
鮮やかなデジタル校正刷りを承認したのに、最終的な 段ボール製ディスプレイは くすんで粗い仕上がりだった。よくあることです。ここでは、商業用カラー再現の仕組みを詳しく見ていきましょう。
CMYK(シアン、マゼンタ、イエロー、キー)の仕組みを理解するには、オフセット印刷機が4種類の透明インクを重ね合わせることを知る必要があります。これらのインクは、微細なハーフトーンのドットが重なり合うことで組み合わさり、高速な商業生産プロセスにおいて、何百万もの異なる色の変化を物理的な基材上に直接視覚的に再現します。.

デジタルアートワークと実際の紙媒体との間のギャップを埋めることが、ほとんどのパッケージングプロジェクトの成否を左右する重要な要素であり、そうでなければ高額な再印刷が必要となる。.
オフセット印刷ではCMYKが使用されますか?
商業印刷工場にファイルを送る場合、4色プロセス印刷が基本標準となりますが、未密封の厚紙では、光沢のある雑誌のページとは全く異なる挙動を示します。.
はい。オフセット印刷では、CMYKを使用してフルカラー画像を作成します。一般的な商業用印刷機では、これら4色の基本インクをそれぞれ別の金属版に通します。しかし、ブランドロゴの印刷にこの方法のみに頼ると、色の混色に問題が生じることが多く、一貫性のある高コントラストの小売用パッケージには特色印刷が必要となります。.

基本的なプロセスを知っておくことは役立つが、多孔質のテストライナーに濡れたインクを押し込むという現実が、すべてを変えてしまう。.
段ボール製造におけるハーフトーンドットの現実
経験豊富なブランドチームでさえ、工場の印刷機がデジタル画面とシームレスに一致すると想定して、企業のロゴを標準的な4色フォーマットにエクスポートすることがよくあります。彼らは、シアン、マゼンタ、イエロー、ブラックの理論的な混合のみに頼ってファイルを作成します。コート紙に印刷する標準的な商業環境では、このアプローチは通常うまく機能しますが、 構造パッケージは全く異なる物理的基材をもたらします1。
クライアントが未加工の多孔質段ボールテストライナーに大きくてベタベタした背景要素を印刷しようとすると、まさにこの落とし穴に陥ります。 標準的な4色印刷は、紙の繊維に不均一に吸収される小さな重なり合ったハーフトーン ドット2 。以前、工場で美しい濃い青色のロゴが、未密封のボードに濡れたインクが激しく染み込んだために、ざらざらして濁った状態になるのを見たことがあります。印刷機のシリンダーをシートが通過する際に、粘着性のあるインクが紙の繊維を引っ張る音が文字通り聞こえます。これを解決するために、私は主要なロゴにスポットカラーのフラッド プロトコルを義務付け、光学ドットブレンドの代わりに特別に調合された PMS (Pantone Matching System) インクを使用します。この簡単な変更により、濁ったハーフトーンのざらつきが濃密で完全に滑らかな顔料のフラッドに置き換えられ、ブランドが 20 フィート (6 m) 離れたところからでも目立つようになり、 準備段階での無駄を推定 15%3。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ロゴに4色プロセス印刷を採用 | 特定のパントン特色インクを義務付ける4 | 高いコントラストでブランド視認性を確保します |
| 未密封のテストライナーに直接印刷する | まず水性プライマー層を塗布します。5 | インクのにじみやグラフィックのぼやけを防ぎます |
| 紙基材の吸水性を無視する | 用紙の種類に合わせてプリプレスプロファイルを調整する6 | 高額な全量再印刷を不要にします |
私は、クライアントに事前に警告することなく、テストライナーに濃い4色ロゴを印刷することは断固として拒否します。単色特色に変更するのはプリプレス段階でわずか5分で済みますが、店頭でのブランドイメージの大幅な低下という大惨事を回避できます。.
🛠️ ハーベイのデスク: ロゴが実際の箱に印刷された時に汚れてしまうか心配ですか? 👉 フラットダイラインファイルを私に送ってください ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
CMYKが画面上で色褪せて見えるのはなぜですか?
