グローバルキャンペーンの展開を試みているものの、構造ファイルの不一致が原因で工場での納期遅延が発生し、コストがかさんでいる状況ですね。大陸を越えて通用するパッケージ設計の方法をご紹介しましょう。.
市場横断的なダイラインを作成するには、構造的なパッケージ形状を普遍的な製造公差に合わせる必要があります。これは自動型抜き機の決定的な数学的設計図として機能し、市場固有の機械的調整を必要とせずに、物理的な段ボール製ディスプレイが正確に折り畳まれ、多様なグローバル小売環境において構造的な完全性を維持することを保証します。.
平面的なデジタルファイルと、賑やかな小売フロアに設置された実物の3D構造物との間のギャップを埋めることが、ほとんどのキャンペーンの成否を分ける鍵となります。実際のプロセスを見ていきましょう。.
ダイラインはどのように作成しますか?
適切な構造ファイルを作成するには、標準的なイラストレーションソフトで基本的な2Dアウトラインを描くだけでは不十分です。それは材料科学における数学的な演習と言えるでしょう。.
正確な型抜き線を作成するには、パラメトリックCADソフトウェアを使用して、正確な切断線と折り目線をマッピングする必要があります。この設計されたレイアウトにより、工場での自動折り畳み工程における材料の物理的特性を考慮しながら、段ボール原板が複雑な三次元の小売用構造物へとどのように加工されるかが正確に決定されます。.
基本的な形状を知ることは出発点に過ぎません。本当の難題は、平面の形状が厚い波形材料と接したときに始まります。.
曲げ許容値とキャリパー補正の扱い方
ベテランデザイナーでさえ、標準的なベクターソフトウェアで、嵌合パネルと全く同じ幅の連結タブや折り畳みスロットを作成できると考えることが多い。彼らは、厚手の段ボールを、重さのない、無限に薄い紙のように扱う。この理論的なアプローチでは、 ボードが曲がったときの物理的な厚みを1。
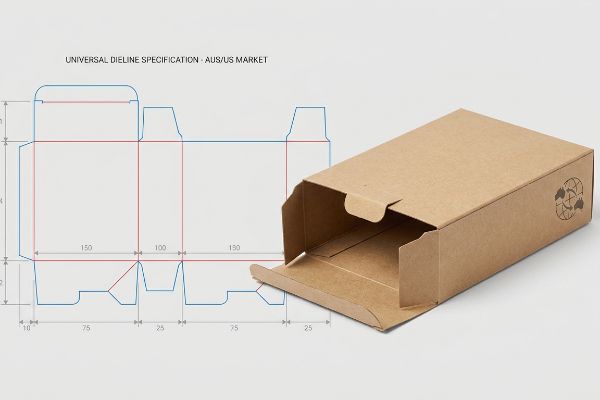
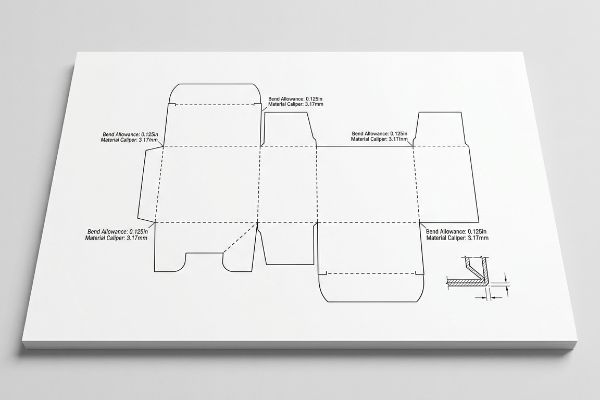
ブランドが基本的な 2D ツールを硬質な小売構造に使用しようとすると、この盲点が頻繁に見られます。 厚さ約 0.125 インチ (3.17 mm) の厚手の B フルート ボード2。90 度折り曲げると、物理的に材料 3 が消費されます以前、共同包装チームが何時間も汗だくになりながら、 あらかじめ充填されたトレイ を無理やり組み立てようとしていたのを見たことがあります。バージン クラフト ボードの硬い抵抗が非常に高かったため、タブをはめ込むためだけにフルートを潰し、印刷されたトップ シートを引き裂いてしまいました。この深刻な組み立て摩擦をなくすために、私は常にパラメトリック CAD (コンピュータ支援設計) ソフトウェアを使用して、すべての折り目に厳密なキャリパー補正アルゴリズムを自動的に適用し、組み立て作業時間を劇的に短縮しています。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| タブ幅と全く同じ位置にスロットを描画します。 | 材料のキャリパー曲げ代を追加する4 | 1ユニットあたり45秒の組み立て時間を節約5 |
| 基本的な2Dウェブデザインツールを使用する | パラメトリック3Dソフトウェアを用いたエンジニアリング | 完全に直角で、ぐらつきのない棚を実現します |
| 波形フルートの厚さを無視する | 正確な外側折り曲げ半径の計算6 | 見苦しいトップシートの紙の破れを防ぎます |
私は、正確な材料の変位量を計算せずに、平ヤスリを裁断現場に持ち込むことは決してありません。正確な計算によって手作業による煩雑な作業をなくし、委託加工業者の作業を迅速に進め、利益率を維持することができます。.
