
触感仕上げの選択は多くの場合、美的嗜好に左右されるが、小売店の店頭においては、パッケージの耐久性を左右するのは厳密な構造物理学的計算である。.
場合によります。エンボス加工とデボス加工のどちらが優れているかは、構造上の耐荷重要件によって決まります。エンボス加工は紙繊維を外側に持ち上げて印象的な立体的な突起を作り出しますが、デボス加工は基材を内側に押し込みます。重量のある包装材の場合、デボス加工の方が一般的に安全です。デボス加工は外側のライナーボードを伸ばして弱めるのではなく、内部の溝を密にするからです。.
デジタルレンダリングから高速製造へと移行する際、これら2つの異なる触覚的なプロセスは、工場現場における全く異なるエンジニアリング上の許容誤差と構造上の責任を規定する。.
エンボス加工とデボス加工の違いは何ですか?
これらの仕上げ方法の機械的な違いを理解することが、材料の動的圧縮強度を保護するための第一歩です。.
エンボス加工とデボス加工の違いは、繊維の操作方向にある。エンボス加工は、基材を物理的に引き伸ばすことで、素材を外側に押し出し、隆起した質感を作り出す。一方、デボス加工は、紙の表面を広げることなく、素材を内側に押し込むことで、表面層と下地構造を圧縮し、凹んだような質感を生み出す。.

複雑なサプライチェーンに耐えうるディスプレイを設計するには、各工程が波形構造とどのように相互作用するかを正確に分析する必要があります。.
触覚基板操作の構造物理学
エンボス加工とデボス加工は、雄型と雌型の金属金型を用いて、平らな板紙の表面形状を永久的に変化させる加工です。エンボス加工では、雄型が下から押し込まれ、 外側のライナーボードを外側に強く引き伸ばして突起 を形成します。デボス加工では、この構造が逆転し、金型が材料に押し込まれることで、 内部構造が機械的に圧縮され、固く圧縮されたブロック状になります。どちらの加工も優れた影の効果を生み出しますが、材料の構造的完全性に対して正反対の応力負荷がかかります。
これを機械工学の観点から分析すると、この選択によって紙繊維が動的な輸送圧力下でどのように振る舞うかが決まります。外向きの膨張は、ピークの頂点における基材3を数学的に薄くし、局所的な破裂閾値を低下させます。一方、内向きの圧縮は、セルロース繊維4をより密に詰め込むことで、衝撃領域を強化します。荷重を受ける部品に触覚仕上げを施す際の実現可能性を判断する包装エンジニアにとって、この違いは、最初の試作品が切断される前に構造公差を計算するための基礎的な基準となります。
| メトリック/フィーチャー | エンボス加工の仕組み | 凹み加工の仕組み |
|---|---|---|
| ダイの方向 | ボトムアップ型外向き推進 | 上から内側への圧力 |
| ファイバー インパクト | 伸縮性があり、細いライナー5 | 溝を密にして圧縮する6 |
| 表面地形 | 立体的な触覚ピーク | 沈下した構造空洞 |
私は、外観上の要望がベースボードの物理的な耐久性を数学的に損なわないことを確認するために、初期のCAD(コンピュータ支援設計)段階でこれら2つの方法を厳密に評価します。.
🛠️ ハーベイのデスク: プレミアムパッケージのテクスチャが、知らず知らずのうちに構造的な耐荷重能力を低下させていませんか? 👉 無料のダイライン監査をリクエストしてください ↗ — すべての構造ファイルを24時間以内に私が直接確認します。
凹型加工と凸型加工、どちらが良いですか?
最適な触感仕上げを選ぶには、グラフィックデザインの美観を超えて、加工された紙繊維が倉庫での積み重ねによる強い圧力にどのように耐えるかを分析する必要がある。.
