ブランドカラーは、光り輝く画面上では完璧に見えますが、多孔質の段ボールに印刷すると全く異なる現実になります。濁った、ムラのある色は、小売販売に悪影響を与えます。ここでは、そのギャップを解消する方法をご紹介します。.
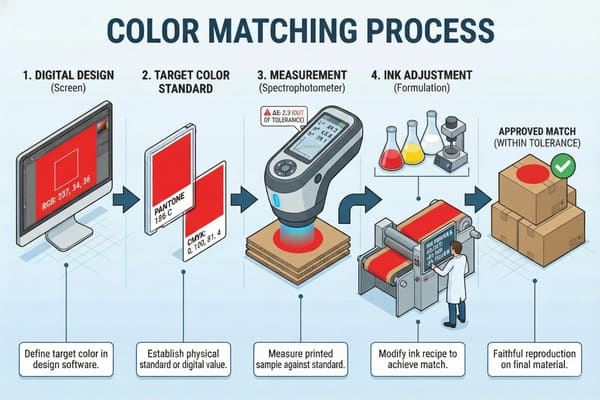
カラーマッチングプロセスは、デジタルデザインファイルと実際の印刷出力を整合させる体系的な製造手順です。分光光度計と標準プロファイルを使用して、さまざまな基材上でブランドカラーを正確に再現し、グローバルな小売マーケティングキャンペーンにおける視覚的な一貫性を維持します。.
工場経営者として、私は毎日、素晴らしいデザインが印刷機で台無しにされるのを目の当たりにしています。デジタルアートワークをインパクトを損なうことなく、物理的な段ボールに印刷するにはどうすればよいのか、詳しくご説明しましょう。.
カラーマッチングのプロセスとは何ですか?
明るいノートパソコンの画面でパッケージデザインを承認するのは危険です。液体インクが紙に染み込み、鮮やかな赤色が錆びたように見えてしまうからです。このワークフローをすぐに改善しましょう。.
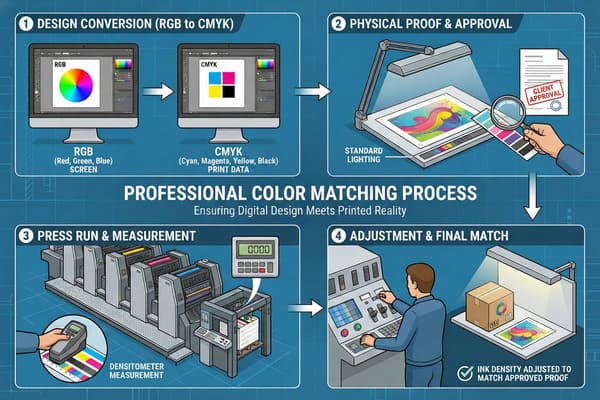
カラーマッチングのプロセスは、デジタルファイルのキャリブレーション、物理的な校正、印刷機の調整を含む一連の手順で行われます。RGBデータをCMYK値に変換するにはRIP(ラスターイメージプロセッサ)ソフトウェアが必要で、その後、厚さ0.12インチ(3mm)までの段ボールの分光分析が行われます。.
「濁った色」の罠とGMGによる現実の証明
私はこのことを身をもって痛感しました。数年前、ニューヨークの化粧品会社がバレンタインデーの大規模な展開のために、美しいマゼンタ色のフロアディスプレイを承認しました。彼らはバックライト付きの画面でデジタルPDFを確認し、承認しました。私たちはそれを標準的な32ECT Bフルートの厚紙に、標準的なCMYKオフセット版を使って印刷しました。結果は?マゼンタインクが多孔質のクラフト紙のベースに深く染み込み、くすんだ紫色に乾いてしまったのです。大失敗でした。5,000個すべてを廃棄しなければなりませんでした。本当に気が狂いそうでした。.