🛠️ ハーベイのデスク: 連結タブがボードの厚みを考慮しているかご不明ですか? 👉 ダイライン監査を受ける ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
ダイラインのガイドラインは何ですか?
厳格なファイル準備ルールを確立することこそ、美しいデジタルコンセプトが生産ライン上でずさんな物理的な混乱状態に陥るのを防ぐ唯一の方法である。.
ダイラインガイドラインは、シームレスな大量生産に必要な厳格な技術的制約を規定します。これらのルールは、必須の色分けされたストローク、重要な安全マージン、および特定のアートワークの裁ち落とし領域を定め、自動印刷機と裁断テーブルが機械的なずれや基材の端の露出を引き起こすことなくグラフィックファイルを処理できるようにします。.
これらの基本的なレイアウト規則に従うことは有効ですが、物理的なラミネート加工工程では、大量生産に耐えうるためにはさらに広範な安全対策が必要となります。.
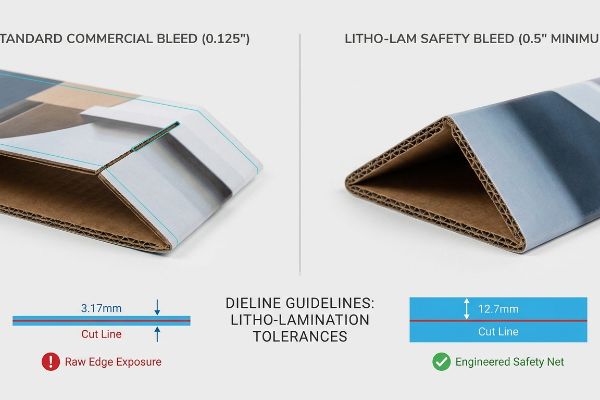
リソグラフィーにおける必須のブリードルール
には十分であるという認識が一般的です 段ボール製の小売ディスプレイ。彼らは、 から標準的な0.125インチ(3.17mm)の余白を設けた7、最終的な端までアートワークが完全に覆われることを期待しています。
問題は、印刷された上紙を厚い段ボールの裏紙に接着するリソラミネート加工という物理的な工程では、高速自動マウント時に必然的に機械的な許容誤差が大きくなることです。標準的な商用ブリードでは、避けられないボードのずれをカバーするには狭すぎます。私は、大規模な小売店向け展開で、印刷されたシートがわずかにずれたために折り畳まれたパネルから茶色の段ボールの端が見えてしまうという、いわゆる「バリ」が発生した際に、このことを早くから学びました。 マウント機8 厳密に設けています 最低0.5インチ(12.7 mm)のブリードマージン9を 。この大規模な安全策により、露出した端を完全に排除し、小売 店での返品を 、ブランドのプレミアムなビジュアル価値を守ります。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 標準的な商業印刷用余白を使用する | を確保する 最低0.5インチの安全ブリード10 | 段ボールの端がむき出しになるのを防ぎます |
| 微視的な層状配列を仮定すると | の会計処理 自動ボードシフト11 | 大量販売を行う小売業者からの拒否リスクを排除します |
| 折り目に沿ってアートワークをしっかりと固定する | 背景グラフィックを積極的に拡張する | 高級感とシームレスなブランド美学を維持する |
私の工場では、デジタルカットラインをはるかに超えたアートワークの限界に挑戦することを譲りません。この余分なマージンを設けることで、大量生産のラミネート加工という混沌とした状況下でも、お客様のディスプレイが完璧な仕上がりになることを保証しています。.