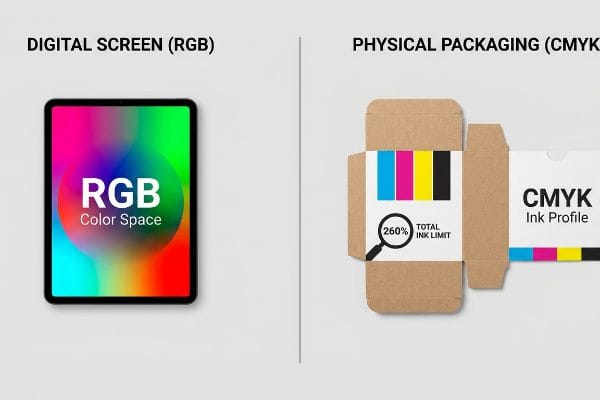
モニターは光を使って鮮やかな画像を作り出すのに対し、印刷機は光を吸収する顔料を使用します。この機械的な違いが、あの厄介な画像のくすみの原因となります。.
コンピューターモニターはRGB(赤、緑、青)プロファイルを使用して発光し、より広い色域を実現するため、CMYKは画面上で色褪せて見える。変換ソフトウェアが物理的な印刷に使用されるより狭い4色インクスペクトルをシミュレートすると、鮮やかなネオンカラーや彩度の高いトーンは、当然ながらくすんで平坦に見える。.

しかし、オフィスのモニター上でこの色の変化を認識することは、包装サプライチェーンにおける最初のハードルに過ぎません。.
小売環境における光吸収の物理現象を克服する
ベテランデザイナーでさえ、グラフィックソフトウェアの自動色変換設定を過信し、調整済みのオフィス画面に表示される色が工場で出力される色と全く同じだと考えてしまうことがよくあります。彼らは、くすんだ色調を補うためにデジタル処理で彩度を上げようとしますが、これは事実上、最終的な仕上がりを推測しているに過ぎません。こうした誤った自信が、大量生産へとつながる危険な状況を生み出してしまうのです。.
私の職場では、アートディレクターがデジタルファイルを過飽和させることで色あせ効果を「修正」しようとしたファイルを頻繁に見かけます。実際には、スマートフォンやオフィスのモニターには、紙に印刷されたインクの物理的な化学反応を完全に隠してしまう自動補正機能が備わっています。以前、あるクライアントが、蛍光灯の強い照明の下で画面よりも暗く見えるという理由でマスターサンプルを拒否したことを覚えています。私が信頼できる唯一の真実は、分光光度計で実際の印刷サンプルを標準のD50照明7の下でスキャンすることです。私たちは、実際にサンプルをスキャンして数学的なDelta-E変動8を測定することで、デジタル画面の錯覚を完全に回避します。画面の明るさよりも物理的な光測定を信頼することで、厳格な小売店のコンプライアンスチームによってバッチ全体が拒否されるのを防ぐことができます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| デジタル画面の色を信頼する | D50照明下で分光光度計を使用する9 | 通路でのブランドマッチングの完全性を保証します |
| デジタル処理で彩度を高めて補う | インクの滴下サンプルをスキャンする10 | 小売バイヤーの主観的な拒否を排除する |
| オフィス照明の下で校正刷りを確認する | 実際の店舗の蛍光灯の下で校正を確認する11 | 強い光がグラフィックを損なうのを防ぎます |
グラフィックソフトのスライダーを使って光の物理法則を出し抜こうとするのはやめてください。私は実物のカラーサンプルデータのみを頼りにしています。なぜなら、売り場を歩いているバイヤーは、あなたのオフィスのコンピューター画面がどんな見た目だったかなんて気にしないからです。.
🛠️ ハーベイのデスク: パッケージの校正を、キャリブレーションされていないスマートフォンの画面で承認していませんか? 👉 実物図面をリクエスト ↗ — 安全にダウンロードしてください。後でご質問があれば、いつでもご連絡ください。
RGB で印刷するほうが良いですか、それとも CMYK で印刷するほうが良いですか?
簡潔に答えるなら、最終的な用途によって全く異なります。デジタルコンテンツは発光によって最大限に活用できますが、物理的なパッケージングではインク使用量の制限を厳守する必要があります。.