その大失敗が、私がプリプレスワークフローを全面的に見直した理由です。Adobe Illustratorで印刷ボタンを押して、工場でうまくいくことを祈るだけではダメなのです。実際のプロセスは、RIPソフトウェアの数学的なカットバックカーブから始まります。段ボールは「ドットゲイン1 」の影響を大きく受けます。湿ったインクが多孔質の紙に当たると、ハーフトーンのドットが物理的に膨張します。デジタルファイルでシアンのドットが50%指定されている場合、当社のプリプレスソフトウェアは、その物理的な広がりを予測して、プレート出力を自動的にシアン35%に下げます。
しかし、真のゲームチェンジャーは、当社のGMGカラープルーフシステム2。ハイデルベルグ・スピードマスター印刷機に金属版を取り付ける前に、ご注文いただいた用紙に印刷した実物のプルーフを翌日配送でお届けします。光沢のある写真用紙ではなく、実際の厚紙です。分光光度計で測定し、デルタE許容値が完璧であることを確認します。アリゾナのような乾燥した気候や、フロリダのような湿度の高い倉庫にディスプレイを発送する場合、水分含有量によってインクの定着状態が変わります。当社では、画面上のデジタル表示だけでなく、実際の環境で物理的に色を固定します。
| プロセスステップ | デジタル承認(欠陥あり) | GMG 物理検証(エキスパート) |
|---|---|---|
| 基板 | バックライト付きRGBスクリーン | 実際の段ボールクラフト紙/CCNB |
| ドットゲイン補正 | なし | 数学的なRIP削減曲線3 |
| 湿度変動 | 無視 | 身体検査で考慮される |
| 精度測定 | 人間の眼球 | 分光光度計(ΔE < 2.0)4 |
お客様は聞きたくないでしょうが、コンピューターの画面は嘘をついています。大規模な小売展開において、デジタルPDFに署名してはいけません。私はバイヤーに、まずGMGの実物校正を承認するよう求めています。貴社ブランドカラーを分光光度計で測定した動画をご希望の場合は、お気軽にお問い合わせください。.
カラーマッチングシステムとは何ですか?
世界中の異なるサプライヤー間で印刷を標準化するのは非常に厄介な問題です。共通の言語がなければ、中国で印刷されたブランドの青色は、アメリカで印刷された青色と一致しません。.
カラーマッチングシステムとは、PMS(パントン・マッチング・システム)やG7グレースケールなど、インクの正確な仕様を世界規模で伝達するために使用される標準化されたフレームワークです。これにより、正確な混合配合とキャリブレーション目標が定められ、複数の工場で生産されたパッケージが店頭照明下でも視覚的に同一であることが保証されます。.

G7マスターキャリブレーションで米中溝を埋める
この業界でよくある大きな誤解は、印刷とはゴムローラーに色付きインクを垂らすだけだというものです。シカゴのあるクライアントは、主力製品の箱は地元の米国の印刷会社に、一時的なフロアディスプレイは私の工場に依頼することを強く希望しました。彼らは、両方に全く同じパントンカラーコードを指定すれば、完璧に色が合うと考えていたのです。ところが、60インチ(152cm)のディスプレイがウォルマートの店頭に並び、小売用の箱の隣に設置されると、色がひどく不調和になってしまいました。.
