
小売店のディスプレイは、大型店舗の強い照明の下でも高品質を強く印象づけたいものですが、平面的なデジタル校正に頼ると、実際の生産ラインでぼやけたり、位置がずれたりといった悲惨な結果を招くことがよくあります。.
オフセット印刷は、インクを塗布した版からゴムブランケットに画像を転写し、さらに印刷面に転写することで機能します。段ボール製ディスプレイの場合、このリソグラフィーシートはその後、厚手の波型ボードにラミネート加工され、視覚的な忠実度を損なうことなく、大きな構造荷重に耐える高解像度のグラフィックを実現します。.

教科書的な定義を理解するのは簡単だが、その理論を、濡れた接着剤や重機がひしめく活気あふれる工場現場に適用するには、徹底した工学的規律が必要となる。.
オフセット印刷の手順は何ですか?
デジタルPDF(ポータブルドキュメントフォーマット)から、巨大な耐荷重性のある小売用梱包材に至るまでの過程は過酷であり、あらゆる段階で機械的な精度が求められる。.
オフセット印刷の工程は、製版、ゴムシリンダーへの画像転写、高速シート送り、そして最終硬化です。ディスプレイ製造においては、この印刷されたトップシートはリソラミネーション処理を受け、自動マウンターによって段ボールに接着された後、精密な型抜き加工によって最終的なフラットパック製品が完成します。.
教科書にはこれらの手順が分かりやすく記載されているが、厚い溝に紙を接着するという実際の作業は、厳密に管理しないと機械的な混乱を引き起こす。.
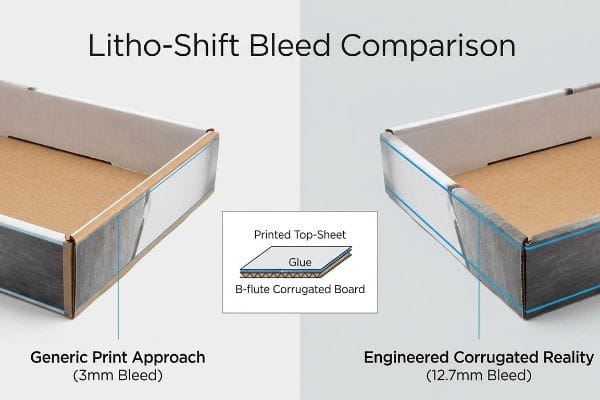
「リソシフトブリード」加工の現実
クライアントのダイラインを監査する際、グラフィックデザイナーが段ボール製ディスプレイファイルに標準的な商業印刷の裁ち落とし幅である0.125インチ(3.17mm)を適用しているケースをよく見かけます。彼らは、自動マウント機が印刷されたトップシートを厚いBフルートボードに完璧に位置合わせしてくれると思い込んでいます。しかし、この単純化された思い込みは、重いシートが高速の接着ローラーを通過するリソグラフィーラミネート加工の過酷な物理的メカニズムを無視しています。.
これは単なる理論ではありません。標準的なブリードファイルがラミネーターに送られた際に、実際にテスト現場でこの現象を目にしています。トップシートを32ECT(エッジクラッシュテスト)段ボールに貼り合わせる物理的な工程では、機械的な公差のずれが必ず発生します。あるクライアントの3mmブリードファイルを当社の6色ハイデルベルグ印刷機でテストしたところ、わずかな段ボールのずれによって「フラッシング」が発生し、最終的に 折り畳まれたトレイの。私はすぐに印刷を中止し、物理的なカットラインから最低0.5インチ(12.7mm)のブリードマージンを確保するように指示しました。このように、デザイナーにアートワークの背景を拡張するように数学的に強制することで、印刷オペレーターはラミネートのずれに対する安全策を講じることができました。この精密なプリプレス補正により、完璧なグラフィックラップが保証され、小売店のマネージャーによる美的観点からの拒否を防ぎ、クライアントが利益を失ってしまうような全刷りの再印刷を回避できます。
| メトリック/フィーチャー | 一般的な印刷アプローチ | 設計された波形現実 |
|---|---|---|
| アートワークの塗りつぶし | 0.125インチ(3.17mm)1 | 0.5インチ(12.7mm)2 |
| ラミネーションシフト | 点滅することが多い3 | 安全マージンによって100%吸収される |
| 商業的影響 | 美的拒絶反応のリスクが高い | 露出した未加工の板材の端は一切ありません。 |
プリプレス工程におけるほんのわずかな手抜きで、大規模な生産を台無しにすることは断じて許しません。厳格な裁ち落とし許容範囲を設けることで、生産ラインの高速化を図り、あらゆる角度から見て完璧な仕上がりのディスプレイを実現します。.