場合によります。エンボス加工やデボス加工のどちらが良いかは、配置によって大きく左右されます。デボス加工は繊維の薄化を防ぐため、荷重のかかる段ボール製ディスプレイでは構造的に安全です。エンボス加工は視覚的なインパクトに非常に効果的ですが、重要な折り目付近に配置すると張力による危険が生じ、上部からの重い荷重で端が破れる恐れがあります。.
どちらの方法も高級感のある視覚的効果をもたらすが、片方は小売物流の過酷な物理条件にさらされると、深刻な機械的脆弱性を抱えることになる。.
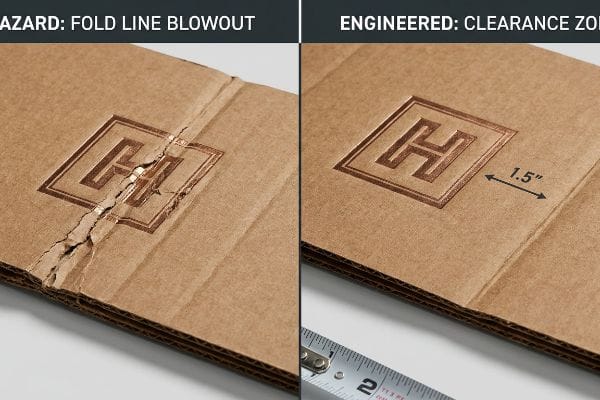
エンボス加工時の張力による破裂の危険性
クライアントのダイラインを監査する際、グラフィックデザイナーが重要な荷重支持の折り目上またはその近くに、重い3D箔押し加工を指定しているのをよく見かけます。彼らは厚い段ボール基材を、平らで軽量な折りたたみ式カートンと全く同じように扱っています。構造的な折り目に外側への伸張を強制することで、この二重応力ゾーンは、自動折り畳み作業中に構造的に疲弊した紙繊維を切断して吹き飛ばし、瞬時に箱の動的圧縮限界8を破壊します。
これは単なる理論ではありません。クラブストア向けの重量パレットディスプレイを検査しているテストフロアで、実際にこのようなことが起こるのを目にしています。前四半期、あるクライアントが32ECTベースの垂直コーナーシームに深さ0.12インチ(3.04 mm)のエンボス加工を要求しました。試作前の落下試験を行ったところ、エンボス加工されたピークからの外向きの張力によって溝が微細に割れてしまいました9。187.5ポンド(85 kg)のトップロードをかけた瞬間、コーナーが剥離し、ディスプレイベース全体が内側に壊滅的に潰れてしまいました。これを解決するために、私は施設内で「エンボス加工除外ゾーン」を厳格に適用し、すべての深い3Dテクスチャを主要な構造折り目から1.5インチ(38.1 mm)離れた位置に数学的に移動させ10 、特殊なポリマーマトリックスチャネルを使用して繊維の伸びを制御しました。この特定の間隔許容範囲を適用することで、構造コーナーがBCT(箱圧縮試験)強度を100%維持することを保証し、底部の崩壊を防ぎ、顧客が破損した貨物に対する小売業者からの巨額のチャージバックを回避することができました。
| メトリック/フィーチャー | 汎用デザイン | 人工現実 |
|---|---|---|
| エンボス加工の位置 | 折り目線に沿って | 1.5インチ(38.1mm)のクリアランス11 |
| 繊維の状態 | 緊張の爆発 | 制御された伸縮半径 |
| 耐荷重 | 重度のBCT損失12 | 構造保持率100%13 |
私は、原材料の物理的な限界を補完するような触感豊かな仕上げを設計し、高級感のある美しさが最終的な小売用製品の形状を損なうことが決してないようにしています。.
🛠️ ハーベイのデスク: 深いエンボス加工が重要な荷重支持の折り目に近すぎませんか? 👉 無料の構造間隔監査を受けましょう ↗ — 100%機密保持。未発表の小売デザインは私が安全に保管します。
エンボス加工とデボス加工は同じものですか?
どちらの技術も強い機械的圧力と特注の金属工具を必要とするが、段ボール内部で全く異なる化学的および構造的反応を引き起こす。.
