大手小売店の通路を歩いているとき、買い物客の注意を引く時間はたった3秒しかない。そして、平らで味気ない段ボール箱では、まずその目的は達成できない。.
エンボス加工とは、高圧と高温下で雄型と雌型の金属金型を用いて、板紙や段ボールなどの基材を成形する加工方法です。この機械的な製造技術により、セルロース繊維が外側に引き伸ばされ、永久的な立体感のある触感豊かな表面が形成されます。これは、世界中の高級小売パッケージの美観を高めることを目的としています。.
しかし、次の大規模なディスプレイ展開に立体的な質感を取り入れる前に、紙の繊維を伸ばすことが構造的な完全性に実際にどのような影響を与えるかを理解する必要があります。.
エンボス加工の工程とはどのようなものですか?
平らなシーツがどのようにして上質な触感体験へと変化するのかを理解することが、第一歩です。.
エンボス加工とはどのようなプロセスですか? エンボス加工とは、構造基材を互いに噛み合う特注の金属板で挟み込む機械的な加工です。この強い圧縮によって表面の形状が変化し、インクを使用せずに、平らな二次元(2D)の板紙を高コントラストの構造的な凹凸のある形状に変えます。.

デジタル画像上では美しく見えるが、現実世界でその圧力を加えると、即座に身体的な危険が生じる。.
エンボス加工とデボス加工の背後にある物理学
グラフィックデザイナーは、エンボス加工やデボス加工といった触覚効果を、平面の型抜きにおいて互換性のある美的選択肢として扱うことがよくあります。彼らは、浮き彫りのロゴや凹んだテクスチャを作成するのに、全く同じ製造メカニズムが用いられると考えています。このため、 厚い段ボール1が 重い小売荷重にさらされた際に、これら2つの異なるプロセスがどのように物理的に作用するかを完全に無視した、恣意的なデザイン決定が下されてしまいます。
ベテランデザイナーでさえ、この構造上の盲点を見落としがちなので、アートワーク ファイルを眺めながらどの効果を選ぶべきか迷っているのは分かります。簡単に言うと、エンボス加工は紙を外側に押し出し、デボス加工は紙を内側に押し込みます。最近、あるブランドチームが、頑丈な PDQ (製品ディスプレイ クォーター) トレイの縁に積極的な外向きのエンボス加工を要求しているのを見ました。生のテスト ライナーに親指を走らせてみると、引き伸ばされた繊維の微細な裂け目2 を物理的に感じることができ、ボードの厳格な 32ECT (エッジ クラッシュ テスト) 評価3 を完全に損なっていました。そこで、金型を反転させて内向きのデボス加工にし、外側のライナーの弾力性を使い果たすのではなく、内側の溝を物理的に密にして固いブロックにしました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 耐荷重パネルへのエンボス加工 | 内向きの型押しに切り替える | 元の構造強度を維持する4 |
| 効果を互換的に扱う | 基質限界に合わせた技術の適用 | 紙繊維の破れを防ぎます5 |
| フルートの圧縮を無視する | 凹み加工により溝を密にする6 | 重いトレイをしっかりと固定します |
私は触感仕上げを承認する前に、必ず必要なペイロードを評価します。溝を下方に圧縮することで、動的な耐荷重性を維持しながら、厳しい小売店の照明下でも高級感のある陰影効果を実現できます。.
🛠️ ハーベイのデスク: 3Dロゴが構造フルートを破損させてしまうかご不安ですか?👉 ダイラインをレビューさせてください↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
エンボス加工はどのような目的で使用されますか?
ブランドはこの手法を利用して他社との差別化を図ろうとするが、見た目の向上はしばしば危険なサプライチェーン上の問題点を隠蔽する。.
エンボス加工は何のために使われるのですか?エンボス加工は、ブランドイメージの向上、視覚的なインパクトの創出、そして小売パッケージにおける消費者の触覚的なエンゲージメントを高めるために用いられます。ロゴや主要なマーケティングメッセージに立体感を加えることで、競争の激しいグローバル市場環境において衝動買いを促進します。.