物理的なパッケージ印刷にはCMYK印刷が適していますが、RGBはデジタル画面専用です。画面表示用のファイルを印刷工場に提出すると、RIP(ラスターイメージプロセッサ)ソフトウェアがデータを自動変換するため、印刷時に予期せぬ色ずれ、ぼやけた影、インクの過剰な飽和といった問題が発生することがよくあります。.
ソフトウェアを正しいカラースペースに設定することは良い出発点ですが、隠れた危険はインクの総量にあります。.
総インク制限安全ゾーンの管理
調達チームやグラフィックデザイナーは、ネイティブのデザインプログラムで見栄えの良い、コントラストの高い美しいファイルを日常的に提出します。彼らは、ドキュメントの色モードが正しく設定されていれば、工場の機械が残りの作業をスムーズに処理してくれると考えています。彼らは、紙板12に付着する湿ったインクの物理的な量を完全に無視しています。
これは、デジタルデザインが機械的な限界を無視してしまう典型的な落とし穴です。彩度の高いスクリーンカラーを印刷可能なフォーマットに変換すると、暗い領域ではシアン、マゼンタ、イエロー、ブラックの最大値を同時に必要とすることがよくあります。以前、デザイナーが濃い黒の背景で340% TIL(総インク量制限)を要求した案件を担当したことがあります。その量のインクが厚さ0.12インチ(3mm)の 32 ECT(エッジクラッシュテスト)テストライナー13、紙はすぐに波打ち、未硬化インクの刺激臭が印刷室に充満し、用紙が束の中でくっついてしまいました。これを防ぐため、私は 厳密に260% TILのプリプレスプロファイル14を 。版が焼かれる前にシャドウ濃度を下げることで、紙の反りを防ぎ、自動化された組立ラインをスムーズに稼働させ、高額な機械停止時間を何日も節約できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| インク被覆率300%以上のファイルを提出する | インク総使用量の上限を260%に厳しく制限する | 板紙の反りや歪みを防ぎます |
| 工場出荷時のソフトウェアでファイルを自動変換する | プリプレスでシャドウプロファイルを手動で調整する | 濁った、予測不可能な暗い色調を防ぎます |
| 濡れたインクの乾燥時間を無視して | 特定の基質に合わせて容量を調整する | 最終共同梱包組立を高速化します |
多孔質の紙に際限なくインクを垂らしても、平らな状態を保つことはできません。構造的に歪んだディスプレイは、人通りの多い小売店環境では決して持ちこたえられないため、私は必ず最初にインクの総量を確認します。.
🛠️ ハーベイのデスク: 印刷業者から、アートワークのインクが多すぎると苦情を受けたことはありませんか? 👉 プリプレスインク監査を受けましょう ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
CMYKは8ビットですか、それとも16ビットですか?
データファイルの深度によって可能な色のバリエーションの数が決まりますが、工場の機械は非常に厳密な物理的許容範囲内で動作します。.
CMYKは、ソフトウェアの設定によって8ビットまたは16ビットになります。8ビットファイルは、チャンネルごとに256段階の階調レベルを提供し、これは商業印刷機の標準的な基準です。16ビットファイルにははるかに多くのデータが含まれますが、標準的なオフセット印刷機では、これらの微細なデジタルグラデーションを紙に物理的に再現することはできません。.
しかし、理論を知っているだけでは十分ではなく、機械が稼働し始めると、デジタルグラデーションが物理的なドットゲインの問題へと変化する。.