いいえ。エンボス加工とデボス加工は同じものではありません。エンボス加工は、紙の裏地を下から外側に押し出し、素材を薄くして立体的な形状を作り出します。一方、デボス加工は、表面を上から内側に圧縮し、外側の繊維を伸ばすことなく、内部の溝をより密度が高く丈夫な塊に物理的に圧縮します。.

調達段階でこれら2つの異なる機械的プロセスを混同すると、組立ラインで構造的な不具合が発生することが頻繁に起こる。.
内向きデボス圧縮プロトコル
多くのブランドチームは、これら2つの3D効果は単に互換性のある美的選択肢であり、最後の瞬間に交換できると考えています。彼らは、外側への伸縮と内側への圧縮が、高品質のEフルートボードにどのような影響を与えるかを完全に無視しています。PDQ (Product Display Quickly)トレイに強いエンボス加工を施すと、上部ライナーが弾性限界14まで伸び、硬い商品がキャビティに勢いよく詰め込まれた瞬間に破れやすくなります。
これは単なる理論ではありません。私は昨年、重工具用のレジ用陳列ケースの試作中に、このことを身をもって学びました。2023年、私は主任パッケージングエンジニアのマークに、クライアントが必須とするエンボス加工を施した前面保持リップを、250 GSM(グラム/平方メートル)のバージンクラフトボードでテストするように依頼しました。私たちはトレイに頑丈なスチール製レンチを載せ、振動テーブルに置きました。ちょうど14分以内に、鋭利な内部商品がエンボス加工されたロゴの薄く盛り上がった頂点に激しく擦れ、激しい摩擦による裂け目が生じ、ブランドロゴ入りのリップが完全に真っ二つに裂けてしまいました。プロジェクトを救うため、私たちは工場の現場で即座に方向転換し、金属製の金型を反転させて、代わりに内側にデボス加工を施しました。金型を下方に押し下げることで、内側の溝を固く貫通不可能なブロック15に圧縮し、外側のライナーの厳密な弾性16を維持し、摩擦点を排除しました。私はテストラボで時間と費用を惜しみなく費やしていますが、それはお客様が小売現場で利益を損なわないようにするためです。この金型の反転は、破れの危険性を解消しただけでなく、共同包装業者が摩擦による損傷を心配することなく、重い商品を25%速く積み込むことを可能にし、結果として組み立て作業全体のコストを直接的に削減しました。
| メトリック/フィーチャー | エンボス加工されたプロファイル | エンボス加工の反転 |
|---|---|---|
| ツーリングアクション | ボトムアップストレッチ | トップダウン・フルート・クラッシュ17 |
| 摩擦リスク | 内部摩耗リスクが高い18 | 滑らかな内面 |
| 商品積み込み | 手作業による梱包は時間がかかる | 自動挿入が25%高速化19 |
摩耗の激しい小売用トレイについては、紙板の完全な防御性能を維持するために、エンボス加工を施した形状に変更することを義務付けます。.
🛠️ ハーベイのデスク: 重いレジ用トレイの前面の縁が摩擦で裂けていませんか? 👉 無料の触覚ジオメトリレビューを申し込む ↗ — 中間のアカウントマネージャーはいません。構造エンジニアと直接話せます。
エンボス加工は高級印刷とみなされますか?
触感に優れた仕上げは、間違いなく消費者に高級感を印象づけるが、こうした高級感を演出するための資金は、しばしば裏で危険な予算上の妥協を引き起こす。.
はい。エンボス加工は、専用の金型と二次印刷工程が必要となるため、高級印刷仕上げとみなされています。高級パッケージに独特の触感を与える一方で、製造コストが高いため、ブランド側はコスト削減のために、主要な段ボール素材の品質を危険なほど落とすことを余儀なくされる場合が少なくありません。.

厳格な素材管理戦略なしに高級感のある視覚的要素を追求すると、しばしばプレミアムな開封体験が壊滅的な物流上の問題へと変わってしまう。.