当初、私はその方法で印刷することを拒否しました。リスクを承知していたからです。アメリカの工場はG7規格に調整されていましたが、私の古い印刷機は日本のFOGRA規格を使用していました。ドット構造とグレーバランスが根本的に異なっていたのです。そのため、印刷工場をアップグレードする必要がありました。現在、私の生産ライン全体はG7マスターキャリブレーション5。これはまさにアメリカの標準規格です。アメリカのデザイナーがGRACoLプロファイル付きのAdobe Illustratorファイルを私に送ってくると、私のハイデルベルク印刷機はシカゴの印刷機と全く同じようにそれを読み取ります。
原材料そのものの問題にも対処しなければなりません。例えば、PMS 877 シルバーの問題です。ブランドは高級感を出すために、光沢のあるシルバーの文字を好みます。しかし、段ボールはスポンジのように金属片を吸収します。クラフトライナーボードに直接シルバーを印刷すると、汚れた濁った灰色になってしまいます。このシステムの制約を克服するために、ホワイトベースインクプライマー6紙の繊維を密封し、その上にメタリックインクを重ねる必要があります。製造工程は一つ増えますが、このシステムを実際に店頭に並べるには、この方法しかありません。
| システム標準 | 主要地域 | グレースケールバランス | 段ボールとの互換性 |
|---|---|---|---|
| フォグラ | ヨーロッパ/アジア(旧バージョン) | TVI(トーン値増加)に基づく7 | 中間色が濁りがち |
| G7マスター | アメリカ合衆国/北米 | 視覚的なグレーバランスに基づく8 | クラフト紙の吸収に最適 |
| PMS(メタリック) | グローバル | 固形インクの配合 | 白色プライマーベースが必要です |
システムキャリブレーションは、安価な工場と信頼できるパートナーとの目に見えない違いです。私はG7認証を取得するために多額の費用を投じましたので、GRACoLファイルは米国と中国でよく見られる色ずれを起こすことなく、こちらで完璧に印刷されます。複数のパッケージ形式で絶対的な一貫性が必要な場合は、テストバッチを作成させてください。.
色の 70 20 10 ルールとは何ですか?
ディスプレイ構造に10種類もの鮮やかな色を詰め込むと、視覚的に混乱が生じます。買い物客はごちゃごちゃしたデザインを素通りしてしまいます。売上につなげるためには、アートワークに明確な構造的階層が必要です。.
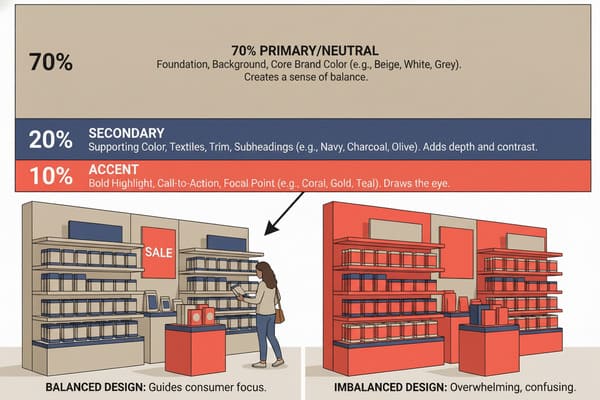
70-20-10ルールとは、レイアウトにおいて、メインカラーを70%、サブカラーを20%、アクセントカラーを10%の割合で使用すべきであるという、デザインの基本原則です。この比率配分は、消費者の注意を誘導し、視覚的なバランスを生み出し、混雑した小売環境における衝動買いを最大限に促進します。.
構造的完全性のための総インク制限(TIL)の管理
70/20/10の視覚ルールを適用するというのは、純粋なマーケティング理論のように聞こえるかもしれませんが、工場の現場では、文字通り構造的な生存の問題です。インクの背後にある物理学を説明しましょう。あるデザイナーが、エナジードリンクのゴミ箱のデザインファイルを送ってくれたのですが、その「70%」の支配的な色は、巨大な「Photoshop Black」(C75 M68 Y67 K90)のベタ塗りでした。これは、インクの総被覆率が300%であることを意味します。.
それを印刷機に通したところ、大量の液体インクが32ECT Bフルートライナーボードをそのまま貫通してしまいました。段ボールはパレット上で柔らかく、ぐにゃぐにゃになってしまいました。ボックス圧縮テスト(BCT) 9を、ディスプレイはわずか40ポンド(18.1kg)の重量でたわんでしまいました。大量の液体インクが紙の引張強度を完全に破壊してしまったのです。この壊滅的な失敗を修復するために、現在、総インク制限(TIL) 10をいます。危険な300%の黒を数学的に「安全なリッチブラック」(C40 M30 Y30 K100)に変換しています。ターゲットやCVSの蛍光灯の下では人間の目には同じに見えますが、液体インクの使用量は大幅に少なくなります。
70/20/10ルールは、グラフィックデザイナーに余白と明るいメインカラーの使用を促します。これにより、段ボールは乾燥した状態を保ち、剛性を維持できます。明るいネオンイエローなどの小さな10%のアクセントカラーで買い物客の目を引くことで、インクを節約し、工場での乾燥時間を短縮し、フロアディスプレイが設計どおりに150ポンド(68kg)の製品を実際に支えることができるようになります。.
