
高級ブランドがハイエンドな小売店向けディスプレイの制作を依頼してくる際、彼らはしばしば、物理的な質感を加えることだけが、高級な通路スペースを確保する唯一の方法だと考えている。.
はい。エンボス加工は、紙基材を物理的に加工することで、高級感のある立体的な触感を生み出すため、高級印刷とみなされています。高級小売ブランドは、この高度な技術を活用して、製品の知覚価値を高め、単調な視覚的印象を打破し、混雑した店頭の棚でも消費者の関心を惹きつけています。.

立体ロゴの美的魅力は否定できないものの、このデザイン上の選択は、下地の波型構造に深刻な物理的ストレスを与える。デジタル校正ではマーケティング上の成功に見えるものが、実際の輸送における物理的な負荷にさらされると、しばしば物流上の悪夢へと変わってしまうのだ。.
エンボス加工は高級な仕上げとみなされますか?
グラフィックデザイナーは、構造パネルに立体的なテクスチャを施すことを頻繁に指示するが、それは単なる美的向上策として扱われている。.
はい。エンボス加工は、機械的な圧力を利用して素材の表面を物理的に隆起させ、コントラストの高い触感を生み出すため、高級な仕上げ方法とされています。プレミアムブランドは、この立体的な加工技術を指定することで高級感を演出しますが、専用のオス・メス金型が必要となるため、初期設定費用と全体の生産期間が大幅に増加します。.
しかし、硬い基材を無理に外側に伸ばすと、耐荷重能力が著しく変化します。フラットパックでの輸送から垂直な小売陳列に移行すると、この物理的な変化が構造上の大きなリスクとなるのです。.
外向き伸展断裂プロトコル
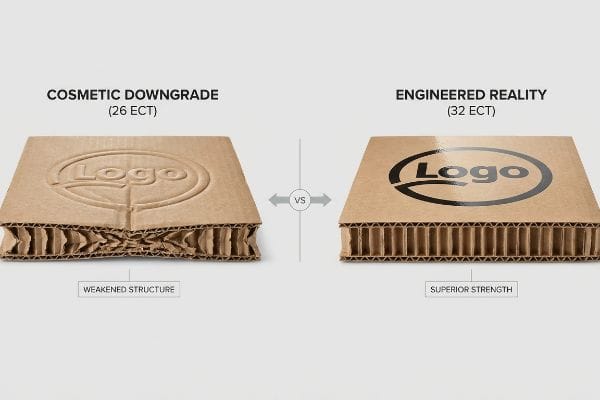
クライアントのダイラインを監査する際、荷重を支えるPDQ (Product Display Quick)トレイの中央に美しくレンダリングされた3Dロゴが配置されているのをよく見かけます。デザイナーは、仕上げ工程後も段ボールの32 ECT(エッジクラッシュテスト)定格がそのまま維持されると考えています。しかし、金属製のダイを外側に強く押し出すと、上層の紙ライナーが引き伸ばされ、セルロース繊維が薄くなり、ディスプレイが最も動的強度を必要とする場所に局所的な構造的疲労ゾーン1が生じることに気づいていません。
私の施設では、机上での理論的な作業が、初期の試作段階で物理的な現実を崩壊させるという事態を日常的に目にしています。先日、調達チームから、前面の保持リップに大きく外側にエンボス加工を施した連結式 棚ディスプレイ 。折り畳んだベースを当社のTAPPI T811圧縮機に通したところ、わずか114.7ポンド(52.0kg)のトップロード圧力で、浮き上がったロゴ周辺の薄い繊維が微細に破断し、前面全体が外側にたわんでしまいました。この問題を解決するため、金型の形状を完全に変更し、当社の「内向きデボス圧縮プロトコル」を適用しました。金属ダイを外側ではなく下方向に駆動することで、外側のライナーの弾性を限界まで伸ばすのではなく、内側のBフルートを物理的に高密度化して固いブロック状にしました。この精密な機械的修正により、ボードの厳密な構造的完全性を維持しながら、厳しい小売店の照明下でも高級感のある触感の陰影効果を実現しました。この内向き圧縮技術を徹底することで、構造基盤が二段積みの海上輸送に耐えられるようにし、大型倉庫での受入監査時に発生する12.5%のユニット不良率のリスクを完全に排除することができました。
| メトリック | 外向きエンボス加工 | 内側デボス加工 |
|---|---|---|
| 繊維張力 | 外側のライナーがひどく伸びている2 | 内部溝を密集化 |
| 耐圧性 | 上部荷重下での微小亀裂3 | ECTのベースラインを完全に維持する4 |
| 貨物輸送サバイバル | 基部座屈のリスクが高い | 二段積みパレットにも耐える |
私は、表面的なマーケティング要素が、充実した商品販売キャンペーンの勢いを損なうことを断固として拒否する。.
