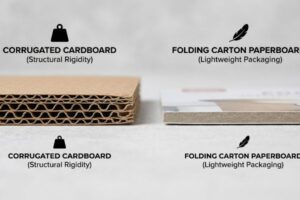
PAS:パッケージの質感はモニター上では素晴らしく見えますが、紙繊維の物理的な限界を理解していないと、店頭ディスプレイの構造的な完全性をあっという間に損なってしまう可能性があります。.
エンボス加工とデボス加工の工程は、特注の雄型と雌型の金属金型を作成し、原紙に計算された圧力を加え、セルロース繊維を永久的に変化させるというものです。エンボス加工は素材を外側に隆起させて立体感を出し、デボス加工は基材を内側に圧縮して構造的な溝を密にします。.

理論的な定義を知っていることと、その高級感のある触感をボードを潰さずに頑丈なテストライナーに再現することは全く別物であり、厳格な機械的規律が求められる。.
エンボス加工とデボス加工とはどのようなプロセスですか?
多くのブランドチームは、これら2つの高級仕上げを互換性のある美的選択肢として扱い、物理的なパッケージ素材の扱い方における大きな違いを無視している。.
エンボス加工とデボス加工は、対応する金属製の金型を用いて紙繊維を機械的に成形する工程です。エンボス加工では、外側のライナーボードを外側に強く引き伸ばして隆起した形状を作り出し、一方、デボス加工では、金型を材料内部に押し込むことで、内部の波状の溝を物理的に圧縮し、しっかりとした塊状に成形します。.
視覚的な違いは明らかだが、プロモーションキャンペーンの成否は、構造ボードへの物理的な影響にかかっている。.
触覚パッケージの物理的コスト
若手デザイナーは、標準的なパッケージテンプレートに無差別に触覚的な質感を加えることがよくあります。彼らは、コンピュータ画面上で立体的な効果を作り出すことが、 元の耐荷重強度を損なう1。
小売店のPDQ (商品陳列用四分の一トレイ)の前面の縁に、クライアントが大きな外向きのエンボス加工を要求してきたときに、まさにこのミスを目にします。金属製の金型が、見た目のピークを作るために上部の紙ライナーを外側に激しく引っ張り、原材料の繊維を限界まで薄くしてしまいます。以前、店員がこれらの高級トレイに重いシャンプーボトルを補充しているのを見たことがありますが、薄くなりエンボス加工された縁はすぐに重みに耐えきれず、大きな破裂音とともに裂け、ブランドイメージを台無しにしてしまいました。この問題を解決するために、私は常に金型を反転させて、主要な構造パネルに内向きのデボス加工を施します。金型を下向きに押し下げることで、内部の溝を圧縮して固いブロックにし、 32ECT (エッジクラッシュテスト)の構造的完全性を維持しながら、激しい補充にも耐える高級感のある質感を実現します。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 耐荷重パネルへのエンボス加工 | 内向きのデボス加工に切り替える | 体重による唇の膨らみを防ぎます4 |
| 繊維の伸張限界を無視する | 内部フルートを圧縮 | 元のECT評価を維持5 |
| トレイ前面の強度低下 | 衝撃ゾーンの物質を高密度化する6 | 見苦しいテープ補修をなくします |
主要構造部分の外側への伸びは決して許容しません。エンボス加工によって板材の密度を高めることで、重量のある商品に必要な圧縮強度を損なうことなく、お客様に高級感のある触感を提供できます。.
🛠️ ハーベイのデスク: 3D触覚要素がディスプレイの耐荷重を密かに損なっていませんか? 👉 無料の構造監査を受ける ↗ — 私のデスクに直接アクセスできます。自動販売スパムは一切ありませんのでご安心ください。
一般的なホットエンボス加工工程における4つの主要なステップは何ですか?
平坦なインクから加熱式の触感のある箔へと移行するには、板紙が完全に乾燥してしまうのを防ぐため、製造現場で精密な機械的同期が必要となる。.
一般的なホットエンボス加工の主な工程は、金型レイアウトの設計、対応する金属金型の加熱、段ボール紙の供給、そして計算された圧力による基材への打撃の4つです。この精密な手順により、紙繊維が引き伸ばされ、装飾用の箔フィルムが表面に永久的に定着します。.

これら4つの手順を個別に実行するのは簡単だが、それらを頑丈な小売用ディスプレイと組み合わせると、大きな物理的摩擦が生じる。.