🛠️ ハーベイのデスク: サプライヤーの取り付け機械の位置ずれが原因で、現在お使いのディスプレイに段ボールの端がむき出しになって見苦しくなっていませんか? 👉 無料の構造ダイライン監査を受けてください ↗ — 24時間以内に私がすべての構造ファイルを個人的に確認します。
オフセット印刷の欠点は何ですか?
完璧な解像度を実現するには、不安定な化学物質を使用する必要があり、出荷前に段ボール製ディスプレイの構造的完全性を物理的に破壊してしまう可能性があります。
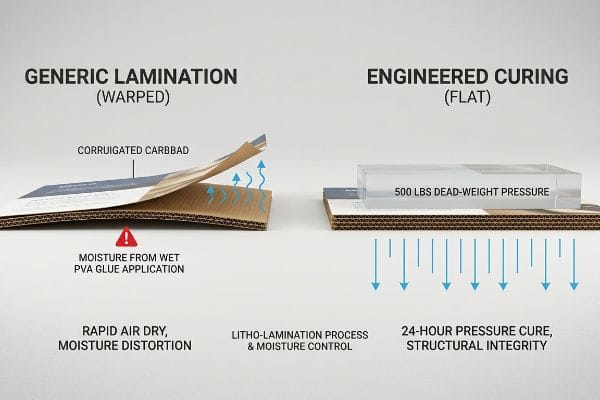
オフセット印刷の欠点としては、初期設定費用が高いこと、版作成に時間がかかること、そして厳しい印刷量制限があることが挙げられます。さらに、後続のリソラミネート加工工程で水性接着剤を使用すると、大量の水分が混入し、製造業者が厳格な硬化手順を守らない場合、深刻な板紙の反りを引き起こす可能性があります。.
調達チームは初期の金型費用に頭を悩ませているが、実際には湿気による変形という隠れた物理的な脅威こそが、小売キャンペーンを破綻させる原因となるのだ。.
「PVA湿気による反り」の脅威
ベテランデザイナーでさえ、平面のベクターCAD(コンピュータ支援設計)ファイルを作成する際に、この盲点を見落としがちです。彼らは、高品質の印刷されたトップシートを硬質のBフルート段ボールに貼り付ければ、当然完全に平坦なディスプレイパネルができると思い込んでいます。彼らは、 湿った水性接着剤4が 広い多孔質の表面積に広がる
私の工場では、湿ったPVA(ポリ酢酸ビニル)接着剤が標準テストライナーに接触した後の状況を日常的に目にしています。湿った接着剤が工場内の空気中で硬化し始めると、収縮します。これにより、非常に大きな表面張力が発生し、高さ60インチ(152.4cm)のサイドパネル全体がポテトチップスのように目に見えて反り、内側に湾曲します。過去の失敗から、この化学反応を無視すると、店頭で物理的に自立できないディスプレイになることを知っていました。これに対処するため、20年間の現場経験から、厳格な硬化重量プロトコルを考案しました。ラミネート後、湿ったボードを正確に500ポンド(226.7kg)のデッドウェイト加圧ボードの下に24時間積み重ね、平坦で安定した硬化を強制します。この厳格な製造上の忍耐を徹底することで、共同梱包の組み立て時間をユニットあたり42秒短縮し、パネルの反りによる摩擦をなくし、 クラブストアの重い荷重。
| メトリック/フィーチャー | 安価な汎用出力 | エンジニアリングラミネーションに焦点を当てる |
|---|---|---|
| 接着剤の硬化 | 空気乾燥が速かった5 | 24時間デッドウェイト圧力6 |
| パネル形状 | ポテトチップスのような弓形 | 完全に平らで正方形 |
| 組み立て速度 | 歪んだスロットによって速度が低下する | 摩擦のない共同包装の実行 |
湿った接着剤と紙繊維を混ぜ合わせる際、物理法則に逆らうことはできません。私は工場内で湿気による反りを制御しているので、小売店の通路でディスプレイが傾くのに悩まされることはありません。.
