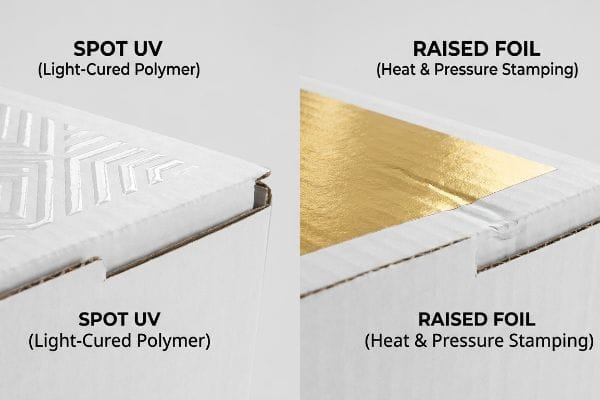
スポットUVとエンボス加工の違いは、物理的な塗布方法にあります。スポットUVは、透明な液体ポリマーを紫外線で硬化させることで、光沢のある透明な質感を作り出します。一方、エンボス加工は、加熱した機械的なスタンピング、または特殊なメタリックインクを用いて、不透明な金属層を形成します。.
これら2種類の仕上げのどちらを選択するかによって、視覚的な印象だけでなく、印刷機の設置における機械的な複雑さも左右される。.
複合材料仕上げの背後にある工学力学
盛り上がった箔を貼る場合、機械は熱と極度の圧力を用いて金属フィルムを段ボールライナーボードに物理的に押し付ける必要があり、その 際に繊細な内部の溝が潰れてしまうことがあります18。一方、光沢加工は比較的圧力に依存しず、紙の表面に軽く乗った液体樹脂を高強度の光で瞬時にフラッシュ硬化させます。この根本的な違いにより、箔は印象的な金属光沢を提供する一方で、液体ポリマーは 構造的なBCT(ボックス圧縮試験)19 。
構造的完全性を維持しながら、ハイエンドな破壊的効果を実現するために、パッケージングエンジニアは、段ボール基材に液体ポリマー方式を指定することがよくあります。厚さ1.5 mm (0.15 cm) のEフルートボードに箔をスタンプすると、小売環境の重量に耐える垂直方向の積み重ね強度20を提供するアーチが平らになるリスクがあります。代わりに光硬化樹脂を使用すると、ボードは完全な厚みと耐圧性を維持します。液体ポリマーは、破壊的な機械的力を必要とせずに、紙板の微妙なテクスチャに有機的に適合し、視覚的に際立つディスプレイを実現しながら、過酷なサプライチェーンの旅のために設計された耐荷重能力21を100%維持します。
| アプリケーション変数 | 箔押し加工 | 光硬化型ポリマーグロス |
|---|---|---|
| 応募方法 | 高温高圧22 | 圧力中性硬化23 |
| フルートクラッシュリスク | 中程度から高い24 | 構造的な影響ゼロ |
| 視覚的な結果 | 不透明メタリック | 透明高光沢 |
私は段ボールの構造的な溝を厳重に保護しています。圧力中立の硬化プロセスを選択することで、圧縮強度を一切損なうことなく、最高の外観を実現できます。.
🛠️ ハーベイのデスク: アグレッシブな箔押し加工が内部の溝を潰し、高耐久性パレットの耐荷重を損なっていませんか? 👉 無料の圧縮戦略セッションをご利用ください ↗ — すべての構造ファイルを24時間以内に私が直接確認します。
結論
高級感あふれる光沢に対する強い美的要求と、摩擦限界や脆い折り目といった物理的な制約とのバランスを取ることこそが、小売現場で生き残る唯一の方法です。先月だけでも、私の構造監査によって3つのブランドが1万ドル以上の在庫廃棄と小売店からのチャージバックを回避することができました。ハイエンドな仕上げが意図せず物理的な耐荷重能力を損なっていないか確認したい場合は、今すぐ私に 無料の構造ダイライン監査を 。
「UVコーティングシステムの機械的および化学的耐性… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10304988/。[材料科学または包装工学の研究により、セルロース系基材にUVポリマーを塗布した場合の摩擦係数の減少が定量化される。証拠の役割:技術的検証、情報源の種類:工学研究。裏付け:全面UVコーティングが構造安定性を低下させるという主張。範囲に関する注記:高耐久性試験用ライナーに特化。] ↩
「熱処理済み木製GMAパレット – 48 x 40インチ」H-1260 – ULINE、 https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40。[GMAの物流業界標準は、北米の輸送用パレットの普遍的な寸法を検証しています。証拠の役割:事実の検証、情報源の種類:業界標準。サポート:積み重ねユニットの物流コンテキスト。範囲注記:標準米国寸法。] ↩
「摩擦 – 一般的な材料と表面の摩擦係数」、 https://www.engineeringtoolbox.com/friction-coefficients-d_778.html。[材料科学または包装工学の権威ある情報源は、滑りを防止するために、つや消しニスまたは無コーティングのクラフト紙は光沢コーティングよりも高い摩擦係数を提供することを確認する必要があります]。証拠の役割:技術仕様。情報源の種類:エンジニアリングハンドブック。サポート:インターロッキングタブのグリップを維持するためにつや消し表面を使用すること。適用範囲に関する注記:段ボール基材に特化して適用されます 。↩
「UV安定剤が屋外保管におけるプラスチックパレットの寿命を延ばす方法」、 https://www.zobonpack.com/news/how-uv-stabilizers-prolong-plastic-pallet-life-in-outdoor-storage.html。[構造包装に関する技術文書では、全面UVコーティングが運動抵抗を低下させ、積み重ねられたパレットディスプレイにおける荷重移動のリスクを高める仕組みを説明する必要がある]。証拠の役割:技術的メカニズム、情報源の種類:構造工学論文。裏付け:ターゲット光沢が構造安定性を維持するという主張。範囲に関する注記:産業用輸送および保管荷重に焦点を当てている 。↩