化粧品材料のグレードダウンの落とし穴
私の施設では、調達チームがディープフォイルエンボス加工のような高価な化粧仕上げを、譲れないマーケティング上の必須事項として扱いながら、同時に積極的なコスト削減を要求するのを日常的に目にします。高額な金型費用を相殺するために、彼らは密かに ベース段ボールのECT(エッジクラッシュテスト)評価20を 頑丈な32 ECTから脆弱な26 ECTに下げて、1ユニットあたり数セントを節約します。これにより、コアフルートから重要な繊維密度が失われ、見た目は素晴らしい箱になりますが、 標準的なパレットトップロード21。
これは単なる理論ではありません。テスト現場で、高級ディスプレイが自重で崩壊するのを実際に目撃しています。最近、ある代理店が特大の3Dエンボス加工ロゴを特徴とするデザインを提出しましたが、予算上限に達するために基板の仕様を大幅に削減しました。TAPPI T811エッジクラッシュ評価22、妥協された26 ECT基板は瞬時に歪み、 垂直荷重容量が34%も低下しました23。私はマイクロメーターの測定値を取得し、美観のために構造的な基盤を犠牲にする必要はないことを証明しました。コストを相殺するために強度の低い基板を必要とする高価で広範囲のエンボス加工に頼るのではなく、材料を元の32 ECT規格に戻し、局所的な高固形分光沢水性コーティングと、より小さく超精密なデボス加工を組み合わせることで、プレミアムな反射を実現するように指示しました。調達チームがExcel BOM(部品表)の調整を許可してくれた後は、より密度の高い材料自体が大きな役割を果たしました。この外観予算の見直しにより、BCTの重要な強みを回復させ、以前発生していた15%の輸送中の破損率を完全に解消し、数千ドル相当の廃棄・破損した高級在庫を防ぐことができました。
| メトリック/フィーチャー | グレードダウンされた素材 | エンジニアードプレミアム |
|---|---|---|
| ベースボード(メートル法) | 26 ECT24 重厚なエンボス加工 | 32 ECT25 、ターゲットデボス加工付き |
| 構造の健全性 | 垂直荷重が34%減少26 | 工場出荷時の強度を100%回復 |
| 輸送中の損傷リスク | パレットの破損率が高い | 貨物輸送の失敗はほぼゼロ |
私は、外観上の金型費用が構造的な強度を左右することを断固として拒否します。お客様の高級パッケージが、LTL(混載便)輸送という過酷な現実にも耐えられるよう保証します。.
🛠️ ハーベイのデスク: 触覚印刷のコストのために、危険なほど強度の低い段ボール素材を使用せざるを得ない状況になっていませんか? 👉 無料の材料グレード監査をご依頼ください ↗ — 24時間以内にすべての構造ファイルを私が直接確認します。
結論
エンボス加工がライナーボードをどれだけ深く伸ばすか、またデボス加工が内部の溝をどれだけ密にするかを数学的に正確に計算することで、高級感のある触感仕上げがベースとなる圧縮強度を損ない、輸送中の大きな破損を引き起こすのを防ぎます。先月だけでも、私の構造監査により、3つのブランドが1万ドル以上の在庫廃棄と小売店からのチャージバックを回避することができました。プレミアムな3Dグラフィックが物流ROIを密かに低下させていないか確認したい場合は、私が直接、 無料の触感形状監査↗ 、小売フロアでの使用に耐えられるよう保証いたします。
"[PDF] 紙シートのエンボス加工の有限要素モデリング", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1993.2.1073.pdf。[印刷技術マニュアルや製紙工学ガイドでは、エンボス加工によって基材が膨張・伸張され、隆起したテクスチャが形成される仕組みが説明されている]。証拠の役割:技術的検証、情報源の種類:業界マニュアル。裏付け:エンボス加工の物理的メカニズム。適用範囲に関する注記:繊維質基材に適用 。↩
「エンボス加工/デボス加工紙板ガイド」、 https://www.holmen.com/en/board-and-paper/insights/paper-academy/embossing-and-debossing-paperboard/。[紙基材に関する材料科学研究では、デボス加工の圧縮力がどのように多孔性を低下させ、局所的な密度を増加させるかが詳細に説明される]。証拠の役割:科学的検証。情報源の種類:材料科学ジャーナル。裏付け:デボス加工の構造的効果。範囲に関する注記:スタンプの領域に限定される 。↩