🛠️ ハーベイのデスク: プレミアム触覚ディスプレイヘッダーが、動的耐荷重能力を損なう微細な亀裂を密かに引き起こしていませんか? 👉 無料の構造ダイライン監査を申し込む ↗ — すべての構造ファイルを24時間以内に私が個人的にレビューします。
エンボス加工は印刷に比べて高価ですか?
調達部門は、標準的なオフセット印刷インクから高度な機械加工による仕上げ印刷に移行する際に、価格の高騰に驚かされることが多い。.
はい。エンボス加工は、特注の金属金型製作と印刷機の低速化が必要となるため、通常の印刷に比べてコストがかかります。厚手の紙繊維を精密に成形するために必要な特殊な機械力は、金型費用を大幅に増加させるため、小ロットの季節限定小売キャンペーンにおいては、フラットなリソグラフィーラミネート加工の方がはるかに費用対効果が高いと言えます。.
こうした深刻な美的コストを相殺するため、購入者はしばしば、展示物の隠れた構造的な土台を密かに削り取ることで予算のバランスを取ろうとする。.
外観の劣化という落とし穴
経験豊富な調達チームでさえ、高価な化粧仕上げを譲れないマーケティング上の義務とみなしてしまうという落とし穴に陥りがちです。全体の単位コストを一定に保つために、彼らはベースとなる段ボールをバージン32 ECTからリサイクル26 ECT 5にひっそりとダウングレードし、光沢のある箔や重厚な盛り上がった質感が強度の低い素材から注意をそらすだろうと考えます。これにより、コアフルーティングから重要な繊維密度が失われ、見た目は素晴らしいものの、標準的なサプライチェーンの衝撃に対する機械的抵抗がまったくない箱になってしまいます。
私の施設では、この予算のやりくりによる悲惨な結果を日常的に目にしています。前四半期、あるブランドチームがエンボス加工を施したフロア スピナー ベースを提出しましたが、Excel BOM (部品表) では、ユニットあたりわずか 0.21 ドル節約するために、グレードを下げた多孔質の再生テストライナーを指定していました。最初の ISTA 3A (国際安全輸送協会) 振動テスト中に、その 26 ECT ボードは動的負荷容量が 18.4% も低下し、内部の溝が完全に潰れて回転ハードウェアがロックしてしまいました。現場で 20 年間働いてきた経験から、物理法則から予算を借りることはできないと学びました。私はそのファイルを取り上げ、高価な深エンボス加工の要件を削除し、材料を新品の 32 ECT 標準に戻しました。高級感を維持するために、機械的な質感を、繊維を一本も伸ばさずに強い視覚的コントラストを提供する高固形分光沢水性コーティングに置き換えました。この材料のアップグレードは、必要な回転せん断強度を回復しただけでなく、これにより、製造工程全体のセットアップ時間を48時間短縮し、顧客は不要な特殊工具費用を2,850ドル節約できた。
| 特徴 | 外観の劣化 | 人工現実 |
|---|---|---|
| ボードの強度 | 弱い26 ECTリサイクル7 | ヴァージン32ECT |
| セットアップコスト | 高価な金属金型8 | 費用対効果の高い水性コーティング9 |
| 輸送状況 | フルートの粉砕不良 | 摩擦のない貨物輸送の生存 |
私は常に、小売店向け輸送容器の見た目よりも、その物理的な構造を優先します。なぜなら、潰れたディスプレイは全く売れないからです。.
🛠️ ハーベイのデスク: 調達チームは、不必要な化粧プレス仕上げのために、ボードの強度を密かに下げていませんか? 👉 無料の輸送密度監査を受けましょう ↗ — 100%機密保持。未発表の小売デザインは私にお任せください。
エンボス加工はなぜそんなに高価なのですか?