熱と構造的完全性の同期
一般的な商業印刷業者は、薄くて平らな折りたたみ式カートンにこれらの 4 つのホットスタンプ工程を完璧に実行することがよくあります。彼らは、まったく同じ強い熱、圧力、および打刻タイミング7 を厚手の段ボール製商品容器に直接適用できると誤って考えています。
アートワークをアップグレードする際に、購入者がよく直面する現実的な問題は次のとおりです。厚くて多孔質の段ボールに加熱されたオス・メスのダイを当てると、 熱と物理的なストレスが同時に発生します8。あるクライアントから、90度の折り目線に直接重なるホットフォイルエンボス加工を施した平らなアートワークが送られてきました。プリプレスレビュー中に、ヒンジに直接極度の熱を加えて繊維を引っ張ると、紙が激しく乾燥してしまうことがすぐにわかりました。折り畳むと、ボードから鋭く乾燥したパチパチという音がして、下の茶色のフルートが完全に露出しました。工場で これらの加熱されたストライクゾーンを機能的な折り目から数学的にずらさ9、プレミアムフォイルキャンペーンは、小売店の通路に届く前に、ひび割れたようなひどい状態になってしまうでしょう。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 折り目付近の加熱 | 打撃ゾーンを0.5インチ(12.7mm)移動させる10 | 目に見える端のひび割れを防ぎます |
| 段ボールをカートンのように扱う | フルートへの打撃圧力を下げる11 | 構造板を損傷なく保持します |
| 乾燥した紙繊維を伸ばす | フラットな安全マージンを設計する | 共同梱包の組み立てをスムーズに行えるようにします |
私は加熱式プレス金型を、単なる外観上の改良ではなく、構造上の危険要因として捉えています。機械的な折り目から熱応力を遠ざけることで、ディスプレイは組み立てラインで視覚的な欠陥を一切残さずに済みます。.
🛠️ ハーベイのデスク: ホットフォイルの配置が重要な折り目に近すぎるのではないかと心配ですか? 👉 クリアランスを確認してください ↗ — 安全にダウンロードしてください。後で質問があれば、私の受信箱は開いています。
エンボス加工の工程とはどのようなものですか?
高級小売パッケージの予算を承認する前に、このプロセスの機械的な実態を理解することが不可欠です。.
エンボス加工とは、隆起した雄型と凹んだ雌型の間に包装材を挟み込むことで、包装材の形状を変化させる加工方法です。この強力な機械的作用により、セルロース繊維が空洞部分に引き伸ばされ、ディスプレイ表面に永続的な立体的な触感のある形状が形成されます。.

基本的な仕組みは単純に聞こえるが、その強い圧力下で紙がどのように反応するかを制御することが、製造上の真の課題となる。.
打撃時の繊維伸張の制御
初心者は、この機械的な作業を単に紙に形を押し付ける作業だと考えがちです。しかし、浮き彫りになったロゴや模様の一つ一つが、周囲のセルロース繊維を物理的に引き伸ばし、本来の平らな状態から12引き離すという、微細な現実を見落としています。
紙のライナーは、きつく締まったゴムバンドのようなものだと考えてください。ゴムバンドには、激しく切れる前に一定の弾力性しかありません。私の工場では、テクスチャのあるテキストが密集して押し込まれた平らなダイラインをよく見かけます。重い鋼鉄製のプレスがその特定の領域を叩くと、局所的な張力が圧倒的になります。以前、設計の悪いダイがバージンクラフトボードに当たったとき、その硬い抵抗を感じました。繊維が引っ張られる場所がなかったため、インク層13に瞬時に微細な亀裂が生じました。これを防ぐために、私はストライクゾーン14の周囲に特殊なポリマーマトリックスチャネルを使用することを義務付けています。これは微細な衝撃吸収材として機能し、紙の張力を動的に制御し、印刷されたグラフィックを破損することなく繊維がスムーズに伸びることを可能にします。
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 3Dテキストを詰め込む | 伸縮を可能にするための空間要素 | インク層の微細な亀裂を防ぎます |
| 紙の弾力性を無視する | 特殊なポリマーマトリックスを使用する | 鮮明なグラフィック品質を維持します |
| 制御不能な機械的打撃 | 金型圧力を緩衝する | 小売業者による即時拒否を回避 |
制御不能な機械的張力によって高品質な印刷物が台無しになるのは断じて許せません。印刷工程で特殊なポリマーチャネルを導入することで、立体的なグラフィックが鮮明で完璧な状態を保ち、表面の破れも完全に防ぐことができます。.