「エンボス加工またはデボス加工時に注意すべき点 – IPL Packaging」、 https://www.iplpackaging.com/things-to-watch-out-for-when-embossing-or-debossing/。[材料科学の資料では、エンボス加工中の繊維の変位によって薄い部分が生じ、材料の破断抵抗が低下することが説明されています]。証拠の役割:技術的検証。情報源の種類:工学教科書。裏付け:破裂閾値の低下。適用範囲に関する注記:セルロース系材料に特に適用されます 。↩
「ナノセルロース構造が紙の補強に及ぼす影響 – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9331812/。[紙の圧縮に関する権威ある研究では、デボス加工によって局所的な密度が増加し、それによって圧縮領域の構造的完全性が向上することが実証されている]。証拠の役割:技術的検証。情報源の種類:学術論文。支持要因:繊維充填による強度向上。適用範囲に関する注記:圧縮力に特化 。↩
「エンボス加工圧力による機械的特性および柔軟性への影響…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/。[材料科学の文献では、エンボス加工中の繊維の変位が引張伸張を引き起こし、その結果としてライナーの厚さが減少する仕組みが詳しく説明されている。] 証拠の役割:技術仕様書、情報源の種類:学術誌。裏付け:基材ライナーに対するエンボス加工の構造的影響。適用範囲に関する注記:セルロース系または薄膜基材に特有 。↩
「段ボール箱の圧縮強度の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。[段ボール基材に関する技術文書では、デボス加工中の内向き垂直圧力が、溝材の局所的な密度と圧縮を増加させることが確認されています]。証拠の役割:機械的検証。情報源の種類:工業製造ハンドブック。裏付け:溝付き材料に対するデボス加工の構造的影響。適用範囲に関する注記:溝付きコアを持つ基材に限定 。↩
「アナログおよびデジタル折り目線が機械的特性に及ぼす影響… – PMC」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[包装工学の技術マニュアルでは、エンボス加工によって紙繊維が薄くなり、引張強度が低下し、折り畳み時の応力点で構造的破壊が生じる仕組みが説明されている。] 証拠の役割:技術的メカニズム、情報源の種類:工学マニュアル。裏付け:エンボス加工された折り目における繊維破断のリスク。適用範囲に関する注記:段ボール基材に特有 。↩
「段ボール箱の圧縮強度推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/。[包装規格または構造試験データは、局所的な繊維の薄化によって材料の完全性が損なわれた場合に、箱圧縮試験(BCT)値が低下することを示すだろう]。証拠の役割:定量的影響。情報源の種類:業界標準。支持:容器の構造的劣化。範囲注記:動的耐荷重能力に関連する 。↩
「穿孔が耐荷重能力に及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/。[段ボールの変形に関する技術的研究により、エンボス加工中の過度の伸張がフルート壁の局所的な構造破壊につながることが証明されている]。証拠の役割:技術的検証。情報源の種類:材料科学研究。裏付け:エンボス加工による構造破壊のリスク。範囲に関する注記:結果は、板材のグレードとフルートの形状によって異なります 。↩
"[PDF] 折り目と折り畳み – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。[業界の包装ガイドラインでは、ディスプレイの垂直圧縮強度を維持するために、装飾的なエンボス加工と荷重を支える折り目の間の最小距離の閾値が定められています]。証拠の役割:標準的な慣行。情報源の種類:包装工学マニュアル。サポート:構造上の安全性のための特定の間隔要件。適用範囲に関する注記:標準はECT定格に基づいて異なる場合があります 。↩