🛠️ ハーベイのデスク: サプライヤーがラミネート加工の硬化工程を急いだために、背の高い通路用陳列棚が傾いたり、たわんだりしていませんか? 👉 無料の傾斜比率計算ツールを入手 ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
オフセット印刷とデジタル印刷ではどちらが優れているのでしょうか?
従来の印刷版と最新のインクジェットノズルとの競合は、小売店の強い蛍光灯照明下でブランドカラーがどのように発色するかを根本的に左右します。.
どちらが優れているかは、キャンペーンの規模によって異なります。オフセット印刷は、絶対的な色精度と構造的なラミネート加工が求められる大量印刷に適しています。一方、デジタル印刷は、迅速なプロトタイピング、超小ロットのプロモーション印刷、そして物理的な印刷版のコスト削減が最優先されるような高度なカスタマイズに適しています。.

適切な方法を選択するには、単に価格帯を確認するだけではなく、光学物理学とインク吸収に関する知識も必要となる。.
CMYKハーフトーン彩度の背後にある工学的メカニズム
これら2つの主要な転写方法を評価する際には、インクが多孔質の波形基材とどのように相互作用するかを理解することが不可欠です。デジタルシステムは、CMYK 7 (シアン、マゼンタ、イエロー、キー/ブラック)プロセスブレンドのみに依存しており、微細なドットを重ねて単色の錯覚を作り出します。一方、従来のリソグラフィー印刷機は、あらかじめ混合されたスポットカラー8を使用し、紙を単一の途切れない高密度顔料層で満たすことができます。
インパクトの大きい小売環境では、最大限の視覚的コントラストを実現することが不可欠です。未加工のテストライナーにデジタル機器を使用すると、 重なり合ったハーフトーンのドットが予測不可能な紙繊維に不均一に吸収されます9。この散発的な吸収により、買い物客が注意深く見たときに、ざらざらとした色あせた外観になることがよくあります。この光学的ブレンドの制限を回避するために、設計されたリソグラフィーのセットアップ スポットカラーフラッド戦略10。特定の Pantone マッチングシステムインクを混合し、専用の印刷版を介して塗布することで、機械は濃密で完全に滑らかな顔料のフラッドを塗布します。これにより、ハーフトーンのざらつきが完全に解消されます。生産環境では、これはブランド価値に直接つながり、コアロゴが 20 フィート (609.6 cm) 離れた場所からでも正確な企業色を維持できるようにし、棚の視認性を最大化し、製品のプレミアムなイメージを保護します。
| メトリック/フィーチャー | デジタルCMYKプロセス | リトグラフ特色 |
|---|---|---|
| 色素送達 | 重なり合うハーフトーンのドット | 固形プレミックスインクの流し込み |
| 繊維吸収 | 非常に散らばっていて粒状 | 滑らかで完全に密度が高い |
| 最優秀アプリケーション | 可変データとプロトタイプ | 大量注文の正確なブランドマッチング |
私は印刷機に依頼する前に、すべてのプロジェクトのグラフィック意図を分析します。インクの吐出方式をお客様のブランド固有の要件に合わせることで、小売店での視認性を最大限に高めることを保証します。.
🛠️ ハーベイのデスク: サプライヤーが未加工の段ボールにデジタルCMYKを強制的に適用しているため、会社のロゴが濁って色あせて見えていませんか? 👉 スポットカラー影響分析を依頼する ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
オフセット印刷は現在でも使われていますか?