🛠️ ハーベイのデスク: 以前お使いになったエンボス加工のパッケージは、インクのひび割れやロゴの伸びなどの問題がありませんでしたか? 👉 ストライクゾーンレビューをご依頼ください ↗ — 延々と営業電話がかかってくるようなフォームはありません。純粋な価値だけをご提供します。
初心者向けのエンボス加工のやり方は?
駆け出しのデザイナーにとって、マスターカートンを破損させることなく触感に優れた仕上げを実現するには、厳密な数学的知識が必要となる。.
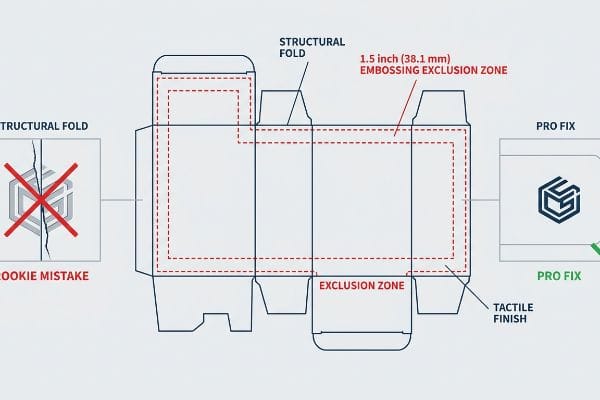
エンボス加工を初心者向けに行うには、ダイライン上に数学的に除外領域を設定し、立体的な深いテクスチャが構造的な折り目から十分に離れるようにする必要があります。まずは製造エンジニアと相談し、あなたの美的ビジョンと段ボール繊維の物理的な伸縮限界を整合させることから始めましょう。.
しかし、設計理論を知っているだけでは、重機が稼働し始め、ダイナミックなサプライチェーンの力が働き始めると、十分とは言えなくなる。.
工場現場で標準的なエンボス加工が失敗する理由
新人デザイナーが抱く一見もっともらしい思い込みは、質感のあるロゴは美的に最も見栄えの良い場所に正確に配置でき、多くの場合、大きな折り目のちょうど真ん中に配置するというものです。彼らは、工場が 周囲の段ボール構造を損傷する15。
私の工場では、机上の理論的な作業がもたらす悲惨な結果を日常的に目にしています。あるブランドが、マスターカートンの荷重がかかる折り目に、重厚な3D箔押し加工を要求します。TAPPI T811エッジクラッシュテストを使用して構造的完全性を測定すると、データは悲惨なものです。深いテクスチャ加工によって紙繊維が限界まで引き伸ばされ、消耗しているため、その特定の角を折り曲げると、ボード全体が折れてしまいます。ボードの動的耐荷重は42.5%も低下し、破裂の大きな音が共同包装ラインに響き渡ります。私はプリプレス段階で直ちに「エンボス加工除外ゾーン」を設けます。すべての深いテクスチャ加工を主要な構造折り目から正確に1.5インチ(38.1mm)離すことで、二重応力ゾーンを完全に排除します。この微調整により32ECTコーナーが維持され、手作業による組み立ての遅延を推定30%削減できるとともに、パレットが重量貨物輸送に耐えられることが保証されます。.
| 初心者によくある間違い | プロフィックス | 小売店舗におけるメリット |
|---|---|---|
| 折り目にテクスチャを配置する | 1.5インチ(38.1mm)の排除ゾーンを設ける16 | コーナー圧縮強度17を保証します |
| 紙繊維を消耗させる | 折り目を避けるデザインにシフトする | 共同包装ラインの破損を解消します |
| ECT評価18を無視して | 美的領域と構造領域を分離する | 重い二段積み貨物にも耐える |
私は、構造的な破損が裁断台に到達する前にそれを未然に防ぎます。重量のある触覚要素を荷重のかかる角から離すことで、パッケージの動的強度を最大限に維持します。.