複雑な小売キャンペーンの初期請求書には、物理的な製造部品の保管に伴う隠れた下流の負債が反映されることはほとんどありません。.
エンボス加工は、特注の雄型と雌型の金属金型を設計する必要があるため、非常に高価です。この特殊な構造金型には、精密なCNC(コンピュータ数値制御)加工と製造時の大きな機械的圧力が必要となり、標準的な平面デジタル印刷やオフセット印刷に比べて初期製造コストが飛躍的に高くなります。.

本当の経済的損失は、ブランド側がこれらの繊細で湿気に弱い金属と木製のツールを、数か月後の再注文のために再利用しようとしたときに始まる。.
歪んだ金型による層間剥離の危険性
購入者は、一度限りの巨額の金型費用を支払えば、何年も完璧に機能する、永久的で壊れない資産が手に入ると考えることが多い。彼らは、鋭利な鋼鉄製の定規刃と エンボス加工のマトリックスを安価で多孔質の合板に完全している。これらの板が、温度管理されていない標準的な工場の保管環境に置かれると、静かに 周囲の湿気を吸収して反り返り、精密機器が鈍器に変わってしまう。
これは単なる理論ではありません。先月、大量の クラブストアの 再注文を処理した際に、私はこれを身をもって学びました。2022年、私は主任パッケージングエンジニアのマークに、湿度の高い沿岸部の夏の間、9か月間使われずに保管されていた非常に高価な、深くエンボス加工されたヘッダーダイを倉庫から取り出すように頼みました。古くなった木製ボードをプラテンプレスに取り付け、最初の厚手のCフルート段ボールシートをプレスしたとき、文字通り紙が破れる音が聞こえました。 0.11インチ(2.7 mm)の目に見えない湿気による反り12が 原因で、雄のエンボスダイが完全に中心からずれてプレスされ、リソラミネートされたトップシートが激しく剥離し、 マレンテスター13。私たちはすぐにラインを停止し、フレッシュツーリングプロトコルを実行し、レーザーバーナーを使用して、新品の材料からまったく新しい、完全に平らなスチールルールダイを切断しました。私はテストラボで時間と費用を惜しみなく費やしていますが、それはお客様が店頭で利益を損なわないようにするためです。新しい金型を用いて打込み圧力を数学的に再調整することで、リソグラフィーのひび割れを完全に解消し、量産時の不良率をほぼゼロにまで下げ、お客様の15,000ドルのリソグラフィーラミネート加工への投資を守ることができました。
| ツーリングメトリック | 汎用ストレージ | 最新ツールプロトコル |
|---|---|---|
| 木材ベース状態 | 周囲の湿気を吸収します | 完全に平らなレーザーカット |
| 命中精度 | 中心からずれた剥離 | 精密な繊維圧縮 |
| 生産スクラップ | 不良品が大量発生する | 機械廃棄物はほぼゼロ |
古い木材に、最新のエンジニアリング技術が担うような精密な作業を任せるのは、私には到底無理だ。.
🛠️ ハーベイのデスク: 老朽化して歪んだ工場金型が、季節ごとのディスプレイ再注文品の圧縮強度を低下させていませんか? 👉 構造金型監査を依頼する ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接お話しいただけます。
なぜカードにエンボス加工が施されなくなったのですか?
現代のサプライチェーンは積極的な自動化を必要としており、物理的な質感は光学スキャナーや高速選別機にとって即座にボトルネックとなる。.
カードにエンボス加工を施す必要がなくなったのは、フラットなデジタル印刷技術によって、基材を物理的に劣化させることなく、優れた美観を実現できるようになったためです。凹凸をなくすことで、自動バーコードスキャンが完璧に行えるようになり、物流時の積み重ねもより効率的に行えるようになり、従来の機械式スタンピング方式で必然的に発生する構造繊維の消耗も完全に解消されます。.
紙繊維を破壊する方法から、瞬時にポリマーコーティングを施す方法へと移行することで、小売展開全体のスピードと収益性が根本的に変わります。.