マーケティング効果を高めるために活用するのは理にかなっているが、その高級感のある仕上がりを実現するための資金をどのように調達するかが、ディスプレイが輸送中に破損しないかどうかを左右する。.
危険な化粧品予算の入れ替え
調達チームは、深みのある箔押し加工のような高価な化粧仕上げを、経営陣の要求を満たすための譲れないマーケティング上の必須事項として扱うことが多い。単価を上げずにこうした高額な特殊加工コストを相殺するため、彼らは密かに 段ボールの原材料等級を7 わずかな金額を節約する。見た目が魅力的な箱であれば、より安価で薄い芯材でも問題なく機能すると考えているのだ。
これは、厳しい予算のバランスを取ろうとする経験豊富な調達チームでさえ陥るよくある落とし穴です。美しいロゴのためにコアファイバー密度を削ると、構造全体の基盤が弱くなります。湿度の高いテキサスの倉庫で、新しく刻印されたクラブストアのビンが標準的なパレットのトップロードで壊滅的にたわんでいるというクライアントから緊急の電話を受けました。彼らは、見た目の金型代を捻出するためだけに、頑丈な32ECTボードから薄い26ECTグレード8にダウングレードしていました。私はすぐに交換を元に戻し、バージンコアの強度を回復し、高価な触感フィルムを高固形分光沢水性コーティングに交換して、ボックスの圧縮特性を犠牲にすることなくプレミアムな外観9を実現しました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 美容目的でECTのグレードを下げる | 最低32ECTを維持する | 二段積み輸送にも耐える |
| コアファイバー密度を犠牲にする | 代わりに表面コーティングを最適化する | 倉庫の歪みを解消します |
| 予算の入れ替えを隠す | 透明材料工学 | 小売業者からの大規模なチャージバックを防止します |
見た目を良くするためだけに構造用ボードのグレードを下げることは断じて許しません。小売店の荷受け場でマスターカートンが潰れて届いたら、棚でいかに見栄えの良い商品に見えても全く意味がありません。.
🛠️ ハーベイのデスク: 見た目の美しさのために、ボードの重要な強度を犠牲にしていませんか? 👉 材料監査を依頼する ↗ — 安全にダウンロードしてください。後でご質問があれば、いつでもご連絡ください。
一般的なホットエンボス加工工程における4つの主要なステップは何ですか?
大規模な小売キャンペーンを完璧に実行するには、機械的な手順を習得することが極めて重要です。.
一般的なホットエンボス加工の主な工程は4つあります。それは、カスタムベクターアートワークの設計、オス型とメス型の金属金型の製造、特殊なスタンピング機械による制御された熱と圧力の印加、そして基材の冷却です。冷却によって、立体的なセルロース繊維構造が永久的に固定され、小売包装に最適な仕上がりとなります。.

手順はマニュアル上では簡単そうに見えるが、複数の生産工程にわたって物理的な治工具を管理する段階で問題が生じる。.
工具劣化の隠れたリスク
ブランドマネージャーは、一度構造金型費用を支払えば、何年にもわたる再注文にも完璧にプレス工程を実行できる、永久的で壊れない金属製の金型が手に入ると考えることが多い。彼らは、金属製の刃とプレスプレートを未加工の合板ベースに埋め込んだ標準的な金型の物質的な現実を無視している<sup> 10 </sup>。そして、これらの全く同じツールが、劣化することなく、複数の季節キャンペーンで同じ結果を生み出すことを期待している。
金属製の金型を車のタイヤに例えて考えてみてください。一見すると問題なさそうに見えても、微細な摩耗によってすべてが変わってしまいます。温度管理されていない工場環境で数ヶ月間保管されると、金属板11を支える多孔質の木製ベースが周囲の湿気を吸収し、物理的に変形します。最近の冬の再注文の際に、以前はシャープだったロゴの縁がギザギザになり、位置ずれした鋼板が厚紙に当たる独特の粗い研磨音が聞こえることに気づきました。古い木材が膨張し、位置合わせが完全に狂ってしまったのです。そこで、直ちに新しい金型製作手順を導入し、そのロット用にレーザーで新しい金型ベース12を焼き付け、極めて高い精度と摩擦のない製造を実現しました。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 古い木製のダイス台を再利用する | 新規金型製作を義務付ける | 鮮明なロゴ位置合わせを保証します |
| 倉庫内の湿度を無視する | 温度・湿度管理された金型保管庫 | ギザギザで醜い縁を防ぎます |
| 工具の寿命が永久的であると仮定した場合 | バッチ処理の前に監査ツールを使用する | 大量の印刷不良を解消します |
古くなって湿気で劣化した木製ボードが、大規模な小売展開の品質を左右するような事態は断じて許せない。新しい金型を作るコストは、何千個もの不良カートンを廃棄するコストに比べれば、ほんのわずかだ。.