| デザイン要素 | アートワークの報道 | ファクトリー・リアリティ(段ボール製) | 構造的影響 |
|---|---|---|---|
| 70%優勢 | ヘビーダークフラッド(300%以上TIL)11 | ボードが水分を吸収して柔らかくなる | 150ポンド(68kg)の負荷試験に不合格 |
| 70%優勢 | 光/ネガティブスペース | ボードは乾燥した状態/硬い状態を保つ | ISTA落下試験に合格12 |
| アクセント10% | 明るいスポットカラー | 高速UV硬化時間 | 鮮明な視覚的コントラスト |
美しいアートワークも、スーパーの通路でディスプレイが倒れてしまっては意味がありません。私は、インテリジェントなデザイン比率でインク使用量を管理することで、ブランドイメージと製品の両方を保護します。レイアウトを最終決定する前に、AIファイルを私の構造チームにお送りください。.
色合わせのルールは何ですか?
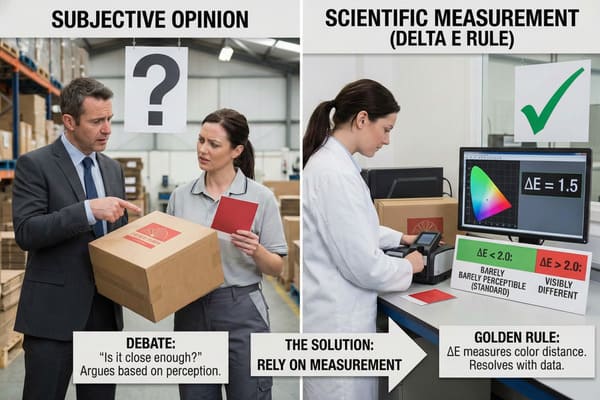
印刷機があなたの意図を理解していると決して思い込まないでください。厳密な数学的ルールがなければ、工場内の温度、湿度、機械の摩耗などによって、製造工程中にブランドカラーが常に変化してしまう可能性があります。.
色合わせに関する規則は、印刷出力が承認済みのマスターサンプルと比較してデルタE許容誤差2.0未満に収まることを義務付ける厳格な品質管理規定です。この数学的な規則により、大量生産においても色のばらつきが人間の目には全く感知できないレベルに抑えられます。.
ゴールデンサンプルプロトコルと最終登録
私の生産ラインにおける鉄則は、厳しいながらも必要不可欠なものです。それは、5000個目の製品が1個目の製品と全く同じ外観でなければならないということです。3日間の印刷工程でその一貫性を維持するのは非常に困難です。印刷機のローラーは熱くなりますし、工場内の湿度は朝晩で変化します。常に生産量を測定しておかないと、色がずれてしまうのです。.
私たちは「ゴールデンサンプル」プロトコルを用いて、この工場の現実に対抗しています。量産開始前に、分光光度計で検証された完璧な印刷シート1枚に私が直接署名します。そのシートはハイデルベルグ印刷機のコンソール上に置かれます。ラインから取り出された100枚ごとにシートがスキャンされ、そのマスター標準と比較されます。デルタE値が2.0を超えた場合は、直ちに機械を停止します。.
しかし、マッチングはCMYK液体インクだけではありません。プレミアム仕上げも重要です。高級ブランドは、ロゴの上にスポットUV(光沢のある透明なグロス)を加えることを好みます。しかし、段ボールはプレスシリンダーの巨大な圧力でわずかに伸びます。UVプレートが印刷プレートと完全に同じにカットされている場合、そのわずかな伸びによってグロスがロゴから「ずれて」しまい、ぼやけた、位置ずれしたひどい状態になります。私は、高粘度スクリーン印刷プロセスで0.02インチ(0.5 mm)の「トラッピング」許容値を設計することでこれを解決します。また、構造スコアラインから正確に0.12インチ(3 mm)離れたところに硬質UVマスクを引きます。乾燥したUVポリマーが店舗での組み立て中に折り曲げられると、ひび割れて剥がれ落ち、鋭利なプラスチックの破片が残ります。.