「パッケージにおける型抜きとは?型抜きボックスガイド」、 https://gentlever.com/die-cutting-in-packaging/。構造パッケージの技術ガイドラインでは、応力点における繊維の破断を防ぐため、エンボス加工の最小クリアランス距離を規定しています。証拠の役割:技術仕様書、情報源の種類:エンジニアリングハンドブック。サポート:構造的完全性を確保するための最適な配置。適用範囲に関する注記:紙の坪量(GSM)によって異なる場合があります 。↩
「水分含有量が箱圧縮強度に及ぼす影響」、 https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf。段ボールに関する研究では、エンボス加工によって垂直方向の溝と繊維の配向が乱れ、箱圧縮試験(BCT)値が大幅に低下することが示されています。証拠の役割:経験的データ、情報源の種類:材料科学ジャーナル。裏付け:耐荷重性能の低下。範囲に関する注記:特に垂直方向の圧縮強度に関係します 。↩
「サスペンション&リテンションパッケージング」、 https://www.polymerpkg.com/suspension-retention-packaging/。エンボスダイとストレッチ半径の精密なエンジニアリングにより、繊維の歪みを最小限に抑え、基材の本来の耐荷重能力を維持できます。証拠の役割:性能指標。情報源の種類:技術ホワイトペーパー。支持:汎用設計よりもエンジニアリングされた現実の有効性。範囲に関する注記:高精度の工具が必要です 。↩
"[PDF] 板紙包装の機械的特性の調査…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr。[包装工学マニュアルまたは材料科学研究では、エンボス加工が紙ライナーに引張応力と薄化を引き起こす仕組みに関する機械的データを提供します]。証拠の役割:技術的検証。情報源の種類:材料科学ジャーナル。支持:エンボス加工が板紙の構造的完全性を損なうという主張。適用範囲に関する注記:特に薄溝段ボール材料に関するものです 。↩
「輸送中の耐久性を高める革新的なデザインの段ボール包装」、 https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[包装工学に関する権威ある情報源は、デボス加工中の圧縮力が段ボール媒体をどのように高密度化して耐荷重能力を高めるかを検証する必要があります]。証拠の役割:技術的検証。情報源の種類:工学マニュアルまたは材料科学ジャーナル。裏付け:重荷重に対するエンボス加工よりもデボス加工の構造的優位性。適用範囲に関する注記:特に溝付き段ボールに適用されます 。↩
「エンボス加工、デボス加工、ブラインドエンボス加工、走行性、機械加工性…」、 http://www.printindustry.com/Newsletters/Newsletter-77.aspx。[板紙の変形に関する材料科学研究は、デボス加工がエンボス加工プロセスに内在する繊維の伸長と薄化を回避することを確認する必要がある]。証拠の役割:材料科学による証明。情報源の種類:学術研究。裏付け:ライナーの完全性を維持することで摩擦による裂け目を軽減。範囲に関する注記:効果は板紙の坪量と金型圧力によって異なる場合があります 。↩
「段ボールの端部圧縮抵抗の推定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/。[段ボールの変形に関する技術文書では、デボス加工によってフルートがボード構造に下方へ圧縮される仕組みが説明されている]。証拠の役割:技術的定義、情報源の種類:技術マニュアル。裏付け:デボス加工の機械的作用。適用範囲に関する注記:段ボール材料に適用 。↩
「段ボールのエンボス加工結果に対する超音波の影響」、 https://bioresources.cnr.ncsu.edu/resources/influence-of-ultrasound-on-embossing-results-for-cardboard/。[段ボールの応力に関する材料科学研究では、エンボス加工中の内部伸張が表面摩擦と摩耗を増加させる仕組みが詳細に説明される]。証拠の役割:因果関係の説明。情報源の種類:査読付きジャーナル。裏付け:エンボス加工に伴う摩擦リスク。範囲に関する注記:内部の板表面に関連 。↩