「動的試験法によるパレット積載貨物の安定性に関する研究…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8348108/。[権威ある材料科学の情報源は、高光沢UVコーティングの摩擦係数を提供し、パレット積載物のグリップ力をどのように低下させるかを示すだろう]。証拠の役割:技術仕様、情報源の種類:工学研究。裏付け:パレットの滑りによる物流リスク。範囲に関する注記:特に段ボールの高光沢表面コーティングに関して。] ↩
「マット仕上げと光沢仕上げ:最適な選び方」、 https://www.gentlepk.com/matte-vs-gloss-finishes-for-packaging/。[包装工学規格では、積み重ねた荷物の安定化におけるマットコーティングの使用を正当化するために、光沢コーティングと比較したマットコーティングの摩擦特性を定義しています]。証拠の役割:技術仕様、情報源の種類:包装業界ハンドブック。裏付け:設計された目標光沢の安定性。範囲に関する注記:マットベース層の摩擦特性に焦点を当てています。] ↩
「UVコーティングの究極ガイド:利点、種類、用途」、 https://www.epackprinting.com/support/the-ultimate-guide-to-uv-coating-benefits-and-applications/。[印刷業界の比較データでは、全面UVコーティングと比較して、選択的スポットUVを使用した場合のインク量と廃棄物の削減が示されています]。証拠の役割:経済指標。情報源の種類:印刷生産ベンチマーク。サポート:エンジニアリングコーティングのコスト効率。範囲に関する注記:単位あたりの材料量に関連します。] ↩
「段ボールと材料グレード – フルート – Packaging Strategies」、 https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades。[印刷技術マニュアルでは、基材の動きとボードの寸法が高速スクリーン印刷プロセス中のレジストレーションドリフトを引き起こす仕組みについて説明しています]。証拠の役割:技術的検証。情報源の種類:業界マニュアル。サポート:Bフルートボードのレジストレーションドリフト。適用範囲に関する注記:特にスクリーン印刷用途に適用されます 。↩
「スクリーン印刷のレジストレーションとは何か、そしてなぜそれが重要なのか – Oli Fowler Art」、 https://olifowler.com/blogs/latestnews/what-is-screenprint-registration-and-why-it-matters?srsltid=AfmBOor0iHLOYLcYgrFgIrTbGgXaKN3BQWMdHD3US5PGBNzmodNGmGvi 。[高速スクリーン印刷機の技術仕様では、一般的なレジストレーション許容範囲と一般的なドリフトマージンが定められています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:機械的なレジストレーションのずれに関する主張。範囲に関する注記:ばらつきは機器の経年劣化と校正によって異なります 。↩
「印刷におけるトラッピングとは何か、そしてなぜそれが包装にとって重要なのか」、 https://flexiblepouches.com/blog/what-is-trapping-in-printing-why-it-matters-for-packaging/。[生産効率レポートによると、トラッピングマージンを導入することで、位置ずれエラーに伴う廃棄物を削減できることが示されています]。証拠の役割:パフォーマンス指標、情報源の種類:産業事例研究。裏付け:トラッピングによって不良率が減少するという主張。範囲に関する注記:正確な割合は生産環境によって異なる場合があります 。↩
"[PDF] 段ボールの仕様書 – 国立公文書館", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[工業用包装マニュアルでは、Eフルート段ボールのフルートの高さと厚さが具体的に規定されています]。証拠の役割:技術仕様書。情報源の種類:業界標準。裏付け:基材の識別。適用範囲に関する注記:標準フルート寸法 。↩
「…を用いた段ボール包装の圧縮強度」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/。[コーティングの密着性と基材の柔軟性に関する研究は、硬質コーティング材料における90度の曲げによって誘発される機械的応力とポリマー破壊の可能性を示している]。証拠の役割:技術的検証。情報源の種類:材料科学研究。裏付け:コーティングにおける曲げ応力の物理的現実。適用範囲に関する注記:UV硬化樹脂に適用 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[包装材料の業界標準では、32ECTバージンクラフトライナーの特定の圧縮強度と耐荷重能力が定義されています]。証拠の役割:技術仕様書、情報源の種類:業界標準。支持対象:段ボール基材の構造特性。適用範囲に関する注記:エッジクラッシュテストの評価に特に適用されます 。↩
「スポットグロス用の印刷準備ファイルの作成方法」、 https://support.jukeboxprint.com/en/articles/9720210-how-to-prepare-print-ready-files-for-spot-gloss。[折り畳み可能な基材へのUVコーティングに関する技術ガイドラインでは、通常、スコアラインに沿った樹脂のひび割れを防ぐために、特定の許容範囲または「禁止領域」が推奨されています]。証拠の役割:技術的なベストプラクティス。情報源の種類:製造ガイド。裏付け:剥離防止における距離調整の有効性。適用範囲に関する注記:許容範囲はポリマーの厚さによって異なる場合があります 。↩