🛠️ ハーベイのデスク: グラフィックデザイナーは、厚手の段ボールに標準的な用紙の裁ち落としルールを使用していますか? 👉 ファイルの事前チェックをリクエスト ↗ — 安全にダウンロードしてください。後で質問があれば、いつでもご連絡ください。
ダイライン構造とは何ですか?
パッケージングファイルの基本的な構造を理解することで、機械が実際に基板を物理的に切断するのか、それとも役に立たない外形を印刷するだけなのかが決まります。.
ダイライン構造は、パッケージングファイルの機械的な骨格として機能します。専用の非印刷ベクター線を使用して、切断、折り目付け、ミシン目加工などの非常に具体的な物理的指示を自動ルーティング機械に直接伝達し、物理的な構造と視覚的なグラフィックレイヤーを完全に分離します。.
この骨組みを視覚的に構築することは一つのことだが、それを工場の機械が実際に読み取れる言語に変換するには、厳格なプリプレス工程の規律が必要となる。.
CNC機械の言語を理解する
一流のブランディングチームでさえ、 、標準的なCMYK(シアン、マゼンタ、イエロー、キー/ブラック)の12本の 黒線を使用したファイルを提出することがあります。彼らは、コンピューター画面上で線が見えれば、工場の設備は当然その線をどのように処理すべきかを認識するだろうと考えているのです。
工場の機械を、点字しか読めない盲目の作業員に例えて考えてみてください。視覚的なCMYKラインは、ロボットの切断ヘッドにとっては全く意味がありません。自動化されたCNC(コンピュータ数値制御)テーブルは、 を読み取りません13。構造レイアウトが基本の黒で提出された場合、プリプレスのリッピングソフトウェアはそれらのラインをアートワークに単純に統合し、結果として、目に見える黒い輪郭はあるものの、物理的な切断がまったくない印刷された箱が出来上がります。以前、ダイカットダストの粉っぽい感触がまったくない急ぎの仕事に介入しなければならなかったことがありました。それは、機械が刃を接触させずにボードの上をそのまま通過したためです。このバッチ全体が台無しになるのを防ぐため、私は常に、すべての 構造パスに絶対的な特色14、例えば切断には100%マゼンタを割り当てるように指示しています。これにより、刃が実際にボードに当たることが保証され、機械のダウンタイムと材料の無駄を大幅に削減できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 切断に視覚的な黒線を使用する | 機械的なスポットカラーにパスを割り当てる15 | 機械が材料を物理的に切断することを保証する |
| 構造レイヤーとグラフィックレイヤーの融合 | 運用経路を厳密に分離する16 | 最終製品に印刷インクの輪郭が残るのを防ぎます |
| ビジュアルデザインが工場データと等しいと仮定する | CNCソフトウェアロジック用のプリフライトファイル17 | 生産工程全体の失敗を排除する |
私は、自動化された機械にあなたの構造的な意図を推測させることを断固として拒否します。折り目や裁断箇所を専用のプリプレスコマンドに固定することで、あなたのキャンペーンがデジタルアートから物理的な現実へと、一切の裁断ミスなく移行されることを保証します。.
🛠️ ハーベイのデスク: 折り目線は、カッティングテーブルから見えないCMYKレイヤーに隠れていませんか? 👉 技術レビューを依頼する ↗ — 延々と続く営業電話につながるようなフォームはありません。純粋な価値だけを提供します。
テンプレートとダイラインの違いは何ですか?
専門用語を知っていれば誤解を防ぐことができるが、本当の危険は、一般的なレイアウトと市場特有の設計ソリューションを混同することにある。.