「段ボール包装 – Kongsberg Precision Cutting Systems」、 https://www.kongsbergsystems.com/en/solutions/markets/corrugated-packaging。[段ボール包装の効率に関する業界調査または技術マニュアルでは、エンボス加工面と比較して、デボス加工面の自動挿入速度の向上を定量化します]。証拠の役割:定量的検証。情報源の種類:技術調査。裏付け:デボス加工面反転による効率向上。範囲に関する注記:自動化システムに特有 。↩
「フルート間座屈の試験方法と影響 – BioResources」、 https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/。包装工学ハンドブックには、エッジクラッシュテスト(ECT)値と段ボールの垂直耐荷重能力との間の数学的関係が詳細に記載されています。証拠の役割:技術的検証。情報源の種類:工学ハンドブック。支持:ECT評価を下げると構造的完全性が損なわれるという主張。範囲に関する注記:湿度やフルートの種類などの変数は除外されます 。↩
「パレット上面の剛性が段ボールに及ぼす影響の調査…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/。業界の試験規格(例:ISTAまたはASTM)は、特定の段ボール等級が構造崩壊する前に耐えられる最大上面荷重圧力のベンチマークを提供します。証拠の役割:経験的証明。情報源の種類:業界標準。裏付け:ECT定格が不十分だと積み重ね構成で潰れるという主張。範囲に関する注記:箱の標準的な垂直配置を前提としています 。↩
「段ボールのエッジクラッシュ試験における全視野測定…」、 https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/。[TAPPI標準文書は、T811が段ボールの積層強度を決定するために使用されるエッジクラッシュ試験の公式手順であることを検証するだろう]。証拠の役割:技術的検証;情報源の種類:業界標準;支持するもの:構造的破壊を評価するために使用される試験方法の妥当性。適用範囲に関する注記:特に段ボール繊維板に適用される 。↩
「ECT評価の説明:段ボールにとっての意味…」、 https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOop0W8CLK2vOn1P_m5eb4pv1rvub_z3q6oxFw1HYWVA7HrJpyryE 。[段ボールのエンジニアリングデータは、ECT(エッジクラッシュテスト)評価の低下と、それに伴う垂直圧縮強度のパーセント低下との間の数学的な関係を示します]。証拠の役割:事実に基づく指標。情報源の種類:エンジニアリングハンドブック。裏付け:ボード仕様のダウングレードは、耐荷重能力の比例的な低下につながるという主張。範囲に関する注記:正確なパーセンテージは、箱の寸法と材料構成によって異なります 。↩
"[PDF] 段ボール仕様書 – ファイバーボックス協会", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。[エッジクラッシュテスト(ECT)評価の業界標準は、さまざまなグレードの段ボールの最小耐荷重能力を定義しています]。証拠の役割:技術的定義、情報源の種類:業界標準。サポート:ダウングレード材料の基本材料仕様。範囲注記:標準包装指標を参照 。↩
「段ボール箱の強度ガイド:フルート等級、ECT等級、壁厚…」、 https://anchorbox.com/corrugated-box-strength/。[ECT等級に関する業界比較データは、32 ECTの段ボールが低等級の段ボールよりも高い積載強度と耐久性を持つことを示しています]。証拠の役割:技術比較。情報源の種類:業界標準。支持:エンジニアリングされたプレミアム材料の構造的利点。適用範囲に関する注記:標準的な包装指標を参照しています 。↩
"[PDF] 荷重速度が端部圧縮強度に及ぼす影響", https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf。[技術的な包装研究では、低ECTベースボードに深エンボス加工を施した場合に失われる構造強度の具体的な割合を定量化する]。証拠の役割:定量的検証。情報源の種類:技術ホワイトペーパー。裏付け:材料のグレードダウンによる構造的完全性コスト。範囲に関する注記:低価格基材への重エンボス加工に特化 。↩