デジタル技術の急速な台頭にもかかわらず、従来型の重厚な印刷機は、世界の大型小売店における商品販売の揺るぎない基盤であり続けている。.
はい。オフセット印刷は、大量生産の商業用パッケージにおいて最も費用対効果の高い方法であるため、現在でも広く利用されています。大規模なグローバル生産においても、厳密なG7グレースケールカラーキャリブレーションを維持できる比類のない能力は、厳格なコンプライアンス基準を持つ大手小売業者に製品を供給するブランドにとって不可欠なものとなっています。.

昔ながらの版は時代遅れだと考えるかもしれませんが、高速自動リソグラフィーこそが、ブランドの絶対的な一貫性を数学的に保証する唯一の方法なのです。.
「G7マスター」カラーキャリブレーションプロトコル
版代を節約するためにデジタル印刷を盲目的に要求する見積依頼書(RFQ)は、多国籍小売チェーンの厳しい要件を無視していることが多い。多くの調達チームは、デジタルファイルであれば、世界中の異なるサプライヤー間で全く同じカラーコードが出力されると想定している。この誤った設計上の想定は、 インクの粘度、湿度、紙の多孔性11、これらは大量生産中に視覚的な出力を大きく変化させる。
これは単なる理論ではなく、ブランドがデジタルサンプルを1万個の量産ロットに合わせようとする際に、テスト現場で実際に起こる現象です。厳密な機械的制御がなければ、企業の赤色は長時間の作業中に微妙に濁ったオレンジ色に変化してしまいます。この問題を解決するために、私は分光光度計の測定値を取得し、基材を変更する必要はないことを証明しました。必要なのは、リソグラフィー印刷機でG7マスターカラーキャリブレーション方法12を適用することだけでした。プリプレスRIP(ラスターイメージプロセッサ)ソフトウェアで正確な数学的カットバックカーブをマッピングすることで、印刷機はインクキーを自動的に調整し、厳密なデルタE許容値13を維持します。調達チームがこのキャリブレーションの確定を許可した後は、機械自体が重労働を担いました。この厳密なカラー計算を適用することで、ブランドは厳格な小売業者からの壊滅的なチャージバックを回避し、500の異なる店舗で同一のディスプレイを提供しながら利益率を守ることができました。
| メトリック/フィーチャー | 未校正の大量印刷 | G7 キャリブレーション済みリソグラフィー |
|---|---|---|
| 色の一貫性 | 長距離走行では明らかにドリフトする | 数学的に固定されたデルタE14 |
| 機械制御 | 手動による視覚的推測 | 分光光度計データループ15 |
| 小売業の成果 | 展示拒否のリスクが高い | 100%ブランド統一性承認済み16 |
私は、ブランドカラーの承認に主観的な視覚に頼ることはありません。冷徹で厳密な数学的計算に基づき、あなたのディスプレイが小売フロアで完璧に存在感を発揮することを保証します。.