🛠️ ハーベイのデスク: 古い金型が密かにブランドイメージを損なっているのではないかと心配ですか? 👉 新しい金型の見積もりを入手 ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけを提供します。
エンボス加工とはどういう意味ですか?
この技術の真の意味を理解するには、視覚的な魅力にとらわれず、機械的なストレスに焦点を当てる必要がある。.
エンボス加工とはどういう意味ですか?エンボス加工とは、材料の内部繊維を伸ばすために強い機械的力を加えることで、材料の構造的な形状を物理的に変化させる加工方法です。単に平らな面にインクを塗布するのではなく、この技術は永続的な触覚的な凹凸を作り出し、対象となる基材の機械的特性と圧縮限界を根本的に変化させます。.
しかし、工場の現場で自動折り畳み機がフルスピードで稼働し始めると、理論を知っているだけでは十分ではない。.
エンボス加工時の張力による破裂の危険性
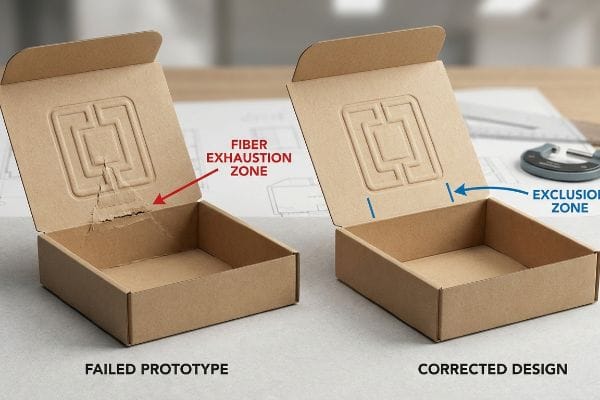
デザイナーは、高級パッケージに立体的な質感を与える際に、その工程が平らな箔押しや標準的な印刷と全く同じように機能すると想定し、しばしばそのように指定する。そして、こうした深い凹凸を、荷重のかかる折り目線上またはその近傍に直接、あるいは隣接して配置する。しかし、これは構造上の重大な盲点を生み出す。なぜなら、隆起したアートワークを取り囲む紙繊維13の弾性が大幅に低下することを考慮していないからである。
私の工場では、美しくデザインされた平面のアートファイルが折り畳みラインに届いた瞬間に、完全に問題となるのを日常的に目にしています。これは単なる理論ではなく、深い刻印が主要な折り目に危険なほど近い位置に配置されたときに、テストフロアで実際に起こるのを目撃しています。この プロセスでは、隆起したテクスチャを作成するために、原紙の繊維14 。Mullen Testerで抵抗を測定すると、二重応力ゾーンによって構造的に疲弊した繊維が大きな引き裂き音とともに破断し、 箱の動的強度が推定40%低下します15。マイクロメーターの測定値を取り出して、より厚いボードは必要ないことを証明しました。必要なのは、テクスチャを折り目から0.75インチ(19 mm)離れた位置に数学的にずらし、特殊なポリマーマトリックスチャネルを使用して張力を動的に制御することだけで、クライアントの莫大な手作業による再加工費用を削減できます。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 主要な折り目部分にエンボス加工を施す | 厳格な立ち入り禁止区域を設ける | 段ボール箱が破れるのを防ぎます |
| 繊維の枯渇を無視する | ポリマーマトリックスチャネルを使用する | 積み重ね強度をそのまま維持します |
| 3D効果をインクのように扱う | シフトテクスチャ 0.75インチ (19 mm) | 高額な生産ラインの詰まりを防ぎます |
CAD(コンピュータ支援設計)の設計段階で、重要な折り畳み部分付近の深いテクスチャを数学的に排除します。これらの角を保護することで、マスターカートンが重い パレット 荷重に耐えられる状態を維持できます。
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
より安価な業者を選ぶこともできますが、その過度なエンボス加工によって主要な折り目の紙繊維が破れ、輸送中に角が崩れるという致命的な事態が発生すると、組立ラインの速度が推定40%低下し、キャンペーンのROIが損なわれます。これは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書そのものです。繊維張力の限界を推測するのはやめて、大量生産が始まる前に致命的な構造エラーを検出するために、私の 無料ダイライン監査↗ 。