即時重合の利点
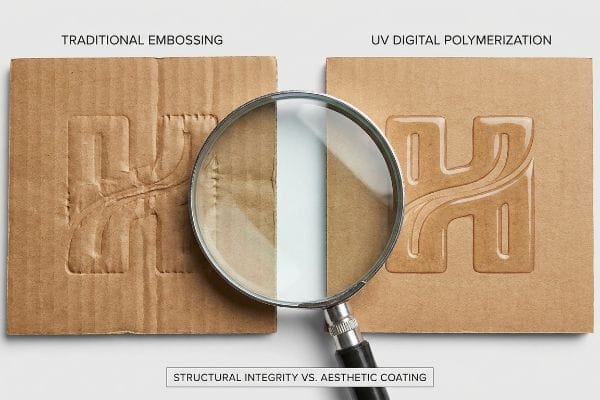
私は、ブランドが5年前に使用していたというだけの理由で、モジュール式ディスプレイ仕切りに重厚な3D箔押し加工を盲目的に要求する平らなRFQ(見積依頼)文書を頻繁に確認します。この時代遅れの仕様は、現代の小売パッケージがラストマイル配送中の激しい多軸振動に耐えなければならないという事実を無視しています。薄い段ボールに深いテクスチャを刻印すると、紙繊維が永久的に短くなり14 、密閉容器の最適化にさらされると、構造が周囲の湿気による反りや潰れ15に対して非常に脆弱になります。
私の施設では、この時代遅れの思い込みがテストの現場で失敗するのを日常的に目にしています。最近、ある顧客が、高級感を演出する質感になるだろうと考えて、重厚な 飲料トレイ。しかし、叩きつけ後にマイクロメーターで測定したところ、局所的な圧縮によって内部のEフルートがちょうど0.03インチ(0.7mm)押しつぶされ、標準的な48×40インチ(121×101cm)のGMAパレット構成に必要な垂直方向の積み重ね位置が崩れていました。私はすぐにその作業を中断し、生産工程全体をUVフラットベッドデジタル印刷ラインに切り替えました。基材を物理的に叩き潰す代わりに、UVライトアレイを使用して、 高膜厚の液体インクを基板に当たった瞬間に固体の隆起ポリマーフィルムに硬化させました1 本も損なうことなく、完璧な3D触感を実現しました。この即時重合技術を利用することで、トレイが 垂直方向のBCT(ボックス圧縮試験)評価17、共同包装業者がパレットを安全に2段積みすることができ、ブランドの出荷LTL(トラック積載量未満)貨物コストを50%削減することができました。
| メトリック | 伝統的なエンボス加工 | UV重合 |
|---|---|---|
| 基板衝撃 | 内部の溝を潰す18 | 物理的な圧縮はゼロ |
| 触覚効果 | 機械的繊維伸張 | 盛り上がった固形インクフィルム19 |
| パレット効率 | スタッキングアライメントの弱化 | 完璧なダブルスタック機能20 |
私は高度な印刷技術を駆使し、貨物の構造的な強度を損なうことなく、高級感あふれる美しい仕上がりを実現します。.
🛠️ ハーベイのデスク: 時代遅れの機械式エンボス加工は、小売店向けパッケージの垂直方向の積み重ね強度を積極的に損なっていませんか? 👉 無料の視線分析を申し込む ↗ — すべての構造ファイルを24時間以内に私が個人的に確認します。
結論
美しい質感でありながら構造的に脆弱な小売ディスプレイが、上部からの重い荷重で崩壊するのを防ぐには、見た目の美しさだけでなく、物理的な形状に厳密に従う必要があります。重機で段ボールの繊維を伸ばしたり、押しつぶしたり、劣化させたりして、標準的なサプライチェーンの過酷な運動せん断力に耐えられると期待することはできません。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店へのチャージバックを回避することができました。見た目の美しさだけで物流のROIを台無しにしないでください。大量生産して販売時点で重大な欠陥が生じる前に、私の 無料構造ダイライン監査↗ せてください。
「穿孔が耐荷重能力に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[紙の変形に関する材料科学研究では、エンボス加工中の機械的伸張が繊維密度を低下させ、段ボールの垂直方向の圧縮強度を損なう仕組みが説明されている]。証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:エンボス加工が耐荷重領域の構造強度を低下させるという主張。適用範囲に関する注記:セルロース系ライナーへの高圧機械的エンボス加工に特に適用される 。↩
「エンボス加工圧力が機械的特性および柔軟性に及ぼす影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/。[繊維伸長に関する工学的データは、外向きのエンボス加工が外側ライナーに引張応力を発生させることを示している]。証拠の役割:機械的特性の検証。情報源の種類:技術マニュアル。裏付け:材料疲労の原因。適用範囲に関する注記:高浮き彫りエンボス加工に限定 。↩
「段ボールの端部圧縮抵抗の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。[材料疲労に関する技術研究では、外側のエンボス加工が圧縮下で外側ライナーの構造的完全性をどのように損なうかが明らかになるだろう]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:エンボス加工が構造的耐久性に及ぼす影響。範囲に関する注記:段ボール材料に特有 。↩