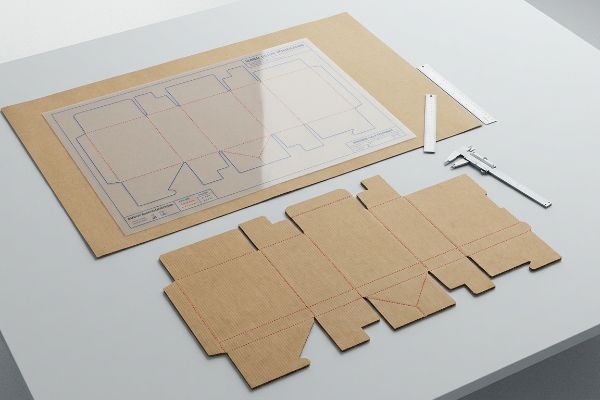
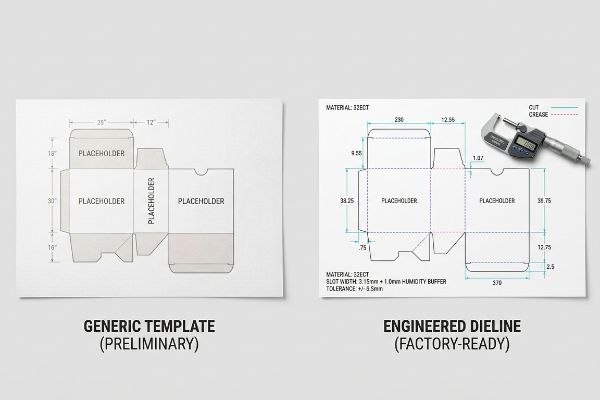
テンプレートとダイラインの根本的な違いは、製造精度にあります。テンプレートは、アートワークの配置を事前に行うための、汎用的で調整されていない視覚的なガイドです。一方、ダイラインは、特定の材料公差に基づいて設計された、工場ですぐに使用できる正確な機械ファイルであり、工業生産にすぐに使用できます。.
しかし、理論を知っているだけでは十分ではなく、機械が実際に稼働し始め、国境を越えた輸送中に環境物理学が影響を及ぼすようになると、話は別だ。.
工場現場で標準テンプレートが失敗する理由
多くの調達チームは、汎用テンプレートを誤ってダウンロードし、それが 乾燥したオーストラリアの気候と米国南部の高湿度地帯の両方 。彼らは、コンピューター画面上で完璧に見えるスロット幅が、世界中に出荷された際に自動的に完璧に機能すると信じています。
では 私の施設、環境物理学を無視することによる壊滅的な物理的影響を日常的に目にしています。段ボール製のフラットパックが長距離海上輸送で出荷されたり、フロリダのような湿度の高い地域に保管されたりすると、多孔質の 32ECT(エッジクラッシュテスト)テストライナーが周囲の水分を物理的に吸収して膨張します19。乾燥したオフィスでは正確に0.124インチ(3.15 mm)だった標準テンプレートスロットが、突然非常にきつくなります。テストフロアで膨張したボードをデジタルマイクロメーターで測定すると、膨張により摩擦のない組み立てが不可能になり、共同梱包チームがインターロッキングタブを物理的に引き裂くことになります。この問題を解決するために、 0.039インチ(1.0 mm)の正確な湿度バッファ20を ています。この極めて厳密な微細公差を徹底することで、組み立て時間を1ユニットあたり約30秒短縮し、共同梱包の人件費を大幅に削減するとともに、構造的な破損を完全に排除します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 一般的な乾燥気候の寸法を使用する | 厳密な吸湿膨潤緩衝材の設計21 | 手作業による店舗組み立て時の摩擦を解消します |
| 海上輸送中の湿気の影響を無視する | インターロッキングスロット幅の許容範囲の拡大22 | 倉庫スタッフによるタブの破損を防ぎます |
| 厳格なデジタルテンプレートに依存する | 多孔質紙の膨張を考慮した計算方法の調整23 | 共同梱包の時間と人件費を削減します |
私は常に、最終的な設置場所の物理的な状況に合わせて構造計算を調整します。湿度による膨張を考慮して数ミリメートルの余裕を持たせることで、設置場所に関わらず、ディスプレイがスムーズに組み立てられることを保証します。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
汎用的なデジタルテンプレートに頼って時間を節約しようとしても、膨張した32ECTボードが湿度の高いフロリダの倉庫に到着し、タブが合わず、組み立てラインが推定30%遅くなると、結果として発生する手作業による再作業によってキャンペーンの利益率が完全に失われてしまいます。500人以上のブランドマネージャーが、このような致命的な初期段階のミスを回避するために、私のプリプレスチェックリストを使用しています。材料の膨張許容値を推測するのはやめて、ディスプレイが工場に届く前に、私の 無料のダイラインプリフライト監査↗ 、機械的な摩擦点を特定しましょう。
"[PDF] 段ボールの曲げ剛性", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf。[包装に関する権威ある技術マニュアルでは、材料の厚さ、つまりキャリパーが、折り畳まれた構造の最終寸法を変化させる曲げ代をどのように生み出すかが説明されている]。証拠の役割:技術的検証。情報源の種類:工学教科書。裏付け:ダイライン作成におけるキャリパー補正の必要性。適用範囲に関する注記:段ボールのような厚肉基材に特に適用される 。↩