「エンボス加工 vs. デボス加工:最適な仕上げを選ぼう!」、 https://www.customboxmakers.com/embossing-vs-debossing/?srsltid=AfmBOoo6poBXO3nBvsw-QeFJoHFx7E7eX-0HWfX_43eMBChquSvhi4n5 。[包装基材に関する工学文献では、エンボス加工とデボス加工が、段ボール材料の構造的完全性と耐荷重能力にどのように異なる影響を与えるかが説明されています]。証拠の役割:技術的検証。情報源の種類:包装工学の教科書。裏付け:触覚プロセスによる構造的影響。範囲に関する注記:段ボールの挙動に焦点を当てています 。↩
「エンボス加工圧力による機械的特性および柔軟性への影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/。[セルロース繊維に関する材料科学文献では、エンボス加工中に繊維が極端な機械的伸張を受けた際の弾性限界と破断点について説明されている]。証拠の役割:事実検証;情報源の種類:材料科学ジャーナル。裏付け:繊維破壊の物理的メカニズム。適用範囲に関する注記:高圧縮構造基材に特有 。↩
「全視野ひずみで強化された新しいエッジクラッシュテスト構成…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/。[包装工学規格では、変形によってライナーとフルートの構造的完全性を変化させると、ECTで測定される垂直荷重支持能力が低下することが説明されています]。証拠の役割:技術的検証。情報源の種類:包装業界ハンドブック。裏付け:表面変形と構造評価の関係。適用範囲に関する注記:段ボールに適用されます 。↩
「エンボス加工とデボス加工:違いとどちらが良いか?」、 https://www.wecustomboxes.com/blog/embossing-vs-debossing/。[材料科学の資料では、デボス加工がエンボス加工に伴う繊維の伸張を回避し、基材の構造的完全性を維持する仕組みが説明されています]。証拠の役割:技術的検証。情報源の種類:材料科学マニュアル。根拠:エンボス加工よりもデボス加工の方が構造的に優れている。適用範囲に関する注記:特に耐荷重パネル向け 。↩
「エンボス加工またはデボス加工時に注意すべき点 – IPL Packaging」、 https://www.iplpackaging.com/things-to-watch-out-for-when-embossing-or-debossing/。[紙の物理学に関する資料には、さまざまな紙基材の伸長限界と、エンボス加工中にこれらの限界を超えると繊維が破断する仕組みが詳しく記載されています]。証拠の役割:因果関係の説明。情報源の種類:製紙ガイド。裏付け:基材の限界に合わせて技術を適合させる必要性。範囲に関する注記:繊維応力閾値に焦点を当てています 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[包装工学ハンドブックでは、デボス加工によって段ボールのフルートを圧縮することで、材料の密度と垂直荷重容量が増加する方法が説明されています]。証拠の役割:技術仕様書。情報源の種類:包装工学ハンドブック。裏付け:重量トレイのフルート密度を高めるためのデボス加工の使用。適用範囲に関する注記:段ボール基材に適用可能 。↩
「革新的なデザインによる段ボール包装…」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[包装工学またはサプライチェーン管理に関する権威ある情報源は、高級な化粧仕上げのコストを相殺するために材料グレードを犠牲にする慣行を文書化しているだろう]。証拠の役割:事実の検証。情報源の種類:業界のホワイトペーパーまたは調達ケーススタディ。裏付け:単位価格を維持するために原材料の等級が引き下げられているという主張。適用範囲に関する注記:特に段ボール包装に適用される 。↩
「輸送箱の強度を理解する – EcoEnclose」、 https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooCQJAtoedbAL0zcnSrROH5uaHTk1I9aryy2ODY2bBaarTg37IE 。[エッジクラッシュテスト(ECT)の業界標準は、32ECTと26ECTの段ボールグレード間の耐荷重能力の差に関する定量的データを提供します]。証拠の役割:技術仕様。情報源の種類:包装業界標準。裏付け:ECTグレードが低いほど構造的完全性が低下するという相関関係。適用範囲に関する注記:標準的な段ボールに適用されます 。↩