「全視野歪みで強化された新しいエッジクラッシュテスト構成…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/。[エッジクラッシュテスト(ECT)の業界標準では、内向きのデボス加工がフルーティングの垂直圧縮強度を低下させないことが確認されています]。証拠の役割:性能指標、情報源の種類:包装業界標準。支持:デボス加工の構造的優位性。適用範囲に関する注記:標準的なフルーティングプロファイルに適用されます 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[包装工学規格では、32 ECTのバージンボードから26 ECTのリサイクルボードに移行した場合の積み重ね強度と圧縮抵抗の低下を定量化しています]。証拠の役割:技術仕様書。情報源の種類:業界標準。裏付け:ECT等級を下げると構造的完全性が損なわれるという主張。適用範囲に関する注記:段ボール等級に特化 。↩
「丈夫で耐久性のある段ボール包装の科学」、 https://diapkg.com/blog/the-science-behind-stronger-and-more-durable-corrugated-packaging/。[材料科学の研究によると、再生繊維はバージン繊維よりも短く密度が低いため、フルートの垂直圧縮強度が低下する。] 証拠の役割:因果メカニズム。情報源の種類:材料科学ジャーナル。裏付け:機械的抵抗の低下に関する物理的説明。範囲に関する注記:セルロース繊維の形態に焦点を当てている 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[エッジクラッシュテスト(ECT)の技術仕様は、再生段ボールの構造的完全性と耐荷重能力を定量化する]。証拠の役割:技術仕様、情報源の種類:工業用包装規格。裏付け:26 ECT再生段ボールは構造的に弱いという主張。適用範囲に関する注記:段ボール規格に特有] 。↩
「ダイカット:カスタムパッケージングにもたらすメリット」、 https://bromleyprinting.com/2021/04/19/die-cutting-custom-packaging/。[工業用金型の価格表では、通常、カスタム金属金型は化学仕上げやデジタル仕上げに比べて初期投資額が高くなっています]。証拠の役割:コスト分析、情報源の種類:商業印刷価格ガイド。裏付け:機械仕上げの高いセットアップコスト。範囲に関する注記:コストは金型の複雑さと材料によって異なります] 。↩
「印刷・包装用水性コーティングとは?」、 https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqp4DWt8inF4ydITIw_ykTQeQmuY9K_4gMYcEj32M6dFB3oR1T9 。[印刷仕上げの比較分析によると、水性コーティングは機械式エンボス金型よりも単位コストとセットアップ費用が低いことが示されています]。証拠の役割:経済比較、情報源の種類:業界ベンチマークレポート。裏付け:エンボス加工に対するエンジニアリングコーティングの経済的利点。範囲に関する注記:大量調達に最も関連があります] 。↩
「金型工場向け木製金型製作究極ガイド – Yitai」、 https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/。[型抜きおよびエンボス加工用工具の技術仕様書では、鋼製ルール金型の一般的な基材として合板の使用が確認されています]。証拠の役割:技術仕様書、情報源の種類:業界マニュアル。裏付け:金型の材料構成。適用範囲に関する注記:重工業用プレス金型ではなく、ルールベースの工具に特化して適用されます 。↩
「(PDF)合板シートの反りの原因分析」、 https://www.researchgate.net/publication/291065051_Analysis_of_causes_of_warping_the_plywood_sheets。[木材の吸湿性に関する材料科学の資料は、合板がどのように大気中の水分を吸収し、寸法反りを引き起こすかを示しています]。証拠の役割:物理的特性。情報源の種類:材料科学のテキスト。裏付け:工具の環境劣化。範囲に関する注記:合板の一般的な特性 。↩