「段ボール厚さガイド:最適なパッケージの選び方 – Box Genie」、 https://www.boxgenie.com/blogs/news/cardboard-thickness-guide?srsltid=AfmBOorc1lvUvCGbZFFoHLbp9kNOvDsXIU9GWhjuwRlQnbrpLjZcriac 。[段ボール包装の業界標準では、Bフルート材料の具体的な厚さ仕様が規定されています]。証拠の役割:技術仕様、情報源の種類:業界標準、支持:Bフルートの材料厚さ、適用範囲に関する注記:厚さは製造業者によって若干異なる場合があります 。↩
「無料板金曲げ代計算ツール | FIRGELLI Engineering」、 https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqL1OzCR6IwLT7w9x6RRluZMEGosOd46tp2R1YFDC5UcZ6iY66l 。[材料科学と構造パッケージングガイドでは、外側半径の材料が伸びて線形空間を消費する曲げ代の原理を説明しています]。証拠の役割:物理的原理、情報源の種類:エンジニアリングマニュアル、サポート:キャリパー補正の必要性、範囲に関する注記:消費率は板材のグレードによって異なります 。↩
「板金製造設計:公差、曲げ…」、 https://simutecra.com/blogs/sheet-metal-design-for-manufacturing-tolerances-bend-allowances-and-dfm-tips。[包装工学の技術マニュアルでは、材料の厚みに基づいて曲げ代を追加することで、タブがスロット内できつくなりすぎるのを防ぐ方法が説明されています]。証拠の役割:技術検証。情報源の種類:エンジニアリングマニュアル。裏付け:嵌合のための厚み補正の必要性。範囲に関する注記:材料の厚さによって異なります 。↩
「パッケージングダイライン – 包括的なガイド」、 https://tycoonpackaging.com/packaging-dieline/?srsltid=AfmBOoqWxgNgbgmPHdGgJII1t3fg6p3ig7XSR3dxsmKuI5emyZAKem7j 。[小売物流における時間動作研究は、構造公差を数学的に最適化することで、組立作業の削減量を定量化できる]。証拠の役割:定量的検証。情報源の種類:業務効率レポート。裏付け:具体的な時間短縮の主張。範囲に関する注記:実際の節約量は製品の複雑さによって異なる場合があります 。↩
「…を用いた二重壁段ボールの形状解読」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC10974599/。[段ボールの材料科学ガイドでは、フルートの厚さに基づいて外側折り曲げ半径を計算することで、トップライナーの張力による破断を防ぐことができると規定されている]。証拠の役割:技術的検証。情報源の種類:材料科学ハンドブック。裏付け:折り曲げ半径と材料の完全性の間の関連性。適用範囲に関する注記:特に段ボール基材に適用される 。↩
「裁ち落としとトリムマークについて学ぶ | サポート – Smartpress」、 https://smartpress.com/support/printing-basics/bleed-borders?srsltid=AfmBOor-CE5bdsMXwm1tj-t60HwO_YBJ9W4PyhV5ql32a5iCYA7qQAzH。[業界の印刷規格とグラフィックデザインマニュアルでは、ほとんどの商業オフセット印刷プロジェクトにおける標準裁ち落としとして0.125インチが確認されています]。証拠の役割:事実確認、情報源の種類:技術マニュアル。サポート:基本裁ち落とし規格。適用範囲に関する注記:特殊な厚紙印刷ではなく、一般的な商業印刷に適用されます 。↩
「矢じりの取り付けにおけるPVAとEVAの比較 – クリス・パシュケ」、 https://www.designsinkart.com/library/GLAC-PVAvsEVAforMountingArrowheads201207.htm。[段ボール包装の接着に関する技術文書では、リソラミネーションの主接着剤としてポリ酢酸ビニル(PVA)の使用が指定されています]。証拠の役割:技術仕様、情報源の種類:材料データシート。裏付け:取り付け時の滑りの化学的原因。適用範囲に関する注記:水性接着剤プロセスに適用されます] 。↩