🛠️ ハーベイのデスク: 異なる生産バッチ間でブランドカラーに一貫性がないことが、小売バイヤーとの関係を深刻なリスクにさらしていませんか? 👉 無料のプリプレスカラー監査を受けましょう ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
結論
印刷前の裁ち落としを数学的に調整してリソシフトによるバリを防ぐ場合でも、24時間デッドウェイトキュアリングを実施して湿気による反りを防ぐ場合でも、物理的なオフセット印刷工程をマスターすることが、耐久性のある小売ディスプレイと潰れてしまう段ボールを分ける鍵となります。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店へのチャージバックを回避することができました。理論上のデザインが実際の生産ラインで失敗することにうんざりしているなら、 無料の構造ダイライン監査で、 。
「どれくらいの裁ち落としが必要か、どうやって判断すればいいですか?」、 https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。[商業印刷マニュアルまたは業界標準ガイドでは、一般的な印刷用途で使用される標準的な1/8インチの裁ち落としが検証されています]。証拠の役割:事実の検証。情報源の種類:技術マニュアル。サポート:基準となる裁ち落としの測定。適用範囲に関する注記:標準的な紙ベースの商業印刷に適用されます 。↩
「カスタムデザインにおけるブリードの活用方法 – CompanyBox」、 https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/。[包装エンジニアリング規格では、ダイカット時の機械的なずれを考慮して、段ボール基材のブリード要件の増加を規定しています]。証拠の役割:技術仕様、情報源の種類:エンジニアリング規格。サポート:段ボールのブリード要件。適用範囲に関する注記:大型耐荷重輸送容器に特有 。↩
「3M 8518ラミネートによる緑がかった変色 – Signs101.com」、 https://www.signs101.com/threads/3m-8518-laminate-causing-greenish-color-shift.102142/。[工業用仕上げガイドでは、ラミネートのずれが完成品の目に見える切りっぱなしの端やバリの原因となることが説明されています]。証拠の役割:因果関係。情報源の種類:工業プロセスガイド。裏付け:ラミネートのマージン不足による悪影響。範囲に関する注記:仕上げにおける美的欠陥を指します 。↩
「水性ラミネーション|低臭気フレキシブルパッケージ」、 https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOoqaZszz7MOYyeid4SjD5R6ncR-y4kb8U4Q8xL4-GhFP59tQ3JEf 。[パッケージ製造の業界標準では、印刷シートを段ボール基材に接着するために水性接着剤を使用することが詳述される]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:リソラミネーションの化学プロセス。範囲に関する注記:特に水分導入段階 。↩
「段ボール製ディスプレイの接着用ホットメルト接着剤シリーズ」、 https://www.mbadhesives.com/en/adhesives-glues-cardboard-displays。[接着剤の化学に関する技術文書では、空気乾燥中の急速な蒸発が不均一な張力とそれに続く構造的な反りを引き起こす仕組みが説明されています]。証拠の役割:因果メカニズム。情報源の種類:材料科学論文。裏付け:急速乾燥とパネル変形の関連性。適用範囲に関する注記:PVA系または水性接着剤に特化 。↩
"[PDF] 精密圧力測定 – AMETEK Calibration", https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf。[工業用ラミネート加工に関する権威ある情報源では、構造的な反りを起こさずに接着を確実にするために必要な圧力と時間を明記しているはずです]。証拠の役割:技術仕様書、情報源の種類:工業製造マニュアル。裏付け:構造的な平坦性を確保するために長時間の加圧が必要であること。適用範囲に関する注記:大型段ボール製ディスプレイに適用されます 。↩
「スポットカラーとCMYKカラー:重要な違いを解説」、 https://unicopacking.com/en/new/spot-color-vs-process-color.html。[インクジェット印刷の技術ガイドでは、標準的なデジタルシステムがCMYKプロセスブレンドを使用して色を近似していることが確認できます]。証拠の役割:技術仕様、情報源の種類:業界マニュアル。サポート:デジタルカラーメカニズム。範囲に関する注記:特殊な拡張色域システムは除外されます 。↩
「スポットカラー – Wikipedia」、 https://en.wikipedia.org/wiki/Spot_color。[印刷業界の標準では、リソグラフィー印刷機は高密度でベタ塗りを実現するために、あらかじめ混合されたスポットインクを塗布するために別々の版を使用することが確認されています]。証拠の役割:技術仕様、情報源の種類:教科書。サポート:オフセットカラー機能。範囲に関する注記:従来の版ベースのリソグラフィーを指します 。↩