工場現場で標準ドットゲインが失敗する理由
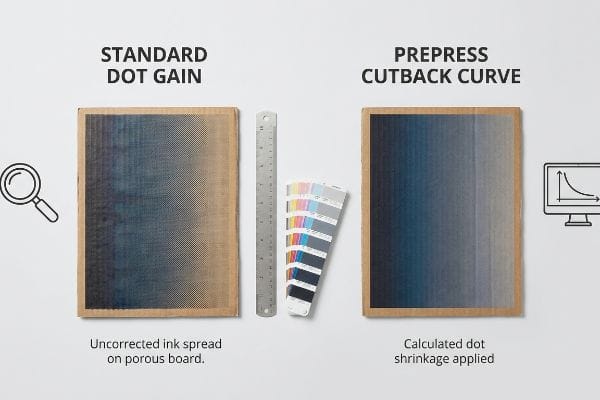
調達チームが陥りがちな落とし穴は、デジタル情報が多いほど印刷品質が向上すると考えて、極めて高解像度でデータ量の多いファイルを要求してしまうことです。彼らは、深いグラデーションを含む巨大なファイルを提供し、工場の製版設備がモニターで見た滑らかな変化を完璧に再現してくれると期待します。しかし、 インクのドット15が ボードに付着した際に物理的に膨張することを考慮に入れていません。
私の施設では、美しく滑らかなデジタルグラデーションが、最初の印刷工程で粗い縞模様の段差に変わってしまうのを日常的に目にします。これは、高データファイルでは機械的なドットゲイン( 液体のハーフトーンドットが波状の繊維に吸収されて広がるいためです。私はこれを高倍率ルーペでテストしていますが、理論上の50%のドットを測定しても、紙に当たると65%に膨張することがよくあります。印刷直後のインクが多すぎる紙のざらざらとした湿った質感を感じ、中間調が完全に詰まってビジュアルが台無しになるのを見たことを覚えています。解決策は、 プリプレスソフトウェア17 。物理的な膨張を補正するためにデジタルドットを正確に15%計算して人工的に縮小することで、最終的な印刷グラデーションが完全に滑らかになり、大きな美的失敗を防ぎ、店頭でブランドの高級感を維持できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| ドットゲイン計算なしで大容量ファイルを提供する | 数学的な削減曲線を適用する18 | グラデーションを滑らかでプロフェッショナルな印象に保ちます。 |
| 紙上の液体インクの膨張を無視する | ドットの収縮率を15%と事前に計算する19 | 暗く濁った中間色を排除します |
| 汎用マシンプロファイルに依存する | 基板の多孔性に合わせてプリプレスソフトウェアをカスタマイズする20 | 高額なバッチ不良を防止 |
大量のデータを含むファイルを私に送ったからといって、物理法則が魔法のように回避されるわけではありません。私は常に、インクの広がり方を制御するために厳密なカットバックカーブを設計しています。なぜなら、ソフトウェアの精度が、重機の故障を防ぐからです。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
デザイナーがボードの多孔性を確認せずに、総インク制限の340%という巨大なファイルをプッシュすると、結果として生じる湿気による反りが深刻なベースの歪みを引き起こし、小売店による即時の拒否と高額な手作業による再加工につながります。これは、私のトップ10の小売クライアントが印刷拒否ゼロを保証するために使用している仕様書そのものです。プリプレスの許容範囲を推測するのはやめて、私があなたのアートワークを 無料のダイラインプリフライト監査↗ 、量産前に致命的なエラーを検出させてください。
"[PDF]合成基材を用いたプレミアム製品の製造…", https://repository.rit.edu/cgi/viewcontent.cgi?article=9060&context=theses。[印刷基材に関する技術文書では、構造包装材料の吸収性と表面エネルギーがコート紙とどのように異なり、インクドットゲインと色の一貫性にどのような影響を与えるかを説明しています]。証拠の役割:技術的検証。情報源の種類:業界印刷ガイド。サポート:色再現におけるコート紙と構造基材の違い。範囲に関する注記:オフセットリソグラフィーに焦点を当てています 。↩
「パッケージ印刷におけるスポットカラーとは? – PopDisplay」、 https://popdisplay.me/what-is-spot-color-for-packaging-printing/。[印刷技術マニュアルでは、4色プロセスがハーフトーンを使用して連続階調をシミュレートする方法、および多孔質基材がインクの吸収ムラやドットゲインを引き起こす仕組みについて説明しています]。証拠の役割:技術仕様、情報源の種類:印刷業界マニュアル。補足:CMYKが未加工の板紙上で粒状になる理由。範囲に関する注記:効果はライナーボードの特定のGSMと多孔性によって異なります 。↩
「パッケージ印刷におけるスポットカラーとは?」、 https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing。[印刷効率に関する産業事例研究では、段ボール素材への単色スポット印刷と多色CMYKレジストレーションのセットアップ時間と基材の無駄を比較しています]。証拠の役割:指標;情報源の種類:産業事例研究。裏付け:主要ロゴにPMSインクを使用することによる運用効率。範囲に関する注記:実際の廃棄物削減は、印刷機の自動化レベルによって異なります 。↩