「リソグラフィーラミネート加工 – Packlane」、 https://packlane.com/support/lithographic-lamination?srsltid=AfmBOorXkHX2HcdSKUbmIkDQmNT7dXEOo-hXqIvhkOJj1Lv2zFySadD2 。[業界の包装規格および製造マニュアルでは、マウント時のレジストレーションずれを補正するために、リソグラフィーラミネート加工におけるブリード要件の増加が規定されています]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:バリを防ぐために必要な特定のメトリック。範囲に関する注記:許容誤差は機械の精度によって異なる場合があります] 。↩
「リソラミネーション – 日社金属加工ソリューション」、 https://www.nisshametallizing.com/en/metallized-packaging/litho-lamination。[業界の包装規格では、ラミネーション工程における位置合わせの許容誤差を考慮して、最小ブリード寸法が規定されています]。証拠の役割:技術仕様、情報源の種類:製造ガイドライン。サポート:最小ブリード要件。適用範囲に関する注記:仕様は機械の精度によって異なる場合があります 。↩
「リソラミネート加工によりトナーカートンの画質が向上する」 https://www.packagingdigest.com/packaging-design/litho-laminating-gives-toner-cartons-an-enhanced-image。[リソラミネート加工に関する技術文書では、自動接着時の段ボールの動きが位置ずれを引き起こす仕組みについて説明しています]。証拠の役割:技術的説明、情報源の種類:エンジニアリングマニュアル。裏付け:位置ずれリスク。適用範囲に関する注記:主に大量生産の自動生産ラインに適用されます 。↩
「パッケージデザインにおけるスポットカラーとCMYK – どちらが優れているか?」、 https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOoqAJVvksFWsCMbXte6_3BuHB4OBriRMtODgrStsTZZmXExeSZyj 。[パッケージ製造に関する権威あるガイドでは、CMYKはインク塗布のためのカラーモデルであり、CNC機械が切断を実行するために必要なメタデータが欠けていると説明されている]。証拠の役割:技術的な区別。情報源の種類:業界マニュアル。裏付け:機械的指示におけるCMYKラインの制限。適用範囲に関する注記:自動切断およびルーティングシステムに適用 。↩
「Inkscapeを使ったCNCプラズマ切断」、 https://www.youtube.com/watch?v=-QOLV8C-6tM。[CNCルーティングに関する技術文書では、切断ヘッドはラスタライズされたCMYKカラープロファイルではなく、ベクターパスを解釈すると説明されています。] 証拠の役割:技術仕様書、情報源の種類:技術マニュアル。サポート:CNC入力ロジック。範囲に関する注記:デジタルダイカットに特化 。↩
「グラフィックガイドライン」、 https://www.delinebox.com/graphic-guidelines/。[業界のプリプレス標準では、印刷可能なアートワークからダイライン指示を分離するために特色を使用することが規定されています。] 証拠の役割:業界慣行、ソースの種類:プリプレスガイド。サポート:構造線識別。範囲に関する注記:一般的な業界慣習 。↩
「スポットカラー vs. プロセスカラー – Seattle Printworks」、 https://seattleprintworks.com/prepress/how-to-build-professional-files-with-spot-colors/。[デジタルカッティングテーブルの技術マニュアルでは、特定のスポットカラーが、カットパスと印刷要素を区別するためのトリガーとして使用されていることが確認できます]。証拠の役割:技術検証、情報源の種類:技術マニュアル。裏付け:機械トリガーへのスポットカラーの使用。適用範囲に関する注記:デジタルCNCカッティングシステムに適用されます 。↩
「ダイラインデザイン | パッケージングスクール」、 https://packagingschool.com/lessons/dieline-design。[プロのプリプレス標準では、操作パスを分離することで、カッティングマーカーが印刷可能なインクとしてレンダリングされないことが保証されると説明されています]。証拠の役割:手順の確認。ソースの種類:印刷業界標準。サポート:パッケージングにおけるレイヤー分離の利点。適用範囲に関する注記:ベクターベースのパッケージングデザインの標準 。↩