「パッケージ印刷における水性コーティング(AQ) – PopDisplay」、 https://popdisplay.me/aqueous-coating-aq-in-packaging-printing。[水性コーティングに関する材料科学文献では、高固形分配合が板紙の圧縮強度に影響を与えることなく、美的光沢を提供する仕組みが説明されています]。証拠の役割:技術比較。情報源の種類:材料科学文献。裏付け:触覚フィルムの構造的代替としての水性コーティングの有効性。範囲に関する注記:詳細はコーティングの厚さによって異なる場合があります 。↩
「用語集 – Interstate Specialty Products」、 https://www.interstatesp.com/die-cutting-glossary-terms/。[工業用ダイカットおよびエンボス加工用工具に関する技術文書は、標準金型構造に使用される材料、特に合板への金属部品の取り付けについて検証する。] 証拠の役割:技術仕様書、情報源の種類:工業マニュアル。裏付け:標準エンボス加工用金型の材料構成。適用範囲に関する注記:高精度な航空宇宙用または医療用エンボス加工ではなく、標準的な小売包装用工具に特化して適用される 。↩
「木材の反りを克服するためのガイド – Meridian Products」、 https://www.meridianproduct.com/blog/guide-to-mastering-wood-warpage/。[印刷およびエンボス加工用工具に関する技術ガイドでは、木材の吸湿性と湿度の高い環境で反りやすい性質について説明しています]。証拠の役割:事実の検証。情報源の種類:技術マニュアル。裏付け:工具の劣化原因。適用範囲に関する注記:木材ベースの基材に特化 。↩
「エンボス加工用金型 – セントポール彫刻」、 https://www.stpaulengraving.com/engraving/embossing-dies/。[精密金型の製造仕様では、レーザー彫刻を高い寸法精度と位置合わせを実現する方法として説明しています]。証拠の役割:プロセス検証。情報源の種類:業界ホワイトペーパー。サポート:工具修復技術。適用範囲に関する注記:現代のレーザーカットベースに関するものです 。↩
"[PDF] 紙シートのエンボス加工の有限要素モデリング", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1993.2.1073.pdf。[機械的応力下でのセルロース繊維の変形に関する技術分析は、エンボス加工中の伸縮が材料の弾性を永久的に低下させる仕組みを示すだろう]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナルまたは包装工学マニュアル。裏付け:エンボス加工が基材の構造的柔軟性を損なうという主張。適用範囲に関する注記:特に紙ベースの基材に関する 。↩
「段ボールのエンボス加工結果に対する超音波の影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/。[製紙に関する材料科学の文献では、機械的なエンボス加工によってセルロース繊維が変位・薄化され、凹凸が形成される仕組みが説明されている。] 証拠の役割:技術的メカニズム、情報源の種類:材料科学ジャーナル。根拠:エンボス加工された領域における構造的弱点の物理的原因。適用範囲に関する注記:特にセルロース系基材に適用される 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[包装工学規格では、折り目付近のエンボス加工によって構造的完全性が損なわれた場合の破裂試験または圧縮試験における強度損失率に関するデータを提供しています]。証拠の役割:性能指標、情報源の種類:工学ハンドブック。サポート:破裂危険性の定量化。範囲に関する注記:割合は板紙のグレードとエンボス加工の深さによって異なる場合があります 。↩