「4色プロセス印刷と特色印刷の違いは何ですか…」、 https://www.instagram.com/reel/DWPCe9sjizJ/。[カラーマネジメントの権威ある情報源は、特色が4色CMYKプロセスと比較して、企業ロゴに優れた一貫性と鮮やかさをもたらすことを確認しています]。証拠の役割:技術標準。情報源の種類:印刷業界のマニュアル。裏付け:ブランディングにおける特色の好み。適用範囲に関する注記:オフセット印刷および商業印刷に特化 。↩
「水性インクによる段ボール箱印刷の進化」、 https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/。[段ボール材料に関する技術文書では、プライマーコーティングが多孔質テストライナーへのインク浸透を抑制し、ドットゲインを防ぐ仕組みが説明されています]。証拠の役割:技術仕様書、情報源の種類:包装エンジニアリングガイド。サポート:未密封の板紙へのインクの毛細管現象の防止。適用範囲に関する注記:多孔質基材に適用されます 。↩
「印刷エレクトロニクスにおける紙ベース基材の適合性 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/。[プリプレスワークフローの業界標準では、基材の特定の吸収性に基づいてインク制限とドットゲインを調整する必要性について説明されています]。証拠の役割:プロセス標準、ソースタイプ:グラフィックアートの教科書。サポート:基材固有のキャリブレーションの要件。範囲注記:オフセット印刷ワークフロー全般 。↩
「グラフィックアートにおけるD50色チェック|JUST-Normlicht」、 https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html。[業界標準の情報源では、一貫した色評価を保証するためにグラフィックアートで使用される標準化された光源としてD50が定義されています]。証拠の役割:技術仕様、情報源の種類:業界標準。裏付け:客観的な色測定にD50を使用することの妥当性。適用範囲に関する注記:印刷物の閲覧と測定に特に適用されます 。↩
「色差 – Wikipedia」、 https://en.wikipedia.org/wiki/Color_difference。[測色に関する技術的な資料では、Delta-Eは2つの色の差を定量化するために使用される標準的な数式として定義されています]。証拠の役割:技術的指標、情報源の種類:科学的標準。支持:色の正確さの客観的な尺度としてのDelta-Eの使用。範囲に関する注記:精度レベルに応じて、CIE76やCIEDE2000など、この数式の異なるバージョンが存在します 。↩
「ライトブースでの色の混沌:D50がパッケージングに最適な理由…」、 https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e。[グラフィックアートのISO規格に関する権威ある情報源は、一貫性を確保するために、色の観察と測定における標準化された光源としてD50を確認するでしょう。証拠の役割:技術標準の検証。情報源の種類:業界標準/ISO。サポート:正確な色測定のための特定の照明の使用。適用範囲に関する注記:主に印刷物とグラフィックアートに適用されます。] ↩
「より優れたインクドローダウンを作成するためのデジタルプロセス」、 https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns。[プロの印刷ガイドでは、ドローダウンは特定の基材上の物理的なインク参照を提供し、スクリーンベースの色の不正確さを回避すると説明されています。証拠の役割:プロセス検証。ソースの種類:テクニカルマニュアル。サポート:デジタル飽和度に対する物理サンプルの精度。範囲に関する注記:物理インク印刷プロセスに特化。] ↩
「メタメリズム:同じ色でも見た目が違う – ColorCo Global」、 https://www.colorcoglobal.com/en/post/metamerism-same-color-different-appearances。[メタメリズムに関する科学文献は、蛍光灯などの異なる光源のスペクトルパワー分布が、物理的な顔料の知覚される色をどのように変化させるかを示しています。証拠の役割:科学的原理。情報源の種類:学術誌。裏付け:色ずれを防ぐために、対象環境で証明をテストする必要性。範囲に関する注記:明確なスペクトルピークを持つ照明環境に限定されます。] ↩
「印刷デザインにおけるインク被覆量の管理:選択的カラーガイド…」、 https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024。[業界の技術ガイドでは、総面積被覆量(TAC)がインクの物理的な体積をどのように決定するかを説明しています。制限を超えると、乾燥の問題や裏移りが発生する可能性があります]。証拠の役割:技術的検証。情報源の種類:印刷業界ハンドブック。裏付け:インク量が物理的な基材に与える影響。範囲に関する注記:制限は板紙の吸収率によって異なります 。↩