「DeskPack Packaging Preflight for Adobe® Illustrator® – Esko」、 https://www.esko.com/en/products/deskpack/packaging-preflight。[CNC RIPプログラムのソフトウェアドキュメントでは、機械の衝突や生産上の不具合を防ぐためにベクターパスを検証する必要性について説明します]。証拠の役割:運用上の検証。ソースの種類:ソフトウェアドキュメント。サポート:生産上の不具合を減らすためのプリフライトの役割。範囲に関する注記:CNCベクター処理に特化 。↩
「…の圧縮強度に対する相対湿度の影響」、 https://open.clemson.edu/all_theses/3225/。[包装工学規格では、段ボールなどの吸湿性材料が高湿度下で膨張し、乾燥空気中で収縮することで、スロットの適合性や構造的完全性にどのような影響を与えるかが説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学の参考文献。裏付け:汎用テンプレートが多様な地球規模の気候で機能しないという主張。適用範囲に関する注記:セルロース系包装材料に特化 。↩
「湿度が段ボール箱に与える影響 – Victory Box Corp」、 https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/。[TAPPIやASTMなどの段ボール包装規格に関する権威ある情報源は、試験用ライナーの吸湿性と高湿度下での寸法不安定性を確認するだろう]。証拠の役割:技術的検証。情報源の種類:業界標準/材料科学論文。裏付け:湿潤環境における段ボール材料の物理的特性。適用範囲に関する注記:ECT規格のライナーに特有 。↩
「湿度と温度が…の機械的特性に及ぼす影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/証拠の役割:技術的検証。情報源の種類:エンジニアリングマニュアル。裏付け:組み立て不良を防ぐための特定の微小許容差の適用。範囲に関する注記:緩衝材のサイズは、板紙のグレードと気候によって異なる場合があります。↩ 。
「発泡緩衝材のクッション特性に対する微粉化繊維の影響…」、 https://bioresources.cnr.ncsu.edu/resources/effects-of-micronized-fibers-on-the-cushion-properties-of-foam-buffer-package-materials/。[板紙包装に関する権威ある技術マニュアルでは、膨潤緩衝材の計算が湿潤環境における寸法干渉を防ぐ方法を説明するだろう]。証拠の役割:技術的検証;情報源の種類:技術マニュアル。裏付け:組み立て摩擦のための緩衝材の必要性。適用範囲に関する注記:吸湿性材料に適用される 。↩
"[PDF] 相対湿度が圧縮に及ぼす影響… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf。[輸送中の湿度に関する材料科学研究では、インターロッキングタブの機械的故障や破れを防ぐために、許容範囲の拡大が必要であることが示されています]。証拠の役割:技術的検証。情報源の種類:業界ホワイトペーパー。サポート:倉庫での取り扱い中のタブの破れの防止。範囲に関する注記:高湿度物流に特化 。↩
「液体包装の中間層のサイズ性能の向上…」、 https://www.academia.edu/42710165/Improving_sizing_performance_of_middle_layer_of_liquid_packaging_board_containing_high_yield_pulp。[紙の多孔性に関する技術文書は、繊維膨張を考慮することで組み立てエラーとそれに伴う共同包装の労働コストが削減されるという主張を裏付けるだろう]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:膨張計算と労働効率の関連性。範囲に関する注記:多孔質基材に焦点を当てている 。↩