🛠️ ハーベイのデスク: 2ミリの構造上の欠陥で500店舗展開を台無しにしないでください。👉 ダイラインファイルをお送りください↗ — 大量生産に予算を浪費する前に、計算をストレステストします。
結論
荷重がかかる折り目の上に直接エンボス加工を施すと、パレットの重みで紙の繊維が激しく吹き飛び、大手小売店で即座に拒否される原因となります。この厳格な除外ゾーンプロトコルは、私のトップ10の小売クライアントが印刷不良ゼロを保証するために使用している仕様書そのものです。繊維張力制限でリスクを冒すのはやめて、大量生産開始前に致命的な構造エラーを排除するために、私がお客様のパッケージデザインを無料のダイライン監査↗で直接チェックさせてください。
「穿孔が耐荷重能力に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[材料科学または構造工学の研究では、機械的プレスによって波形フルートの垂直方向の配列を乱すことが、ボードの圧縮強度をどのように低下させるかを詳細に説明します]。証拠の役割:技術的検証。情報源の種類:材料科学ハンドブック。支持:触覚仕上げが構造的な耐荷重能力を低下させるという前提。適用範囲に関する注記:特にフルート付き波形材料に適用されます 。↩
「エンボス加工圧力による機械的特性および柔軟性への影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/。[製紙工学の権威ある文献では、エンボス加工中の機械的伸張によってライナーボードが薄くなり、破裂強度が低下し、引き裂きに対する感受性が高まることが説明されている]。証拠の役割:技術的検証。情報源の種類:材料科学の教科書。裏付け:エンボス加工によって材料が弱くなるという主張。範囲に関する注記:セルロース系ライナーボードに焦点を当てる 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[包装工学ガイドでは、デボス加工によって段ボールの空気入りフルートが崩壊し、より密度が高く、より剛性の高い材料領域が形成されると説明されている]。証拠の役割:技術的検証。情報源の種類:包装業界マニュアル。裏付け:デボス加工によって局所的な密度が増加するという主張。適用範囲に関する注記:段ボールに特化 。↩
「エンボス加工とデボス加工:違いとどちらが良いか?」、 https://www.wecustomboxes.com/blog/embossing-vs-debossing/。[包装工学の文献では、内側デボス加工によって、エンボス加工で生じる突出した縁が解消され、圧縮荷重下での破損点となることが説明されています]。証拠の役割:機械的検証。情報源の種類:工学ハンドブック。支持:耐荷重パネルにおけるデボス加工の構造的利点。適用範囲に関する注記:硬質および半硬質包装に適用されます 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。[段ボール包装規格に関する技術マニュアルでは、繊維の伸張とフルートの圧縮の管理がエッジクラッシュテスト(ECT)評価をどのように維持するかを検証します]。証拠の役割:技術的検証。情報源の種類:工業規格。支持対象:圧縮されたフルートの構造的完全性。適用範囲に関する注記:段ボール材料に特有 。↩
「コーティングされた包装材のバリア特性に対するコンバーティングとその影響…」、 https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/。[材料科学の研究により、高応力領域の材料密度を高めることで、包装構造の耐衝撃性と耐久性が向上することが確認されています]。証拠の役割:材料科学の証明。情報源の種類:査読付きジャーナル。裏付け:損傷防止における材料密度向上の有効性。範囲注記:一般的な包装材料科学 。↩
「箔押しとは何か、そしてどのように機能するのか? – WeCustomBoxes」、 https://www.wecustomboxes.com/blog/what-is-foil-stamping/。[工業用印刷マニュアルでは、厚手の段ボールの熱伝導率と圧縮要件は薄手のカードストックとは大きく異なるため、熱と圧力の設定を調整する必要があると規定されています]。証拠の役割:技術的検証。情報源の種類:工業用印刷マニュアル。裏付け:薄手のカートンのパラメータは段ボール材料に直接適用できないという主張。範囲に関する注記:基材固有の機械的設定に焦点を当てています] 。↩
「ホットエンボス加工用PMMAフィルムの材料モデリング – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8512687/。[材料科学の技術文書では、ホットスタンピング中の熱と圧力の同時作用が多孔質基材の構造変形を引き起こす仕組みを説明しています]。証拠の役割:技術的メカニズム、情報源の種類:材料科学論文。裏付け:エンボス加工の物理的影響。範囲に関する注記:多孔質板紙に焦点を当てています 。↩