「印刷におけるドットゲインとは? | Rehan Siddique がこのトピックについて投稿しました」、 https://www.linkedin.com/posts/rehan-siddique-440b5a1b1_dotgain-printing-activity-7371590745176260608-LryZ。[インクジェット基材に関する技術ガイドでは、生のテストライナーの高い多孔性と不規則な繊維構造について説明されており、これがインクの広がりとドットゲインのばらつきにつながります]。証拠の役割:技術的検証。情報源の種類:材料科学マニュアル。サポート:生の紙へのデジタル印刷における粒状感の原因。適用範囲に関する注記:コーティングされていない多孔質基材に限定されます 。↩
「スポットカラーとCMYKカラーの違い」、 https://www.deprintedbox.com/blog/spot-vs-process-color/。[プロの印刷規格では、CMYKのようなディザリングやハーフトーンパターンなしで100%のインク濃度を実現するために、スポットカラー用に別版を使用することが詳述されています]。証拠の役割:プロセス検証。情報源の種類:印刷業界ハンドブック。裏付け:スポットカラーの塗りつぶしによるハーフトーンの粒状性の除去。適用範囲に関する注記:リソグラフィー/オフセット印刷に特化 。↩
「インク粘度が印刷品質に与える影響 | INX International」、 https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality。[印刷技術ガイドまたは材料科学の資料では、インク粘度、湿度、基材の多孔性が顔料の吸収とドットゲインにどのように影響するかが詳しく説明されています]。証拠の役割:技術的検証。情報源の種類:工業印刷マニュアル。裏付け:物理的変数が視覚出力に影響を与えるという主張。適用範囲に関する注記:主に大量生産のアナログおよびデジタル印刷環境に適用されます 。↩
「G7+ キャリブレーション印刷:G7 との違い」、 https://www.inxinternational.com/blog/color-management/g7-calibrated-printing。[IDEAlliance などの業界標準の情報源では、G7 マスターキャリブレーションの技術的フレームワークと、さまざまな印刷プロセスでグレースケールの中立バランスを実現する上でのその役割について説明しています]。証拠の役割:技術仕様、情報源の種類:業界標準。サポート:色の一貫性に関する G7 メソッドの技術的妥当性。範囲に関する注記:視覚的な外観とグレースケールの中立性に焦点を当てています 。↩
「フレキソ印刷とオフセット印刷における許容誤差|X-Riteブログ」、 https://www.xrite.com/blog/tolerancing-in-flexo-and-offset-printing。[測色に関する権威あるガイドでは、Delta-Eをプロフェッショナル印刷における2色の知覚差を測定するための標準的な数学的指標として定義しています]。証拠の役割:技術的指標、情報源の種類:科学/業界標準。裏付け:色精度のベンチマークとしてのDelta-Eの使用。適用範囲に関する注記:許容許容レベルはブランドと用途によって異なります 。↩
"[PDF] G7 インディゴ印刷機のキャリブレーションとプルーフ方法", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac。[G7 認証に関する権威ある情報源が、デルタ E 測定値を使用して、さまざまな印刷プロセス間で一貫した視覚的外観を定量化および維持する方法を説明しています]。証拠の役割: 技術仕様; ソースの種類: 業界標準。サポート: G7 の色の一貫性の指標。範囲に関する注記: デルタ E は色差の標準指標です 。↩
「G7キャリブレーションワークフロー – Fieryヘルプとドキュメント」、 https://help.fiery.com/cws_cs/6.3/en-us/GUID-406EC5AA-33FA-4554-8716-B1FA352B2365.html。[G7マスター認証の技術マニュアルでは、リアルタイムの色調整のためのデータフィードバックループを作成するために分光光度計を統合する方法について説明しています]。証拠の役割:技術プロセス。ソースの種類:認証ガイド。サポート:機械制御機構。範囲に関する注記:オフセット印刷機におけるハードウェアとソフトウェアの統合に焦点を当てています 。↩
「ブランドオーナーにとってのG7の価値」、 https://idealliance.org/wp-content/uploads/2021/05/idea_whitepaper_G7_brandowners_final.pdf。[業界事例研究では、G7キャリブレーションがいかに色のばらつきを最小限に抑え、大型小売店の厳格な企業アイデンティティガイドラインを満たすかを示しています]。エビデンスの役割:成果指標、情報源の種類:業界事例研究。サポート対象:小売品質保証。範囲に関する注記:絶対的な数学的完璧さではなく、ブランドスタイルガイドとの整合性を指します 。↩