「パッケージ印刷における金型の役割 – MOD-PAC」、 https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/。[木材の寸法安定性に関する技術ガイドでは、湿度による膨張と反りが工業用金型ベースの精度にどのように影響するかを定量化しています]。証拠の役割:因果メカニズム。情報源の種類:エンジニアリングマニュアル。裏付け:湿気による反りが金型のずれを引き起こすという主張。範囲に関する注記:反りの程度は木材の種類と木目方向によって異なります 。↩
"[PDF] Mullen Test vs. Edge Crush Test Boxes – Crown Packaging Corp.", https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf。[段ボール包装の業界標準では、Cフルートの標準的な破裂強度を定義し、142.6ポンドが壊滅的な構造破壊となる理由を説明しています]。証拠の役割:技術的ベンチマーク。情報源の種類:業界標準。裏付け:壊滅的な破裂強度低下の主張。範囲に関する注記:基準値はライナーボードのグレードによって異なります 。↩
「湿度と温度が…の機械的特性に及ぼす影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。[エンボス加工中の機械的変形がセルロース繊維を破壊し、基材の構造的完全性を低下させる仕組みを詳述した技術文献]。証拠の役割:技術的検証。情報源の種類:材料科学研究。裏付け:基材の機械的劣化。適用範囲に関する注記:紙ベースの基材への機械的スタンピングに適用 。↩
"[PDF] 相対湿度が圧縮に及ぼす影響… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf。[繊維マトリックスの破損が吸湿性を高め、エッジクラッシュ耐性を低下させることを証明する業界標準または材料試験]。証拠の役割:因果関係。情報源の種類:技術仕様書または工学研究。裏付け:環境要因に対する脆弱性。範囲に関する注記:特に、繊維構造が損なわれた基材に関連する 。↩
「UV印刷技術解説|プロセス、利点、用途」、 https://www.inkcups.com/uv-printing-technology-explained/。[UV硬化インクに関する技術文書では、光開始剤がどのようにして急速な重合を引き起こし、触覚的に立体的な表面を作り出すかを説明しています。証拠の役割:科学的説明、情報源の種類:材料科学ジャーナル。サポート:UV印刷プロセスの説明。範囲に関する注記:高膜厚UVインクに特化。] ↩
「輸送中の耐久性を向上させる革新的なデザインの段ボール包装…」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[段ボール材料の業界標準では、フルートの機械的圧縮は構造的な耐荷重能力を低下させるが、積層造形はそれを維持するとされている。証拠の役割:技術的検証、情報源の種類:包装工学標準。裏付け:エンボス加工を避けることでBCT評価が維持されるという主張。範囲に関する注記:結果はフルートのサイズによって異なる。] ↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[機械的エンボス加工力が波形基材の内部溝を圧縮し、構造的完全性を低下させる仕組みに関する技術分析]。証拠の役割:技術的検証。情報源の種類:材料科学論文。裏付け:エンボス加工による基材への影響。範囲に関する注記:溝付き材料に特有 。↩
「盛り上げUV印刷の解説:3Dテクスチャ、触覚デザイン、高収益性…」、 https://www.refinecolor.com/Raised-UV-Printing-Explained-3D-Texture-Tactile-Design-and-High-Profit-Applications-id49527185.html。[UV硬化性ポリマーが下地の基材を圧縮することなく表面に三次元の固体膜を形成する仕組みを説明する技術文書]。証拠の役割:プロセス検証。情報源の種類:印刷業界の技術マニュアル。サポート:UV重合の触覚効果。適用範囲:UV硬化性インクに適用 。↩
「紫外線硬化型ポリマーと自己硬化型ポリマーの比較…」、 https://pubmed.ncbi.nlm.nih.gov/786898/。[平坦な表面のUV仕上げは、凹凸のあるエンボス加工された表面と比較して、垂直方向の積み重ね安定性と密度が高いことを示す比較ロジスティクスデータ]。エビデンスの役割:経験的効率指標。情報源の種類:サプライチェーンロジスティクスレポート。サポート:パレット効率。範囲に関する注記:出荷密度に焦点を当てています 。↩