「輸送箱の強度を理解する」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor1roKu5xH3vv-CjJXQR_XkopJKALGWKN6mB4YypBXKua0F7iLd 。[段ボールの等級に関する技術仕様では、エッジクラッシュテスト(ECT)の評価と材料のインク飽和に対する物理的耐性との関係が定義されています]。証拠の役割:技術仕様、情報源の種類:業界標準。支持:包装基材の物理的限界。範囲に関する注記:実際の厚さは製造元によって若干異なる場合があります。] ↩
「CMYK印刷における総インク量の削減 – YouTube」、 https://www.youtube.com/watch?v=a9eT9VLgSHM。[商業印刷およびプリプレスガイドラインでは、多孔質材料におけるインクのにじみや基材の反りを防ぐために、総インク量の上限(TIL)を定めています]。エビデンスの役割:技術標準、ソースの種類:プリプレスマニュアル。サポート:紙の反りを防ぐための業界のベストプラクティス。範囲に関する注記:最適なTILは、特定の紙の多孔性とインクの種類によって異なります。] ↩
「ドット印刷における数理モデル化と補正戦略…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/。[印刷物理学の技術マニュアルでは、ドットゲインはインクが基材に接触した際に広がり、ドットサイズが大きくなる現象として説明されている]。証拠の役割:技術的定義、情報源の種類:印刷業界の教科書。裏付け:印刷複製における物理的限界。適用範囲に関する注記:主にオフセット印刷と液体インク印刷プロセスに適用される 。↩
"[PDF] 1. ドットゲインとは、インクが基材に吸収されるにつれてハーフトーンのドットサイズが増加する現象です…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf。[印刷物理学の権威ある資料では、段ボールなどの多孔質基材へのインクの広がりと吸収のメカニズムが説明されています]。証拠の役割:技術的定義。情報源の種類:印刷業界のマニュアル。裏付け:ドットゲインの物理的原因。範囲に関する注記:効果はインクの粘度と基材の多孔性によって異なります 。↩
「ドットゲイン補正カーブ – PrintFactory」、 https://support.printfactory.cloud/portal/en/kb/articles/dot-gain-correction-curve。[プリプレスの業界標準では、印刷工程中の物理的なドットゲインを相殺するために、補正カーブを使用してドットサイズを調整する方法が説明されています]。証拠の役割:技術プロセス検証。ソースの種類:プリプレス技術ガイド。サポート:ドットゲイン補正方法。範囲に関する注記:特定のカーブ値は印刷機によって異なります 。↩
「ドットゲイン | PrintPlanet.com」、 https://printplanet.com/threads/dot-gain.12998/ 。[プリプレス印刷に関する権威あるガイドでは、グラデーションの滑らかさを維持するために、カットバックカーブを使用してドットゲインを補正する方法を説明しているはずです]。証拠の役割:技術的検証。情報源の種類:印刷業界のマニュアル。サポート:グラデーションの劣化を防ぐためのカットバックカーブの使用。範囲に関する注記:有効性は印刷機とインクの種類によって異なります。↩
「フレキソ印刷におけるドットゲインへの対処法 – 紙袋製造機」、 https://www.mtdpack.com/how-to-tackle-dot-gain-in-flexo-printing-a-practical-guide-to-optimizing-print-quality/。[インク挙動に関する技術仕様書では、15%の収縮率が特定の基材におけるインク膨張を補償するための業界標準として認められているかどうかを検証する必要があります]。証拠の役割:定量的検証、情報源の種類:技術仕様書。裏付け:ドットゲイン補償の具体的な数値。範囲に関する注記:パーセンテージは基材の多孔性に依存します 。↩
「パッケージングプリプレスとは?完全概要 – Esko」、 https://www.esko.com/en/blog/the-complete-overview-of-packaging-prepress。[材料科学または印刷関連の学術誌では、基材の多孔性がインクの広がりにどのように影響するか、またバッチ不良を防ぐためにソフトウェアのカスタマイズが必要な理由を詳しく説明する必要があります]。エビデンスの役割:技術的正当性。情報源の種類:材料科学関連の学術誌。裏付け:多孔性に基づくプリプレス調整の必要性。適用範囲に関する注記:特に吸収性板紙材料に適用されます 。↩