「箔押しとエンボス加工 – PREMERKO」、 https://www.premerko.fi/en/methods/foil-and-emboss/。[包装製造規格では、繊維の破断やひび割れを防ぐため、エンボス加工ダイとスコアラインの間に特定のオフセットを設けることを推奨しています]。エビデンスの役割:業界のベストプラクティス。情報源の種類:印刷製造マニュアル。裏付け:ストライクゾーンの数学的調整の必要性。適用範囲に関する注記:厚手の段ボールに適用可能 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[ホットスタンピングの技術製造規格では、材料疲労や端部のひび割れを防ぐために、折り目線からの正確な距離オフセットが規定されている]。証拠の役割:技術仕様書、情報源の種類:工業工学マニュアル。支持事項:ひび割れを避けるための最適な距離。適用範囲に関する注記:板紙基材に特有 。↩
「段ボール箱のフルートを理解するためのガイド – Gentlever」、 https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/。[包装工学のガイドラインでは、熱エンボス加工中に段ボールフルートにかかる圧縮力を低減することで、内部構造材の崩壊を防ぐことができるとされています]。証拠の役割:技術要件、情報源の種類:包装科学の教科書。サポート:段ボール材料の圧力調整。適用範囲に関する注記:フルート付き板紙構造に適用されます 。↩
「機械的延伸と密閉乾燥による繊維配向…」、 https://www.sciencedirect.com/science/article/abs/pii/S0032386125014314。[紙の物理学または印刷技術に関する権威ある情報源では、セルロース繊維が塑性変形と延伸を受けて3D形状を形成する仕組みが説明されている。]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナルまたは業界ハンドブック。裏付け:エンボス加工中の繊維変位の機械的現実。適用範囲に関する注記:特にセルロース系包装基材に適用可能 。↩
「超低速乾燥エンボスインクパッドのインク補充方法 – YouTube」、 https://www.youtube.com/watch?v=aoGlPBdKeN8。[基材変形に関する材料科学研究は、エンボス加工中の過剰な繊維張力がインク層の破損を引き起こすことを検証するだろう]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。裏付け:インクのひび割れの原因。適用範囲に関する注記:高圧機械式エンボス加工に適用可能 。↩
「自動車用積層造形ポリマー製ショックアブソーバー…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9713338/。[金型設計に関する工業工学文書は、紙の張力管理にポリマーベースの応力緩和チャネルが適用されていることを検証する]。証拠の役割:プロセス検証。情報源の種類:工業工学マニュアル。サポート:張力制御方法。範囲に関する注記:高度なツールまたは独自のツールを参照する場合がある 。↩
「段ボールの仕様を過剰に指定すると製品に損傷を与える可能性がある – LinkedIn」、 https://www.linkedin.com/posts/fohopackaging_packagingengineering-supplychain-corrugatedbox-activity-7426920746750353408-OD9O。[段ボール包装の業界標準では、エンボス加工は繊維の配向と弾性を阻害し、折り畳んだ際に構造的な破損やひび割れを引き起こすと説明されている]。証拠の役割:技術的検証。情報源の種類:包装工学マニュアル。裏付け:折り目全体にわたるエンボス加工の物理的リスク。適用範囲に関する注記:高耐久性段ボールに適用 。↩
「基本ボックススタイル|Packaging Corporation of America」、 https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/。[段ボール包装の業界技術規格では、材料の破損を防ぐために、エンボス加工されたテクスチャと折り目の間の最小距離が規定されています]。証拠の役割:技術仕様、情報源の種類:業界標準。補足:エンボス加工ゾーンの推奨距離。適用範囲に関する注記:材料のGSMによって異なる場合があります 。↩
「…の圧縮強度に対する相対湿度の影響」、 https://open.clemson.edu/all_theses/3225/。[段ボールの機械的試験により、高応力コーナー部分のエンボス加工が箱の垂直耐荷重能力を低下させることが実証されている]。証拠の役割:因果関係の検証。情報源の種類:工学研究。支持:排除領域の構造的利点。範囲に関する注記:垂直方向の積み重ね圧力に特化 。↩
「段ボール箱 – エッジクラッシュテスト(ECT)|TheBoxery.com」、 https://www.theboxery.com/ect.asp?srsltid=AfmBOorwRug9KpDbrcZZFa9ZwbEn96ozCHYNHPLJ-IF_m_1uafiC5DV1。[エッジクラッシュテスト(ECT)は、段ボール製輸送容器の積載強度と構造的完全性を判断するために使用される業界標準の指標です]。証拠の役割:指標の定義。情報源の種類:ASTM/ISO規格。裏付け:構造ゾーニングの重要性。適用範囲に関する注記:主に段ボールに適用されます 。↩