「スポットUV印刷とは? – Ibex Packaging」、 https://ibexpackaging.com/what-is-spot-uv-printing/。[パッケージ設計規格では、ひび割れを防ぐためにスポットUVコーティングと折り目の間の余白に関する具体的な測定ガイドラインが規定されています]。証拠の役割:仕様の検証。情報源の種類:業界標準。サポート:UVスポットの最適なレイアウト。範囲に関する注記:業界標準の許容範囲 。↩
"[PDF] ガラス繊維の脆性破壊メカニズム…", https://digitalcollections.ohsu.edu/record/2050/files/2766_etd.pdf。[UV硬化性ポリマーに関する技術文書は、曲げ時の引張応力を受けた際の弾性の欠如とそれに続く破壊を説明するだろう]。証拠の役割:技術検証;情報源の種類:材料科学ガイド。裏付け:ポリマーの破壊モード。適用範囲に関する注記:厚膜UVコーティングに特有 。↩
「スポットUV印刷ガイド:パッケージ用コーティングと仕上げ – Gentlever」、 https://gentlever.com/spot-uv-for-custom-packaging/。[印刷生産基準では、脆いコーティングが折り畳み時に基材繊維の破断を引き起こす局所的な応力点をどのように生成するかが示されています]。証拠の役割:因果関係の証拠。情報源の種類:業界技術マニュアル。裏付け:板紙の剥離リスク。適用範囲に関する注記:板紙基材に適用されます 。↩
「段ボール箱のフルートを理解するためのガイド – Gentlever」、 https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/。[段ボール包装に関する技術ガイドでは、機械的な箔押しによる高圧がフルートを圧縮し、構造強度を低下させる仕組みについて説明しています]。証拠の役割:技術的検証。情報源の種類:業界マニュアル。裏付け:箔押しの機械的リスク。適用範囲に関する注記:段ボール材料に適用されます 。↩
「…の段ボール箱の圧縮強度推定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。[包装仕上げに関する比較研究では、非機械的UV硬化は高圧スタンピングと比較してより高いBCT値を維持することが示されている]。証拠の役割:経験的検証、情報源の種類:技術研究。サポート:構造的完全性の比較。範囲に関する注記:小売包装の指標に焦点を当てている 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。[段ボール包装に関する技術文献では、スタンピングの機械的圧力によって内部フルートアーチが崩壊し、ボードの圧縮強度が低下する仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:Eフルートボードへの機械的箔押しによる構造的リスク。適用範囲に関する注記:特に段ボール基材に適用されます 。↩
「…を用いた段ボールの端部圧縮抵抗の推定」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。[包装仕上げに関する材料科学研究では、非接触UV硬化は基材に機械的応力を加えないため、元の圧縮抵抗が維持されることが示されている]。証拠の役割:定量的検証。情報源の種類:査読済みの材料研究。支持:液体ポリマーの構造的利点がスタンピングよりも優れていること。適用範囲に関する注記:標準的な光硬化樹脂の塗布を想定 。↩
「ホットフォイルスタンピングの極意:温度、圧力、時間が重要な理由…」、 https://ciofficial.com/blogs/handcrafters-hub/hot-foil-stamping-mastery-why-temperature-pressure-and-time-decide-everything?srsltid=AfmBOopYQtwMbfrm3o30Hp30_v2TLmEAwOUSAbD2JIS_vt7opAsfcrl8 。[印刷技術マニュアルでは、金型から基材へ箔を転写するために必要な熱的および機械的力の要件が規定されています]。証拠の役割:事実の検証。情報源の種類:技術仕様。サポート:箔押しの機械的要件。範囲に関する注記:温度範囲は箔の化学組成によって異なります 。↩
「UV硬化 – Wikipedia」、 https://en.wikipedia.org/wiki/UV_curing。[材料科学文献によると、UV/LED重合は機械的圧縮を必要とせず、光開始によって起こることが確認されている]。証拠の役割:事実の検証。情報源の種類:材料科学論文。裏付け:光硬化仕上げの構造的安全性。適用範囲に関する注記:非エンボス加工のスポットUVアプリケーションに適用 。↩
「輸送中の耐久性を向上させる革新的なデザインの段ボール包装」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[包装工学ガイドでは、スタンピングダイの圧縮力が段ボールのフルーティング構造の崩壊または「潰れ」を引き起こす可能性があることを説明しています]。証拠の役割:リスク評価。情報源の種類:包装工学ガイド。裏付け:箔押しが板紙構造に与える影響。範囲に関する注記:リスクレベルは板紙のECT評価によって異なります 。↩