| 品質管理チェックポイント | 業界標準 | 当社の工場プロトコル |
|---|---|---|
| バッチの一貫性 | 目視による確認 | 分光光度計は100枚ごとに測定します。13 |
| 色のばらつき | デルタE < 4.0(可視) | デルタE < 2.0(知覚できない)14 |
| スポットUV登録 | 完全一致(ドリフト) | 0.02インチ(0.5mm)のトラッピングオーバーラップ |
| 折り目 | 折り目(ひび割れ)を覆う光沢 | 0.12インチ(3mm)光沢面の保護ゾーン |
貴社のブランドイメージを、運任せや疲れた機械オペレーターに任せることは断じて許しません。当社の厳格なデルタE基準と綿密に設計された許容誤差により、海上コンテナが配送センターに到着した際に予期せぬ事態が発生することはありません。ご希望であれば、印刷機から直接、無作為にサンプルを取り出してご提供いたします。.
結論
段ボールに色を自在に操るには、優れたグラフィックデザインだけでなく、徹底した工場レベルの規律が不可欠です。濁った印刷や脆弱な質感で、せっかくの販促キャンペーンを台無しにするのはもうやめましょう。今すぐお見積もりをご依頼くださいお客様の成功を私たちがサポートいたします。
ドットゲインを理解することは、印刷制作に携わるすべての人にとって非常に重要です。なぜなら、ドットゲインは色の正確さと最終的な印刷品質に直接影響を与えるからです。. ↩
GMGのカラープルーフシステムについて学ぶことで、高度なプルーフ処理によって印刷された色が期待どおりに仕上がり、コストのかかるミスを削減できる仕組みを理解できます。. ↩
数学的RIPカットバックカーブが印刷精度と色の一貫性をどのように向上させるかを学びましょう。これは、高品質なパッケージングとプロフェッショナルな校正に不可欠です。. ↩
印刷工程における正確な色合わせと品質管理において、ΔE値が2.0未満の分光光度計を使用することがなぜ重要なのかをご覧ください。. ↩
G7マスターキャリブレーションを理解することは、国際的な印刷における色の一貫性を確保する上で役立ち、これはグローバルブランドやデザイナーにとって非常に重要です。. ↩
ホワイトベースインクプライマーについて学ぶことで、パッケージに高級感のあるメタリック仕上げを実現し、くすんだり濁ったりした仕上がりを避ける方法がわかります。. ↩
TVIベースのグレースケールバランスが印刷品質にどのような影響を与えるか、また、旧式システムで正確な色再現を実現するためになぜそれが重要なのかを学びましょう。. ↩
印刷における視覚的なグレーバランスの利点と、それがクラフト紙のような扱いが難しい基材において、いかに優れた印刷結果をもたらすかをご覧ください。. ↩
ボックス圧縮試験(BCT)がどのようにパッケージの強度を評価し、ディスプレイが重い製品を安全に支えられることを保証するのかをご覧ください。. ↩
段ボール包装の構造的完全性を維持し、高額な故障を防ぐために、総インク使用量を260%に制限することがなぜ重要なのかを学びましょう。. ↩
インクの過剰な塗布が包装材にどのような影響を与えるか、そして実際の使用においてなぜそれが板紙の飽和や構造的破損につながるのかを学びましょう。. ↩
ISTA落下試験が包装にとってどれほど重要か、そしてそれが輸送および取り扱い中の製品の安全性と耐久性をどのように保証するのかをご覧ください。. ↩
100枚ごとに分光光度計を使用することで、印刷工程における色の精度と一貫性を大幅に向上させる方法を学びましょう。. ↩
Delta-E値を2.0未満に維持することで、色差がほとんど知覚できないレベルに抑えられ、優れた印刷品質と顧客満足度につながる理由をご覧ください。. ↩



